Как настроить сварку тиг 200
Обновлено: 19.05.2024
Ранее мы рассказывали о том, как подобрать электрод , газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера - финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Сварочный аппарат TIG: Технология, Применение, Выбор
Аргонодуговое сваривание часто применяют для соединения деталей. Благодаря этой технологии можно получить швы отличного качества. TIG-сварку используют не только на производстве, но и при выполнении ремонтных работ. Кроме того, этот способ идеален для сваривания металлоконструкций.
Соединение деталей аргонодуговым методом производится при помощи специальных сварочных аппаратов TIG. В этой статье мы поговорим о плюсах и минусах технологии, особенностях процесса сварки в среде аргона, выборе TIG-устройства.
Особенности технологии

Аббревиатура TIG означает Tungsten Inert Gas –сварка в среде инертного газа. Данный метод соединения металлических деталей находит свое применение на производстве и в мастерских. Он предусматривает создание 2-5-миллиметровой электрической дуги между электродом и заготовкой, а также одновременную защиту сварочной зоны с помощью инертного газа (чтобы на нее не влиял атмосферный воздух). При этом используются неплавящиеся вольфрамовые расходники.
Учитывая то, какой металл или сплав соединяется, применяется постоянный или переменный сварочный ток. Защитный газ подается аппаратом для TIG-сварки через закрепляемую на держателе горелку. Практически всегда это аргон, поэтому ТИГ- сварку нередко называют аргонодуговой.
Для cварки тонких заготовок нет необходимости в поперечных колебаниях. Горелку необходимо просто аккуратно вести вдоль линии стыковки заготовок, тогда шов получится предельно гладким. Небольшие колебания следует совершать только тогда, когда нужно расширить границы соединения или закрыть зазор. Сварочная ванна будет растянута, а на поверхности образуется мелкая чешуя.
Благодаря температуре дуги от двух до пяти тысяч градусов Цельсия, сварочным аппаратом с режимом ТИГ эффективно расплавляются кромки металлических заготовок, что позволяет соединять их, формируя тонкий шов. Для усиления конструкции применяются присадочные прутки. Присадка подается в зону сваривания свободной рукой. Благодаря этому сварщики увеличивают высоту валика, придают месту соединения дополнительной прочности. Даже можно наплавлять металл, чтобы впоследствии обработать деталь механическим способом (отшлифовать, совершить проточку).
Защитный газ, подаваемый в горелку от баллона, препятствует образованию пор. Благодаря этому швы отличаются прочностью и герметичностью.
Преимущества и недостатки TIG-сварки
ТИГ обладает рядом явных преимуществ по сравнению с другими способами электросварки. Однако и она не лишена минусов.
- обеспечивает качественную сварку как нержавеющих сталей, так и цветных металлов;
- заточенный вольфрамовый электрод позволяет делать стыки узкими и аккуратными;
- в процессе работы не появляются брызги металла, прилипающие к поверхности;
- минимальный нагрев обеспечивает минимальное коробление изделия;
- шов не покрывается шлаковой коркой;
- есть возможность сваривать детали, применяя присадку или обходясь без нее;
- получившееся соединение зачастую не требует дополнительной механической обработки;
- соединения отличаются герметичностью и способностью выдерживать высокие нагрузки.

- скорость создания швов ниже, чем у MIG-метода;
- вольфрамовые электроды отличаются дороговизной;
- важны навыки сварщика (сходу взяться за работу, как с полуавтоматами, не получится);
- корпус горелки не дает работать в труднодоступных местах;
- из-за сопла горелки видимость зоны сваривания несколько ограничена (сейчас иногда применяются прозрачные сопла);
- если используется присадка, то нужно подавать пруток постоянно и контролировать его длину (в процессе сваривания длина прута быстро уменьшается, а длинную проволоку неудобно держать в руке);
- необходимо дополнительно потратиться на покупку защитного газа;
- невозможно нормально работать вне помещения в ветреную погоду (инертный газ сдувается, а зона электросварки начинает взаимодействовать с окружающим воздухом).
Для чего применяются TIG-устройства?

ТИГ-сварка применяется для соединения алюминиевых, титановых заготовок, конструктивных элементов из легированных сталей. Она используется при ремонте потрескавшихся автомобильных составляющих: радиаторов, поддонов картера и т. п. Используя сварочные аппараты с режимом TIG, из листов металла изготавливают емкости для хранения разного рода продукции.
Подобные сварочники можно встретить на многих СТО, так как без них не может обойтись ни один серьезный кузовной ремонт. Практически в каждом доме найдутся кухонные приспособления и полотенцесушители, разные части которых соединены благодаря методу ТИГ.
Особенности выбора TIG-аппарата
Сварочные аппараты аргонодуговой сварки обычно работают от сетей с напряжением 220 либо 380 В. Для бытового использования сгодится первый вариант. Если вам нужно часто выезжать со сварочником или работать на высоте, разумно будет приобрести легкую модель (4-8 кг).
1. Вид свариваемого металла и тока. Выбирайте DC, если планируете работать с титаном, черными сталями, медью, нержавейкой чугуном. Для сварки алюминия требуется переменный ток.
2. Ампераж. Чем шире диапазон рабочего тока, тем более разные по толщине детали вы сможете сваривать. Для очень тонких заготовок нужна будет поддержка небольшой силы тока.
3. Наличие импульсного режима. Данное решение предназначено для улучшения качества электросварки тонких заготовок. В основе технологии – чередование двух сварочных токов с определенной частотой.
4. Продолжительность включения. Выражается в процентах и говорит о том, какое количество времени аргоновый сварочный аппарат сможет проработать без отключения. Если значение, например, составляет 70%, то из 10 мин. рабочего процесса сварочник на максимальном токе будет 7 мин. использоваться и 3 мин. «отдыхать».
5. Полезные дополнительные функции. Предназначены для облегчения рабочего процесса. Например, HF (высокочастотный поджиг дуги) делает старт легким и плавным, зажигая ее без соприкосновения со свариваемой поверхностью. Режим Mix Tig обеспечивает глубокий провар и эффективную очистку поверхности от оксидной пленки – можно работать с алюминием толще в 1,5 раза, нежели в обычном режиме AC. Есть еще много различных функций.
1. Горелка. Обычно она поставляется вместе со сварочником, но может и не находиться в комплекте с аппаратами премиум-класса. Бывает вентильной или кнопочной. При покупке следует обращать внимание на длину рукава.

2. Вольфрамовый электрод. Цвет наконечника говорит о том, с каким металлом предназначен работать расходник. Электроды синего цвета наиболее универсальны. Также подбирайте диаметр элемента согласно силе тока и глубине проплавления.

3. Баллон с редуктором. Для эпизодического применения будет достаточно объема в 10 литров. В мастерскую или на производство покупают вместительные баллоны на 40…150 л.

Аппараты для TIG сварки для домашней мастерской
Ресанта САИ-230 АД
Компактное устройство, собранное на базе современных IGBT-транзисторов. Работает на постоянном токе. Отличается амперажем 10-230 А. Позволяет работать без пауз до семи минут на максимальной мощности (ПВ 70%), поэтому предназначено не только для домашней, но и для профессиональной электросварки.
Для управления данным сварочным аппаратом ТИГ предусмотрены механические переключатели и ручки. Следует отметить наличие регулятора индуктивности дуги, который позволяет выбрать глубину проплавления. Есть два светодиода, сигнализирующих о питании сети и срабатывании термозащиты. Среди дополнительных функций предусмотрены Hot Start, Anti Stick, Arc Force для ММА режима. САИ-230 удобно переносить благодаря наличию наплечного транспортировочного ремня.
FUBAG INTIG 200 AC/DC PULSE

Модель создана для сваривания алюминия и его сплавов, цветных металлов, стали (нержавеющей, углеродистой, низколегированной).
Благодаря функции TIG DC PULSE можно с высоким уровнем качества сваривать тонкие материалы. Дополнительный режим электросварки AC обеспечивает работу с алюминиевыми заготовками. Данный сварочный аппарат TIG отличается девятью заносимыми в память аппарата индивидуальными программами сварки. Для индикации параметров предусмотрено два цифровых дисплея. Нужные значения легко установить благодаря интуитивным циклограммам.
Аргонный сварочный аппарат защищен от повышенного напряжения и перегрузок до 400 В, оснащен системой воздушного охлаждения. Для легкого старта работы предусмотрены дополнительные опции HF и TIG Lift.
В предыдущей серии моделей аппарат был оснащен специальной прозрачной крышкой панели управления. Что помогало защитить панель от случайных нажатий и пыли
«Сварог» REAL TIG 200 W223
Данная модель компактная (размеры 420x160x310 мм). Она произведена для сваривания на постоянном токе сталей (нержавеющих, углеродистых), латуни, бронзы, титана, меди, чугуна. А также разнородных сплавов.
На металлическом корпусе модели есть удобная ручка для ношения и защитные бамперы. Данный сварочный аппарат аргонодуговой сварки хорошо адаптирован к российским реалиям: защищен по стандарту IP21S, обеспечивает устойчивую работу в диапазоне напряжения электросети 160-270 В. Управление механическое. Показатель выбранной силы тока отображается на цифровом экране. Имеется регулятор длительности постпродувки газом для качественного завершения шва. Предусмотрена функция высокочастотного поджига дуги.
Этот универсальный сварочник создан для профессионального импульсного сваривания любым из видов тока TIG-способом. Отличается качественной сборкой. Может применяться как в небольших мастерских, так и в строительстве, промышленности. Он также поддерживает MMA-сварку. Применяется для осуществления операций соединения алюминия, стали, нержавейки, цветных металлов. Поддерживаемый ампераж: 5-200 А.
Благодаря удобной и интуитивной циклограмме на приборной панели аргонового сварочного аппарата можно настроить режим «Пульс» и отрегулировать все стадии процесса электросварки. Управление здесь механическое, но есть цифровой дисплей. Предусмотрено восемь удобных ручек для установки точной настройки. Поддерживается дистанционное управление с помощью пульта. Есть функция HF. На верхней части корпуса имеются две ручки для удобства транспортировки.
Недостатки PRO INTER TIG 200: большие габариты и немалый вес – 49,8х32,8х30,2 см и 20 кг, параметры не всех функций показываются на экране, отсутствует заварка кратера.
TRITON ALUTIG 200P AC/DC
Еще одно универсальное устройство. Отличается наличием настройки баланса полярности и тока. Оснащено функцией Mix Tig, возможностью регулировать частоту до 200 Гц, выбирать форму волны тока из четырех вариантов. Благодаря треугольной форме волны, дает возможность работать с тонким алюминием. В памяти данного аргонного сварочного аппарата можно сохранять до 10 шаблонов настроек. Рабочий диапазон: 10-200 А.
Из недостатков ALUTIG 200P: немалый вес – 23,5 кг; значение максимального MMA-тока достигает всего 160 А, что меньше, чем у большинства аналогичных моделей.
Особенности сварки алюминия TIG аппаратом
Электросварка алюминиевых заготовок – не такое простое дело. Их поверхность сначала необходимо зачистить от верхнего окисленного слоя и обезжирить ацетоном или другим растворителем. Кроме того, может потребоваться радел кромок – для формирования корня шовной линии. Для более эффективного отвода тепла целесообразно будет разместить заготовки на медной или стальной подкладке.
Далее необходимо правильно настроить аппарат для TIG-сварки : указать подходящий ампераж, задать время продувки аргоном и т. д. Если сварочник типа AC/DC, нужно переключить его на переменный ток.
Сварка алюминия в аргоне. Настройка аппарата на примере Aurora Pro INTER TIG 200 AC/DC

Перед тем, как включить аппарат необходимо подключить к нему газ - чистый аргон, настроить на редукторе давление. В данном случае у нас расходометр измеряет давление в литрах в минуту. Часто люди задают вопрос, какое должно быть давление на редукторе – здесь все зависит от того, работаете ли вы в помещении или работаете на улице, или у вас сквозняки, и от толщины сваренного металла. Помещение у нас закрытое, и слишком высокое давление не обязательно, достаточно установить расход газа 7-8 литров в минуту. Если же мы будем работать на улице или поставим сопло большего диаметра, нам будет необходимо большее давление, здесь всё зависит от конкретных задач, которые у нас стоят.

Также металл всегда перед сваркой зачищаем. Алюминий очень любит чистоту, т.е. если попадет грязь или жир – это будет негативно сказываться на качестве сварки. Лично мне больше всего нравится зачищать металл наждачным диском. И не забываем о технике безопасности – обязательно оденьте защитные очки.

При выборе необходимого диаметра электрода отталкиваемся от толщины металла. В данном случае у нас электрод диаметром 2,4 мм – я бы сказал, что это многовато для металлов толщиной 2 мм, но вполне подходит. Перед сваркой необходимо подготовить электрод - заточить его как иголку.

В процессе сварки он должен образовать такой сферический шарик. Шарик должен быть правильной формы, кругленький, не кривой, блестящий. Если у нас так не получается сделать, значит либо ток не соответствует, либо защита газа плохая. Вылет электрода из сопла должен быть 1-2 мм. Все зависит от соединения – если оно угловое, то вылет будет больше, у меня будет стыковое соединение, и я делаю очень маленький вылет - буквально 1 мм, этого достаточно.
По настройкам аппарата – начнем с 2-х тактного режима - мы нажали на кнопку, у нас зажглась дуга, мы держим кнопку пока происходит процесс сварки. Отпустили кнопку – процесс сварки закончился. В настройках для стартового режима есть стартовый ток, я его делаю обычно больше раза в два, чтобы легче было зажечь дугу. Также у нас есть Post flow – это газ после сварки, для того, чтобы пока металл остывает мы его защищали в газовой среде. Ну и основной ток - для данной толщины металла это 40 ампер, может быть немного больше или немного меньше, все зависит от того, какого объема у нас деталь. По настройкам все, перейдем к самому процессу сварки.

Прихватили, с двух сторон, чтобы металл у нас не ушел от заданных параметров и начинаем процесс сварки.

Сначала, когда мы зажгли дугу, мы ждем, пока у нас металл начнет плавиться, только после этого подаем присадочную проволоку. Если металл не начал плавиться – присадочный материал не будет ложиться, он будет просто свисать каплями с присадочного прутка. Вот, вполне неплохо получилось.
Также существует четырехтактных режим, для чего он нужен? Если мы варим швы с продолжительной длинной, то это происходит так: аппарат переключаем в 4-х тактный режим, чтобы начать сварку нажимаем на кнопку, дуга зажигается, кнопку отпускаем и процесс сварки продолжается, в конце сварки нажимаем кнопку – дуга тухнет. Также здесь есть такие функции, как стартовый ток, но он действует только пока мы держим кнопку в начале сварки. И заварка кратера – это Down soft на панели аппарата - она работает пока мы держим кнопку в конце сварки. Выставляем примерно 5 сек, т.е. ток будет снижаться к 0 в течение 5 сек. Также при переключении аппарата в 4-х тактный режим отображается уже не основной ток, которым мы варим, а стартовый.
В конце сварки у нас ток постепенно снижается, это происходит пока я держу кнопку на горелке. Также на аппарате существует режим Pulse – это дополнительные настройки, которые позволяют в процессе работы расширить возможности аппарата. В режиме Pulse при тех же параметрах основного сварочного тока возможно нагревание детали меньше, будет меньше прожогов, это удобно как раз для тонкого металла. И также мы можем контролировать формирование сварочного шва, т.е. изменять его внешние свойства, так как нам это позволяет фантазия.

Переключаем аппарат в режим Pulse, также 4-х тактный режим и здесь начинают действовать остальные регулировки аппарата – это скорость пульса в герцах, т.е. как часто у нас будет пульсация и баланс пульса либо время действия пульса относительно друг друга – верхний режим относительно нижнего. Основной ток у нас может действовать 50% времени, нижний тоже 50%. Если мы изменим в большую сторону эту регулировку, то верхний предел будет действовать 70% времени, нижний предел – 30%. Но это время также зависит от скорости пульса, т.е. с какой скоростью происходит пульсация. Я настрою аппарат так – верхний предел пульса будет 80 А, нижний 40 А, скорость пульса сделаю 2 Гц (здесь у нас шкала от 0,5 до 5 Гц), это уже в процессе работы можно будет настраивать. Время действия сделаю 50/50. Посмотрим, что из этого получится. Вы видите, что формированием шва валика можно играть, создавая большую или меньшую чешуйчатость.

А теперь я перенастрою аппарат и покажу, как это будет выглядеть при другом режиме. Я сделаю верхний предел 100 А, нижний оставлю 40 А, но изменю время действия в нижнюю сторону, т.е. у меня верхний пик будет действовать меньше по времени, относительно нижнего. Сейчас мы видим, что чешуйки стали не такие частые, но ширина проплавления и скорость сварки стала быстрее. Напомню, что тепловложение гораздо меньше, чем на токе без пульса - деталь нагревается меньше.

Можно настроить аппарат по-другому, чтобы чувствовать разницу в регулировке. Сделаем верхний и нижний предел 50/50 и увеличим скорость пульса. Вообще, чем больше мы увеличиваем скорость пульса – тем плотнее мы получаем чешуйки. Чем меньше скорость пульса, тем более крупные, жирные чешуйки получаются – другое внешнее качество шва.
Купить сварочный аппарат Вы можете на нашем сайте.
Смотрите данную статью в видео-ролике:
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
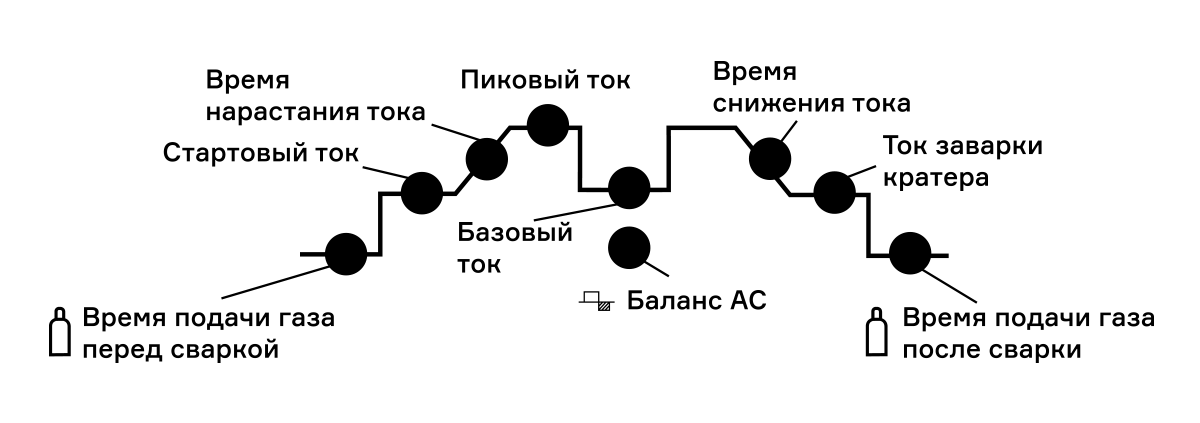

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
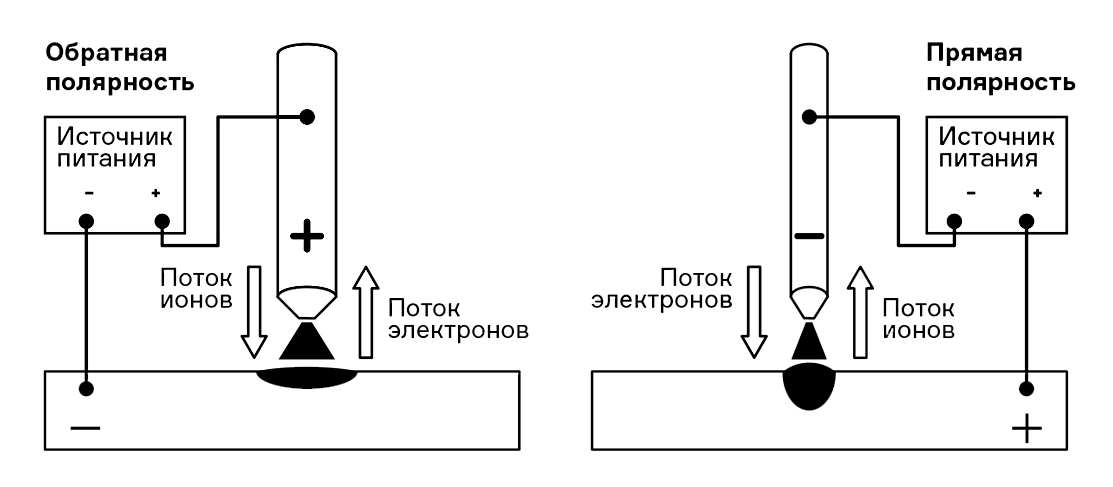
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Уроки сварки: Как настроить аргонодуговой аппарат для TIG-сварки?

1. Первым устанавливаем цангодержатель

2. Аккуратно вставляем в него цангу

3. Прикручиваем хвостовик (не до конца)

4. Устанавливаем керамическое сопло

5. Вставляем вольфрамовый электрод


Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.

Итак, настраиваем FUBAG INTIG 200 DC Pulse:
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸А |
| Стальные сплавы | 1,0 | DC | 20 - 30 |
| 1,5 | DC | 40 - 60 | |
| 2,0 | DC | 70 -90 | |
| 3,0 | DC | 100 - 120 | |
| 4,0 | DC | 120 - 140 | |
| Алюминий | 1-2 | AC | 20 - 60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |


Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Читайте также: