Как исправить сварочный шов угловой
Обновлено: 20.09.2024

Дефекты в сварочном соединении приводят к ухудшению его рабочих и визуальных характеристик. Для обнаружения недочетов соединения существуют разные методики контроля над качеством проведенной работы.
Это может быть простой осмотр сварного соединения. Либо более сложные техники проверки: рентген, аппаратура с применением ультразвуковых волн.
В этой статье будут детально рассмотрены варианты сварочных недоработок и как их исправляют.
Разновидности сварочных ошибок
Изъяны сварных швов делятся на два типа: наружный и внутренний. Их названия отражают суть этих понятий. Наружные изъяны находятся на поверхности соединения.
Они обнаруживаются без дополнительных приспособлений, простым осмотром. Внутренний тип недочетов сварки внешне не заметен.
Такие изъяны находятся внутри соединения. Для их обнаружения и исправления нужно дополнительное оборудование.
Наружные изъяны
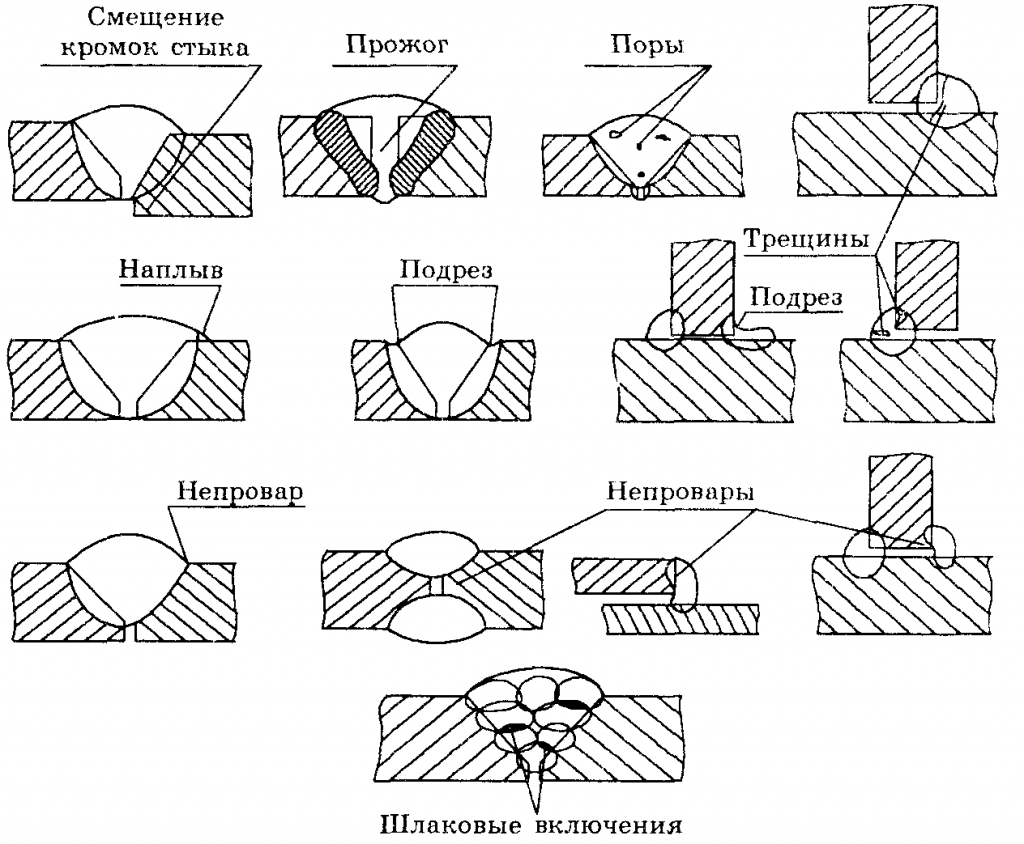
Непровары

Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы

Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы

Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Второй причиной может служить завышенная сила тока. Швы с такими изъянами непрочные и не герметичные, что будет ключевым моментом в сваривании труб или резервуаров.
Для защиты от прожогов снижается значение силы тока, и увеличивается скорость сварки. Значение также имеет правильность разделки кромок. Начинающему сварщику в этом помогут практические занятия и наработка опыта.
Сварка алюминия требует наиболее точного соблюдения этих показателей.
Кратеры

Кратеры – это углубления в полотне шва, которые появляются в результате резкого обрыва дуги. Несмотря на маленький размер, они могут сильно повлиять на надежность соединения.
Предотвратить их появление можно применением в работе специальных режимов. Они представляют собой функцию понижения силы тока в момент отрыва, что защищает от образования кратера.
У более старых моделей оборудования такой функции нет, поэтому плавность отрыва регулируется вручную.
Внутренние дефекты
Горячие либо холодные трещины
Появлению горячих трещин способствует использование неверного типа присадочного прутка. Металлы детали и электрода должны быть совместимы.
К примеру, нельзя варить алюминиевым прутком нержавеющую сталь. У этих металлов совершенно разные характеристики. Алюминий просто не сможет качественно проварить нержавейку, а потому возникнут трещины.
Второй причиной может стать неправильно проведенная попытка заварить кратер. Если при исправлении этого недочета резко оборвать воздействие, шов может треснуть.
Холодные трещины появляются уже после остывания шва. Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Этот тип изъянов может проявляться также на поверхности полотна, что частично относит его к внешним дефектам.

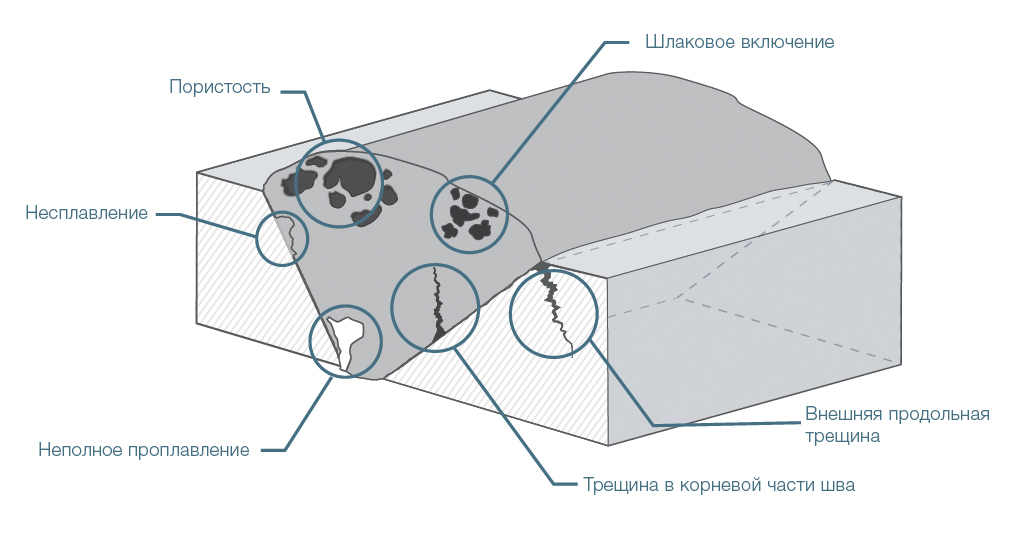
Пористость соединения встречается достаточно часто. Поры внутри тела шва могут образовываться при низкой защите рабочей зоны от кислородного воздействия, игнорировании или неправильном проведении этапа подготовки металла.
Если на кромках стыка осталась ржавчина, какие-либо включения, нарушающие равномерность шва. Подобно трещинам, поры могут быть внутренней или внешней проблемой.
Для избежания появления пористости шва, нужно убедиться, что подача защитного газа настроена правильно и оградить рабочую зону от внешних воздействий, способных нарушить защитный кокон (сквозняки, порывы ветра).
А также правильно провести подготовительный этап.
Варианты исправлений

Теперь разберем варианты исправления дефектных соединений, которые не получилось предотвратить.
Крупные трещины просто завариваются поверх. Для того, чтобы предотвратить разрастание трещины, нужны отверстия у ее концов. Расстояние от конца трещины до отверстия – 0,5 мм.
После этого трещина разделяется так, чтобы было похоже на буквы V или X. Для этого используется резаки или пневматическое зубило. После разделки трещина зачищается и заваривается.
Когда шов был забракован внутренними трещинами, непроварами или прожогами, то зона недоработки вырубается (выплавляется), шов накладывается по новой. Наплавы удаляются абразивными материалами (наждачной бумагой, напильником).
Если во время корректировки произошла деформация детали, есть два пути решения: механический и термический.
В первом случае деформация убирается путем механического воздействия на деталь. Применяется прессовая правка, точечные удары молота или домкрат.

Это сложная задача, требующая много труда. Нередко такой метод исправлений приводит к появлению других изъянов, таких как новые трещины или сколы.
Такой способ исправления используется чаще механического в силу простоты и защиты от дополнительных проблем.
Появление недостатков у сварочного шва в основе имеет нарушение процесса обработки металла. Зная, какие нарушения приводят к изъянам соединения, их можно предотвратить. В первую очередь это уровень квалификации сотрудника.
Он должен соответствовать сложности сварки. Во время работы должна быть соблюдена технология сварочного процесса и РДС. Аппарат должен быть правильно настроен, иметь качественные, соответствующе подобранные детали.
Они должны соответствовать химическим и физическим свойствам обрабатываемого металла. Если подобрать правильные инструменты, ответственно подойти к процессу сварки, шов будет без изъянов и недочетов.
Заключение
Испорченные детали стоит забраковать, отправив в утилизацию. Но при необходимости можно прибегнуть к исправлению.
Сварочные изъяны швов бывают разного вида и для их исправления проводятся разные действия. Метод исправления подбирается к конкретному случаю. Но если шов имеет много недостатков, деталь стоит просто утилизировать.
На начале сварочного пути новички часто допускают ошибки. Это нормально, потому что сварка – это дело опыта. При старании со временем швы будут улучшаться.
Особенности сварки угловых швов - характеристика, техника, специфика

Трудно сегодня представить стройку или монтажные работы, где бы обошлись без сварки швов под углом.
Высокая прочность металлическим изделиям, сваренным так, обеспечена. Правда, не имея достаточного опыта, сварщику лучше его сначала поднабраться.
Процесс занимает немало времени и довольно трудоемок, надо знать ряд тонкостей, свойственных угловым швам. В нашей статье охарактеризуем сварку э- того типа и узнаем, насколько она доступна в быту.
Характеристика
Что такое угловой шов? Стыковка посредством сварки под углом до 180 градусов, к примеру, труб или других конфигураций из металла. В процессе порой не обойтись без так называемых штыков, угол сторон у которых –90 градусов.
Это расстояние нужно выдержать, тогда каждая из сторон испытает равную нагрузку, а конфигурации прибавится прочности.
Соединения угловых швов:
- нахлесточные;
- с краями, примыкающими в точке стыковки;
- тавровые (ровная поверхность и один приваренный конец);
- с обрезкой кромок и без нее.
Классификация швов определяется способом их укладки. Они бывают сплошными или прерывистыми. Короткими считаются те, чья длина не превышает 250 мм, длинными – от 1000 мм и т.д. Как отсюда видно, есть еще и средние.
Поговорим о них подробней. Средние начинаются в месте сопряжения частей металлической конфигурации, а конечной точкой станут их края. Их длина колеблется в диапазоне 250-1000 мм.
Возможные проблемы
Прочность и качество шва будет зависеть от того, насколько полно вы сможете из бежать дефектов, характерных для такого вида соединений. К основным изъянам относятся следующие:
- Подрезы. Способствует их появлению электрическая дуга. Следы ее «коварства» предстают в виде небольших углублений на поверхности метализделий. При сварке снизу поврежденный участок можно закрыть наплавлением присадочного материала. Надо лишь дольше держать электрод при этом. Однако техника выполнения углового шва гораздо сложней. Нужно очень постараться, чтобы наплавить присадку на боковую поверхность. Вот почему на угловом шве углубления, как правило, присутствуют лишь на одном боку.
- Непровары на отрезках швов. Они встречаются чаще у тех сварщиков, кому еще надо накопить знаний в технологии производства угловых швов. Этот фактор сказывается так: рабочий в целях заполнения места стыковки чересчур энергично водит электродным кончиком по обе стороны. Но расплавленная масса, наоборот, стекает по ним, и цель – проварка шовного корня – остается недостижимой.
- Неверный катет. Качество сварки углового шва здесь зависит от умения определить требуемый режим напряжения, а потом управлять электродом с необходимой скоростью, стараясь удержать на одном уровне. Ток недостаточный? Электрод работает на малой скорости, а катет получится чрезмерно выпуклым. Из этого следует, что основной металл недостаточно поплавился. Повышенная сила тока и более быстрая скорость движения электродом? Катет получите вогнутый.
- Косой угол. Сварочные соединения отличаются, как правило, соответствующей формой к градусу угла. В этом и сложность – соблюсти точные размеры. Качество конструкции будет безнадежно испорчено, когда у приставной пластины неожиданно нарисуется наклон к одному из боков.
- Неровная наплавка металлом в боках стыковки. Высокая t, тяжесть кромок и электрода провоцируют расплавленную железную массу стекать вниз и сразу по сторонам. В результате может получиться так, что своей основной частью шов расположится на нижней поверхности. Верхний край, лишь прихваченный сваркой, уязвим перед деформацией. Чуть нагрузка – он и развалился.
- Прочие дефекты. Они представлены пустотами, лунками, вездесущими трещинами, непредсказуемыми свищами и кратерами, другими посторонними твердообразными включениями. Они могут заявить о себе в процессе.
Специфика процесса

Запомните, к началу сварки стороны и стыки должны быть заранее подготовлены. Сами свариваемые плоскости должны образовать прямой угол.
Одна пойдет горизонтально, другая – в вертикальном направлении. Это надо непременно учитывать в соединениях типа тавровых.
Для них подготовка вертикальной кромки ведется с учетом толщины листов, что предстоит варить. При толщине 12 мм – подготавливать нечего. При диапазоне 12-25 мм, кромку обрезают V-образно.
При 25-40 мм, на кромках поверхности (что вертикальная) делают скосы U-образного вида в одном направлении. Когда толщина более 40 мм, должны быть скосы V-образные на той и на другой сторонах.
В противовес тавровым нахлесточный тип угловых швов обходится без предварительной обработки кромок. Швы варят в обоих углах, что образуются в результате совмещения металлистов путем нахлеста друг на друга.
Традиционный угловой шов образуют две части металконструкции, соединенные между собой. Здесь вам понадобится провести лишь обрезку торца одной из них.
Как вести сваривание
На производство угловой сварки влияет расположение плоскости. Охарактеризуем основные приемы ведения процесса.
Нижний. Здесь рациональней использовать прием, известный как «лодочка». Она придаст нужное качество шву, заметим, что с ним справляются даже дебютанты на ниве сварки.
Конфигурации придается V-образная форма. Она становится похожей на лодку. Потому способ так и нарекли.
«Лодочка » почти исключает появление изъянов в виде непроваров или подрезов кромок. Надо сильно постараться, чтобы они вдруг образовались. На практике сварка углового шва порой проходит в условиях, не столь комфортных, как описано выше.
Например, когда «лодочкой» в месте стыковки деталей варят тавровые швы, у которых есть и вертикальная поверхность и горизонтальная.
Тут качество может оказаться уже под угрозой. Даже в горизонтальной плоскости верх самого угла рискует остаться плохо проваренным. Вертикальная плоскость уязвима в отношении подрезов.
Этому поспособствует расплавленное железо, которое, не исключено, будет пытаться «сбежать» вниз. Предотвратит нежелательные последствия нехитрая уловка в управлении, на которую электрод чутко реагирует.
Линию сварки нужно осуществлять, производя несильные колебательные движения.
Рекомендация. Тут для подходящим для электрода будет одинарный шов, а катет при этом – 8 мм.
Итоги и выводы

Непровар не испортит горизонтальную плоскость в нижнем варианте если возбуждать сварочную дугу, отступив 3 можно и 4 мм от самой кромки катета.
Потом дуга направляется на верхушку шва и придерживается. От соблюдения этих правил зависит, хорошо ли проварится ваша деталь.
Чтобы сварить прочный угловой шов, надо соблюдать порядок при его производстве. Угловое соединение доступно с использованием практически всех типов сварочных аппаратов.
При этом не забывайте про технику безопасности. Перед сваркой наденьте защитную робу и маску.
Исправление дефектов сварки — распространенные методы

Дефе́кты сварны́х соедине́ний — любые отклонения от заданных нормативными документами параметров соединений при сварке, образовавшиеся вследствие нарушения требований к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Причины возникновения дефектов
Есть два типа факторов, влияющих на качество сварочных работ:
- Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
- Субъективные — зависящие от исполнителей. Причем к исполнителям следует относить не только рабочих, выполняющих сварку, но и технологов, которые несут ответственность за правильность параметров технологического процесса, верный выбор оборудования и режимов сварки.
Основными субъективными причинами возникновения дефектов сварочных швов являются:
- ошибки при подготовке свариваемых поверхностей;
- применение инструмента, отличного от указанного технологом;
- неисправность сварочного инструмента;
- малый опыт работы и низкая квалификация сварщика;
- отступление от требуемых режимов сварки.
Классификация по геометрии
Классификация дефектов изложена в ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения», а также в ГОСТ Р ИСО 6520-1-2012 «Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением», которые соответствуют стандарту ISO 6520.
Дефекты соединений при сварке разделяются на шесть групп:
- Трещины — несплошности, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок.
- Полости и поры — несплошность произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов.
- Твёрдые включения — твёрдые инородные вещества металлического или неметаллического происхождения в металле сварного шва.
- Несплавления и непровары — отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва.
- Нарушение формы шва — отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения.
- Прочие дефекты — все дефекты, которые не могут быть включены в перечисленные выше группы.
Трещины
Зоны сварного соединения:
Основной металл — светло серый
Зона термического влияния — серый
Металл сварного шва — тёмно серый
Трещины возникающие в соединениях при сварке могут располагаться в металле сварного шва, в зоне термического влияния, в основном металле.
В зависимости от ориентации трещины делятся на:
- продольные (ориентированные параллельно оси сварного шва). Преимущественно обуславливаются высокими усадочными напряжениями.
- поперечные (ориентированные поперек оси сварного шва). Как правило, образуются в результате продольной усадки металла с низкой пластичностью и, обычно, неглубоки.
- радиальные (радиально расходящиеся из одной точки)
Кроме того, отдельно выделяют следующие виды трещин:
- размещённые в кратере сварного шва
- групповые и раздельные
- групповые разветвлённые
- микротрещины, обнаруживаемые физическими методами при не менее чем 50-кратном увеличении.
Методами снижения трещинообразования при сварке являются:
- прокаливание флюсов перед сваркой;
- предварительный подогрев заготовок от 250 до 450 °С;
- сваривание в режиме с оптимальными параметрами;
- медленное охлаждение металла после сварки;
- проведение после сварки мягкого отжига для снятия остаточных напряжений.
Полости и поры
Возникновение этих дефектов преимущественно обуславливается газами, задержанными в расплавленном металле. По расположению они подразделяться на:
- равномерно распределённые по сварному шву;
- расположенные скоплением;
- расположенные цепочкой.
К полостям также относятся свищи — продолговатые трубчатые полости, вызванные выделением газа, и усадочные раковины — полости, которые образуются вследствие усадки при затвердевании. Частным случаем усадочной раковины является кратер — не заваренная усадочная раковина в конце валика сварного шва.
Твёрдые включения
Выделяют следующие виды твёрдых включений:
- шлаковые включения — линейные, разобщённые, прочие;
- флюсовые включения — линейные, разобщённые, прочие;
- оксидные включения;
- металлические включения — вольфрамовые, медные, из другого металла.
Несплавления и непровары
Выделяют следующие типы несплавлений или отсутствий соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва:
- по боковой поверхности;
- между валиками;
- в корне сварного шва.
Термином непровар или неполный провар, называют несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения, заполняя зазор между деталями.
Нарушение формы шва
К нарушениям формы шва по ГОСТ 30242-97 относятся:
- подрезы — продольные углубления на наружной поверхности валика шва.
- усадочные канавки — подрезы со стороны корня одностороннего шва из-за усадки вдоль его границы.
- превышения выпуклости стыкового и углового швов.
- превышение проплава — избыток наплавленного металла на обратной стороне стыкового сварного шва.
- неправильный профиль шва — угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
- наплав — избыток наплавленного металла шва, натёкший на поверхность основного металла.
- линейное и угловое смещения свариваемых элементов — смещение между свариваемыми элементами при их параллельном расположении на разном уровне (линейное) или расположение кромок элементов под углом (угловое).
- натёк — металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натёки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
- прожог — вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия.
- не полностью заполненная разделка кромок.
- чрезмерная асимметрия углового шва — значительное превышение размеров одного катета над другим.
- неравномерная ширина шва.
- неровная поверхность.
- вогнутость корня сварного шва — неглубокая канавка со стороны корня шва, возникшая из-за усадки.
Прочие дефекты
К прочим, в соответствии с ГОСТ 30242-97, относятся все дефекты, не включенные в вышеперечисленные группы. Например:
- местное повреждение металла из-за случайного зажигания дуги
- брызги металла
- поверхностные задиры — повреждения поверхности из-за удаления временно приваренного приспособления
- утонение металла
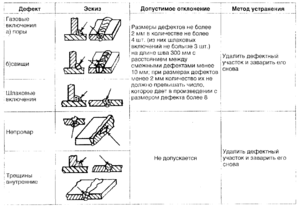
1. Исправление наружных и внутренних дефектов
При обнаружении недопустимых наружных или внутренних дефектов сварных соединений их обязательно исправляют. Наружные дефекты вышлифовывают с обеспечением плавных переходов на участке выборки. Выборку можно не заваривать только в том случае, если в зоне максимальной ее глубины сохранилась минимально допустимая толщина детали. Удаление дефектов с обратной стороны шва производится по всей его длине заподлицо с основным металлом.
Подповерхностные и внутренние дефекты (дефектные участки) в соединениях из алюминия, титана и их сплавов исправляют только механическим способом — вышлифовыванием абразивным инструментом, обработкой резанием или вырубкой с последующим зашлифовыванием. В ряде случаев в конструкциях из стали допускается удаление дефектных участков воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки абразивными инструментами. Детали из углеродистых и кремнемарганцовистых сталей необходимо зашлифовывать до полного удаления следов предыдущей обработки.
Исправлять дефекты подваркой в зоне выборки (рис. 1) в сварных соединениях, подлежащих обязательной термической обработке и выполненных из легированных и хромистых сталей, следует после высокого (при температурах 450 … 650 °С) их отпуска (промежуточного или окончательного) за исключением отдельных случаев, оговоренных в технологической документации.
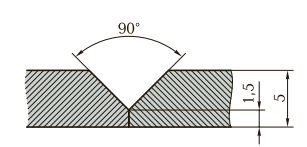
Рис. 1. Форма разделки шва при выборке внутреннего дефекта
При исправлении дефектных участков целесообразно соблюдать определенные условия. Длина исправляемого участка должна быть на 10 … 20 мм больше длины дефекта с каждой стороны. Ширина выборки должна быть такой, чтобы ширина шва, получаемого после подварки, не превышала его двойную исходную ширину. Форма и размеры подготовленной под подварку выборки должны обеспечивать возможность надежного провара. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При подварке дефектного участка следует перекрывать прилегающие участки основного металла.
В сварных швах со сквозными трещинами перед подваркой требуется зачистить поверхности детали вдоль трещины (рис. 2, а) и просверлить отверстия на расстоянии 10 мм от концов этой трещины (рис. 2, б) в целях предотвращения ее распространения. Затем нужно произвести разделку трещины в соответствии с рис. 2, в, после чего проварить дефектный участок на полную глубину.
Подварку дефектного участка осуществляют одним из способов сварки плавлением (ручной дуговой, дуговой в защитном газе и т. д.).
Исправленные швы сварных соединений следует повторно проконтролировать в соответствии с требованиями, предъявляемыми к качеству конструкции.
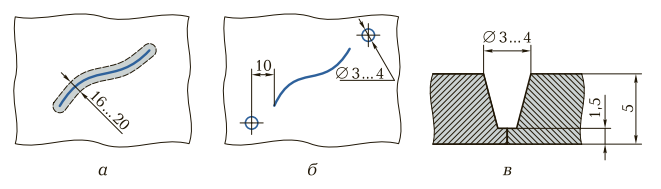
Рис. 2. Схемы подготовки сквозной трещины к подварке: а — зачистка поверхности детали вдоль трещины; б — сверление отверстий на расстоянии от концов трещины; в — разделка сквозной трещины
Сварка угловых швов, особенности соединений и техника их выполнения

Категории и особенности соединений
Согласно общей терминологии, можно найти достаточное объяснение и обозначение углового сварного шва на чертеже, который является обязательным атрибутом серьёзной работы сварщика. Принципиального значение углового сварного шва, это соединение двух пластин или двух профильных труб, угол которых меньше чем 180 градусов, то есть не развёрнутый вид профиля. Очень часть в работе сварщика можно увидеть, что угловое сварное соединение выполнено под углом 90 градусов, как это принято во многих чертежах. Данные требования позволяют обеспечить необходимый уровень устойчивости конструкции и соблюдать минимальные требования прочности и жёсткости конструкционных деталей. Сами угловые швы используются в сварных соединениях, и согласно регламентным положениям, такие углы бывают следующих видов:
- С примыкающими краями в местах одного соединения.
- С прикладкой для одного края в местах тавровой ровной плоскости.
- Нахлёстанное исполнение.
- С режимом разделки кромок или без таковых.

Схема сварки угловых соединений
Примечательно, что ГОСТ сварки угловых швов предусматривает выполнение работ в различной плоскости и в любом положении, как горизонтальное, так и вертикальное. В качестве примера приведём тавровые конструкции, которые иногда имеют расположение кверху ногами. В данном случае необходимо виртуозно проводить сварку вертикального углового шва. Сам процесс сварки предусматривает вариант прерывистости и сплошной подход обеспечения высокого качества работы. Есть различие по длине проведения сварочных работ, при длине до 250 мм, такой метод называют коротким, при длине до 1000 мм – средний, а свыше – высокий метод проведения сварки угловых швов в нижнем положении.
Классификация сварочных соединений
Длительность службы металлических конструкций зависит от качества и надежности соединений. Стоит понимать, что без шва сварки не бывает. Он, как правило, может стать уязвимым местом любой конструкции.
В связи с этим, когда речь заходит о сварке, именно шов является центральным элементом, определяющим качество и долговечность выполненного соединения.
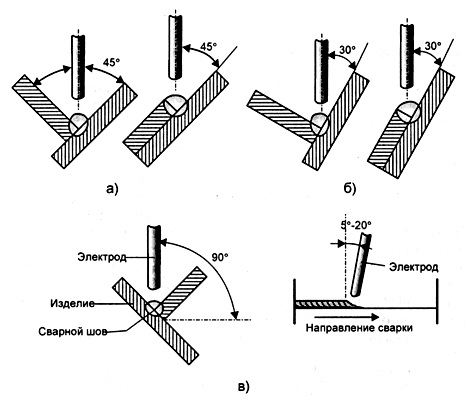
Положение электрода при сварке.
В зависимости от способа выполнения работы разделяют швы:
- односторонние;
- двухсторонние – соединение выполняется с двух сторон изделия;
- однослойные – выполняется за один подход с одним наплавленным валиком;
- многослойные – количество слоев в данном случае равно числу «проходов».
В зависимости от пространственного расположения бывает сварка вертикальных швов, горизонтальная сварка, а также сварка в потолочном положении. Исходя из этого, сварка может выполняться снизу вверх и наоборот.
По способу расположения соединяемых деталей относительно друг друга выделяют такие швы, как стыковые, угловые, нахлесточные, тавровые, торцевые.
В стыковом соединении детали располагаются в одной плоскости. Такой тип используется в сварке листового металла, резервуаров, труб.
В угловых – детали устанавливаются под каким-либо углом относительно друг друга. В таком случае максимальная толщина детали не должна превышать трех миллиметров.
В нахлесточном соединении детали устанавливаются параллельно друг другу таким образом, чтобы одна из них «находила» на другую. Используется в сварке листового материала толщиной до двенадцати миллиметров.
В тавровых – детали ставятся по нормали. Чаще всего встречается в несущих конструкциях. Метод требует тщательной обработки вертикального листа.
Торцевые подразумевают соприкосновение боковых поверхностей свариваемого металла. Сварочный шов наносится на их торцы. Соединение отличается экономичностью материала и простотой выполнения.
Сварка угловых швов вертикальным электродом
Качественные угловые сварные соединения, выполняемые вертикальным электродом («в лодочку»), получить проще, чем те, которые выполняются наклонным электродом. Схема сварки «в лодочку» показана на рисунке слева. Такой способ сварки позволяет обеспечить наиболее благоприятные условия для полного провара корня сварного шва по всей его длине.
Техника выполнения шва «в лодочку» сходна с техникой выполнения стыкового сварного шва с V-образной разделкой, т.к. формирование сварного шва происходит между свариваемыми поверхностями похожей, V-образной формы. При сварке угловых швов «в лодочку», необходима особенно тщательная сборка свариваемых изделий, чтобы обеспечить максимально возможный зазор между ними. Чем меньше будет зазор, тем меньше вероятность протекания в него жидкого металла.
Выполнение угловых сварных швов «в лодочку» возможно без скоса кромок, если толщина свариваемого металла менее 14мм. Зазор между свариваемыми кромками не должен быть больше 10% от толщины листа. Выбор режимов ручной дуговой сварки для выполнения угловых швов, происходит в зависимости от свариваемой толщины. Рекомендуемые режимы сварки угловых швов указаны в таблице:
Что такое подрез в сварке?
Начинающие сварщики часто задают вопросы: «Что такое подрез в сварке? Какие причины образования подрезов при сварке? Как производить ремонт подрезов сварных швов?» и в данной статье на все эти вопросы есть ответы.

Содержание
Подрез сварного шва это дефект который характеризуется образованием продолговатого углубления (канавки) остроугольной формы в зоне сплавления сварного шва и основного металла или металла сварного шва предыдущего слоя.
Похожие определения для данного вида дефекта сварного шва указаны и в нормативных документах на сварку ГОСТ 2601 и ГОСТ 30242:

Подрез это дефект в виде углубления по линии сплавления сварного шва с основным металлом. Подрез это углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке.
Напоминаем, что в статье о дефектах сварных швов и в пособии о дефектах сварных швов Юхина Н.А. есть фотографии, причины и способы устранения всех дефектов сварки.
Причины образования подрезов при сварке
Причиной образования подреза при сварке является выполнение сварки либо на повышенных режимах или с большой скоростью. Также, результатом возникновения может служить выбор неправильного угла наклона к более тонкому краю детали, что в свою очередь вызывает ее перегрев.
Исследования показывают, что с уменьшением температуры твердой поверхности смачивание ее жидким металлом ухудшается и улучшается с повышением температуры. Следовательно, одним из основных факторов, влияющих на смачивание является температура. На горизонтальных плоскостях смачивание играет ключевую роль т.к. вследствие действия сил поверхностного натяжения, жидкий металл на холодной поверхности стремиться к сжиманию, сокращая свою площадь и поверхность, которую он занимает, что и приводит к образованию подреза в сварном шве. В вертикальной плоскости, т.е. при сварке угловых и горизонтальных швов, дополнительной причиной является стекания жидкого металла под действием силы тяжести.
Неправильное использование газовой защиты, неправильная техника сварки и положение при сварке являются дополнительными причинами образования подреза сварного шва.
Подрезы при сварке всегда были серьезной проблемой в сварочном производстве, поэтому в последние годы все больше производителей сварочного оборудования и материалов и предпринимают попытки решить данную проблему.
Наличие подрезов обусловливает существенную концентрацию напряжений вблизи данного дефекта и может вызвать локальное или общее разрушение конструкции. Продольные углубления снижают сечение основного металла в зоне термического влияния. В результате чего сварные швы плохо воспринимают динамическую нагрузку и в данных местах могут возникнуть трещины. При проведении испытаний сварных швов на растяжение и угол загиба разрушение металла начинается от подреза, при значительного заниженных механических показателях.
Восемь советов для уменьшения вероятности образования подрезов в сварном шве
Ниже приведены рекомендации, которые помогут уменьшить вероятность образования подрезов при сварке изделий из труб, листов, швеллеров, уголков и т.д.
Правильное тепловложение
Одной из самых главных причин образования подрезов в сварных швах является большая величина нагрева при выполнении сварки вблизи свободных краев детали в результате чего происходит более глубокое проплавление одной из кромок, что приводит к образованию канавки, которая остается после затвердевания металла сварочной ванны. Это может привести к перегреву и расплавлению близлежащего основного металла или ранее наложенного металла шва. Для предотвращения необходимо следить за тепловложением при этом уменьшая сварочный ток при приближении к более тонким участкам детали или к свободному краю изделия.
Правильный угол электрода
Как известно угол электрода играет очень важную роль для предотвращения образования дефектов при сварке. Если выполнить сварку с неправильным углом, который будет направлять больше тепла к свободным кромкам изделия, вероятность образования подреза увеличивается в несколько раз. В связи с чем необходимо использовать правильный угол, чтобы направлять больше тепла на более толстую часть детали.
Правильная скорость сварки
Сварка с большой скоростью является еще одной причиной образования подрезов на сварных швах. При большой скорости некоторая часть основного металла переходит в расплавленный металл сварного шва и в результате быстрой кристаллизации остаются углубления (канавки) по краям. Поэтому рекомендуется производить сварку в умеренном темпе потому что слишком маленькая скорость сварки не дает удовлетворительных результатов. Таким образом, конкретным условиям сварки соответствует определенный диапазон скорости, в пределах которого возможно получение швов без подрезов.
Правильный выбор газовой защиты
При сварке полуавтоматом неправильный выбор защитных газов также является одной из основных причин подрезов при сварке. Сварщик должен быть уверен, что использует правильную сварочную смесь, которая подходит именно для сварки этого металла. Применение смесей углекислоты с инертными газами обеспечивает качественные результаты при сварке углеродистых сталей.
Правильная техника сварки
Причиной образования подрезов при сварке также является попытка сварщика выполнять сварку с чрезмерными поперечными колебаниями электрода. Рекомендуется выполнять сварку с минимальными поперечными колебаниями – так называемым «ниточным швом». Размер колебаний не должен превышать допустимых значений, потому что это значительно увеличивает вероятность образования подреза в сварном шве. Для предотвращения образования данного дефекта сварного шва необходимо либо уменьшить ширину поперечных колебаний электрода, либо выполнять многослойный шов вместо однослойного.
При ручной дуговой сварке покрытыми электродами рекомендуемый размах поперечных колебаний должен составлять не более 2-3 диаметров электрода.
Правильное пространственное положение при сварке
Сварка в горизонтальном или вертикальном положении в свою очередь увеличивает вероятность образования подреза шва. В данном случае, канавка образуется из-за недостаточного заполнения вдоль зоны сплавления шва. Если есть возможность, сварку необходимо выполнять в нижнем положении.
Использовать многослойную сварку
Это самый лучший вариант для предотвращения образования подрезов при сварке. Техника наложения многослойного шва подразумевает выполнение всех вышесказанных рекомендаций и помогает добиться качественных сварных соединений с гарантированными механическими свойствами.
Использование предварительного подогрева
Предварительный подогрев снижает скорость кристаллизации металла и улучшает смачиваемость за счет меньшей разности температур между сильно нагретым металлом сварочной ванны и слабо нагретым основным металлом.
Измерение глубины подреза сварного шва
В большинстве случаев измерение подрезов сварных швов производится с помощью:
- специального прибора (глубиномера);
- универсального шаблона сварщика УШС-3, УШС-4.
Прибор для измерения глубины подреза сварного шва
Прибор для измерения глубины подреза сварного шва представляет собой опорное основание 1 в котором закрепляется индикатор часового типа со специальным наконечником индикатора. Путем установки основания на ровную поверхность необходимо выставить 0 на индикаторе, после чего прибор передвинуть к месту измерения и установить наконечник индикатора в канавку. Размер устанавливается значением на шкале индикатора.

Кстати, конструкция прибора предусматривает два типа наконечников:
- с углом 45° - для измерения глубины подреза, углублений между валиками и чешуйчатости, вогнутости корня шва;
- плоский – для измерения высоты усиления сварного шва, выпуклости корня шва, смещение кромок свариваемых деталей.
Измерение глубины подреза сварного шва универсальным шаблоном сварщика (УШС-3; УШС-4)
Измерение подреза при помощи универсального шаблона сварщика производится путем установки указателя 1 в канавку. Размер определяется напротив риски 2 по шкале 3.

Принципиального отличия в методах проведения контроля нет, поэтому чем измерить подрез сварного шва зависит только от наличия того или иного мерительного инструмента.


Допуски на подрезы в сварных швах
Конечно же лучше изготавливать конструкции без дефектов, но чаще всего это является необоснованно дорого или невозможно, поэтому всегда имеются допуски с указанием какие дефекты, их количество и размеры являются допустимыми в той или иной конструкции и не влияют на её эксплуатационные свойства. В первую очередь от назначения конструкции и требований нормативных документов зависит какого размера подрезы допускаются в сварных швах:
Чтобы узнать допуски на подрезы в сварных швах, прежде всего необходимо найти данную информацию в нормативных документ с требованиями к сварным швам.
Ремонт подрезов сварных швов
В зависимости от требований нормативных документов в некоторых случаях допускается небольшие подрезы исправлять методом зачистки без последующей сварки. Если требуется проведение ремонта с последующей сваркой - процесс исправления состоит из следующих этапов:
Читайте также: