Как настроить углекислотный редуктор для сварки полуавтоматом
Обновлено: 17.05.2024
Полуавтоматическое оборудование — одна из самых часто применяемых разновидностей сварочной техники на электрическом токе. Она отличается большим удобством, чем ручные аппараты, и при этом дешевле, чем современные автоматические системы. Но достигаемый результат зависит от настройки полуавтомата для сварки, а она отличается для тонкого и толстого металла, для работы с углекислотой при использовании редуктора, по толщине и индуктивности.
Что нужно учитывать?
Рассказ про настройку полуавтомата для сварки следует начать с того, какие вообще возможности предоставляет это устройство. Конструкторы предусматривают три основных типа настроек аппарата для работы. Сюда относятся:
- регулировка напряжения (по нескольким базовым режимам);
- изменение темпа подачи проволоки;
- корректировка скорости перемещения изоляционного газа.
Довольно большие трудности возникают при необходимости применить полуавтоматическую систему для тонкого металла. Такая ситуация возникает при:
- ремонте автомобилей и других транспортных средств;
- ремонте и изготовлении труб небольшого сечения;
- получении емкостей для воды и других жидкостей;
- починке бытовой техники, инструментов;
- строительстве гаражей, заборов, ангаров.



Тонким считается металл, слой которого не превышает 4 мм. Особо тонким признают металл толщиной менее 0,2 мм. В этом случае настройку сварочных аппаратов производят под электроды сечением не более 4 мм. Использование более мощных электродных инструментов может обернуться преждевременным гашением дуги. Если слой металла не превышает 1 мм, придется использовать электроды от 0,5 до 2 мм.
Для работы с деталями величиной 1,5-2 мм придется использовать электроды от 2 до 2,5 мм сечением. Некоторые профессионалы применяют электродный инструмент сечением до 3 мм. Но это уже требует внимательного изучения каждой ситуации и тщательной настройки создающихся режимов. Свои тонкости имеет и сварка толстого металла. В частности, придется задавать повышенное напряжение.
Как настроить?
Скорость подачи газа
Любой сварочный аппарат оснащен выходом, через который соединяется с баллоном. Регулировать темп поступления защитного газа можно при помощи редукторного устройства. Важно: для каждого типа газов необходимо использовать подходящую индивидуально модель. Так, при помощи редуктора углекислоты невозможно как следует подавать аргон (обратное тоже верно). Стоит также учитывать, что отдельные виды редукторных систем могут быть не предназначены для сварочных работ (их отличает отсутствие шкалы, показывающей фактический напор газа, отдаваемого наружу).
После открытия главного вентиля показатель на шкале примет определенное значение. С полностью открытого вентиля постепенно переходят на показатель расхода от 7 до 10 л за минуту. К сведению: если в системе используется не расходомер, а манометр, то правильно будет задавать напор от 1 до 2 кг на 1 см2. Таково будет исходное (статическое) давление. Оно непременно поменяется, как только будет нажат курок горелки. Точная настройка возможна, если отключить поступление проволоки. Но можно приблизительно произвести подстройку даже без специальных индикаторов. В этом случае работу начинают, подавая минимальное количество газа.


Оценить адекватность его поступления поможет вид шва. При возникновении пор поток наращивают, и так делают до тех пор, пока они не перестанут формироваться. При работе на улице либо в помещении точно под вентиляцией расход газа будет увеличиваться. Профессиональные сварщики запоминают звучание вырывающегося из горелки потока. И в дальнейшем они ориентируются именно на такую тональность при задании настроек.
Инструменты. Сварочный аппарат и принадлежности. Газовый баллон, редуктор и шланг. Мой опыт — Часть 3

Это будет полезно для абсолютных новичков, потому что люди либо знают какие принадлежности покупать по опыту, либо не знают ничего вообще, и то, что очевидно для того, кто хотя-бы небольшой опыт уже имеет, для того, кто только хочет купить полуавтомат и попробовать — загадка и тайна!
И так, разочаровавшись в ММА, я заказал полуавтомат!
Ибо он устраняет сразу две проблемы новичков — неумение контролировать длину дуги одновременно с движением электрода (длина дуги поддерживается автоматически при подаче проволоки), и зашлаковывание шва (шлака при сварке с газом просто нет— чистый металл).
Так как сваривать мне нужно редко и мало, искал самый недорогой, но решил выбрать модель с синергетикой (автоматические преднастройки вместо трех ручных крутилок — для новичков идеально) и съемным рукавом с горелкой (у совсем дешевых полуавтоматов горелка не отсоединяется от корпуса, что неудобно и стремно).
Смотрел Aurora Динамика 200 — на момент покупки они стоили около 30 000р.
Но самым доступным на тот момент аппаратом с синергетикой был START PRO WEGA 200 miniMIG — 23 500р + на 2350р подарок (любые товары на выбор) в магазине Сварыч.
Дешевле были только те самые аппараты с неотсоединяемыми горелками и полностью ручными крутилками — 15-17 тысяч они стоили. Но нам такого не надо — нужно минимальное из нормального! )
Посмотрел отзывы и обзоры Wega 200 miniMIG — отзывы очень хорошие, в обзорах говорят, что все отлично, только слабоват входной диодный мост (выпрямитель) — при сварке на большом токе при пониженном напряжении в сети может сгореть. Сойдет! Если что — поменяю мост!
Ну и цвет бомбезный — бесценно! 👍😆
И к тому же именно эта модель компактная и легкая (если забыть, что внутрь нужно еще вставить 5 кг катушку со сварочной проволокой! 😆) относительно большинства полуавтоматов моделей — спокойно можно переносить!
Аппарат был куплен и поставлен на полочку:

Потому, что мало купить сам полуавтомат!
К нему нужен еще купить: баллон с углекислотой, редуктор для газа (уменьшает большое давление газа в баллоне, до слабого давления подачи газа в сварочном аппарате), шланг от баллона к аппарату, причем если аппарат и баллон не всегда на одном месте стоят, то нужно не напрямую шланг подключать, а через легко отключаемые разъемы — быстросъемные коннекторы типа рапид (Евро) от компрессора.
Вместе с аппаратом был куплен баллончик с антипригарным спреем, редуктор, шланг для газа и коннекторы к нему.
Баллон и проволоку я купил отдельно в других магазинах.
Ну начну с баллона!
Ведь именно баллонами — огромными, неподъемными и взрывоопасными — пугают тех, кто осмелился задуматься о чем-то лучшем, чем присирание электродом и зашлаковывание шва! 😆
Объем баллона:
Если у вас не автосервис или производство, НЕ ПОКУПАЙТЕ огромные баллоны на 50-40 литров!
НО! Они огромные и неподъемные! Места они требуют много. Когда газ кончится, ВЫ ОДИН должны будете оттащить этот баллон, умудриться засунуть его в машину и отвезти на заправку. А когда его заправят — сюрприз! Он будет весить гораздо тяжелее с жидкостью внутри (углекилота в баллонах в виде жидкости).
А кто же их покупает, спросите вы?
Их покупают автосервисы и производства — те, кто днями ведут сварочные работы. Только вы поймите — они сами ничего не таскают, им привозит грузовик сразу много баллонов, разгружает, забирает старые. Никто в багажник их не пихает, раскладывая сидения, никто сам в одиночку не пытается поднять.
Я для себя решил, что самое лучшее — баллон на 10 литров. Если вы варите на выезде — то вам идеально подойдет 5л баллон (но прочитайте ниже про опасность перевозки баллонов!).
Немного примерных цифр:
10л баллон под углекислоту весит 13 кг и имеет длину 865 см.
40л баллон имеет вес 65 кг и длину 1350 см.
50л баллон имеет вес 76 кг и длину 1650 см.
Добавить тут нечего! Кроме веса углекислоты — ведь это ориентировочный вес пустых баллонов, а, например, в только что заправленном 10л баллоне находится еще 6 кг углекислоты, в 40л — 24 кг углекислоты — 90 кг придется тащить! 🤣
10л баллон как раз удобно влез мне в багажник:

Я не стал покупать в сварочном магазине пустой баллон, а купил за эту же цену новый, поверенный и уже заправленный баллон в конторе, которая занимается пивным оборудованием (углекислота используется в пищевой промышленности).
Вот так можно немного сэкономить (бесплатная первая заправка).
А вот как экономить НЕ стоит — НЕ ПОКУПАЙТЕ БУ баллоны!
Во-первых БУ баллон может быть дефектным. По причине старости, или по причине что его при загрузке-выгрузке постоянно швыряли, или его роняли на пол. Вопросов правильного хранения баллона я коснусь ниже, но скажу одно — то, что выдержит новый баллон, старый может уже не перенести!
Во-вторых, он может быть уставшим, в нем может травить клапан.
В-третьих — БУ баллон нужно переаттестовывать — проверять повышенным давлением. Это занимает время и стоит рублей 500 (как целая заправка).
Еще есть вариант — покупка баллона из обменного фонда заправки.
Вкратце: по цене нового вы получаете уже 100 раз перезаправленный баллон, имеющий вид как с помойки! Весь облезлый, возможно с подтравливающим вентилем. При последующей заправке вам не нужно перезаправлять свой баллон — вы просто платите как за заправку, сдаете пустой, и вам сразу дают другой, уже заправленный, такой же облезлый.
Плюсы — такие станции могут быть удобнее расположены, так как не зависят от заправки, часто непосредственно на них ничего не заправляется — баллоны им могут привозить на грузовике, а пустые увозить на заправку, вам не нужно ждать заправки, выданный баллон уже будет испытан и аттестован. Наверное! 😆
В общем, я решил купить свой абсолютно новый баллон на 10 литров за 3500р, и заправлять в дальнейшем именно его — не обменом на новый, заправленный. Когда у моего закончится аттестация, я просто продам его, и куплю себе новый.
Что нужно знать про баллон:
Для эпизодической бытовой сварки покупайте баллон на 10 литров — этого достаточно, а его транспортировка и хранение не доставят проблем.
Имейте в виду, что баллоны бывают с разным размером выходной резьбы на вентиле. У меня баллон и редуктор с резьбой 3/4.
Но, например, маленькие баллоны имеют выход 21.8, а импортные — вообще какие-то свои размеры. Учитывайте это при выборе! Хотя существуют переходники на любой вкус.
Покупайте только новый, уже поверенный баллон.
Новые российские баллоны, сделанные по ГОСТ, имеют срок эксплуатации 5 лет, после этого нужно будет проходить переаттестацию, и теоретически использовать дальше.
Заправляйте именно свой баллон, без обмена.
Чем заправлять?
В основном черную сталь варят либо чистой углекислотой, либо смесью углекислоты и аргона в определенной пропорции.
Углекислый газ (углекислота, CO2) — самое выгодное и по цене, и по емкости в баллоне. Если вы новичок — не думая выбирайте ее!
Углекислый газ тяжелее воздуха, не имеет цвета, практически без запаха.
В нормальном состоянии существует в виде газа, но при повышенном давлении (в газовом баллоне) становится жидкостью. При пониженных температурах замерзает, образуя так называемый сухой лед (при неправильной заправке или эксплуатации возможно замерзание).
Углекислота, сама по себе абсолютно безопасна, она активно используется в пищевой промышленности. Не взрывоопасна, не воспламеняется. Не ядовита. Но убиться ею теоретически можно — если в очень маленьком закрытом помещении без вентиляции открыть вентиль баллона с газом, и просто выпускать его в комнату. 😆
Углекислый газ тяжелее воздуха, он вытеснит воздух, и можно задохнуться. Но такой сценарий в быту крайне маловероятен, а в промышленности для интенсивной сварки в ограниченных пространствах используют специальные дыхательные маски.
Теперь коснемся заправки баллонов!
Перезаправка 10л баллона стоит примерно 400р.
Углекислота в баллон закачивается в виде жидкости.
Кстати, именно поэтому баллон можно использовать только в строго вертикальном положении, вентилем вверх. Иначе на выход в шланг будет идти жидкость, а не газ! (А вот перевозить можно и горизонтально.)
Это работает так — в нижней части баллона плещется углекислота в виде жидкости, с ее поверхности испаряется газ, и в верхней части баллона углекислота находится уже в газообразном состоянии. Вы ее забираете сверху через вентиль, снижая давление, на освободившееся место испаряется еще. Это дает нам постоянное давление на выходе — не важно, полный баллон или жидкости уже на дне — газ все равно будет занимать весь оставшийся объем.
А вот если давление начинает падать — значит баллон пуст, жидкости не осталось, а давление газа падает, так как жидкости уже нет, и больше ничего не испаряется, чтобы поддерживать давление. Это легко проверить, пошатав баллон из стороны в сторону (если у вас 10л баллон а не 40л, конечно! 👍😆) — если в баллоне что-то плещется, значит там еще есть запас.
Аргоновой смеси же в баллон влезает ощутимо меньше, чем углекислоты, потому что эта смесь там исключительно в виде сжатого газа, без жидкой формы, и когда он начинает заканчиваться, не так очевидно, потому что углекислота в баллоне жидком виде испаряется в газ, а аргоновая смесь — чисто сжатый газ. Считается что аргоновый шов красивее и с минимумом брызг. Но брызг от углекислоты не так уж и много, да и в быту для того, чтобы уголок подварить, это абсолютно не важно. Зато мороки меньше, а цена — ниже. Для бытовых целей углекислоты — за глаза. А как начнете варить профессионально — уже можно будет задуматься об аргоне.
Баллоны заправляют не по давлению, а по весу закачиваемой жидкости. Вес пустого баллона известен (выбит на самом баллоне), остальное — вес жидкой углекислоты.
Сколько кг жидкости влезет в мой баллон?
Чтобы узнать, паспортный объем пустого баллона умножаем на 0.6, получаем сколько жидкости в него максимум можно залить. Или просто смотрим паспорт или выштамповку на баллоне.
В 10л баллон закачивается 6 кг жидкости, в 5л — 3 кг, в 40л — 24кг, в 50л — 30кг.
А что такое маленькое давление — стрелка на первой четверти манометра? Мне не заправили баллон? Обманули — не долили углекислоты? Каким должно быть давление на манометре?
Давление в норме, просто шкала у манометра с запасом! )
Нормальное безопасное давление в баллоне с углекислотой не более 70 бар.
Как правило давление правильно заправленного и правильно хранимого баллона — 50-70 бар.
На 200 бар на манометре красная риска — это предел давления, которое выдерживает исправный баллон.
На самом деле под углекислоту часто используют кислородные баллоны — они теоретически выдерживают 300 бар, но под углекислоту их под таким давлением, конечно, не испытывают, тем не менее манометр таки размечен под 300 бар — с небольшим запасом.
Как узнать, сколько в баллоне еще осталось?
Как было написано выше, в случае с углекислотой давление ничего не значит — так как даже минимальное количество жидкости на дне будет испарять газа на то же давление, что и заправленный баллон. Давление постоянно, а если начинает падать — значит баллон вообще пуст, и уже поздно пить боржоми.
А в реальной жизни давление еще и зависит от температуры окружающего воздуха!
Настройка сварочного полуавтомата.

Для кого-то это вообще не проблема. Кто-то нашел "волшебное" соотношение крутилок и уже варит. Но о том, как настраивать полуавтомат "по фен шую" не сильно то и прочитаешь. Люди, обычно описывающие "как настроить", обычно являются опытными сварщиками и им непонятны проблемы новичков. Сам являюсь очень начинающим сварщиком, и думаю, что написанное мною будет полезно тем, кто впервые взял в руки горелку полуавтомата. На то, что предложенное мною, "истина" не претендую.
Для начала — немного "воды". Как должна "звучать" дуга (жжжжжжжжжззззззззззз) — описывать не буду. Поищите в You Tube видео и послушайте, штук 5-10, пока не поймёте какой должен быть звук. Как ни странно — звук дуги у меня был основным ориентиром.
Далее запоминаем, что для сварки в разных пространственных положениях, разных стыков и разных толщин металла будут требоваться разные настройки.
Не существует "волшебной" настройки, при которой будет варить всё.
Для некоторых — это будет откровением, но это суровая реальность. По сути — изменяя настройки полуавтомата — мы регулируем, сколько тепла будет вложено в свариваемые детали и одновременно израсходованного на плавление сварочной проволоки. В тонкие детали (например 0,8 + 0,8 мм) требуется меньше тепла, иначе будет прожог, а сваривая что-то потолще (например 2 + 2 мм) — требуется больше тепла, иначе будет непровар и сваркой просто "насрёт". По аналогии со сваркой электродом "закоренелые" сварные называют это "добавить или убавить ток".
Однако в ПА (полуавтомате) — две основные настройки — напряжение и подача проволоки. Подача проволоки некоторыми производителями может называться "ток", по сути — это одно и то же, так как при увеличении скорости подачи проволоки увеличивается сварочный ток и наоборот. Ручка напряжение — увеличивает или уменьшает напряжение дуги, но сварочный процесс в ПА устроен так, что при увеличении напряжения увеличивается и сварочный ток.
Главное, что надо уяснить — регулировки напряжения и подачи проволоки в полуавтомате — сильно взаимосвязаны. Существует лишь небольшая область взаимных положений регулировок, при которых будет протекать устойчивый, комфортный и "правильный" сварочный процесс. Пояснить это может рисунок из какой-то совдеповской книги:

Мною намеренно были убраны значения по горизонтальной оси. Потому что тут кроется "засада №1":
Настройки полуавтомата зависят от очень многих условий и может потребоваться подстройка, даже если регулировки никто не трогал.
Перечислю лишь несколько пунктов, которые позволят осмыслить сказанное. Настройки ПА изменятся, т.к.:
1) Бюджетные ПА не имеют идентичных параметров настроек из-за разброса параметров деталей при производстве, да и задачи такой перед производителем не стоит, т.е. даже имея два одинаковых ПА — их настройки могут сильно отличаться;
2) Может быть разное состояние питающей сети 220 В, куда подключен ПА — просадки и тонкая проводка будут давать другие настройки относительно нормальной, "жесткой" питающей сети, или просто сосед по кооперативу "врубил" что-то мощное (важное замечание — трансформаторный ПА при просадках сети может варить хуже или вообще не варить, но не поломается, а инверторный — будет варить, но может от просадок сгореть…);
3) Тип (смесь или углекислота) или состав защитного газа — а также точно или нет при заправке выдержали состав смеси, всё это будет влиять на параметры настройки. Поменяли газ и не варит — настраиваем;
4) Летом варили при +35, а зимой — при -25 — будет необходимо разное тепловложение (затраченная на нагрев мощность) для сварки двух идентичных деталей, что потребует разных натроек;
5) Для разного диаметра и марки проволоки — будут разные настройки;
6) Поменяли катушку на новую, заново отрегулировали тормоз катушки — настройки "уйдут" … а может рукав чуть засорился и опять — настройки;
7) Для разного пронстранственного положения и типа стыка-соединения будут разные настройки;
8) При изменении толщины свариваемого металла необходимо соответствующим изменить настройки.
Может что забыл, но не важно. Важно понять, что настраивать или подстраивать ПА придется часто, а для этого самим процессом настройки, умением "поймать режим" и корректировать его — надо овладеть, и сложного в этом ничего нет.
Когда 100% придется заново искать "область рабочих параметров сварки":
1) поменяли диаметр или марку, тип проволоки (например самозащитную на омедненную);
2) изменили тип защитного газа, например углекислоту на смесь, или смесь теперь с другим соотношением газов;
3) поменяли полуавтомат, даже на точно такой же (см. выше).
Хватит "воды", теперь о самой настройке. Буду описывать, как найти ту самую "область рекомендуемых режимов". Про настройку подачи газа — написано много и без меня, как заправлять проволоку и настраивать её прижим — тоже. Будем считать, что это сделано правильно. Первым делом ищем "подопытный" кусок железа толщиной 4-5 мм и размерами примерно 30*30 см — этого хватит. Зачищаем железо до блеска от ржи, краски и всего остального:


после этого выставляем напряжение 15-16 вольт, среднюю подачу проволоки (ток) и готовимся делать "валики" на куске железа таким образом, что бы одна рука была с горелкой, а вторая — могла крутить ручки настройки. Начинаем варить — вести "валик", и одновременно подстраиваем туда-сюда или напряжение или подачу проволоки, добиваемся наиболее красивого звука (подобного тому, что слышали в видяшках), чем чище это жжжжжззззз — тем лучще. На проплавление и форму валика — пока не смотрим, важен правильный звук и вид дуги — равномерный, с небольшими брызгами.
Если при данном напряжении не удалось найти "рабочую точку" — пробуем при чуть более высоком, на 1-1,5 вольта. Очень важно найти то соотношение напряжение/подача проволоки, при котором будет "правильная дуга и правильный звук" — это будет отправной точкой для дальнейшей настройки полуавтомата на работу в зоне оптимальных настроек.
Итак — первая рабочая точка, в которой полуавтомат работает правильно — была найдена. Записываем значения регуляторов, при которых это получилось. Теперь, не изменяя значения напряжения уменьшаем подачу проволоки, и наблюдая за звуком/дугой ищем то минимальное значение подачи проволоки, при котором процесс ешё нормальный и устойчивый. Когда находим минимум подачи, при неизменном напряжении, и устойчивой дуге — записываем это значение. Потом точно так же ищем максимум подачи проволоки при неизменном напряжении. После нахождения максимума — это значение тоже записываем.
На данном этапе — мы имеем одну запись таблицы — при данном напряжении варить следует от такого до такого положения ручки подачи проволоки.
Далее — уменьшаем на 0,5 вольта напряжение и опять ищем минимальную и максимальную подачу проволоки, при которых сварочный процесс правильный и устойчивый. Полученные значения — записываем.
Повторяем "измерения" с уменьшением напряжения по 0,5 В, пока ПА сможет варить — вы сами увидите тот минимум, когда Ваш полуавтомат с уменьшением напряжения перестанет стабильно варить. Главное — не забывать записывать найденные минимумы и максимумы подачи для каждого напряжения.
После того, как были найдены и записаны самые "слабые" режимы работы ПА — возвращаем настройки к первой найденной рабочей точке, увеличиваем напряжение на 0,5 вольта и опять находим минимум и максимум подачи проволоки при "правильном звуке и красивой дуге". Записываем результаты.
Продолжаем производить настройку — измерения, увеличивая напряжение по 0,5 вольта. В определенный момент, после очередного увеличения напряжения Вы увидите и услышите, что больше нет того правильного звука, пошел крупнокапельный перенос металла с проволоки в сварочную ванну (а настраивали всё это время — на "режим сварки короткой дугой с короткими замыканиями"), значит надо остановиться — область настроек найдена.
Согласно собственноручно составленной таблице, где каждому напряжению соответствует минимум и максимум подачи проволоки — можете нарисовать себе график с областью, в которой следует "работать".
После "проб и настроек" кусок железа выглядел так:

У меня, для моего ПА Контур-180, проволоки 0,6 мм и защитного газа углекислота — получился следующий график:

Между зеленой и красными линиями — варит красиво и комфортно.
Для тонкой проволоки — 0,6 мм выяснилась такая особенность в настройках — проще было находить минимум и максимум напряжения при неизменной подаче проволоки. Для проволоки 0,8 мм — было проще измерять так, как описал выше.
Теперь — пару слов, зачем мне это было надо — пользуюсь полученным графиком. Если надо больше "тепла" — выбираю рабочую точку правее по графику, если сильно "жарит" — смещаюсь левее. Если надо больше тепла при той же подаче проволоки в сварочную ванну — в пределах графика добавляю напряжение, и наоборот …
Надеюсь написанное мною было хоть кому-то полезно, и два часа на написание данного "трактата" — были потрачены не зря. Замечания в комментариях — приветствуются, я сильно начинающий сварщик и мог написать что-то не так.
Углекислотный редуктор давления. Регулировка подачи защитного газа

Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Устройство и принцип работы углекислотного редуктора
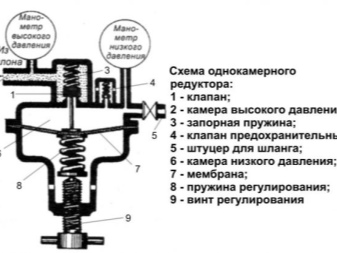
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
- Впускающий клапан.
- Уплотняющие элементы.
- Камеру с регулирующей мембраной.
- Выпускающий клапан.
- Верхнюю пружину.
- Управляющую пружину.
- Присоединительный штуцер.
- Корпус.
- Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
- Запорный вентиль.
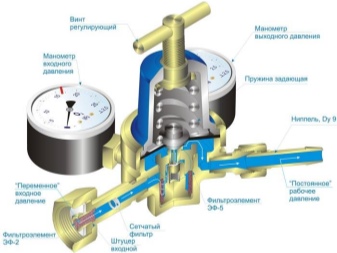
Обычный однокамерный углекислотный редуктор работает следующим образом. Газ под давлением (которое контролируется манометром) из баллона поступает во входной штуцер. Пройдя в камеру, поток СО2 преодолевает сопротивление пружины, и отжимает её вниз, в результате чего газ поступает в полость камеры. Поскольку площадь её сечения значительно больше, чем площадь проходного сечения штуцера, то давление газа в камере понижается. Это изменение фиксируется вторым манометром.

Регулировка
Регулировка натяжения основной пружины производится при помощи регулировочного винта, в зависимости от первоначального давления газа в баллоне. Управляющая пружина опускается вместе с мембраной, открывая отверстие для прохода двуокиси углерода под сниженным давлением к запорному вентилю. Оттуда поток газа по шлангу движется к горелке. Мембрана углекислотного редуктора выполняется из маслостойкой резины, и обеспечивает своё точное позиционирование относительно выходного отверстия. Поскольку со временем давление газа в баллоне снижается, то верхняя регулирующая пружина может опускаться, изменяя площадь проходного сечения впускающего клапана. Углекислотным редуктором возможно и ручное управление потоком газа, для этого достаточно вывернуть/ввернуть регулировочный винт, в зависимости от текущих показаний манометров.
Постоянство давления в камере редуктора обеспечивается за счёт того, что при снижении давления газа, поступающего из баллона, мембрана перемещается вверх, сжимая обратную (верхнюю) пружину, а при увеличении давления – опускается вниз. Выходное же давление остаётся стабильным вследствие соответствующего изменения площади проходного сечения запорного вентиля.

Для обеспечения стойкости мембраны от резкого превышения давления газа (что может вызвать разрыв мембраны) углекислотные редукторы снабжаются предохранительным клапаном. Он срабатывает, когда входной штуцер по каким-либо причинам теряет герметичность и начинает пропускать увеличенный объём двуокиси углерода из баллона.
Конструктивные исполнения
Типоразмеры и характеристики устройств должны соответствовать требованиям ГОСТ 13861-89, ISО 2503-83 и ГОСТ 12.2.052-81. Классификация углекислотных редукторов может быть выполнена по следующим параметрам:
- По числу рабочих камер. Преобладающее количество подобных устройств – однокамерного типа, однако для улучшения стабильности функционирования в условиях пониженных температур наружного воздуха производят и двухкамерные редукторы. Рабочие камеры в таких устройствах расположены последовательно.
- По условиям работы. Различают рамповые, сетевые и баллонные редукторы. Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.
- По принципу открытия/закрытия впускающего клапана редукторы для углекислотного баллона могут быть прямого и обратного действия. Принцип действия редуктора второго типа рассмотрен выше, а в редукторах прямого действия все изменения расхода и давления происходят в обратном порядке. Такие редукторы менее удобны при эксплуатации, а потому используются значительно реже.

Чем отличается кислородный редуктор от углекислотного?
Конструкции углекислотных редукторов весьма схожи с кислородными, и отличаются в основном способами присоединения к вентилям, и – иногда – отсутствием второго манометра. Поэтому часто возникает вопрос – взаимозаменяемы ли кислородный и углекислотный редукторы.
К кислородному редуктору предъявляются гораздо более высокие эксплуатационные требования. Они связаны с тем, что, в отличие от СО2, кислород не сжижается, а потому находится в баллоне под гораздо более высоким давлением (до 200 ат против 70…80 ат – для сжиженного углекислого газа). Поэтому при попадании кислорода в углекислотный редуктор будет происходит постепенное разрушение уплотняющих мембран. Поэтому углекислотный редуктор не используются для подачи кислорода (обратная замена – допустима).

Отличаются редукторы и возможностями вариантов присоединения к баллону. Углекислотный редуктор можно подсоединять при помощи хомута, а не накидной гайки, поскольку СО2 не обладает свойствами пожаро- и взрывоопасности в случае утечек.
Для повышения чистоты газа, поступающего в редуктор, в конструкции впускающего клапана часто предусматриваются очистные фильтры. Наличие фильтра уменьшает опасность стравливания газа обратно в баллон, где он может образовывать поверхностную подушку над сжиженным газом.
Редуктор давления УР 6-6
Отечественной промышленностью выпускается несколько разновидностей редукторов давления – БУО-5МГ, БУО-5-4, БУО-5 MINI, УР 5-3 и др., но наиболее компактным и популярным считается редуктор марки УР 6-6. Его особенности:
- Корпус, изготавливаемый из специального сплава, стойкого к различным тепловым и механическим воздействиям;
- Минимальное значение коэффициента неравномерности давления – не выше 0,3;
- Низкое давление для срабатывания предохранительного клапана – 1,2 МПа;
- Наличие двух манометров, что облегчает процесс регулирования давления углекислого газа.
- Повышенная пропускная способность — до 6 м 3 газа в час.
- Демократичная цена (до 1100 руб., против, например, 1700…1800 руб. за углекислотный редуктор модели БУО-5-4).
Выбор конкретного исполнения углекислотного редуктора для полуавтомата не считается особо критичным, за исключением ситуаций, когда варить/резать металл приходится при пониженных температурах.

Редуктор с ротаметром
Повышенную функциональность (в сравнении с редукторами) обеспечивают регуляторы расхода углекислого газа с ротаметром. В отличие от традиционных манометров, для которых расход приходится устанавливать в зависимости от текущего давления, ротаметры расход показывают сразу. Универсальные регуляторы расхода, в составе которых имеются ротаметры, существенно облегчают работу сварщика, и позволяют оптимизировать расход углекислого газа во время сварки. Цена вопроса – от 1800 до 2000 руб. Технические характеристики регуляторов – расход, давление, температурный диапазон применения – должны соответствовать требуемым режимам сварки.

Регуляторы отличаются от обычных редукторов следующим:
- Если в редукторах выходной штуцер соединяется непосредственно с магистралью, то в регуляторе предусматривается специальная заслонка, которая дросселирует поток СО2, в зависимости от давления газа в баллоне.
- Отверстие в дросселе – калиброванное, что увеличивает точность регулировки расхода. Поэтому большинство моделей регуляторов оснащается одним манометром, показания которого устанавливаются не в единицах давления, а в единицах расхода.
- В некоторых регуляторах предусматривается встроенный электроподогрев газа. Это позволяет проводить сварку при отрицательных температурах, и повышает точность определения фактического расхода газа (в редукторах расход, как правило, перестроить на иное значение невозможно).
- Регуляторы для полуавтоматов могут быть установлены не только на баллон со сжиженной углекислотой, но и на так называемые смесевые баллоны, в которых содержится смесь двуокиси углерода с инертным газом, в частности, аргоном (в соотношении 1:4).
При выборе типоразмера углекислотного редуктора обращают внимание на такие особенности конструкции как устройство регулировочного винта и наличие на нём невыпадающей резьбы (иначе можно выкрутить седло), а также на наличие дополнительного запорного вентиля. Важно также и качество газа: пищевая углекислота отличается пониженной влажностью, поэтому баллон изнутри не ржавеет.
Все о редукторах для полуавтомата

Знать все о редукторах для полуавтомата надо каждому сварщику, даже на начальном этапе. Необходимо понимать четко, как выбирать углекислотный редуктор для полуавтоматической сварки и другие типы таких устройств. Для начала же необходимо разобраться с их техническим исполнением.
Особенности
Главная функция, которую имеет любой редуктор для полуавтомата, — это точная регулировка давления углекислоты или иного газа, подаваемого на полуавтомат. Регулируют его не только в плане понижения или повышения, но и в плане стабилизации. Редукторный блок на сварочном посту содержит:
- клапаны впуска и выпуска;
- камеры с регулировочными мембранами;
- уплотнительные элементы;
- верхние и управляющие пружины;
- штуцеры для подсоединения;
- наружный корпус;
- манометры;
- вентиль, обеспечивающий ручное открытие или закрытие магистрали.

Простой аппарат имеет одну рабочую камеру. Газ из баллона движется внутрь прибора под давлением, задаваемым манометром входа. Далее он оказывается в начальном штуцере, а после прохождения камеры газовый поток встречает сопротивление особой пружины. Поскольку напор оказывается достаточно велик, пружина отдавливается, и начинается свободное поступление струи в особую полость. Сечение камеры многократно крупнее, чем диаметр на вводе в штуцер, и потому второй манометр регистрирует сокращение давления.
Особый винт позволяет отрегулировать степень натягивания главной пружины. Она приспосабливается к исходному баллонному давлению. Пружина управления идет вниз одновременно с мембраной. Потому газовый поток может беспрепятственно поступать к запирающему вентилю. Далее он поступает на горелку. Мембрана редуктора делается из стойкой к маслу резины и точно позиционируется по отношению к выходу.
Постепенно давление внутри баллона понижается. В результате верхняя пружина может опуститься, корректируя площадь сечения на впускном проходе. Редуктором можно управлять и вручную. Винт для этого вкручивают или выкручивают определенным образом.
Надо только ориентироваться на текущие параметры, которые выдает манометр.
Виды и маркировка
Для полуавтоматической сварки может применяться редуктор с различным числом камер. В подавляющем большинстве случаев применяют однокамерные модификации. Но в ряде случаев критически важна стабильность использования оборудования при низкой температуре. В такой ситуации наиболее привлекательны двухкамерные модели. Отсеки обычно располагают по последовательной схеме.
В любом случае редуктор должен отвечать нормам:
- ГОСТ 12.2.052-81;
- ГОСТ 13861-89;
- ISO 2503-83.
Углекислотные сварочные редукторы различают еще и по условиям применения. Рамповые модели используют на сварочных участках многопостового типа. Сетевые устройства получают газовый поток от стационарной магистрали, которая сообщается с углекислотной промышленной станцией. На небольших рабочих площадках, на строительных площадках и в быту применяют баллонные редукторные узлы. Их преимущественно проектируют из расчета на несколько меньший удельный расход СО2 и на небольшой разброс газового давления.



Открытие и герметизация клапанного узла впуска может происходить по прямой или по обратной методике. Вторая разновидность только что описана выше. При «прямом сценарии» этапы работы меняют порядок. Подобное решение намного менее удобно. Его применяют потому существенно реже.
Кислородный редуктор устроен практически так же, как углекислотный аналог. Разница касается преимущественно методов подключения к вентилям и числа применяемых манометров (1 или 2). Редукторы для кислорода должны отвечать повышенным эксплуатационным требованиям. Причина проста: кислород не может находиться в сжиженном состоянии, и потому внутри баллона давление достигает иногда 200 атмосфер. Для сравнения: у углекислоты этот показатель составляет 70-80 атмосфер.
Если критична чистота поступающего вещества, необходимы специальные фильтры.

Российская промышленность поставляет различные модели редукторов. Популярностью пользуется УР 6-6. Корпус формируют из особого сплава, который отлично удерживает тепломеханические воздействия. Прочие параметры:
- неоднородность газового давления максимум 0,3;
- предохраняющий блок срабатывает при показателе 1200 КПа;
- благодаря двум манометрическим узлам проще влиять на давление углекислоты;
- предельный пропуск газа — 6 м3 за час.
Если обычной функциональности не хватает, необходимо применять не простые редукторы, а регулирующие устройства с ротаметрами. Они демонстрируют расход газа немедленно. Стоимость подобных аппаратов, однако, заметно выше. Отверстие внутри дросселя тщательно калибруется.
Иногда газовый поток подогревается за счет электрического модуля.
Как выбрать?
Основное внимание надо уделять тому, как устроен регулирующий винт. На нем в идеале должна быть невыпадающая резьба. Если она выпадает, велик риск выкручивания седла. Полезен и вспомогательный запорный вентиль. Предельно актуально учитывать цветовую маркировку редукторного узла:
- голубой с черным шрифтом — кислород;
- черные тона и синеватая маркировка — аргон инженерного класса;
- красный шрифт на белом фоне — ацетилен;
- белый шрифт на темном — сырой аргон;
- желтая надпись на темном основании — двуокись углерода.
Стоит учесть ограниченную взаимозаменяемость редукторов различных типов. Теоретически не возбраняется заменять кислородный редуктор аргоновым и наоборот. Однако рассчитанное на кислород устройство будет работать ощутимо хуже, как только давление опустится до 1 бар и ниже. Хорошее устройство для чистого аргона — АР-40-2. Если же нужно использовать как аргон, так и углекислоту, оптимальным выбором может стать АР-40/У-30.
На специализированных производственных участках применяют УР-6-4ДМ и аналогичные устройства. Модели иногда имеют пару ротаметров. Не стоит думать, что они позволяют подавать газ сразу на две разные горелки. Цель совсем другая — использование для особо ответственных конструкций. К одному расходному узлу добавляют горелку, а через второй идет поддув с другой стороны.



О том, как настроить давление на редукторе для сварки, вы можете узнать ниже.
Читайте также: