Как называется инструмент для сварки
Обновлено: 17.05.2024
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки (См. Сварка). К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).
Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги (См. Сварочная дуга) в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке (См. Газопламенная обработка) — газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа).
Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании (рис. 2, а) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование (рис. 2, б) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (α и β), одна из которых (β) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки (См. Контактная электросварка) применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.
Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении).
Сварочный выпрямитель — преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического (См. Дроссель электрический), коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями.
Газовый генератор — аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый).
Сварочный автомат для дуговой сварки — комплекс механизмов и приборов (рис. 4), с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги. Взамен сложных установок для автоматической сварки часто применяют сварочные тракторы (См. Сварочный трактор) — переносные самоходные автоматы. Существуют сварочные автоматы и самостоятельные подвесные головки, осуществляющие электросварку одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к самостоятельным источникам. Применяются также аппараты для сварки неплавящимся угольным или вольфрамовым электродами (рис. 5).
Сварочный полуавтомат, или шланговый полуавтомат, — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах (См. Сварка в защитных газах), сварку открытой дугой и сварку под флюсом (См. Сварка под флюсом). Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке (См. Газовая сварка) для регулирования сварочного пламени, называется сварочной горелкой (См. Сварочная горелка).
Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны.
Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки.
Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974.
Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания.
Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо.
Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой.
Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса.
Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик.
Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Полезное
Смотреть что такое "Сварочное оборудование" в других словарях:
Сварочное оборудование — Термины рубрики: Сварочное оборудование Автомат для дуговой сварки Автомат сварочный Агрегат сварочный Аппарат сварочный … Энциклопедия терминов, определений и пояснений строительных материалов
сварочное оборудование для соединения полиэтиленовых труб и деталей с высокой степенью автоматизации — Сварочный аппарат (машина), имеющий компьютерную программу основных параметров сварки, компьютерный контроль за их соблюдением в ходе технологического процесса, компьютерное управление процессом сварки и последовательностью этапов… … Справочник технического переводчика
сварочное оборудование для соединения полиэтиленовых труб и деталей со средней степенью автоматизации — Сварочная машина, имеющая частично компьютеризированную программу основных параметров сварки, полный компьютеризованный контроль за соблюдением режима сварки по всему циклу, а также осуществляющая регистрацию результатов сварки и их последующую… … Справочник технического переводчика
СВАРОЧНОЕ ОБОРУДОВАНИЕ И ОСНАСТКА — комплекс основного и вспомогательного оборудования и оснастки, применяемых при сварке. Основное оборудование включает источники питания сварочной дуги постоянным или переменным током и сварочную аппаратуру для электро и газовой сварки. Основные… … Морской энциклопедический справочник
аттестованное сварочное оборудование — 3.1.3 аттестованное сварочное оборудование: Сварочное оборудование, прошедшее аттестацию и имеющее свидетельство об аттестации в соответствии с требованиями title= Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и… … Словарь-справочник терминов нормативно-технической документации
подводное сварочное оборудование — Технические средства и приспособления, предназначенные для сварки и резки металлов, осуществляемых при полном погружении зоны дуги в воду. [ГОСТ Р 52119 2003] Тематики техника водолазная Обобщающие термины средства обеспечения водолазных работ … Справочник технического переводчика
подводное сварочное оборудование — 132 подводное сварочное оборудование: Технические средства и приспособления, предназначенные для сварки и резки металлов, осуществляемых при полном погружении зоны дуги в воду. Источник: ГОСТ Р 52119 2003: Техника водолазная. Термины и… … Словарь-справочник терминов нормативно-технической документации
Оборудование механическое для сварки — Оборудование механическое для сварки – оборудование, предназначенное для установки свариваемых частей в удобное для сварки пространственное положение, перемещения их при сварке, а также для размещения и перемещения сварочного оборудования… … Энциклопедия терминов, определений и пояснений строительных материалов
Обзор инструментов сварщика
Сварка является одним из самых популярных и распространенных производственных процессов. При этом специалисты из данной сферы задействованы на самых разных предприятиях. Однако для того чтобы максимально эффективно и качественно осуществлять процесс сварки, необходимо обладать соответствующими инструментами. Сегодня в нашей статье мы поговорим о том, какое оборудование необходимо каждому сварщику.


Что это такое?
Необходимые для сварщика инструменты включают в себя большое разнообразие специализированного оборудование, которое имеет особое назначение. В зависимости от конкретного типа сварки, который осуществляет тот или иной специалист (например, называется ручной дуговой), могут понадобиться те или иные инструменты. Однако в любом случае какое-то оборудование является необходимым.
Важно сказать, что профессиональные специалисты выдвигают строгие требования к используемому оборудованию, так как не только квалификация работника, но и качество используемых устройств оказывает значительное влияние на итоговый результат работы.
Разновидности и их описание
В арсенал сварщика входит большое количество разнообразных инструментов, которые принято подразделять на категории.
Основные принадлежности
Шлакоотбойный молоток (или зубило) является одним из основных инструментов сварщика, без него не сможет обойтись ни один профессионал. Особенно актуальным данный инструмент будет для тех специалистов, которые регулярно имеют дело с ручной дуговой сваркой. Как можно догадаться из названия данного изделия, его основное назначение – это избавление от шлака.
Так, например, в ходе осуществления сварки поверхность шва может покрываться нежелательной коркой (чаще всего это происходит в том случае, если вы осуществляете сварку покрытыми электродами и при автоматической сварке под флюсом). Кроме того, может образовываться окалина, которая, по сути, представляет собой продукт окисления железа при его нагревании. Помимо удаления шлака, с помощью молотка можно чистить первый проход при формировании многослойных швов, снимать капли расплавленного металла с поверхности околошовной зоны, а также вносить корректировки в непосредственную форму заготовки.


Еще один важный инструмент для профессионального сварщика – это электрододержатель. Традиционно данное устройство используется для надежного закрепления электрода и подвода к нему сварочного тока. Существуют определенные требования, которые выдвигаются со стороны специалистов по отношению к электродержателям.
Так, например, данный инструмент в обязательном порядке должен выдерживать минимум 8000 зажимов и при этом обладать небольшой массой. На сегодняшний день на рынке можно найти 2 основных типа электродержателей: винтовой (в его конструкцию входит держатель, который не проскальзывает в руке, верхняя поворотная часть, которая удерживает электрод) и устройство с зажимом.
Также к основным инструментам сварщика можно отнести стальную щетку, которая предназначена для очистки металла от различного рода загрязнений, ржавчины, пыли и т. д. Сварочные кабели – это те изделия, которые применяются для отдвода тока к электрододержателю и изделию от источника питания. Важно, чтобы эти кабели были достаточно гибкими, поэтому большое количество профессиональных сварщиков отдает предпочтение таким маркам как РГД, РГДО, РГДВ, КГ, КОГ, КПГ, КСсш. При этом наиболее оптимальной длиной кабель является показатель в 200-300 см.
В ходе выполнения сварочных работ специалист также использует зажимы для обратного провода (или клеммы заземления).
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
Разновидности аппаратов для сварки

Сварочные аппараты
В промышленности и быту для соединения заготовок из металла применяют различные виды сварочных аппаратов. Для этого приобретают разные типы современных агрегатов.

Классификация оборудования для сварки
Существует несколько классов устройств, отличающихся по характеристикам, предназначению и применению расходных материалов.
Прочный неразъемный шов создается термическим воздействием на кромку деталей. В образовавшуюся из расплавленного металла ванну поступает присадочный материал, повышающий свойства сопряжения.
У этого вида сварки есть несколько разновидностей :
- Дуговая – самая распространенная. Отличается широким выбором аппаратов для производства работ. В быту используют преимущественно инверторы. Полуавтоматические аппараты производят операции в среде защитного газа. Сварка в автоматическом режиме требует минимального вмешательства оператора: он лишь выбирает программу, а подбором оптимальных параметров занимается электроника.
- Газовая с горелкой и баллоном для горючей смеси.
- Электронно-лучевая. Работает на основе преобразования кинетической энергии в тепловую. . Применяется на промышленных предприятиях, обеспечивает максимальную точность обработки.
- Термитная. Использует восстановительные свойства магния. При этом выделяется большое количество тепла.
- Электрошлаковая. Работает только в автоматическом режиме.
Сварка давлением использует такие технологии:
- Точечную контактную с применением медных стержней, диаметр которых ограничивает площадь контакта.
- Соединение сопротивлением на основании закона Джоуля-Ленца. Используется тепловое воздействие электричества.
- Оплавление, изобретенное для соединения больших труб под водой. Изоляция места сварки происходит с помощью специальной камеры.
- Трение, возникающее при вращении одной или обеих свариваемых деталей, дало название одноименной методике.
Кроме того, есть сварочные инструменты и оборудование для нанесения покрытий газотермическим и вакуумным методом, а также с помощью легирования. После такой обработки повышаются качественные свойства поверхностей заготовок.
Полуавтоматические аппараты MIG и MAG
Они используются для сварки плавлением в среде защитных газов. Первый работает с аргоном, гелием и другими веществами инертной группы. Поэтому и возникло название metal inert gas welding.Технология именуется MAW – Gas metal Arc welding.
Она исключает возникновение химических реакций во время расплава металла и имеет такие преимущества:
- отсутствие ядовитых паров;
- легкий розжиг и поддержка дуги;
- малый расход проволоки;
- возможность соединения тонких деталей.
В состав аппарата входят:
- генератор тока в виде инвертора или трансформатора;
- газовый баллон с редуктором;
- кабели и шланги;
- устройство подачи электрода.
Вторая разновидность работает в углекислом газе (metal active gas welding). Он дешевле инертного, поэтому сварка получается экономичнее. Только работать можно лишь с легированными и низколегированными сталями.
Чаще всего приобретают аппараты, в которых совмещены оба вида сварки. Этим достигается эффективность и универсальность процесса.

Оборудование с трансформатором
Это самый старый вид сварочного аппарата. Однако из-за простоты устройства его до сих пор используют на предприятиях и в домашних условиях.
- сердечника;
- первичной и вторичной обмотки;
- корпуса.
На выходе образуется переменный ток. Во время сварки металл разбрызгивается во все стороны, что отрицательно сказывается на качестве шва.
Из преимуществ выделяют:
- простоту конструкции, использования и обслуживания;
- надежность;
- низкую стоимость;
- КПД до 90%.
- большие габариты и вес;
- повышенный расход электроэнергии на разогрев аппарата и дополнительный вентилятор охлаждения;
- зависимость от качества питания – снижение напряжения в сети прямо пропорционально влияет на выходной ток;
- для работы нужны навыки сварщика; новичкам сложно удержать качественную дугу.

ММА-выпрямители
В классификации сварочного оборудования такие агрегаты расположены между инверторами и трансформаторами. Имеют в составе дополнительный компонент – тиристорный или диодный выпрямительный блок. Если добавить дроссель, то можно регулировать ток и другие характеристики. Это позволяет работать даже неопытному сварщику.
К достоинствам таких сварочных аппаратов относят:
- достаточно высокое качество шва;
- доступность сварки чугуна и цветных металлов с помощью специальных электродов;
- стабильность и непрерывность дуги;
- возможность использовать устройство в домашнем хозяйстве;
- невысокую цену.
Инверторные аппараты
Среди всех типов сварочных аппаратов это самое современное оборудование, главное качество которого – простота в использовании и доступность для покупателей разного достатка.
По технологии сварочного процесса инверторы делятся на такие категории:
- ММА для ручной сварки. Работают с покрытыми электродами, небольшие и легкие, просты в обслуживании, с качественными швами. Эти достоинства позволили им стать самыми популярными для домашнего применения и установки в небольших цехах и мастерских.
- Полуавтоматы MIG и MAG, более мощные. Предназначены для использования на производственных предприятиях.
- Для сварки в инертном газе TIG. Так называется аппарат для профессиональных работ с дополнительным оборудованием и электродами (вольфрамовыми плавящимися и неплавящимися).
- Для плазменной сварки CUT. В основном предназначены для резки с высокой точностью и качеством кромки. Могут резать заготовки большой толщины.
Функционально инверторы делятся на несколько групп:
- Легкие, компактные бытовые, самые многочисленные на рынке. К их покупке нужно подходить ответственно, изучать спецификации, выбирать крупные торговые точки и производителей.
- Более дорогие профессиональные. С их помощью выполняются операции любой сложности. К их достоинствам относят надежность и долговечность даже на крупных предприятиях.
- Специализированные. Предназначены для работы с точечными и лазерными технологиями в промышленных масштабах.

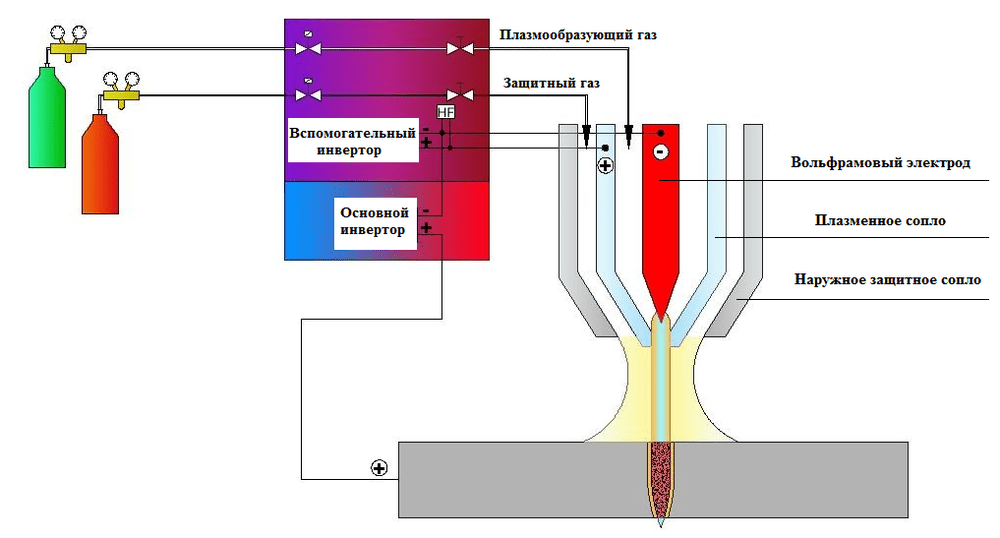
Плазменное оборудование
Такой тип сварочных аппаратов быстро набирает популярность среди производственных предприятий машиностроения, судостроительных заводов, коммунальных и ремонтных служб, рекламных агентств. Этому способствуют компактность, малые энергозатраты и безопасность в работе.
Устройства бывают струйными или дуговыми.
- микроплазменные для обработки заготовок малой толщины;
- модели, работающие на средних и больших токах.
Плазма в аппарате получается при использовании воздуха, водяного пара, а также газов:
- кислорода;
- водорода;
- азота;
- аргона.
Сопло охлаждается и удаляется окалина с кромки металла с помощью газового или водяного потока. Для резки доступны материалы толщиной до 200 мм.
К преимуществам плазменных аппаратов относят:
- скорость резки и сварки;
- точность швов и резов;
- не надо покупать дополнительный баллон для газов;
- во время работы оператор находится в безопасности;
- дуга все время стабильна;
- доступность ручного и автоматического режима;
- заготовка при выполнении операции не деформируется;
- возможность работы в труднодоступном месте;
- редко ломается, прост в обслуживании.
![Плазменная сварка.]()
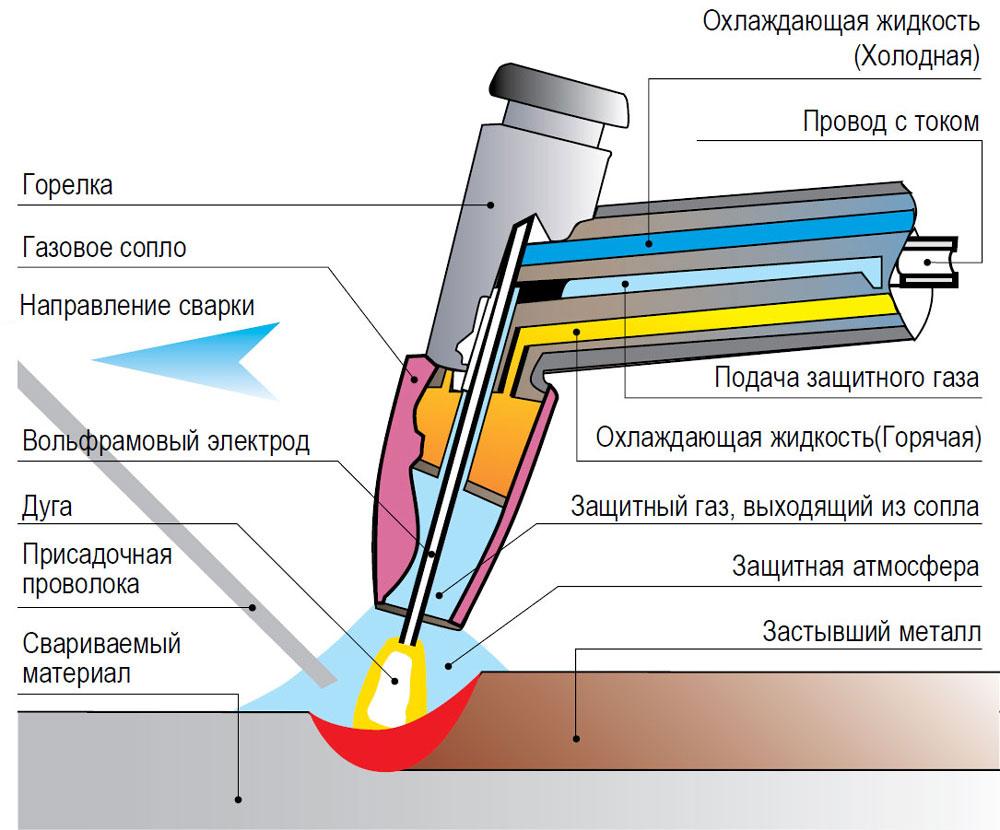
Оборудование для аргоновой сварки
Швы, получаемые с помощью такого аппарата, аккуратнее, чем при технологии ММА. Их не нужно зачищать, а для соединения доступно 8 видов металлов. Несмотря на то что их использование в домашнем хозяйстве ограничено, в продаже есть немало плазменных моделей, не отличающихся по функционалу от промышленных.
Составные части у них одинаковы:
- источник питания постоянного или переменного тока;
- редуктор газовый;
- горелка особой конструкции;
- осциллятор для преобразования тока в высокочастотный импульс для создания дуги.
Для аргонодуговой сварки используются неплавящиеся электроды, чаще всего вольфрамовые, с повышенным ресурсом.
Замена на новый происходит по мере выработки. Аргоновая среда позволяет обрабатывать сплавы, недоступные при других условиях из-за окисления на воздухе и образования пленки – амальгамы.
Преимущества метода TIG:
- отсутствие местного нагрева не допускает деформации заготовки;
- из-за малой толщины электрода швы получаются узкими, герметичными и аккуратными;
- возможно применение присадки;
- не образуется шлаковая корка;
- не нужна последующая механическая обработка места соединения;
- допускается сваривать цветные металлы и нержавеющую сталь;
- не образуется окалина, прилипающая к поверхности детали.
- работает медленнее чем MIG;
- из-за широкой горелки нельзя работать в труднодоступных местах;
- сопло из керамики ограничивает обзор;
- для получения качественного шва нужен навык работы;
- постоянно занята вторая рука – подает присадку, которая быстро заканчивается из-за малой длины (большую неудобно держать);
- высокая стоимость электродов из вольфрама;
- расходы на покупку аргона;
- невозможность работы при сильном ветре из-за незащищенности деталей (при сдувании аргона сварочная ванна остается без защиты).
Точечный сварочный аппарат
Они бывают переносным, удобными для дома, и стационарными, устанавливаемыми преимущественно на заводах. Кроме того, оборудование может предназначаться для односторонней (в виде пистолета и шланга, с обратным молотком) и двухсторонней сварки, предназначенной для соединения листов металла внахлест. Она востребована в автосервисе для кузовного ремонта.
Преимущества такой технологии следующие:
- низкие расходы на электричество и расходные материалы;
- высокую эффективность;
- не нужен опытный сварщик;
- не прожигает детали толщиной 0,5-1,0 мм.
Исходя из того, какие бывают типы сварочных аппаратов, выбирают модель, которая будет отвечать всем требованиям покупателя.
Инструменты сварщика
![Инструменты сварщика]()
Сварочный пост для удобства и безопасности работы должен быть оборудован всем необходимым. Помимо сварочного аппарата, сварщику нужны специальные инструменты, которыми он мог бы подготавливать свариваемый металл и отделять шлак.
В оборудование сварочного поста мы вдаваться не будем, это тема для отдельной статьи. Сегодня мы расскажем об инструментах сварщика, что должно быть в наличии, и без чего нельзя качественно варить металл.
![Инструменты сварщика]()
Конечно же, здесь во многом зависит род задач выполняемых при сварке. И если одному сварщику для выполнения работы нужен только молоток, болгарка и сварочный аппарат, то вот другому никак не обойтись без инспекционного зеркала и шаблонов.
К инструментам и принадлежностям сварщика относятся:
Электрододержатель — именно этим приспособлением сварщик держит горящий электрод. Держатель электрода должен быть удобным в работе, нельзя чтобы он весил слишком много. Оптимальный вес электрододержателя — не более 0,5 кг.
![Электрододержатель]()
Сварочная маска — без этого приспособления не было бы возможности варить. Маска для сварки защищает глаза и лицо от ультрафиолета и «зайчиков». Поэтому, чем качественней будет сварочная маска, тем безопасней получится варить. Оптимальным вариантом в данном плане является автоматическая маска Хамелеон.
![Сварочная маска]()
Сварочный аппарат — без него не было бы сварки вообще. Сегодня наибольшую популярность получили сварочные инверторы, которые имеют небольшой вес и маленькие габариты. Носить такой аппарат можно прямо на плече.
Сварочные провода — через них ток идёт от сварочного инвертора к зажиму массы и электрододержателю. Сварочные провода должны быть толстыми и находится в качественной резиновой изоляции. От этих двух условий зависит безопасность проведения сварочных работ.
Без чего нельзя обойтись сварщику
В следующий список вошли инструменты не менее важные, а именно:
Сварочный молоток — небольшой молоточек с заострённым концом, чтобы сбивать шлак с наплавленного металла. Увидеть качество сварочного шва получится только после полного удаления шлаковой корки с его поверхности. Молоток для сварки можно купить, но большинство сварщиков предпочитают изготавливать его самостоятельно, так сказать под свои нужды и потребности.
![Сварочный молоток]()
Щётка по металлу — используется для предварительной подготовки поверхности. Сюда можно приобщить и болгарку, которой можно счищать ржавчину с металла.
Зубило — не менее важный инструмент сварщика, который необходим для вырубки дефектов сварочного шва. Также зубило используется для подготовки кромок свариваемых металлов, например, при сварке чугуна.
Измерительные инструменты сварщика
Кроме того, нельзя не упомянуть и об измерительных инструментах сварщика.
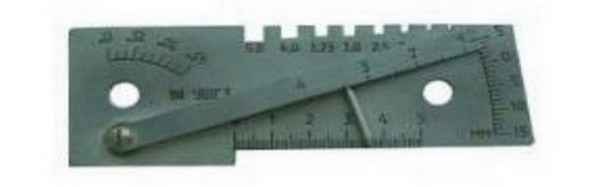
![Универсальный шаблон (УШМ-3)]()
Универсальный шаблон (УШМ-3)
В первую очередь это универсальный шаблон (УШМ-3), с помощью которого можно осуществлять замеры глубины дефекта, превышение кромок сварочного шва, высоту, зазоры, и многое другое.
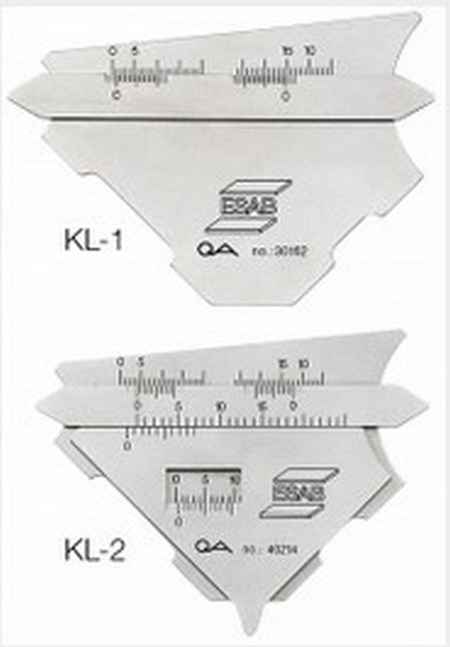
![Шаблон сварщика KL-1]()
Шаблон сварщика KL-1
Шаблон сварщика KL-1 используются для измерения катета сварочного шва при угловом соединении. Ну а шаблон KL-2 применяется для того, чтобы произвести обмер угловых сварочных соединений.
Читайте также: