Плавный пуск сварочного инвертора
Обновлено: 07.05.2024
Я понял, это по питанию, зарядка конденсаторов питания. .
Это задержка. Пока конденсаторы не зарядится до безопасного напряжения- реле включать нельзя, вот конденсатор в цепи эмиттера создает задержку , пока он не зарядится, реле не сработает. Если не будет задержки, реле рано сработает, то конденсаторы будут заряжаться большим током, и диодный мост просто не выдержит.
__________________
Пожалуйста не предлагайте мне дружбу. Не хочу отказывать, но у меня другие понятия, поэтому просто не отвечу.
А вообще, схема не очень.
Я сделал у себя по такой схеме. На автореле, работает отлично.
Но у меня не сварочный аппарат, посему аппарат может остаться без присмотра, если пропадет напряжение в сети, то нужно, что бы аппарат не включился, если свет заново появится.
.
В качестве ограничительного резистора лучше использовать лампу накаливания 100 ватт. Если на выходе КЗ, то лампа будет гореть (сделать отверстие в корпусе) и напряжение после лампы мало, току для реле мало, схема не включится.
С2 заряжается током, который обеспечивает конденсатор С1, и выбран С2 таким, что надо мин 10-20 периодов , пока конденсатор С2 не зарядится и реле не сработает. Следует отметить, С1 выбран таким, что его ток обеспечивает нормальную работу реле пока на конденсаторах не будет ок 200в, при меньшем напряжении току будет мало, реле не сработает (зашита, если схема не в порядке, к примеру, пробит ключ, или конденсатор). Реле – обычное автореле. (по даташиту напряжение выдерживает 600в).
Вот фото и монтажка. ( конденсаторы на 450в еще на плате не все стоят). Плата в дальнем левом углу.



ВС817-25 - обратный (n-p-n), а на схеме изображен прямой (p-n-p). Даже не представляю как это всё заработало.
Кстати, а какой транзистор стоял до замены?
Андрей, с плюсами и минусами, вроде, всё нормально. Может быть только самый нижний диод наоборот, хотя, это м.б. стабилитрон.
Скорей всего он и стоял(ВС817-25), в ресанте такой питает реле. а нижний действительно стабилитрон, но схемка немного другая и управляется через микруху. из деталей маркировку видно только на резисторах(всё залито толстым слоем лака). все детали smd. Вот в чём загвоздка - схемы нет, и не понятно какие детали стоят.
А чего такой резистор стоит, аж 51 ом? С таким резистором для надежности надо ок секунды задержку делать.
Постоянная времени:
T=1200e-6*51=0.062 сек. Эффективно заряжается за время 2 раза ,больше, т.к. у синусоиды есть паузы, где зарядки не будет, итого получаем время , эквивалентное зарядке с постоянной времени без пауз= 0.124 сек. И надо времени в 3-5 раз больше полученного времени для практичеки полной зарядки, или 0.4-0.6 сек, для надежности возьмем 1 сек.
Заинтересовала ваша схема Soft Starta для инвертора кнопкой, какого номинала у вас получились конденсаторы C1?
Как работает сварочный инвертор?

Продолжаем изучение сварочного инвертора «Telwin». В первой части было рассказано о силовой части схемы аппарата. Пришло время разобраться в управляющей части схемы.
Вот принципиальная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Рисунок схемы откроется в новом окне. Так будет удобнее более детально изучить схему.
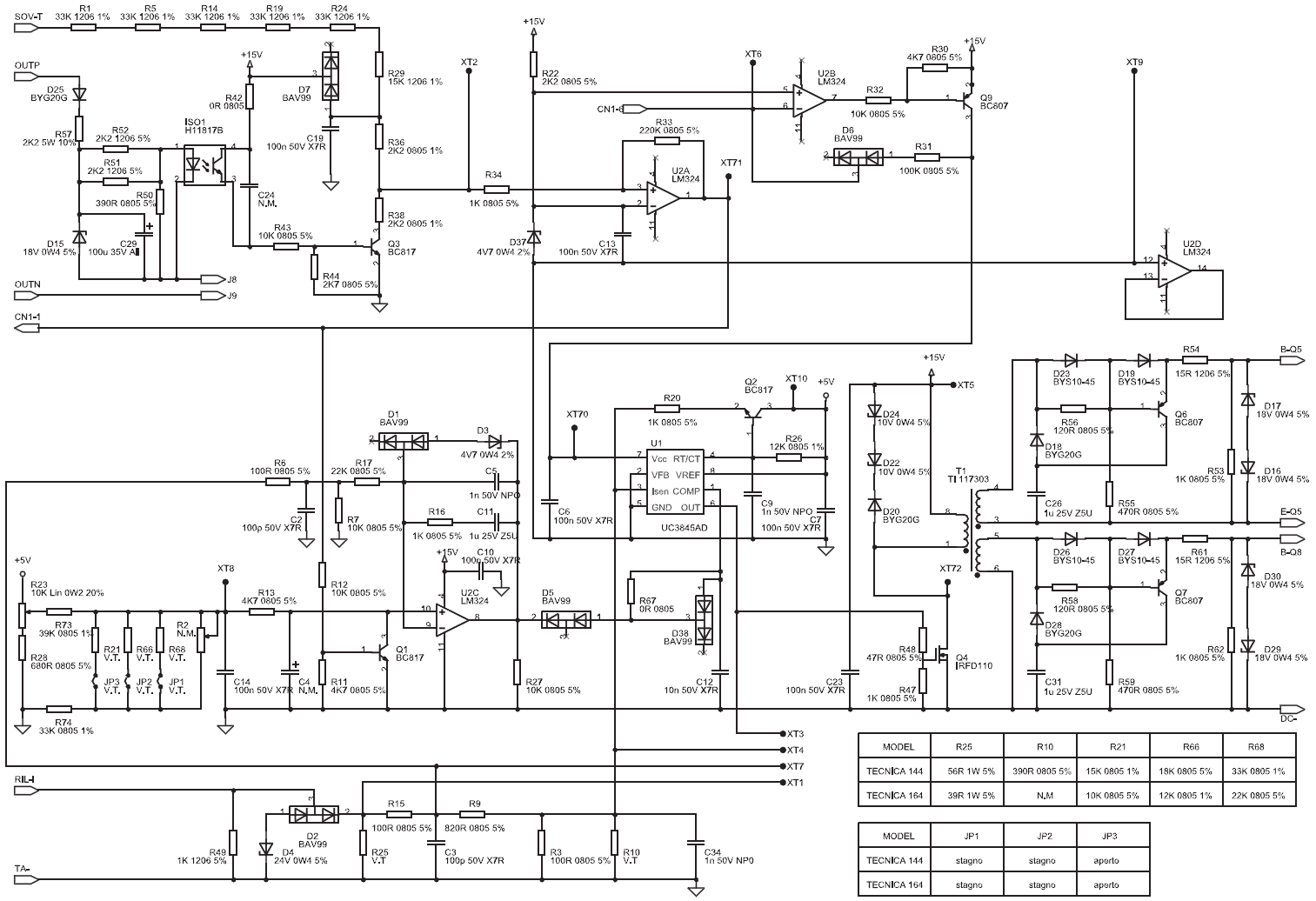
Схема управления и драйвер.
Мозгом устройства можно считать микросхему ШИМ-контроллера. Именно она управляет работой мощных транзисторов и, так сказать, задаёт темп работы преобразователя. В зависимости от модели аппарата могут использоваться микросхемы ШИМ-контроллера типа UC3845AD (Tecnica 144-164) или VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера легко найти на принципиальной схеме. Ну, а что в железе?
Далее на фото показана часть платы инвертора Telwin Force 165.

Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET-транзистора IRFD110 (Q4). Корпус у этого полевого транзистора довольно нестандартный (HEXDIP) – внешне похож на оптопару.

С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления мощными ключевыми транзисторами Q5, Q8 (см. схему силовой части).
Схема на транзисторах Q6, Q7 и "обвязка" этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения между затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора «TELWIN Force 165» можно обнаружить занятную деталь – трансформатор тока T2.

Эта деталь участвует в работе анализатора-ограничителя тока. По принципиальной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Далее это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10. За счёт этой схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, полученные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, а также выходного напряжения (OUT+, OUT-) сварочного аппарата используется схема, состоящая из элементов операционного усилителя (ОУ) на микросхеме LM324: U2A и U2B.
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного или заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При аварии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь блокирует работу генератора, а, следовательно, и всей схемы.

Выходное напряжение снимается с выходов «OUT+», «OUT-» и через элемент гальванической развязки – оптрон ISO1 (H11817B), поступает в схему контроля (U2A, U2B). Так осуществляется отслеживание параметров выходного напряжения.

В случае если напряжение в электросети завышено или занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 откроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Одновременно с этим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – "жёлтый"), указывающий на то, что в схеме неисправность или есть проблемы с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таким же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) параметры выйдут за рамки установленных. Такое может произойти, например, при неисправностях выпрямительных диодов или если выйдут из строя детали узла контроля – оптрон ISO1 или элементы его «обвязки», полупроводниковый диод D25, стабилитрон D15, резисторы R57, R52, R51, R50 и электролитический конденсатор C29.
О других элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который открывается и подаёт напряжение на микросхему U1.
Можно сказать, что эта схема участвует в запуске мощного инвертора, так как именно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.

Ручка резистора выводится на панель управления аппарата.

Также в цепи регулировки задействованы резисторы R73, R74, R21, R66, R68, R13 и конденсатор C14. Напряжение с цепи ручной регулировки поступает на 10 вывод элемента U2C суммирующего блока.
Как уже говорилось, сварочный инвертор имеет в своём составе множество регулирующих, контролирующих и защитных цепей. Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Теперь, когда мы разобрались в работе сварочного инвертора пора рассказать о реальном примере ремонта сварочного инвертора «TELWIN Force 165». Об этом читайте здесь.
Устройство сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к "мясу", а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) - 35А, обратное напряжение (VR) - 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого "косого моста". В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.

Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.

Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – "Зелёный"). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).

Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
плавный пуск
ну что вы не в курсе что некоторые инверторы имеют плавный пуск а некоторые нет я посто интересуюсь можно ли в инв не имеюший такового встроить . понимаю так плавное наростание питаюшего напряжения при пуске т.е. включении в сеть
сваршик написал :
ну что вы не в курсе что некоторые инверторы имеют плавный пуск а некоторые нет
Какие имеют, например?
И что Вы подразумеваете под словом "инвертор"?
СВАРЩИК, разберитесь пожалуйста с определениями, что такое плавный пуск, горячий старт и др., тогда вам подскажут.
Вот я понимаю на болгарке плавный пуск, а на инверторе то как?
Или поднес электрод, и на протяжение пары секунд плавно зажигается дуга? ))))
Так вы объясните незнающим, что там должно плавно запускаться. А еще лучше с примерами: "вот такой то инвертор имеет плавный пуск, а вот этот не имеет, и разница от этого вот такая-то"
Dancb написал :
Или поднес электрод, и на протяжение пары секунд плавно зажигается дуга? ))))
А может это про дешевый китай? Там, из-за засохшей или даже отсуствуюшей смазки, вентилятор запросто может набирать обороты плавно и печально
Sergi42 написал :
А может это про дешевый китай? Там, из-за засохшей или даже отсуствуюшей смазки, вентилятор запросто может набирать обороты плавно и печально
Это типа инвертор с плавным пуском вентилятора? )))
Человек видимо имеет в виду функцию lift arc (есть такая в аппаратах MMA/TIG где для тига пользуют вентильную горелку),эта штука позволяет зажечь дугу без прилипания вольфрамовой иглы к детали.Если не смущает довесок к инвертору то можно сделать из мощного тиристора электролита и резистора(кондюк и резистор -времязадающая цепочка подбирается под руку)
Имеется в виду включение в сеть , зарядка входных кондёров. Схема- певая попавшаяся из любого инвертора. Резюк, шунтируется реле или тиристором.
Всё зависит от Вашего инвертора. Какой он у Вас?
svarnoy12 написал :
Человек видимо имеет в виду функцию lift arc .
Думаю, скорее всего речь о плавном пуске БП, точнее конденсаторов БП.
сваршик написал :
если не вкурсе не засоряйте тему
Так кроме Вас - никто не в курсе, что Вы имеете в виду
Поделитесь Вашей тайной, плииз, раз открыли тему на форуме, а не в приватной переписке.
А может и Вы не в курсе, о чем спросили?
tehsvar написал :
Имеется в виду включение в сеть , зарядка входных кондёров. Схема- певая попавшаяся из любого инвертора. Резюк, шунтируется реле или тиристором.
Всё зависит от Вашего инвертора. Какой он у Вас?
Вот человек читать умеет.имеено это я и имею в виду, все же в вопросе написал ,инвертор плантруется powerman 200. я прошу схему чтоб сделать самому и желателно для чайника, электронникой в подростковом возрасте занимался шас многое изменилось . если у кого есть с коментариями и номиналами или ссылочку. в гугле искал но именно для ин.сарочника не нашел . буду благодарен примного. вот идейка такая родилась есть в продаже плавный пуск для двигателей однофазных нелзя ли его пристроить ? вот типа такого нашел кто что скажет. Потребляемая мощность ивертора кВА 6
7351 написал :
Какие имеют, например?
И что Вы подразумеваете под словом "инвертор"?
инвертором я обзываю источник сварочного тока инверторного типа. не придерайтесь я создал тему на форуме чтоб с грамотными людьми посоветоватся а не высокомерием мерятся
Dancb написал :
Это типа инвертор с плавным пуском вентилятора? )))
вобщем тоже не плохая идея в принципе продлить жизнь вентилятору он тоже бывает из строя выходит и стоит денег кстати некоторые иверторы имеют автоматическую регулировку например форсаж
Dancb написал :
Зачем? Чего там плавно то запускать?
читата не моя
При включении блоков питания усилителей, лабораторных и других БП в сети возникает помеха, вызванная пусковыми токами трансформаторов, токами заряда электролитических конденсаторов и стартом самих питаемых устройств. Внешне эта помеха проявляется как "моргание" света, щелчки и искры в сетевых розетках, а электрически - это просадка сетевого напряжения, которая может привести к сбою и нестабильной работе других устройств, которые питаются от той же сети. Кроме того, эти пусковые токи вызывают обгорание контактов выключателей, сетевых розеток. Еще одно негативное влияние пускового тока - выпрямительные диоды при таком старте работают при токовой перегрузке и могут выйти из строя. К примеру, бросок тока заряда конденсатора 10000мкФ 50В может достигать 10 и более ампер. Если диодный мост не рассчитан на такой ток, такие условия работы могут вывести мост из строя. Особенно сильно пусковые токи заметны при мощности более 50-100Вт. Для таких блоков питания предлагаем устройство плавного пуска.
Сварочные аппараты инверторного типа

Огромный интерес и возросший за последнее десятилетие пик популярности к новым конструкциям сварочных аппаратов, работающих по принципу инверторов, обусловлен следующими основными причинами:
повышенным качеством шва;
доступностью выполнения операций даже начинающими сварщиками благодаря включению комплекса функций горячего старта, антизалипания электрода и форсажа дуги;
минимизацией конструкции сварочного оборудования, обеспечивающей его мобильность;
значительной экономией электроэнергии по сравнению с трансформаторными аналогами.
Эти достоинства стали возможны благодаря изменению подхода к технологии создания сварочной дуги на электроде за счет внедрения последних достижений микропроцессорной техники.
Как устроены сварочные инверторы
Для их питания используется электроэнергия 220 V 50 Hz, которая поступает из обычной электрической розетки. (Аппараты, работающие от трехфазной сети, используют схожие алгоритмы.) Единственное ограничение, на которое необходимо обратить внимание — это потребляемая мощность аппарата. Она не должна превышать номинал защитных устройств сети и токопроводящие свойства электропроводки.
Последовательность пяти технологических циклов, используемых для создания сварочной дуги инвертором, показана на картинке.
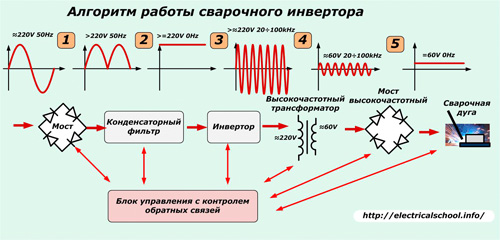
В них входят процессы, выполняемые:
конденсаторным сетевым фильтром;
понижающим трансформатором напряжения высокой частоты;
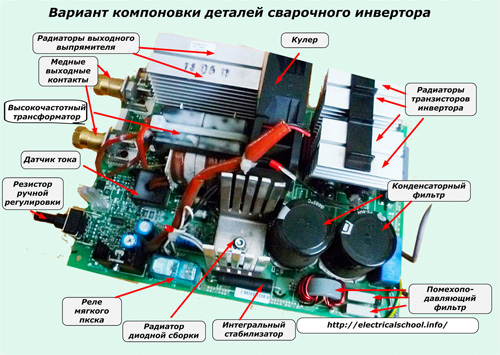
Все эти устройства размещаются на плате внутри корпуса. При снятом кожухе они имеют примерно такой вид, который показан на картинке.
Блок выпрямления сетевого напряжения
На него через ручной выключатель, расположенный на корпусе, подается переменное напряжение стационарной электрической сети. Оно преобразуется диодным мостом в пульсирующую величину. Через полупроводниковые элементы этого блока проходит вся энергия сварочной дуги. Поэтому они подбираются с необходимым запасом по напряжению и току.
Для улучшения теплосъема диодная сборка, подвергаемая при работе серьезному нагреву, смонтирована на охлаждающих радиаторах, которые дополнительно обдуваются приточным воздухом от вентилятора.
Нагрев диодного моста контролируется датчиком температуры, настроенным в режим термопредохранителя. Он, как элемент защиты, при разогреве диодов до +90 о С, размыкает цепь питания.
Конденсаторный сетевой фильтр
Параллельно выходным контактом выпрямителя, создающего пульсирующее напряжение, подключаются два мощных электролитических конденсатора для совместной работы. Они сглаживают колебания пульсаций и выбираются всегда с запасом по напряжению. Ведь даже в обычном режиме на фильтре оно увеличено в 1,41 раза и достигает 220 х 1,41=310 вольт.
По этой причине конденсаторы подбираются по рабочему напряжению не менее 400 V. Их емкость рассчитывают для каждой конструкции по мощности максимального сварочного тока. Обычно она составляет от 470 микрофарад и более для одного конденсатора.
Работающий сварочный инвертор преобразовывает достаточно большую электрическую мощность, вызывая электромагнитные шумы. Этим он создает помехи остальному подключенному к сети электрооборудованию. Для их исключения на входе выпрямительного устройства устанавливают индуктивно-емкостной фильтр.
Его назначение заключается в сглаживании высокочастотных помех, поступающих из работающей схемы в сеть питания других электрических потребителей.
Преобразование постоянного напряжения в высокочастотное может выполняться по разным принципам.
В сварочных инверторах наиболее распространены две разновидности схемы, работающие по принципу «косого моста»:
двухтактный полумостовой импульсный преобразователь;
полный мостовой импульсный преобразователь.
Вариант исполнения первой схемы показан на картинке.
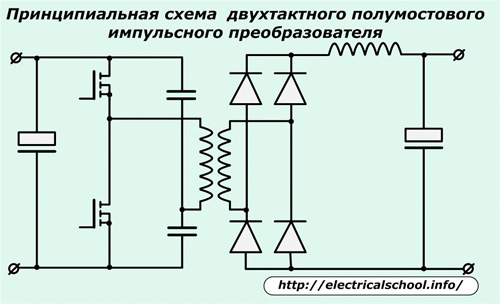
Здесь применены два мощных транзисторных ключа. Они могут быть собраны на полупроводниковых устройствах серий MOSFET либо IGBT.
Каскадированные полевые транзисторы MOSFET отлично работают в низковольтных инверторах, а также хорошо справляются с нагрузками сварочных устройств. Для ускоренной зарядки/разрядки большой емкости им нужен двухтактный драйвер с управлением противофазными сигналами для быстрого заряда конденсаторов одним транзистором и закорачивания затвора на массу для разряда — другим.
Все большую популярность в преобразователях для сварки завоевывают биполярные транзисторы IGBT. Они легко передают большие мощности высокого напряжения, но для управления требуют более сложные алгоритмы.
Схема двухтактного полумостового импульсного преобразователя встречается в конструкциях инверторов для сварки со средней ценовой категорией. Она обладает хорошим кпд, надежна, формирует трансформаторные импульсы прямоугольной формы с высокой частотой в несколько десятков кГц.
Схема полного мостового импульсного преобразователя более сложная, включает два дополнительных транзистора.
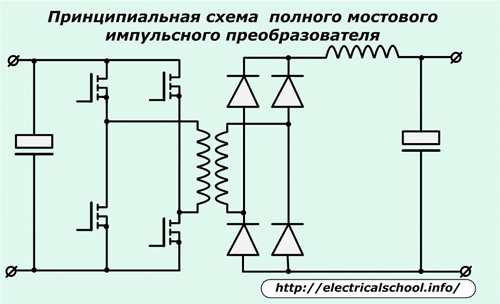
Она максимально использует все возможности высокочастотного трансформатора с транзисторными ключами, попарно работающими в режиме двух объединенных косых мостов.
Эта схема применяется в самых мощных и дорогих инверторах для сварки.
Все ключевые транзисторы устанавливают на мощные радиаторы для отвода тепла. Кроме того, их дополнительно защищают от возможных всплесков напряжения демпфирующими RC-фильтрами.
Это специальная трансформаторная конструкция, как правило, на ферритовом магнитопроводе, которая понижает с минимальными потерями напряжение высокой частоты после инвертора до значения устойчивого зажигания дуги порядка 60 - 70 вольт.
В его вторичной обмотке протекают большие сварочные токи до нескольких сотен ампер. Таким образом, при трансформации в/ч энергии с относительно небольшим значением тока и высоким напряжением во вторичной обмотке формируются токи для сварки с уже пониженным напряжением.
За счет использования высокой частоты и перехода на ферритовый магнитопровод значительно снижается вес и габариты самого трансформатора, уменьшаются потери мощности на перемагничивание железа, повышается кпд.
Например, сварочный трансформатор старой конструкции с железным магнитопроводом, обеспечивающий ток сварки 160 ампер, имеет вес около 18 кг, а высокочастотный (с такими же электрическими характеристиками) — чуть меньше 0,3 кг.
Преимущества в весе аппарата, а, следовательно, и условиях эксплуатации очевидны.
Силовой выходной выпрямитель
Его основу составляет мост, собранный из специальных мощных диодов с очень высоким быстродействием, способных реагировать на высокочастотный ток — открываться и закрываться со временем восстановления порядка 50 наносекунд.
Обычные диоды с такой задачей не справляются. Длительность их переходного процесса соответствует примерно половине периода синусоидальной гармоники тока или около 0,01 секунды. Поэтому они быстро нагреваются и перегорают.
Силовой диодный мост, как и транзисторы в/ч трансформатора, для отвода тепла размещается на радиаторах и снабжается защитой из демпфирующей RC -цепочки от бросков напряжения.
Выходные клеммы выпрямителя делают толстыми медными наконечниками для надежного подключения сварочных проводников к цепи электрода.
Особенности схемы управления
Все операции сварочного инвертора управляются процессором и контролируются им через обратные связи с помощью различных датчиков. Это обеспечивает практически идеальные параметры сварочного тока для соединения всевозможных металлов.
За счет точно дозированных нагрузок значительно сокращаются потери электроэнергии при сварке.
Для работы схемы управления подается постоянное стабилизированное напряжение от блока питания, который внутри схемно подключен к входным цепям 220 V. Это напряжение направляется на:
вентилятор охлаждения радиаторов и плат;
реле плавного запуска;
питание микропроцессора и операционного усилителя.
Функция реле плавного пуска инвертора понятна из названия. Оно работает по следующему принципу: в момент включения инвертора очень резко начинают заряжаться электролитические конденсаторы сетевого фильтра. Их ток заряда очень большой и он может повредить диоды выпрямителя.
Чтобы этого не произошло, заряд ограничивают мощным резистором, который своим активным сопротивлением снижает начальный бросок тока. Когда конденсаторы зарядятся, а инвертор начнет работать в расчетном режиме, реле плавного пуска срабатывает и своими нормально открытыми контактами шунтирует этот резистор, выводя его таким образом из цепей стабилизации.
Практически вся логика работы инвертора заключена внутри микропроцессорного контроллера. Он управляет работой мощных транзисторов преобразователя.
Защита силовых транзисторов от перенапряжений на затворе и эмиттере основана на применении стабилитронов.
В схему обмотки высокочастотного трансформатора подключен датчик — трансформатор тока, который своими вторичными цепями направляет пропорциональный по величине и углу сигнал для обработки логикой. Таким способом контролируется сила сварочных токов для осуществления влияния на них при запуске и работе инвертора.
Для контроля величины приходящего напряжения на входе сетевого выпрямителя аппарата подключается микросхема операционного усилителя. Она постоянно анализирует сигналы от защит по напряжению и току, определяя момент возникновения аварии, при которой необходимо заблокировать работающий генератор и отключить инвертор от сети питания.
Предельные отклонения напряжения питающей сети контролируются компаратором. Он срабатывает при достижении критических значений электроэнергии. Его сигнал последовательно обрабатывается логическими элементами для отключения генератора и самого инвертора.
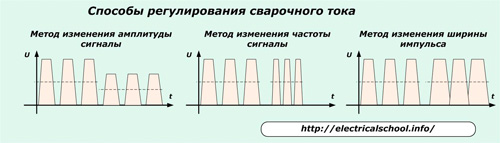
Для выставления вручную силы тока сварочной дуги используется регулировочный потенциометр, ручка которого выведена на корпус прибора. Изменение его сопротивления позволяет использовать один из методов управления, влияя на:
амплитуду в/ч напряжения инвертора;
частоту высокочастотных импульсов;
Основные правила эксплуатации и причины поломок сварочных инверторов
Бережное отношение к сложной электронной технике всегда является залогом ее длительной и надежной эксплуатации. Но, к сожалению не все пользователи это положение применяют на практике.
Сварочные инверторы работают в производственных цехах, на стройках или используются домашними мастерами в личных гаражах либо на дачах.
В производственных условиях чаще всего инверторы страдают от пыли, которая собирается внутри корпуса. Ее источниками могут быть любые инструменты или станки обрабатывающие металлы, бетон, граниты, кирпич. Особенно часто это проявляется при работе «болгарками», штроборезами, перфораторами…
Следующей причиной поломки, происходящей при сварке, является создание неопытным сварщиком нерасчетных нагрузок на электронную схему. К примеру, если попытаться маломощным сварочным инвертором разрезать лобовую броню башни танка или железнодорожный рельс, то исход такой работы однозначно предсказуем: перегорание электронных компонентов IGBT или MOSFET.
Внутри схемы управления работает тепловое реле для защиты от постепенно возрастающих тепловых нагрузок, но оно не успеет среагировать на такие быстрые превышения сварочных токов.
Каждый сварочный инвертор характеризуется параметром «ПВ» — продолжительностью включения по отношению к длительности паузы остановки, который указывается в техническом паспорте. Пренебрежение этими рекомендациями завода приводит к неизбежным поломкам.
Неаккуратное отношение к аппарату может выразиться в его плохой транспортировке или перевозке, когда на корпус воздействуют посторонние механические удары или вибрации рамы движущегося автомобиля.
Среди наемных работников наблюдаются случаи эксплуатации инверторов при явных признаках неисправностей, требующих немедленного устранения, например, ослабление контактов, фиксирующих сварочные кабели в гнездах корпуса. Да и передача дорогостоящего оборудования неквалифицированному и плохо обученному персоналу тоже обычно приводит к поломкам.
В быту часто возникают снижения напряжения питающей сети, особенно в гаражных кооперативах, а сварщик не обращает на это внимания и старается быстрее сделать свою работу, «выжимая» из инвертора все, на что тот способен и неспособен…
Зимнее хранение дорогостоящего электронного оборудования в плохо отапливаемом гараже либо вообще в сарае приводит к осаждению конденсата из воздуха на платах, окислению контактов, повреждению дорожек и другим внутренним поломкам. Точно так же эти аппараты страдают от работы при низких температурах менее -15 градусов или атмосферных осадках.
Передача инвертора соседу для выполнения им сварочных работ не всегда оканчивается благоприятным исходом.
Однако, общая статистика ремонтных мастерских показывает, что у частных владельцев сварочное оборудование работает дольше и качественнее.
Сварочные инверторы старых выпусков уступают по надежности трансформаторам для сварки. А современные их разработки, особенно на IGBT-модулях, уже обладают сопоставимыми параметрами.
В процессе сварки внутри корпуса выделяется большое количество тепла. Используемая система для его отвода и охлаждения плат и электронных элементов у моделей даже среднего ценового диапазона не обладает высокой эффективностью. Поэтому при работе необходимо соблюдать перерывы для снижения температуры внутренних деталей и устройств.
Как и все электронные схемы, инверторные аппараты теряют работоспособность при повышенной влажности и появлении конденсата.
Несмотря на включение в конструкцию шумоподавляющих фильтров, в питающую электрическую схему проникают довольно значительные высокочастотные помехи. Технические решения, устраняющие такую проблему, значительно усложняют устройство, что ведет к резкому увеличению стоимости всего оборудования.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Читайте также: