Как исправить сварочный шов на трубе
Обновлено: 17.05.2024
Сварщики видимо допустили ошибку, в одном месте есть не большая течь на сварочном шве, чем можно заделать, или как-то замазать течь на сварочном шве, или надо звонить сварщикам?
Конечно важно учитывать что это за металл, какой сваркой сваривали трубы (электросварка, газосварка), что это за система (водопровод, отопление), какое в ней давление, насколько сильно течёт в районе сварочного шва и.т.п.
Лучший из вариантов, позвонить тем же сварщикам и попросить переделать (точней доделать) свою работу.
Если это не вариант, то можно сделать следующее:
Возьмите в руки фонарик, определитесь с конкретным местом протечки далее при помощи зубила и молотка проблемный участок зачеканивается.
Заделать не большую щель (течь) можно и солью.
Если речь о системе отопления (открытой) в наличие расширительный бак, можно в бак засыпать не много горчицы (грамм 100, примерно) к утру течи не будет.
Это "дедовский" метод, но вполне рабочий.
Можно купить вот такую

В некоторых случаях поможет эпоксидная смола + отвердитель, можно в смолу добавить алюминиевый порошок, но опять же надо знать о каком, конкретно, металле идёт речь.
Если выбрали этот вариант, то ремонтируемый участок должен быть сухим и обезжиренным.
Можно течь устранить бинт + эпоксидная смола.
Можно хомут с резиновой прокладкой установить на проблемный участок, если есть такая возможность.
Заделывал как-то течь по сварному шву бинт + плиточный клей, то есть делал своего рода бандаж, но воду из системы надо слить и клей застывает примерно сутки.
Прошло года 2, течи нет.
Если течь (прямо подтекает) - звонить сварщикам, пускай переделывают, и не зависит от того, какая это труба, горячей или холодной воды, или отопления, однозначно течи надо устранять сваркой.
Если висят небольшие капли, но не течёт, а труба подачи холодной воды, тогда однозначно звонить сварщикам, трубы с холодной водой не любят течи, можно временно устранить её, но потом потечёт ещё сильнее, если не лопнет это место при перепаде давления.
Если висят капли, а труба подачи горячей воды, тут решать вам, я бы конечно позвонил сварщикам, нет ничего лучше, чем заварить трещину или дырку, но также есть вариант устранить капли своими силами. Одно из проверенных средств - это соль, надо намочить тряпку и обмазав её солью, обернуть трубу, в течении суток мочите тряпку, а потом просто снимите, если потеть перестанет, тогда на ваш страх и риск можно уже и не звонить сварщикам.
Если капли висят на трубе отопления, тогда это распространённое явление, трубы на отопление ржавые и закоксованные солями, примените вышеописанный способ с солью, она и та, которая накипи внутри забьёт дырку на долгое время.
Эффективные способы исправления ошибок и дефектов сварочного шва

Дефекты в сварочном соединении приводят к ухудшению его рабочих и визуальных характеристик. Для обнаружения недочетов соединения существуют разные методики контроля над качеством проведенной работы.
Это может быть простой осмотр сварного соединения. Либо более сложные техники проверки: рентген, аппаратура с применением ультразвуковых волн.
В этой статье будут детально рассмотрены варианты сварочных недоработок и как их исправляют.
Разновидности сварочных ошибок
Изъяны сварных швов делятся на два типа: наружный и внутренний. Их названия отражают суть этих понятий. Наружные изъяны находятся на поверхности соединения.
Они обнаруживаются без дополнительных приспособлений, простым осмотром. Внутренний тип недочетов сварки внешне не заметен.
Такие изъяны находятся внутри соединения. Для их обнаружения и исправления нужно дополнительное оборудование.
Наружные изъяны
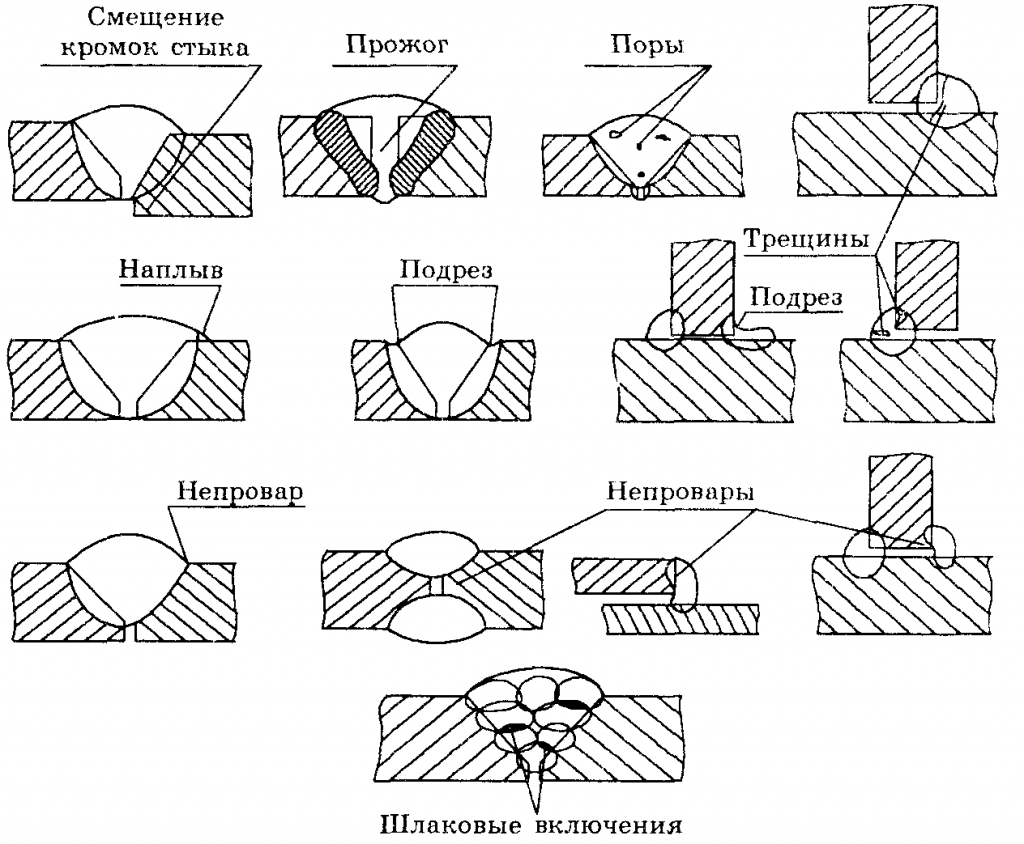
Непровары

Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы

Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы

Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Второй причиной может служить завышенная сила тока. Швы с такими изъянами непрочные и не герметичные, что будет ключевым моментом в сваривании труб или резервуаров.
Для защиты от прожогов снижается значение силы тока, и увеличивается скорость сварки. Значение также имеет правильность разделки кромок. Начинающему сварщику в этом помогут практические занятия и наработка опыта.
Сварка алюминия требует наиболее точного соблюдения этих показателей.
Кратеры

Кратеры – это углубления в полотне шва, которые появляются в результате резкого обрыва дуги. Несмотря на маленький размер, они могут сильно повлиять на надежность соединения.
Предотвратить их появление можно применением в работе специальных режимов. Они представляют собой функцию понижения силы тока в момент отрыва, что защищает от образования кратера.
У более старых моделей оборудования такой функции нет, поэтому плавность отрыва регулируется вручную.
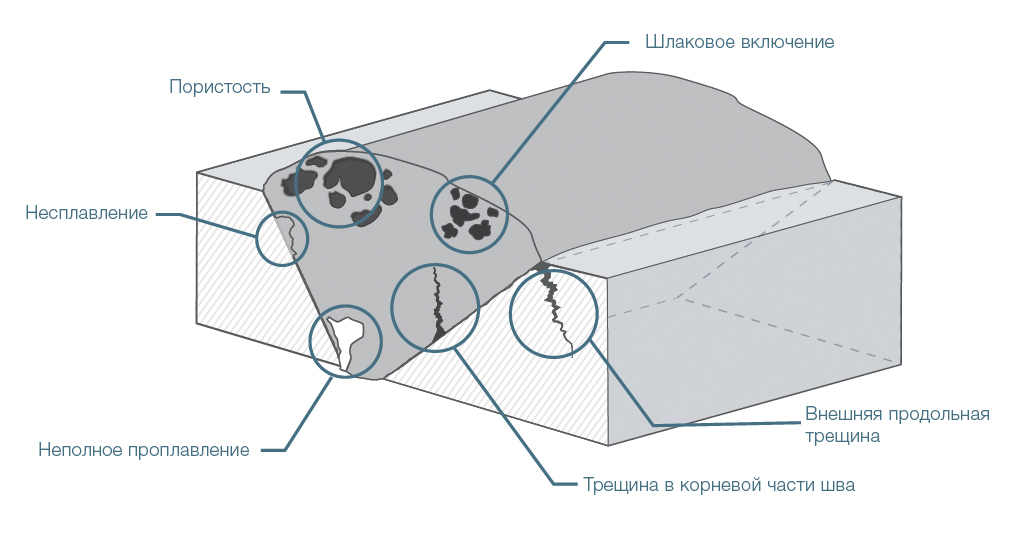
Внутренние дефекты
Горячие либо холодные трещины
Появлению горячих трещин способствует использование неверного типа присадочного прутка. Металлы детали и электрода должны быть совместимы.
К примеру, нельзя варить алюминиевым прутком нержавеющую сталь. У этих металлов совершенно разные характеристики. Алюминий просто не сможет качественно проварить нержавейку, а потому возникнут трещины.
Второй причиной может стать неправильно проведенная попытка заварить кратер. Если при исправлении этого недочета резко оборвать воздействие, шов может треснуть.
Холодные трещины появляются уже после остывания шва. Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Этот тип изъянов может проявляться также на поверхности полотна, что частично относит его к внешним дефектам.

Пористость соединения встречается достаточно часто. Поры внутри тела шва могут образовываться при низкой защите рабочей зоны от кислородного воздействия, игнорировании или неправильном проведении этапа подготовки металла.
Если на кромках стыка осталась ржавчина, какие-либо включения, нарушающие равномерность шва. Подобно трещинам, поры могут быть внутренней или внешней проблемой.
Для избежания появления пористости шва, нужно убедиться, что подача защитного газа настроена правильно и оградить рабочую зону от внешних воздействий, способных нарушить защитный кокон (сквозняки, порывы ветра).
А также правильно провести подготовительный этап.
Варианты исправлений

Теперь разберем варианты исправления дефектных соединений, которые не получилось предотвратить.
Крупные трещины просто завариваются поверх. Для того, чтобы предотвратить разрастание трещины, нужны отверстия у ее концов. Расстояние от конца трещины до отверстия – 0,5 мм.
После этого трещина разделяется так, чтобы было похоже на буквы V или X. Для этого используется резаки или пневматическое зубило. После разделки трещина зачищается и заваривается.
Когда шов был забракован внутренними трещинами, непроварами или прожогами, то зона недоработки вырубается (выплавляется), шов накладывается по новой. Наплавы удаляются абразивными материалами (наждачной бумагой, напильником).
Если во время корректировки произошла деформация детали, есть два пути решения: механический и термический.
В первом случае деформация убирается путем механического воздействия на деталь. Применяется прессовая правка, точечные удары молота или домкрат.

Это сложная задача, требующая много труда. Нередко такой метод исправлений приводит к появлению других изъянов, таких как новые трещины или сколы.
Такой способ исправления используется чаще механического в силу простоты и защиты от дополнительных проблем.
Появление недостатков у сварочного шва в основе имеет нарушение процесса обработки металла. Зная, какие нарушения приводят к изъянам соединения, их можно предотвратить. В первую очередь это уровень квалификации сотрудника.
Он должен соответствовать сложности сварки. Во время работы должна быть соблюдена технология сварочного процесса и РДС. Аппарат должен быть правильно настроен, иметь качественные, соответствующе подобранные детали.
Они должны соответствовать химическим и физическим свойствам обрабатываемого металла. Если подобрать правильные инструменты, ответственно подойти к процессу сварки, шов будет без изъянов и недочетов.
Заключение
Испорченные детали стоит забраковать, отправив в утилизацию. Но при необходимости можно прибегнуть к исправлению.
Сварочные изъяны швов бывают разного вида и для их исправления проводятся разные действия. Метод исправления подбирается к конкретному случаю. Но если шов имеет много недостатков, деталь стоит просто утилизировать.
На начале сварочного пути новички часто допускают ошибки. Это нормально, потому что сварка – это дело опыта. При старании со временем швы будут улучшаться.

В шпаклевке, покраске или любых других ремонтных работах можно столкнуться с дефектами. Они возникают, если мастер совершил технологическую ошибку на каком-либо этапе. В сварке самый "популярный" дефект - горячие трещины.
Для крупных и мелких предприятий есть технологические нормативные акты, в которых появление горячих трещин в готовой конструкции стандартизировано. Есть также ГОСТы, которые подробно описывают, в каких ситуациях допускаются те или иные погрешности.
Каждый ГОСТ имеет свою категорию, относится к своему типу деформаций. Это могут быть стандарты непровара кромки или корня, брызги металла, трещины при горячей и холодной сварке, свищи и пористые отверстия, измененная форма шва и прочее.
Актуальность проблемы

Сварочные работы в производственных или даже домашних условиях должны выполняться по общим инструкциям, с учетом ГОСТов.
Даже если вы варите что-то "для себя", соблюдение норм поможет сделать это качественнее, а любая "косметическая" или функциональная проблема при выполнении может повлечь за собой траты на обслуживание или даже замену всей конструкции.
Широко известный дефект - горячая трещина. Такой дефект может быть достаточно большим, чтобы увидеть из без увеличительного стекла. Некоторые из них относятся к "микро-", разглядеть их просто так не получится.
Но и оба варианта могут быть очень опасными для готового соединения.
В зависимости от того, при каком нагреве была сварена конструкция, коррозии могут быть также горячими и холодными. Если швы сделали, например, при 1000 градусов, трещина в них горячая, а если меньше 1000 - холодная.
Оба варианта этого дефекта практически невозможно устранить, поэтому, найдя такие проблемы в изделии, мастер отмечает его как брак, отправляя в металлолом.
Не важно, какой термический режим вы выбирали, сваривая элементы. Трещины будут иметь свои особенности в зависимости от положения, например, радиального или продольного.
Горячие - это деструкции между кристаллами металла сварочного шва. Это может касаться и зоны в 10-15 сантиметров около шва, на которую тоже воздействует температура аппарата.
Обычно горячие трещины выглядят как надрез или неравномерный шов и появляются уже тогда, когда соединение остывает после варки. Сам шов с такой трещиной будет темным и кривым.
Если вы сваривали элементы, используя температуру до двухсот градусов, появляются трещины холодные. Такие нарушения - это единичные деструкции, которые также возникают уже на остывшем металле.
На месте перелома они светлые, а возникают около шва. С холодными трещинами вы столкнётесь при использовании дугового типа сварки для элементов из плотного металла с большой площадью поперечного разреза.
Горячие околошовные трещины появляются в четырёх разных ситуациях.
- Во время обработки стали для изготовления машинных деталей. В этом типе стали много серных соединений. Расплавляясь сульфиды образуют в зоне термовлияния плёнку, которая сильно понижает прочность шва. Такие дефекты называют ликвидационными. Они могут возникнуть и при использовании стали с легирующими элементами. Горячие трещины такого типа длинные, не имеют ответвлений.
- При сварке нержавеющей стали с "вкраплениями" никеля и хрома. Относительное удлинение в этом случае низкое, это и способствует возникновению горячих трещин.
- Для маленьких деталей (по типу головок цилиндров) характерны кристаллизационные дефекты - горячие микротрещины.
Есть и другие типы горячих трещин, но ситуации, в которых они появляются, бывают редко.
Предотвращение появления холодных трещин

Чтобы избежать холодных трещин важно тщательно прокалить используемый флюс и электродные стержни, а также заранее нагреть все детали до 200-400 градусов.
Желательно предварительно ознакомиться с требованиями по температуре для металла элементов, выбранного типа сварки. Узнайте, какой шов, а также порядок работы подходят в вашем случае.
Обеспечьте медленное остывание обработанной конструкции и ни в коем случае не используйте для этого охладительные элементы. Чтобы снять напряжение с деталей, проведите смягчающий отжиг.
Причины образования горячих трещин

Возникновение горячих разрушений обусловлено внешними и внутренними факторами. Основная причина - разделение элементов и окислившихся их частей. Изначально они не входят в состав материала.
Окислы появляются при использовании дополнительных примесей. Элементы, которые сегрегируют, становятся причиной горячих дефектов не только тогда, когда плавятся.
Они образуют тонкую пленку, которая уменьшает прочность на границе. Внутренние причины горячих трещин - отдельные свойства присадочных материалов.
Кроме этого возникновению горячих трещин способствует присутствие жидких прослоек или лишних примесей в металле, который вы свариваете.
Использование элементов из вольфрама, ванадия и титана усложняет сварку и нарушает химические связи внутри конструкции. Проблемы вызывают и нарушения целостности детали при её укорочении.
Если жёстко зафиксировать деталь при работе, она будет остывать неравномерно и может "покрыться" горячими коррозиями.

Деформации с большей вероятностью появляются, когда металл становится жидким. Когда он в таком состоянии, его атомы массово перемещаются, а вместе с ними в металл переходят и грязевые частички из внешней среды.
А, пока металл остывает, в нём возникает лишнее напряжение. Такое происходит, когда шов "сел" неравномерно. Это основа возникновения именно поперечных горячих разломов.
Чтобы предотвратить эти проблемы нужно "следить" за металлом, пока он находится в расплавленном состоянии и создать условия для его раскисления. Желательно подобрать аналог сере, которая создает плёнки, это может быть, например, марганец.
Если всё-таки вы выбрали серу, следите за тем, чтобы она проходила слева от перитектической точки. Так выделится вещество, которое лучше ее растворит и исключит появления горячей деформации.
Меры предосторожности

Чтобы во время или по окончании работы не образовывались горячие или холодные трещины, нужно запомнить несколько простых правил и придерживаться их.
Надёжная фиксация элементов при работе обеспечит равномерное распределение температуры в изделии.
Стоит учитывать и толщину стенки металлической детали и подбирать шов по ней: если шов будет слишком маленьким по отношению к детали, скорее всего, появятся проблемы.
Кроме шва подобрать режим сварки (от температуры до направленности электрического поля), угол наклона стержня.
Подготовьте детали и материалы перед работой. Детали нужно обработать термически, а электроды выбирать, учитывая тип сварки, материалом элементов и температурой.
Не стоит покупать дешевые электроды, это может повлиять на аккуратность и равномерность шва. Не допускайте перегрева или превышения силы тока для выбранного типа сварки.
Чтобы не спровоцировать появление горячей деформаций, нужно в первую очередь обратить внимание на инструкции к работе с конкретными сталями или сплавами.
Кроме этого, важно увеличивать или уменьшать ширину шва в соответствии с расширением или сужением сечения изделия. Швы должны быть цельными.
Исправление
Некритичные горячие дефекты работы можно устранить. Для этого есть и нормы ГОСТов 5264 и 1153 - в них предусмотрены этапы "заварки".
Перед работой во время осмотра определяют границы дефекта. Делается это с помощью газовой горелки, разогретой до 150 градусов Цельсия.
После осмотра края горячей трещины обрабатывают сверлом, которое либо должно совпасть с границей, либо отступать от нее максимум на 5 мм.
Если высверлить дефект не получается, можно выжечь его горелкой, также ею обрабатывают области термического влияния. Если размер дефекта более 30 см, заваривают его обратноступенчатым способом сварки.
Мы выяснили, что есть множество причин образования деформаций и дефектов при сварке. Основной дефект - растрескивание при разной температуре сварки, а чтобы они не возникали, нужно узнать особенности свариваемого материала и аппаратуры.
Причинами разломов могут быть "сбои" на любом из этапов работы: от подготовки элементов до создания шва. Для того, чтобы избежать подобных ошибок, существуют ГОСТы сварочных работ.
Лучше изучить их заранее, так как не все трещины поддаются исправлению. Чтобы не переделывать одну и ту же работу, тратя время и материалы, следует "семь раз отмерять".
Что такое подрез в сварке?
Начинающие сварщики часто задают вопросы: «Что такое подрез в сварке? Какие причины образования подрезов при сварке? Как производить ремонт подрезов сварных швов?» и в данной статье на все эти вопросы есть ответы.

Содержание
Подрез сварного шва это дефект который характеризуется образованием продолговатого углубления (канавки) остроугольной формы в зоне сплавления сварного шва и основного металла или металла сварного шва предыдущего слоя.
Похожие определения для данного вида дефекта сварного шва указаны и в нормативных документах на сварку ГОСТ 2601 и ГОСТ 30242:

Подрез это дефект в виде углубления по линии сплавления сварного шва с основным металлом. Подрез это углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке.
Напоминаем, что в статье о дефектах сварных швов и в пособии о дефектах сварных швов Юхина Н.А. есть фотографии, причины и способы устранения всех дефектов сварки.
Причины образования подрезов при сварке
Причиной образования подреза при сварке является выполнение сварки либо на повышенных режимах или с большой скоростью. Также, результатом возникновения может служить выбор неправильного угла наклона к более тонкому краю детали, что в свою очередь вызывает ее перегрев.
Исследования показывают, что с уменьшением температуры твердой поверхности смачивание ее жидким металлом ухудшается и улучшается с повышением температуры. Следовательно, одним из основных факторов, влияющих на смачивание является температура. На горизонтальных плоскостях смачивание играет ключевую роль т.к. вследствие действия сил поверхностного натяжения, жидкий металл на холодной поверхности стремиться к сжиманию, сокращая свою площадь и поверхность, которую он занимает, что и приводит к образованию подреза в сварном шве. В вертикальной плоскости, т.е. при сварке угловых и горизонтальных швов, дополнительной причиной является стекания жидкого металла под действием силы тяжести.
Неправильное использование газовой защиты, неправильная техника сварки и положение при сварке являются дополнительными причинами образования подреза сварного шва.
Подрезы при сварке всегда были серьезной проблемой в сварочном производстве, поэтому в последние годы все больше производителей сварочного оборудования и материалов и предпринимают попытки решить данную проблему.
Наличие подрезов обусловливает существенную концентрацию напряжений вблизи данного дефекта и может вызвать локальное или общее разрушение конструкции. Продольные углубления снижают сечение основного металла в зоне термического влияния. В результате чего сварные швы плохо воспринимают динамическую нагрузку и в данных местах могут возникнуть трещины. При проведении испытаний сварных швов на растяжение и угол загиба разрушение металла начинается от подреза, при значительного заниженных механических показателях.
Восемь советов для уменьшения вероятности образования подрезов в сварном шве
Ниже приведены рекомендации, которые помогут уменьшить вероятность образования подрезов при сварке изделий из труб, листов, швеллеров, уголков и т.д.
Правильное тепловложение
Одной из самых главных причин образования подрезов в сварных швах является большая величина нагрева при выполнении сварки вблизи свободных краев детали в результате чего происходит более глубокое проплавление одной из кромок, что приводит к образованию канавки, которая остается после затвердевания металла сварочной ванны. Это может привести к перегреву и расплавлению близлежащего основного металла или ранее наложенного металла шва. Для предотвращения необходимо следить за тепловложением при этом уменьшая сварочный ток при приближении к более тонким участкам детали или к свободному краю изделия.
Правильный угол электрода
Как известно угол электрода играет очень важную роль для предотвращения образования дефектов при сварке. Если выполнить сварку с неправильным углом, который будет направлять больше тепла к свободным кромкам изделия, вероятность образования подреза увеличивается в несколько раз. В связи с чем необходимо использовать правильный угол, чтобы направлять больше тепла на более толстую часть детали.
Правильная скорость сварки
Сварка с большой скоростью является еще одной причиной образования подрезов на сварных швах. При большой скорости некоторая часть основного металла переходит в расплавленный металл сварного шва и в результате быстрой кристаллизации остаются углубления (канавки) по краям. Поэтому рекомендуется производить сварку в умеренном темпе потому что слишком маленькая скорость сварки не дает удовлетворительных результатов. Таким образом, конкретным условиям сварки соответствует определенный диапазон скорости, в пределах которого возможно получение швов без подрезов.
Правильный выбор газовой защиты
При сварке полуавтоматом неправильный выбор защитных газов также является одной из основных причин подрезов при сварке. Сварщик должен быть уверен, что использует правильную сварочную смесь, которая подходит именно для сварки этого металла. Применение смесей углекислоты с инертными газами обеспечивает качественные результаты при сварке углеродистых сталей.
Правильная техника сварки
Причиной образования подрезов при сварке также является попытка сварщика выполнять сварку с чрезмерными поперечными колебаниями электрода. Рекомендуется выполнять сварку с минимальными поперечными колебаниями – так называемым «ниточным швом». Размер колебаний не должен превышать допустимых значений, потому что это значительно увеличивает вероятность образования подреза в сварном шве. Для предотвращения образования данного дефекта сварного шва необходимо либо уменьшить ширину поперечных колебаний электрода, либо выполнять многослойный шов вместо однослойного.
При ручной дуговой сварке покрытыми электродами рекомендуемый размах поперечных колебаний должен составлять не более 2-3 диаметров электрода.
Правильное пространственное положение при сварке
Сварка в горизонтальном или вертикальном положении в свою очередь увеличивает вероятность образования подреза шва. В данном случае, канавка образуется из-за недостаточного заполнения вдоль зоны сплавления шва. Если есть возможность, сварку необходимо выполнять в нижнем положении.
Использовать многослойную сварку
Это самый лучший вариант для предотвращения образования подрезов при сварке. Техника наложения многослойного шва подразумевает выполнение всех вышесказанных рекомендаций и помогает добиться качественных сварных соединений с гарантированными механическими свойствами.
Использование предварительного подогрева
Предварительный подогрев снижает скорость кристаллизации металла и улучшает смачиваемость за счет меньшей разности температур между сильно нагретым металлом сварочной ванны и слабо нагретым основным металлом.
Измерение глубины подреза сварного шва
В большинстве случаев измерение подрезов сварных швов производится с помощью:
- специального прибора (глубиномера);
- универсального шаблона сварщика УШС-3, УШС-4.
Прибор для измерения глубины подреза сварного шва
Прибор для измерения глубины подреза сварного шва представляет собой опорное основание 1 в котором закрепляется индикатор часового типа со специальным наконечником индикатора. Путем установки основания на ровную поверхность необходимо выставить 0 на индикаторе, после чего прибор передвинуть к месту измерения и установить наконечник индикатора в канавку. Размер устанавливается значением на шкале индикатора.

Кстати, конструкция прибора предусматривает два типа наконечников:
- с углом 45° - для измерения глубины подреза, углублений между валиками и чешуйчатости, вогнутости корня шва;
- плоский – для измерения высоты усиления сварного шва, выпуклости корня шва, смещение кромок свариваемых деталей.
Измерение глубины подреза сварного шва универсальным шаблоном сварщика (УШС-3; УШС-4)
Измерение подреза при помощи универсального шаблона сварщика производится путем установки указателя 1 в канавку. Размер определяется напротив риски 2 по шкале 3.

Принципиального отличия в методах проведения контроля нет, поэтому чем измерить подрез сварного шва зависит только от наличия того или иного мерительного инструмента.


Допуски на подрезы в сварных швах
Конечно же лучше изготавливать конструкции без дефектов, но чаще всего это является необоснованно дорого или невозможно, поэтому всегда имеются допуски с указанием какие дефекты, их количество и размеры являются допустимыми в той или иной конструкции и не влияют на её эксплуатационные свойства. В первую очередь от назначения конструкции и требований нормативных документов зависит какого размера подрезы допускаются в сварных швах:
Чтобы узнать допуски на подрезы в сварных швах, прежде всего необходимо найти данную информацию в нормативных документ с требованиями к сварным швам.
Ремонт подрезов сварных швов
В зависимости от требований нормативных документов в некоторых случаях допускается небольшие подрезы исправлять методом зачистки без последующей сварки. Если требуется проведение ремонта с последующей сваркой - процесс исправления состоит из следующих этапов:
Ремонт трубопроводов
Повреждения трубопроводов пара и горячен воды происходят как в сварных соединениях, так и в наружных поверхностях трубных элементов. Ремонту подлежат сварные соединения паропроводных труб равной толщины. Его выполняют тремя способами.
1. Удаление поврежденного участка без подварки мест выборки возможно при следующих условиях:
- повреждение развивалось снаружи сварного соединения;
- толщина ремонтируемого участка соединения в зоне выборки равна или больше минимально допустимой толщины трубного элемента;
- на поверхности выборки отсутствуют макродефекты, не допустимые по РД 153-34.1-003-01.
Поверхностный металл удаляют только механическим способом (вышлифовкой). Края выборки следует сглаживать с радиусом скругления не менее 30 мм.

2. Подварка места выборки с термической обработкой возможна при условиях:
- трещины развивались с наружной поверхности сварного соединения:
- протяженность местной выборки составляет не более 1/3 периметра трубы, а глубина - не более 50% расчетной толщины стенки трубы;
- кольцевая выборка по всему периметру стыка имеет глубину до 25% расчетной толщины стенки трубы;
- поверхность металла выборки соответствует требованиям РД 153-34.1-003-01 но макродефектам и микроповреждениям.
Поврежденный металл удаляют механическим способом (вышлифовкой). Заполняют выборку многослойной наплавкой кольцевыми валиками.
Термообработку после подварки ведут по режиму высокого отпуска 720-750 °С с выдержкой 1-5 ч (РД 153-34.1-003-01).
Для сварных соединении трубопроводов с температурой эксплуатации ниже 510°С удалению подлежит только поврежденный металл, а участок подварки может ограничиваться одной-двумя зонами соединения. например, металлом шва или участком шва с одной из прилегающих зон термического влияния (ЗТВ).
3. Переварке подлежат сварные соединения с трещинами, которые развивались с внутренней поверхности. Переварку выполняют в следующей последовательности: вырезают патрубок - устанавливают новый патрубок - выполняют сварку - термическую обработку.
Устранение дефектов
Для паропроводов, эксплуатируемых при температуре ниже 510°С
Несквозные трещины в металле шва
Выборка вышлифовкой с плавными радиусами переходов
Выборку заваривают многослойными швом
Несквозная трещина в зоне термического влияния
Выборка - по шву и в основном металле
Заварка выборки с плавным переходом к металлу старого шва и основному металлу
Сквозная трещина в зоне тремического влияния
Глубина выборки на 2-3 мм меньше толщины стенки
Подварочный шов многослойный, с тщательной зачисткой поверхности предыдущего слоя
*Обозначения: СШ - старый шов, ПШ - подварочный шов.
Для сварных тройников паропроводов, эксплуатируемых при температуре ниже 510 °С
Кольцевая трещина в зоне термического влияния
Поврежденный (металл удаляют шлифовкой абразивным инструментом. Многослойная сварка валиками толщиной 5 - 8 мм и шириной 12 - 20 мм

Кольцевая трещина на штуцере
Края выборки допускается оставлять на старом шве. Подварка - электродом диаметром 3 - 4 мм

Поперечные трещины в металле шва
Ширина выборки может быть ограничена размерами поврежденного металла

Ремонт стыковых соединений паропроводов, эксплуатируемых при температуре 510-560°С
Поверхностные трещины в металле шва и в зоне термического влияния

Поврежденный металл удаляют не менее чем на 5 мм глубже вершины самой удаленной трещины. Выборку заполняют кольцевыми валиками толщиной 5-8 мм и шириной 10-20 мм (при любом S/Dн).
Поверхностная трещина глубиной более четверти толщины металла


Сквозная трещина в зоне термического влияния

Перед сваркой в трешиис но концам и длине просверливают отверстия диаметром 2-3 мм для устранения ее развития, проверки глубины дефекта и лучшей переплавки поврежденного металла.

Ремонт участков паропроводных труб
 |  |
Читайте также: