Как изготавливается сварочная проволока
Обновлено: 03.05.2024
Станы для мокрого волочения, как правило, работают по технологии скольжения, и могут совмещаться со станами сухого волочения любой кратности. Их оборудуют независимыми синхронизированными электродвигателями в разных модификациях.
Также широко применяются прямоточные станы для сухого волочения, которые отличаются наиболее современной конструкцией. Преимущественно используется такие станы для производства проволоки небольшого диаметра из высоко-, низкоуглеродистой и нержавеющей стали. Главные отличительные черты стана – это компактность, отсутствие ремней и шкивов между приводами и барабанами, бесшумность работы, отсутствие вибраций. Конструкционный дизайн является главной особенностью таких станов. Благодаря прочности и устойчивости рамы, стан можно полностью транспортировать, отсюда минимум временных затрат на установку и прокладку кабелей.
Прямоточные станы сухого волочения отличаются горизонтальным расположением барабанов. Такие станы, как правило, используются для производства проволоки из низко-, высокоуглеродистых сталей, а также из нержавеющих сталей. Преимущества такого оборудования – высокая надежность, эргономичность и простота в эксплуатации конструкции, которая при монтаже не требует специального фундамента. Также в установке применена высокоэффективная система охлаждения барабанов и предлагается опциональное оборудование.
Разнообразные размоточные устройства для катанки также пригодятся для производства проволоки.
Видео как делают катанку из меди:
Также в сфере производства широко применяются крутильные машины сигарного типа, машины двойной скрутки и бугельного типа.









Что потребуется для реализации?
Основные задачи, которые необходимо решить перед запуском предприятия – это поиск и аренда помещения, закупка оборудования, сырья, подбор квалифицированного персонала.
В производстве оцинкованной проволоки задействовано мощное оборудование, включающее 4 основных узла:
- машины для предварительной обработки лома или другого сырья, содержащего металл, плавильные печи, сушилки, то есть все то, что нужно для подготовки исходного сырья к процессу изготовления;
- волочильный стан, наматыватель;
- устройство для оцинкования изделий. Сюда входят разматыватель, машина для сушки, приборы для контрольно-вычислительных измерений;
- основной наматыватель с бобинами требуемых размеров, предназначенных для подготовки проволоки к реализации.
Китайская линия будет стоить дешевле, чем аналоги из России и Украины. На цену оборудования повлияют его мощность и производительность. Производственная линия, предназначенная для выпуска нескольких видов проволоки в больших объемах, обойдется по цене не менее 20 000 000 рублей. Можно приобрести поддержанный вариант. Его цена будет почти в половину меньше.

Также необходимо закупить оргтехнику, мебель в помещения административного персонала. Обязательно перед открытием предприятия потребуется пройти регистрацию в налоговых органах, получить статус субъекта предпринимательской деятельности. Можно оформить ИП, выбрав код из классификатора 25.93 «Производство изделий из проволоки, цепей и пружин».
Но, если вы планируете реализовать продукцию среди юридических лиц, тогда нужно оформлять ООО.
Также необходимо получить разрешения в Пожнадзоре, Роспотребнадзоре.
Чтобы открыть небольшой цех, можно поискать и арендовать заброшенный завод, или производственную площадь в промышленной зоне на выезде из города. На размер арендной платы будет влиять состояние помещения, наличие или отсутствие необходимости проведения ремонта, транспортной развязки и другие факторы.
Под цех необходимо арендовать минимум 300 м², а арендованную площадь разделить на отдельные зоны: цеха, склады материалов, готовых изделий, помещения для административного персонала.
Общая стоимость сырья и оборудования для запуска предприятия составит около 15 800 000 рублей. Из них:
- производственная линия – 15 000 000 руб.;
- мебель, техника для администрации – 300 000 руб.;
- сырье – 500 000 руб.

От количества видов выпускаемых изделий зависит число персонала, который потребуется нанять для работы. Прежде всего, запустить производство не получится без профессионального технолога. Чтобы обеспечить стабильную и своевременную реализацию готовой продукции, нужно сформировать штат опытных маркетологов. Также цех не сможет работать без управляющего, бригадира, подсобных рабочих, операторов производственных линий, кладовщика, грузчиков. Обязательно предприятию нужен бухгалтер.
Реализацию продукции вы можете осуществлять оптовыми поставками или в розницу. Качественный источник информации и дополнительной прибыли – собственный сайт.
Можно распространить визитки по строительным магазинам. Другая печатная информация (листовки, буклеты), объявления в средствах массовой информации будет неактуальной. Самое главное – наработать постоянных клиентов, наладить стабильные каналы сбыта изделий. Для этого нужно позаботиться о продвижении предприятия силами сотрудников. Отделу маркетинга придется постараться, чтобы привлечь покупателей (проводить презентационные демонстрации продукции, разработать систему скидок лояльным, постоянным клиентам и др.).
Расходы на рекламу составят не менее 50 000 рублей.
Основные характеристики продукции
Заготовкой для производства вязальной проволоки является проволока-катанка, которую подвергают холодному волочению. Исходный материал – низкоуглеродистая сталь с содержанием углерода до 0, 25%. Важным технологическим процессом при изготовлении этой продукции является термическая обработка – отжиг, заключающийся в нагреве проволоки с последующим медленным охлаждением в печах – колпаковых, шахтных, линейного типа. Цель этой операции – восстановление кристаллической решетки стали, деформированной при холодном волочении, и снижение остаточных напряжений в металле. Проволока, не прошедшая термическую обработку, плохо изгибается, часто рвется и ломается. Отожженные изделия удобны при вязании узлов, а главное – прочно фиксируют арматуру в установленном положении.
Существует два вида отжига, применяемых в производстве вязальной проволоки для арматуры:
- светлый – осуществляется в колпаковых печах в присутствии инертного газа. Поверхность такой продукции – чистая без окалины, стоимость – более высокая. В маркировке этот вид ТО обозначается буквой «С»;
- темный – протекает в присутствии кислорода, поэтому поверхность проволоки получается темной, с присутствием окалины. Продукция после такой термообработки маркируется буквой «Ч». Окалина ухудшает внешний вид изделий, остается на руках работников, но механические характеристики не снижаются.
Требования к производственному помещению.
Как видно из описанного выше способа производства сварочной проволоки, процесс этот довольно трудоемок и требует строгого соблюдения не только технологических нюансов (например, процентного соотношения входящих в состав проволоки веществ), но и нормативов по охране труда.
Электролиты, которые применяются для нанесения на поверхность проволоки защитного покрытия, могут выпускать в воздух помещения опасные для здоровья вещества, поэтому рабочая зона должна в обязательном порядке быть оборудована хорошей приточно-вытяжной вентиляцией, с помощью которой в помещение постоянно будет доставляться свежий воздух, а вредные испарения будут выводиться наружу.
Также при изготовлении сварочной проволоки необходимо соблюдать и строгие требования, предъявляемые к температурному и влажностному режиму в производственных цехах. Чересчур низкая или слишком высокая температура может оказать влияние на соединение элементов, входящих в проволоку, между собой. Например, при низкой температуре воздуха сцепляемость между элементами проволоки понижается, а следовательно, снижается и ее качество. Если же производство продукции ведется в условиях повышенной влажности, то влага впитывается в состав проволоки (особенно, высоки абсорбционные свойства флюса), что отрицательно влияет на свойства, проявляемые проволокой в процессе сварки.
Оцинкованная вязальная проволока

Для увеличения коррозионной стойкости длинномерной продукции и расширения области ее применения используют различные виды металлических покрытий, наиболее массово используется цинкование. В промышленности распространены два вида этого процесса.
- Горячее цинкование – по качеству и долговечности является одним из наилучших. Защитный слой наносится на промытую, обезжиренную, протравленную, флюсованную и тщательно высушенную поверхность. Этот процесс, осуществляемый протягиванием через ванну с расплавленным цинком, является высокопроизводительным, но энергозатратным и требующим проведения мероприятий по экологической безопасности. Может осуществляться несколько раз – до получения требуемой толщины защитного слоя.
- Гальваническое цинкование обеспечивает получение более тонкого, чем при горячем процессе, но достаточно плотного защитного слоя. Эта технология требует меньших затрат энергии и более экологична, получила широкое распространение за рубежом. Этот способ цинкования вязальной проволоки регламентируется ГОСТом 3282.
Свойства проволоки из алюминия
Алюминий – универсальный материал, которому присущи такие характеристики:
- малый вес;
- гибкость;
- прочность;
- влагоустойчивостью;
- хорошая износостойкость;
- температура плавления 660 0C;
- стойкость к агрессивным средам;
- слабые магнитные свойства;
- биологическая инертность;
- долговечность.

По сравнению с другими видами аналогичных изделий, алюминиевая проволока имеет много преимуществ. Материал устойчивый к коррозии, поэтому его применяют там, где объекты контактируют с водой. Технический алюминий легко поддается обработке. Он обладает электро- и теплопроводностью. Металл безопасный в использовании, так как соответствует необходимым санитарно-техническим требованиям.
Для изготовления профиля используют чистый алюминий разных марок и его деформируемые сплавы в виде слитков или катанки. Свойства изделия зависят от химического состава и способа производства. Диаметр готовой продукции варьируется от 0,08 до 10 мм.

Особенности изготовления медной катанки и проволоки.
На сегодняшний день не существует специальных государственных стандартов (ГОСТ), регламентирующих процесс производства медной катанки. Вместо них разработаны обязательные для применения всеми производителями технические условия (ТУ). Согласно им, катанка может выпускаться трех классов: А, В и С. Диаметр изделия варьируется от 8 до 18 мм. В качестве сырья для изготовления катанки может использоваться медь марки М1, М0 и М00 – эти требования изложены в ГОСТ 859-2001.
Основными этапами производства катанки традиционно являются:
- загрузка медного лома в плавильные печи и его плавление;
- рафинирование полученного расплава;
- отливка из расплава анодов;
- рафинирование анодов электролитическим методом;
- переплавка анодов в катоды;
- отливка медной заготовки;
- процедура прокатки.
В результате получается катанка, которая в дальнейшем идет на производство медной проволоки.
Современные технологии позволили существенно упростить этот процесс и уменьшить во много раз время, требуемое на полный цикл производства. В частности, разработанный европейскими технологами процесс рафинирования дает возможность исключить из производства такие этапы, как электролиз анодов и переплавка их в катоды. Применяемое при этом оборудование гарантирует высокое качество получаемой продукции, а сама технология значительно снижает ее себестоимость.
Волочение проволоки: технология и оборудование — волочильные станы и станки
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.

Линия производства проволоки по методу волочения
Финансовые расчеты
Стартовый капитал
| Вид расходов | Сумма, рублей |
| Оформление документов | 5 000 |
| Аренда помещения | 100 000 |
| Производственная линия | 15 000 000 |
| Сырье | 500 000 |
| Мебель, оргтехника | 300 000 |
| 50 000 | |
| Итого | 15 955 000 |
Ежемесячные расходы
| Вид расходов | Сумма, рублей |
| Аренда | 100 000 |
| Налоги | 30 000 |
| Коммунальные платежи | 50 000 |
| Заработная плата персонала | 500 000 |
| Сырье для производства | 200 000 |
| Транспортные расходы | 20 000 |
| Итого | 900 000 |
Сколько можно заработать?
Цена проволоки варьируется в зависимости от толщины изделия и его формы. Например, проволока диаметром 0,8 мм в катушке 110 м покупателю обойдется примерно в 250 рублей. На оборудовании предприятие может выпускать до 8 тонн продукции каждый месяц.
Что касается конкретной суммы чистой прибыли, то в первые несколько месяцев она едва будет покрывать текущие расходы. Однако спустя полгода начальные вложения постепенно начнут окупаться, а чистая прибыль за вычетом ежемесячных затрат, составит от 450 000 – 500 000 рублей. Самое главное – найти постоянных клиентов и исключить нахождение готовой продукции в течение длительного времени на складах производственного цеха, обеспечив максимально быстрый сбыт изделий.
Сроки окупаемости
Срок окупаемости инвестиций составит примерно 24-36 месяцев.
Коротко о продукции и представителях рынка
Проволока — это расходный сварочный материал, который применяется в высокотехнологичной полуавтоматической дуговой сварке в среде защитных газов MIG/MAG. Используется для сварки черных и низколегированных сталей. В России получили распространение следующие модификации: СВ08Г2С, СВ08ГС, СВ08А, ЕR70S-6.
С момента изобретения сварки прошло более века. За это время были существенно модернизированы оборудование и сварочный материал. Проволока выпускается в катушках. Номенклатурный ряд включает несколько разновидностей: сплошная, активированная, порошковая, спецназначения. Выбор обусловлен репутацией производителя. Этот критерий не изменился даже спустя десятки лет.
В этот обзор вошли наиболее перспективные и успешные компании по выпуску качественного сварочного материала.
Производство проволоки: перечень оборудования, описание технологии изготовления 1
Сварочная проволока: что это такое, виды и применение

Сварочная или присадочная проволока поставляется в бобинах. Это удобна для промышленных линий: бобина устанавливается на подающем механизме и пруток в автоматическом режиме направляется в зону сварки. Альтернатива – это ручная подача материала, которая распространена вне серийного производства.
Сам присадочный пруток может быть разным: цельным, полым или со специальными вкраплениями. Металлы, из которых он изготавливается, тоже отличаются большим ассортиментом: алюминий, латунь и прочие. При выборе на этот параметр сварщики обращают внимание в первую очередь: присадка по своему составу должны быть идентична свариваемым металлам.
Виды сварочной проволоки
При проведении сварочных работ используются такие виды проволоки:
- порошковая. Востребована при работе с углеродистой сталью, которая впоследствии будет подвержена термической обработке;
- алюминиевая. Применяется при сварке заготовок, выполненных из такого же материала. Допускается содержание кремния, марганца, магния и других включений);
- нержавеющая. Подходит для работы с нержавеющими металлами: сталь с содержанием хрома или никеля;
- омедненная – для работы с высоко и среднелегированной сталью;
- стальные. Предназначены для сваривания стали средне- и низколегированной.
Проволока для нержавеющей стали
Такая присадочный материал используется в случаях, когда в инертной среде сваривается сталь с содержанием хрома или никеля. Основные достоинства:
- на выходе получается шов высокого качества;
- на поверхности сварного соединения нет трещин;
- шов устойчив к коррозии;
- небольшое количество брызг;
- стабильность дуги.
Нержавеющая сварочная проволока обладает важным достоинством: с ее помощью формируется шов с повышенным сроком службы. Она производится из высоколегированной стали, в которой содержание никеля, хрома и прочих аналогичных включений высоко. Они сводят к минимуму вероятность образования ржавчины или начала коррозионных процессов.
Проволока бывает сплошной и порошковой. Первая используется для работы в инертной среде или под флюсом. Защитные газы необходимы для того, чтобы исключить проникновение атмосферного кислорода, который сможет окислить нержавейку в процессе термического соединения. Безусловно, это отрицательно повлияет и на качество сварного шва.
Порошковые расходники представляют собой тонкостенную трубку, внутрь которой засыпается флюс и дополнительные элементы для газообразования. Их преимущество заключается в том, что не требуется инертная среда. Защитную оболочку такие присадочные материалы формирую сами. Их принято называть самозащитными.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Во время работы расходник проходит через токоподводящий наконечник. Из-за этого его диаметр может несколько уменьшиться, что в конечном итоге снижает качества сварного соединения. Поэтому проволоку принято делить на нормальную и повышенной точности. Диаметр варьируется в широком диапазоне значений: от 0,13 до 6 миллиметров. Ключевой параметр, влияющий на выбор присадочной проволоки для сваривания заготовок из нержавейки – соответствие материала деталей и расходных элементов.
Омедненная проволока
Материал обладает таким же набором достоинств, что и проволока для сваривания нержавеющей стали. Плюс ко всему он также способствует снижению расхода наконечников, независимо от марки сварочного аппарата. Основное предназначение – соединение высоколегированных и углеродистых сталей в защищенной среде.
На потребительский рынок расходник поставляется намотанным на пластиковую кассету. Благодаря удобству использования повышается результативность работы специалистов. Стандартная толщина омедненной проволоки составляет 0,6; 0,8 и 1 мм. Она упрощает повторный поджиг сварочной дуги и поддерживает стабильность ее горения на разных режимах.
Классический пример такого расходного материала – проволока СВ-08Г2С, имеющая в своем составе 1% кремния, 2% марганца и 0,8% углерода. Еще один вариант – это сварочная проволока марки esab, предназначенная для работы с большим ассортиментом сталей, включая инструментальную, судовую, штампованную; нержавейку, алюминий и даже чугун.
Стальная проволока
Применяется в большинстве направлений производственной деятельности человека. Характеризуется большим количеством показателей, основными из которых являются диаметр сечения, прочность и состав материала, использованного в изготовлении. Существует много разновидностей стальной проволоки: армированная, пружинная сварочная, колючая и другие. Маркировка материала, предназначенного для сварочных работ, содержит аббревиатуру «Св». Поставляется разных диаметров: от 0,3 мм до 12 мм.
Существует более полусотни разных марок продукции, которые можно разнести по трем группам:
- Для стали с низким содержанием углерода. В качестве примера: Св-10Г2, Св-08, Св-ЮГЛ.
- Для сваривания низко- и среднелегированных заготовок. Подойдет проволока марок Св-08Г2С, Св-18ХС, Св-08ГС и другая.
- Для соединения конструкций из высоколегированной стали: Св-12Х13, Св-08Х14ГНТ.
В некоторых случаях поверхность стальной проволоки покрывается тонким слоем меди. Делается это для защиты металла от окисления и улучшения его электропроводности.
Стальная проволока используется в работе с инертными газами или под флюсом. Это наиболее подходящий для аргонной сварки расходный материал. В качестве легирующих элементов при изготовлении используются хром, марганец, никель, титан, вольфрам или молибден. Благодаря трем первым компонентам есть возможность соединять нержавеющую сталь с высоким содержанием углерода.
Алюминиевая проволока
Используется в работе с алюминиевыми сплавами, в которых содержание кремния не превышает 3%, а меди – от 3 до 5%. Продукция, выпускаемая для полуавтоматических сварочных аппаратов, делается из алюминия, который положительно влияет на формирование шва:
- придает дополнительной прочности;
- в точности соответствует по цвету заготовкам;
- обладает такой же устойчивостью к коррозии, как и любой иной алюминиевый сплав.
Наиболее часто применяется в автомобильном производстве и судостроении. На третьем месте по востребованности находятся организации, где свариваемые конструкции взаимодействуют с водой. Характеризуется отличной пластичностью и небольшим весом; чаще всего применяется в газосварке. Пригоден для соединения других цветных металлов.
На практике нет металлических деталей или конструкций, которые бы состояли из чистого алюминия. всегда используются дополнительные включения, которые улучшают те или другие характеристики. Это утверждение справедливо и для самой сварочной проволоки, хотя нередко количество добавок измеряется не превышает одного процента. К примеру, всего 0,2% титана дают возможность специалисту положить мелкозернистый шов, что крайне необходимо при выполнении точных работ.
Тем не менее, по ГОСТу проволока из чистого алюминия определена в отдельную категорию. Помимо нее существуют сплавы с магнием, медью или кремнием. В дополнение к положениям государственного стандарта есть и технические условия, которые регламентируют выпуск других сплавов: с хромом, а также с кремнием и магнием.
Важным условием качественного соединения является соответствие состава заготовок и расходного материала. Как исключения может рассматриваться только магний, который активно испаряется при высокой температуре. Его состав в присадке может быть большим от номинального на 10-20%.
Порошковая сварочная проволока
Порошковая сварочная проволока востребована при работе с углеродистой, среднеуглеродистой и низколегированной сталью. Для качественного результата важно отсутствие газовой среды. Такая проволока называется еще флисовой. Обусловлено это тем, что присадка не полностью металлическая, а наполнена внутри порошком – флисом. Его содержание составляет примерно 15-40 процентов от общей массы. От конкретной величины зависит свойство материала.
Основным достоинством расходного материала является высокое качество сварного соединения, простота удаления шлака, высокая стабильного электрической дуги во время сварочного процесса. В зависимости от особенностей наполнителя принято делить порошковую проволоку на пять групп:
- рутил-флюоритная. Предназначена для низколегированной стали;
- органическая рутиловая отлично соединяет низкоуглеродистые металлы;
- рутиловая разработана для стали со средним количеством углерода;
- флюоритно-карбонатная применяется при работе с низколегированными и низкоуглеродистыми металлами, которые используются в создании ответственных конструкций;
- флюоритная является промежуточным звеном между предыдущим типом проволоки и рутил-флюоритной.
Довольно часто порошковую проволоку путают со стальной. К примеру, марку esab одни производители называют стальной, а другие – порошковой. Такая ситуация вводит покупателей в заблуждение. Было бы справедливо флюсовые присадки выделить в отдельную группу. И это было бы справедливо, поскольку флюс кратно увеличивает возможности полуавтомата. И еще один очень важный плюс заключается в том, что порошковый расходник является залогом более качественного сварного соединения по сравнению с обычной металлической проволокой.
Прочность сварного шва во многом зависит от правильности выбора расходного материала. Опытные сварщики часто рекомендуют новичкам остановить выбор на универсальных материалах. И эта рекомендация вполне справедлива, но не всегда. К примеру, без инертных газов результат будет посредственным.
Маркировка сварочной проволоки
Чтобы правильно выбрать присадку, нужно заблаговременно знать, какой вид работы планируется выполнять. Дело в том, что каждый вид проволоки рассчитан на определенную работу. Разрезать металл вряд ли получится с расходным материалом, предназначенным для сварки полуавтоматом.
Плюс к этому расходники отличаются диаметром, который подбирается в зависимости от толщины заготовки. Чем толще свариваемые детали – тем больше должен быть диаметр присадки. А варьируется он в широком диапазоне значений: от 0,8 до 12 мм. Чаще всего сварщикам требуется сравнительно тонкие прутки – около 3 миллиметров.
Планируя сварить две титановые заготовки, логично предположить, что специалист используется соответствующую проволоку для сварки титана. Важно знать и ее состав. Ведь в проволоку часто добавляют разные присадки; разной бывает и уровень легированности. Качество шва зависит от совместимости основного материала и присадки. Чем однороднее их состав, тем лучше для конечного результата.
Вся информация «зашита» в маркировке. Чтобы определить, что обозначает конкретный символ, достаточно рассмотреть несложный пример. Аббревиатурой «Св-06Х19Н9Т» обозначается один из наиболее популярных видов присадки. Две первые буквы «Св» говорят о том, что материал предназначен только для сварки – резки или иные виды работ с ним не выполнить. То есть, первые две буквы обозначают тип расходного материала. Помимо сварочной проволока бывает наплавочной («Нп») и порошковой («Пп»).
Следующие две цифры обозначают процентное содержание углерода. 06 – это шесть сотых процента (0,06%) от общей массы материала. Далее расположена информация о включения и их долях. Буква «Х» информирует о том, что в составе присадки есть хром, а его количество равно «19» - 19%. Никеля («Н») в присадке содержится 9%, а вот сколько титана («Т») – не указано. Дело в том, что если количество включения меньше 1%, то такие данные в маркировку не включаются. То есть, титана в проволоке меньше одного процента.
Осталось запомнить, что обозначают определенные символы, которые используются в маркировке проволоки:
- Г – марганец;
- Д – медь;
- М – молибден;
- С – кремний;
- Ц – цирконий;
- Ф – ванадий;
- Ю – алюминий.
Популярные марки
Новичкам непросто разобраться в ассортименте существующих на рынке видов сварочных проволок. Ведь их общее число превышая 70 вариантов. Для начала неплохо будет знать хотя бы наиболее популярные, которые чаще всего используются и в профессиональной и любительской среде.
Одна из часто применяемых марок – Св-10Г1СН. Предназначена для работы в защитной среде с заготовками из низколегированной стали. Три следующие марки – Св-10ГА, Св08 и Св08А лучше всего подходят для аргонодуговой сварки при соединении низкоуглеродистых металлов. Перечисленные марки проволоки хорошо показали себя в газовой сварке. Особенно, если речь идет о соединении водопроводных труб.
Если присадочный материал обозначен аббревиатурами Св08ХН2М, Св08ХМФА и Св08ГС или Св-06Х19Н9Т, то его можно смело использовать для сваривания низколегированной стали. Несмотря на бюджетную стоимость, они выдают очень хороший конечный результат. Для работы с высоколегированной сталью специалисты чаще всего выбирают марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Производство проволоки
Проволока является длинномерным металлическим изделием, схожим по внешнему виду со шнуром либо нитью. Из нее производятся электрические провода, сварочные электроды, пружины, канаты, тросы и т.д. Современные меткомбинаты выпускают проволоку не только с привычным круглым сечением, но и овальным, трапецеидальным, а также шестиугольным. Диаметр описанной вокруг него окружности изменяется в пределах от десятых долей миллиметра до нескольких сантиметров. Рассмотрим подробнее технологию производства длинномерного метиза.
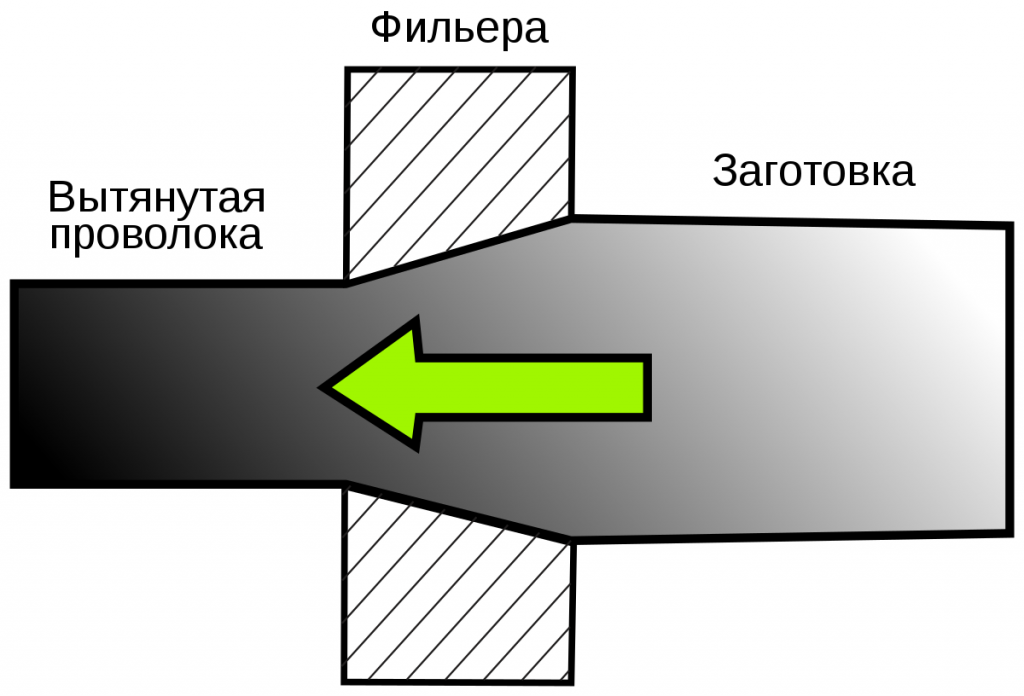
Волочение проволоки
Волочение проволоки представляет собой особую технологию, предусматривающую протягивание металла сквозь фильеру (так в металлургии называется сужающееся отверстие, бывающее круглым и фасонным) в инструменте, именуемом «волока». В результате диаметр сечения заготовки уменьшается, а ее длина, наоборот, возрастает. Последовательность этапов процедуры волочения выглядит следующим образом:
травление исходного материала. Проводится в сернокислом растворе с температурой, колеблющейся возле отметки 50°С. Цель этой операции – снятие окалины с промежуточных продуктов производства (то есть заготовок) для повышения срока службы технологической матрицы;
нейтрализация травильного раствора с последующей промывкой заготовок;
предварительный отжиг сырья. По завершении данного этапа у металла повышается пластичность, и его структура становится мелкозернистой;
заострение концов заготовок. Выполняется эта процедура с помощью ковочных валков или молота;
собственно, этап волочения;
Полученная проволока подвергается дополнительным технологическим операциям – нарезанию на требуемой длины отрезки, выравниванию (правке), снятию концов и т.д.
Важные особенности процесса
Специалисты единодушно придерживаются мнения о существовании у техпроцесса волочения одного значительного недостатка – это небольшой показатель деформирования проволоки. Причина данного явления кроется в ограничении уровня деформации прочностью выходящего конца промежуточного продукта производства, который является объектом приложения соответствующей силы деформирования.
В качестве исходного материала процедуры волочения используется, преимущественно, катанка из углеродистых и легированных сплавов, а также из цветных металлов. Этот процесс будет выполнен качественно только при наличии у сырья определенной микроструктуры (например, сорбитной, когда речь заходит о стальной катанке).
Ранее стальную проволоку, как правило, подвергали патентированию. Данная операция предусматривает:
нагревание металла до температуры, при которой происходит аустенизация (1050°С≤Т≤1100°С);
его выдержка в свинцовом (элемент Рb) либо солевом расплаве. Эта экспозиция обычно проводится при температуре Т≈500°С.
Современная технология производства проволоки не требует таких сложных действий. Металл с требуемой структурой гарантированно выходит с прокатного агрегата. Непрерывный высокоскоростной волочильный станок одной из последних модификаций оснащен системой охлаждения комбинированного типа – воздух совместно с водой. Именно такой комплекс предоставляет возможность изготовить катанку с необходимой микроструктурой.

Оборудование для волочения
Выполнение всех технологических операций волочения проволоки осуществляется на специальных агрегатах – станах. Они оборудованы своего рода «глазком» – волокой, сквозь которую протягивается длинномерный метиз. Его диаметр больше данного параметра самой волоки. По критерию «конструкция механизма протяжки» рассматриваемые станы подразделяются на 2 типа:
машины, выполняющие намотку металла на барабан;
механизмы, в которых металл перемещается о прямой.
Станы второго типа производят продукцию, не требующую комплектовку в бухты (это трубы и тонкие металлические стержни – прутки). Выпуск же именно проволоки осуществляется на барабанных агрегатах. Кстати, на них также производятся трубы из разного металла, отличающиеся малым сечением.
Барабанные станы подразделяются на такие виды:
станы многократные (конструкция одних рассчитана на функционирование без скольжения, а других – со скольжением).;
агрегаты многократные, работающие на основе принципа противонатяжения проволоки.
Технологическая операция волочения длинномерного метиза выполняется однократными станами всего за один проход. В многократных агрегатах эта процедура реализуется за два-три прохода, но само волочение осуществляется с использованием непрерывной схемы. На производственных площадях калибровочных цехов крупных меткомбинатов размещено до двух десятков единиц оборудования, различающихся по мощности и предназначенных для выпуска проволоки.

Изготовление фильер осуществляется в соответствии с требованиями металлокерамической технологии. В качестве сырья используется термокорунд, а также карбиды таких элементов как вольфрам (W), ванадий (V), тантал (Та), титан (Ті), молибден (Мо), бор (В). Данным сплавам присуща небольшая вязкость, повышенная твердость и отличная устойчивость к истиранию.
Волока является очень надежным инструментом. Обеспечивается это ее укладкой в вязкую и весьма прочную стальную обойму. Конструкция последнего приспособления:
не оказывает на фильеру воздействие, работающее на сжатие;
в ходе волочения снижает уровень растягивающих напряжений.
Следует отметить один важный момент, касающийся изготовления очень тонкой стальной проволоки (с диаметром меньшим 0,2 мм). Для этого используются волоки, созданные из синтетического минерала, получившего название технический алмаз.
Сегодня наблюдается тенденция применения сборных волок. Их конструкция предоставляет возможность производить длинномерный метиз в условиях повышенного гидродинамического трения. Кроме того, сборная волока:
гарантированно сокращает затраты электроэнергии, требуемые для реализации технологического цикла волочения;
обеспечивает увеличение производительности агрегатов на 20%-30%.
Удаление окалины – разновидности операции и ее нюансы
Эффективность процесса волочения напрямую зависит от качества обработки поверхности. Сегодня для удаления окислов железа (Fе 2 О 3 , FеО и Fе 3 О 4 ) – окалины – применяются три способа. Рассмотрим их несколько подробнее.
Механическая очистка
Механическая очистка – наименее финансово затратная операция не в ущерб качеству достигнутого результата. По этой причине данный метод получил наибольшее распространение. Осуществляется он путем периодического перегибания проволоки в различных плоскостях между роликами, являющимися компонентами спецконструкции, с финишной очисткой заготовки щетками со стальным ворсом.
Химическая очистка
Химические способы требуют значительно больших расходов. Проводятся они с использованием следующих веществ – НСl (соляная кислота) и Н 2 SО 4 (серная кислота). Таким образом, химическая очистка сопряжена с опасностью для работников. Поэтому меткомбинаты применяют эту технологию, лишь когда без нее действительно не обойтись. При этом допускаются к ее проведению только сотрудники, прошедшие специализированный курс обучения. Химической очисткой обрабатываются длинномерные метизы из высоколегированных кислотостойких нержавеющих сталей.
Электрохимическая очистка
Выполняется данная операция электролитическим травлением. Оно подразделяется на два вида – анодное и катодное. Менее опасным и более эффективным считается первый. Роль анода в нем играет подвергаемая очистке заготовка. А в качестве катода выступает свинцовая, железная либо медная пластина.
Катодное травление сопряжено со следующими опасностями:
активное выделение элемента Н 2 (это водород). Его контакт с атмосферным кислородом может привести к взрыву;
отрыв окалины с трудом поддается контролю. По этой причине формируется т.н. «травильная хрупкость».
Процедура удаления оксидов железа химическими реагентами должна завершаться тщательной промывкой промежуточного продукта производства. Тогда поверхность заготовки освободится от кислотного раствора, остатков травильных веществ, окалинного шлама, загрязнений и солей элемента Fе. При проведении промывки не непосредственно после химобработки все перечисленные соединения просто засохнут.
Технические требования
Сегодня наибольшее распространение получила проволока, изготовленная из стали конструкционной углеродистой. Ее производство регламентируется ГОСТом 7305-91. Рассмотрим технические требования, выдвигаемые данным нормативным документом к подобной конечной продукции.
В качестве сырья должна использоваться сталь:
качественная углеродистая конструкционная 50, 45, 40, 35, 30, 25 и 20;
полуспокойная качественная углеродистая конструкционная 20пc, 15пc и 10пc;
кипящая качественная углеродистая конструкционная 20кп, 15кп, 10кп и 08кп.
Поверхность длинномерного метиза должна быть свободной от:
периодически повторяющихся выступов, либо, наоборот, углублений, сформированных прокатными валками – отпечатков;
скоплений углублений, образовавшихся на этапе проката – рябизны;
углублений произвольной направленности, имеющих к тому же неправильную форму – царапин;
пленочных отслоений, свидетельствующих о нарушении целостности металла, которое возникло в ходе раскатывания газового пузыря;
канавок с невыступающими кромками и с дном плоской либо закругленной конфигурации – рисок;
окисных пленок, характеризующихся рыхлой структурой, сформировавшихся при контакте металла с влагой – ржавчины;
вкраплений частиц окалины, вдавленных при волочении – вкатанной окалины;
отслоений металла, соединенных с его основой, ориентированных по направлению проведенной прокатки – плен;
продольно ориентированных дефектов, плотно прилегающих к поверхности, вызывающих нарушение сплошности материала изготовления – закатов, глубиной, превышающей половину величины предельно допустимых отклонений по параметру «диаметр проволоки». Факт незначительного омеднения длинномерного метиза, вызванного нанесением подсмазочного слоя до выполнения процедуры волочения, не выводит изделие в категорию брака.
Производится проволока должна на катушках либо в мотках. Ее намотку нужно проводить так, чтобы:
витки не перепутывались;
была обеспечена возможность свободного сматывания в любом из вариантов производства;
когда моток освобождается от перевязей, длинномерный метиз, сворачиваясь, не формировал «восьмерку».
В состав мотка должен входить один отрезок проволоки.
На катушке недопустимо наличие больше трех отрезков длинномерного метиза. Там, где они разделены, необходимо прокладывать закладки. Вариант замены отметок мест разделения – вывод с последующим закреплением на одной из щек катушки концов кусков проволоки.
Допускается чтобы в партии имелись катушки либо мотки, масса куска проволоки в которых была бы меньше указанного в таблице числа на 50%. Но их количество не должно превышать 10% от общего веса произведенной продукции.

Масса отдельного куска длинномерного метиза в любом варианте производства (катушка либо моток) зависит от диаметра изделия. Нормами ГОСТа 17305-91 установлено требуемое соответствие данных параметров. Оно представлено в таблице.
Читайте также: