Как отключить горячий старт на сварочном инверторе ресанта
Обновлено: 18.05.2024
Основной профиль работы-сварка труб диаметром от 25 до 89мм, стенка 2-4 мм, давление от 1,5 до 12кг.
Рабочая среда-пар. Среднее расстояние от электросети 25-35 м, иногда до 50..
В чем, собственно, беда:
При сварке на удлинителях длиной 50-100 метров, с постоянной скоростью и постоянным наклоном электрода,
без поперечных колебаний, форма ванны меняется произвольно через произвольное время.
Но это ещё не всё. в инструкции прописан автоматический форсаж дуги. И вот когда выходишь с потолочного
положения на вертикальное, включается этот пиииииииииииииииии форсаж. И на 5-ти часовой отметке получается
Внутрь этой сволочи залезть нельзя-гарантия. Может подскажете чего?
шприц одноразовый кубиков 10 с водой , из далека со стороны вентилятора при работе аппарата, что б никто не видел, а потом руки в сторону мол так и было.
Тут соседу задарили ресанту 140А. Просил испробовать - ток 120А по крутилке( по ощущениям 90-100А на Пико или на Торусе), не допалил пять сантиметров тройки ОК 46.00 - отрубился. Но включился вновь. Второй электрод шел с постоянными " отрубями" Так что шприц надо с кислотой и в снабженца. Эта чудотень для дома норм, заборки подшаманивать, а не на производстве. Ибо творения эти как яйца Фаберже, один другова уникальние!
Пока сам не купишь, будешь дерьмом работать.
Тут соседу задарили ресанту 140А. Просил испробовать - ток 120А по крутилке( по ощущениям 90-100А на Пико или на Торусе), не допалил пять сантиметров тройки ОК 46.00 - отрубился. Но включился вновь. Второй электрод шел с постоянными " отрубями"
Аппарат просто бракованный попался этот конкретно. (Дареному коню в зубы не смотрят, но аппарат, походу, просится в ремонт).
По этим машинкам (Ресанта САИ 140) есть данные, что они врут по току немного. Реальный Макс она выдает около 130 А (что неплохо), при Uхх в 92 В. ПВ ее болтается в районе 80%. Это значит, что на токе около 130 А она проработала около 9 минут, потом ушла на отдых на пару минут. У нее есть все фичи- антистик, хотстарт и форсаж дуги. От аппарата к аппарату цифра может колебаться, но несильно. Эти данные - результаты реальных "правильных" испытаний, выполненные нормальной конторой. Я им доверяю.
Для производства САИ140 слабовата конечно, а для разовых домашних нужд- вполне сойдет, да. Как вам понравилось жечь на ней основные электроды? 100-110 реальных А хватит за глаза для любой УОНИ 3 мм. (ОК 46 понятно, оно везде будет гореть неплохо). Мне не доводилось еще Ресантами варить. Другой вопрос, как они поведут себя при пониженной сети.
Что касается Ресанты САИ 220, то оно выдает реальный макс в районе 186 А, Uхх 96 В. ПВ поменьше, конечно (но и ток, слава Б-гу, 186 А). На таком токе оно работает до отвала 4 мин при 30 С жары. (При 24 С - 6 минут). Потом очухивается пару минут.
Однако 30-50 м до сети могут все испортить до неузнаваемости.
Для производства САИ140 слабовата конечно, а для разовых домашних нужд- вполне сойдет, да. Как вам понравилось жечь на ней основные электроды?
Вы смеетесь? Мне даже в голову не могло прийти пихать туда основные. Я не извращенец. Какие 130А . Откуда? Там край 120А на хорошей сети около розетки.
Данные провереной конторы в студию или я подумаю что вы пиарите это недосварочное недооборудование.
Да ладно. Напрасно не попробовали. Я не собираюсь пиарить Ресанту. Сто лет не надо. Просто есть цифирь. Я на ее распространение прав не имею. Всем не стану ее приводить, вам в личку выдержку кину. Если все вам доверяют, можете поделиться своим мнением.
saper24, Ваш сосед еще на месте? Что с аппаратом стало? Может, ради нас пихнете туда (все же) УОНИ? Поделитесь мнением. Жуть, как интересно. Честно. Если аппарат неисправный, то не носили ли его чинить? Для УОНИ много не надо, в чем проблема организовать реальный ток в 90-100 А?
Я думаю, что 90А. ну 100А это край.)
saper24, Ваш сосед еще на месте? Что с аппаратом стало? Может, ради нас пихнете туда (все же) УОНИ? Поделитесь мнением. Жуть, как интересно. Честно. Если аппарат неисправный, то не носили ли его чинить? Для УОНИ много не надо, в чем проблема организовать реальный ток в 90-100 А?
Сосед на месте, аппарат нулевый, на кой туда пихать основные коли он на рутиловой тройке начинает дугу рвать? А сли это брак то что выходит, берешь в магазине ресанту и неси ее чинить по гарантии сразу? Весело. Меня чужие мнения и цифры мало волнуют, коли я что то видел своими гдазами. Да еще и щупал.
Ресанта это не сварочный аппарат а наказание для сварщика.
serga01net, да о каких данных секретных вы говорите. Есть токовые клещи, прицепил, ручку крутанул, электрод вставил и вари и смотри.
Что тут секретного?
Такие инверторы не выдают написанного. Это уже все и давно известно, тем более 80% ПВ.
Для дома для семьи, этих 140А-х аппаратов мало. Только что жесть заборную варить. При условии, что будет не добротная сеть 220В и метал не 0.5 толщины, то иногда и все 120 и все 140 надо крутануть. Поэтому даже для дома нужен аппарат не менее 150А и честных 150А. А не абы каких попугаев!
вот не надо. Теперь и жигуль не автомобиль? Всем по мерседесу?!
Ну не надо. Все для своих задач. Просто МАНАГЕРЫ втюхивают бытовуху под серьезные задачи.
Но для сварки электродом на даче вполне адекватное оборудование за адекватные деньги.
Сосед на месте, аппарат нулевый, на кой туда пихать основные коли он на рутиловой тройке начинает дугу рвать? А сли это брак то что выходит, берешь в магазине ресанту и неси ее чинить по гарантии сразу? Весело. Меня чужие мнения и цифры мало волнуют, коли я что то видел своими гдазами. Да еще и щупал.
Рвать дугу может не только по причине плохого аппарата, но еще и по причине плохой массы, электроды сырые да еще и самое . как и аппарат. + просажены 220В до минимума - 160-170В.
Сразу нести . так и в мастерской сразу пошлют. Надо делать анализ. Если зуб болит, то сразу его не вырывают.
зарабатываем и получаем удовольствие от процесса.
Сведения принадлежат заказчику испытаний (он заплатил за них деньгу и немалую, он и распоряжается ими), их нельзя просто на всеобщее обозрение. Хотя они и в пользу Ресанты. Возможно, заказчик и есть ресанта и ему было бы даже выгодно. Но мы не знаем кто он. И потому не надо. Так спокойней для всех.
Ну, дык! Никто ж не делает. Я могу только для Интерскола выложить. И то- когда сниму че-то качественно. А то пока какашное качество видео получилось.
Совершенно с Вами согласен.
serga01net, так я сам цеплял токовые клещи. И все, что копеечное ни когда не попадало в заявленное. А тем более ПВ. От куда ПВ 80% при таком токе в 130-140А?
Он быстрее уйдет в перегрев. Но 130-140А это как раз у 160А аппаратов. И то в таком случае ПВ будет около 30-40% при 20 градусах.
И еще один момент не в сторону дешевки, если качественное оборудование то после перегрева оно возвращается в работу, то дешевка не всегда может прийти в себя.
Поэтому если кто и делал исследования, то не понятно на чем и чем. Ведь давление воздуха так же можно померить, пальцем в носу по-тыкая.
Есть инструмент и КИТАЙСКИЕ токовые клещи только как ориентир можно взять . за очень и очень сомнительный.
Лично я не любым тестерам верю. А так же даже штангенциркуль в руках покручу, прежде чем мерить.
Не в качестве видео затык, а в показаниях и замерах. Это важнее. Хоть руками отпишитесь, то если это сделано то тогда можно и марку тестера или токовых клещей написать.
Смысл мерить? Если человек покупая это . верит, что оно может, то измерение в видео ни о чем ему не докажет. Ведь измерения важны для тех кто знает и сравнивает с другим, но желает купить дешевле без переплат. Вот тут важно получить достоверную информацию, чтобы подготовиться самому, что можно выжать, а чего нельзя.
Все остальное на уровне: "бабушка, Ванга, сказала".
Еще дополню к вышесказанному что за 8 рублей аппарат для профработы не купишь!
Про100сварщик, про вас то мы и забыли
Ни чего не сделать, даже если бы был не гарантийный. Ну кроме выключения форсажа.
Поэтому либо по гарантии, либо мучатся и работать на том, что дали.
Просьба не хамить мне,а не то буду жмать кнопку жалоба
serga01net,да ладно вам,пару лет назад тоже известная фирма замеры делала по ресантам и хочу вам сказать,что оно полное г. о,параметры очень сильно расходятся с заявленными.
Рвать дугу может не только по причине плохого аппарата, но еще и по причине плохой массы, электроды сырые да еще и самое . как и аппарат. + просажены 220В до минимума - 160-170В.
Сразу нести . так и в мастерской сразу пошлют. Надо делать анализ. Если зуб болит, то сразу его не вырывают.
Я не вчера родился. Варил у себя в мастерской своим ЕВэМчиком, все пучком , сеть в порядке( постоянно работающий цифровой вольтметр имеется), электроды домашнего хранения( не прокаленные, пардоньте). Позвал сосед. Я вышел, он сказал что подарили ему аппарат, на мол попробуй как он. Ну я на той же сети, теми же электродами и попробовал. Поставил ручку на 120А и вяленькой дугой стал класть валик. Когда оставалось сантиметров пять электрода( моргнула аварийка, по словам соседа) , дуга оборволась( в виду отсутствия напряжения на электроде) . Потом заработало все снова. Я добил тройку ОК 46.00 и зажег вторую. На второй аппарат начал прерывать подачу тока гораздо чаще. Раза три точно. Тут я уже смотрел на его морду. Мигнула аварийка, пропала дуга. И это на улице весной в тени. Отходил быстро но ненадолго. Вот и весь сказ. Разбираться тут не в чем.
1 не известно что за цифровой вольтметр. Может и привирает
2 просадки короткие вольтмерт ваш может тупо не почувствовать
3 в дорогих моделях не только силовая часть из деталей с запасом но еще и фильтра входные и вольт добавки имеются
4 если изначально инвертор на меньший ток по максимому, то ему сложнее на максимуме работать и проявляются всякие бяки на пороговых значениях
5 что ресанта, что аналогичные аппараты, не могут выдавать 140А есил на корпусе написано 140. Следовательно если вы выставили и 120А на 140А аппарате, то ему в лучшем случае можно 2.0 электроды кормить и ток не более 80А выставлять.
Вот и разбираться. Не так все просто как может показаться.
И это только на вскидку без подробного анализа.
Кстати. Электроды опять же не может стабильно пережевывать дешевое оборудование. Например дуга короткая и следовательно, если чуть что не так и сразу обрыв дуги.
Это как на жигуле дать 150км\час и говорить, что вот не выжимает. А вот мой мерседес и 250 дает на той же дороге. И быстрее и тише . Ну не надо сравнивать.
Почему вы тут все всегда сравниваете мерс с жигулями. Ну не просто так 10 000р за аппарат просят или 100 000р. Тем более на простом ММА.
если даже откинуть + наценки за бренд, разница по деньгам будет и опять же не малая и да же не в два раза.
saper24,
1 не известно что за цифровой вольтметр. Может и привирает
2 просадки короткие вольтмерт ваш может тупо не почувствовать
3 в дорогих моделях не только силовая часть из деталей с запасом но еще и фильтра входные и вольт добавки имеются
4 если изначально инвертор на меньший ток по максимому, то ему сложнее на максимуме работать и проявляются всякие бяки на пороговых значениях
5 что ресанта, что аналогичные аппараты, не могут выдавать 140А есил на корпусе написано 140. Следовательно если вы выставили и 120А на 140А аппарате, то ему в лучшем случае можно 2.0 электроды кормить и ток не более 80А выставлять.
Вот и разбираться. Не так все просто как может показаться.
И это только на вскидку без подробного анализа.
Кстати. Электроды опять же не может стабильно пережевывать дешевое оборудование. Например дуга короткая и следовательно, если чуть что не так и сразу обрыв дуги.
Это как на жигуле дать 150км\час и говорить, что вот не выжимает. А вот мой мерседес и 250 дает на той же дороге. И быстрее и тише . Ну не надо сравнивать.
Почему вы тут все всегда сравниваете мерс с жигулями. Ну не просто так 10 000р за аппарат просят или 100 000р. Тем более на простом ММА.
если даже откинуть + наценки за бренд, разница по деньгам будет и опять же не малая и да же не в два раза.
Держите меня за идиота? Держите правильно. Помимо евэма у меня есть торус, есть фоксвелд, могу взять рилон и сварог. Все они почемут о даже при дерьмовом моем вольтметре работают нормально и дугу не рвут. Пико евэмовский 160 амперный недавно жег дыры в шестерке электродом 3мм на 140А по крутилке. Четыре подряд и не намека на задумчивость или попытку уйти в защиту. Я никогда не сравнивал божий дар с яичницей. Это Ресантолюбы вопят что копеешное творение не отличимо от более дорогих брендов. Я вам доказывать ничегоне собираюсь. У меня три фазы на выбор в мастерской и если даже вольтметр вдруг и не замечает падения напряжения с 235 до 170в, то на какого рожна нужен аппарат который это замечает. С поверенным вольтметром его носить предлагаете? Ища хорошую сеть
Что такое форсаж дуги простыми словами и так ли он полезен для новичка
Форсаж дуги очень полезная функция которой оснащаются современные инверторы. Из статьи Вы узнаете для чего нужна функция форсажа дуги, антиприлипания и горячего старта. Наши эксперты подобрали полезные тематические видео и подробно описали принципы настройки и работы с этими функциями.
Что такое форсаж дуги (Arc Force) на сварочном инверторе
Итак, инвертор – электронное устройство для преобразования входного напряжения, обычно переменного, в необходимое выходное напряжение. Причем с заданными параметрами: напряжением, силой тока, видом – переменный, постоянный.

Кроме того инвертор обладает возможностью автоматизации этих параметров для режима сварки. Одним из них является форсаж дуги – автоматическое изменение тока сварки при работе.
При работе, особенно неопытных сварщиков, начальный ток устанавливается минимальным, чтобы не допустить прожога деталей. Но, это не дает возможности начать процесс сварки – зажечь дугу, поддерживать стабильность ее во время всего сварочного периода.
Для этого необходимо подбирать режим, следить за стабильностью дуги, чтобы исключить прилипание. Даже профессиональному, опытному сварщику бывает сложно одновременно все это делать, не говоря уже о новичке.
Работа Arc force заключается в автоматическом увеличении тока при начальном моменте – это режим розжига электрода и возвращении параметра к начальному, номинальному значению режима сварки.
Инвертор обеспечивает следующее:
- возрастание, мгновенное, силы тока при снижении ниже критического уровня, позволяет получить стабильную дугу;
- уменьшение тока, при мощной дуге, позволяет избежать прожогов;
- автоматическое поддержание силы тока обеспечивает стабильную работу.
Применяется автоматический форсаж, а также настраиваемый. Первый применяется обычно новичками. Второй, с большим количеством настроек – для профессионалов.
Для чего нужен

Этот режим служит для получения качественных сварных швов. Данный вид аппаратов применяется для выполнения сварочных работ различного назначения. Стоимость их выше, чем у обычных трансформаторных аппаратов.
При повышенных требованиях к свариваемым деталям желательно применять инвертор с форсажем дуги. Это позволит, выполнить работу безукоризненно даже новичком работая с тонкими деталями, к тому же без залипания, которое возможно даже у профессиональных сварщиков.
Хорошо себя зарекомендовала продукция фирмы Resanta (Ресанта) – марка компании S.I.A Resanta (Латвия) и HÜTER Elektrische Technik GmbH(Германия).
Это объединение выпускает качественную электротехническую продукцию, включая инверторы.
Официальное обозначение аппарата форсажа дуги выглядит так – Arcforce. По этой надписи можно убедиться, что перед вами необходимый сварочный агрегат.
Необходимо отметить, что режим форсажа необходимо использовать только в определенных случаях, а не постоянно. Для этого режима имеются определенные настройки, которые для этого рассчитаны.
Увеличение количества настроек позволяет использовать инвертор для большего количества вариантов сварки, различными электродами.
Но, все-таки используется он преимущественно при тонких работах, на которых
сварочные работы затруднительны или даже невыполнимы.
Как настроить
Инверторы с функцией форсаж дуги существую в нескольких видах: имеющих регулятор Arc force либо отсутствующим. Для профессиональной работы необходимы модели с регулировкой. Они являются универсальным оборудованием, которым пользоваться намного удобнее, чем без регулировки.
Градуировочная шкала устройства выполнена в процентах, более редко – в относительных единицах. Необходимое значение определяется опытным путем.
Ручкой настройки на панели регулятора аппарата производим установку необходимого параметра. Толстый металл требует установки 100%, затем, после набора опытных данных производят корректировку.
Первоначально устанавливают форсаж на 50% и по результатам полученного сварного шва производят корректировке этого параметра. Оптимальное значение этого параметра определяется экспериментально.
Если электрод липнет, то необходимо добавить значение на шкале примерно на 30%. При прожигании – необходимо уменьшить величину тока форсажа.
Ручкой настройки в зависимости от применяемого электрода выбирается процент форсажа:
- принимаем и устанавливаем 10 – 30 % для рутиловых электродов;
- установка значения в 50% будет наилучшей для стандартного электрода;
- форсаж в 100% применяется для целлюлозного покрытия.
Для бытовой сферы имеются модели инверторов с фиксированным или автоматическим регулируемым режимом форсажа. На заводе изготовители часто выставляется параметр добавочного тока, на это значение он увеличивается при режиме форсажа. Эта величина составляет примерно 20 А.
При сварке средних, тонких деталей электродом в 2 мм этого будет достаточно. Учитывая, что сварочные аппараты, применяемые в бытовых условиях, питаются от обычных розеток, на значительные токи они не рассчитаны.
Как пользоваться
Применение режима arc force рекомендуется исключительно для тонких листов металла. Использование режима для работы с толстыми деталями становится менее эффективной.
Используя устройство, в котором отсутствует регулировка, начинать работу необходимо с включения определенного режима (arc force либо без него). Аппарат не всегда может поддерживать режим форсажа, особенно при сваривании деталей разной толщины и различными электродами.
Итак, при работе с аппаратом, имеющим режим форсаж дуги необходимо учитывать толщину свариваемых пластин, деталей, а также тип электродов при выставлении заданных параметров.
Перед началом работы необходимо протестировать электроды и детали, с которыми придется работать. При использовании определенного электрода необходимо выставить на регуляторе ток равный половине рабочего по инструкции.
Первоначально форсаж выключаем полностью. Начинаем процесс сварки. Дуга, должна гореть непрерывно, возможны единичные прерывания.

После этого оставив значение тока сварки в прежнем состоянии, устанавливаем форсаж на 50% по шкале аппарата. Проводим сварку по новому режиму.
Убеждаемся, что дуга горит не прерываясь, шов получается более качественным. И в третьем опыте устанавливаем форсаж на 100 %. Сварка получается практически такой же, как и при 50% форсаже.
Такое тестирование позволит выбрать оптимальные значения тока сварки и величину форсажа для применяемого электрода и толщины свариваемых пластин, деталей. После определения этих параметров переходим к настройке аппарата и к началу работы.
Первое – включается сварочный аппарат в питающую сеть с необходимым напряжением. По загоревшимся индикаторам убеждаемся, что схема включена. Переходим к настройке выбранных параметров:
- значение тока сварки;
- величину форсажа.
Если агрегат снабжен функцией горячий старт, то необходимо установить процентное значение от номинального тока. Лучшее значение уточняется в рабочем процессе.
Это касается и функции антиприлипания (anti stick). При этом производится установка параметра необходимого для снижения тока в момент залипания.
При применении определенных электродов, которые повышают непрерывность горения дуги или в случаях сварки относительно толстых пластин, деталей металла этот режим можно отключить или просто установить форсаж на 0%.
После выставления всех необходимых параметров можно приступать непосредственно к сварке деталей. По мере получения новых опытных данных возможна корректировка некоторых параметров: тока сварки, величины форсажа.
Эти действия необходимы для получения желаемых результатов сварочного шва и исключения прожогов металла.
Как проверить работает или нет
При использовании arc force нет видимых изменений процесса сварки. Внешне процесс выглядит одинаково, по крайней мере, визуально не заметны отличия при работе с форсажем или без него. Но, как же определить работает эта функция или же нет?
Существует несколько способов проверке работы этого режима.

Одним из методов, наиболее простым, является проверка по индикации на самом инверторе. Если индикатор включен, то можно предположить, что этот режим также имеется при сварке.
Кроме того можно определить по положению переключателя режима, он будет указывать на включение или отключение форсажа. Также можно посмотреть по шкале, служащей для установки требуемого режима.
Способ применим только тогда, когда инвертор находится в работоспособном состоянии, все функции готовы к эксплуатации. При выходе из строя узла, отвечающего за форсаж этот способ не достоверен.
Что же делать в таком случае?
Определить работу форсажа можно экспериментально, то есть опытным путем. Необходимо сравнить количество залипаний до включения этого режима и после.
Если количество залипаний уменьшилось, то режим выполняется и обеспечивает лучшее качество сварки. Для такой проверки обычно используют, какой-либо образец, для проведения экспериментов.
Разница будет заметной, в другом случае, разница не замечается, причина в неверно установленных параметрах или режим просто не работает.
Ресанта САИ 220 и как с ней бороться.
Ну вот про нее и говорят, что в реальности она - старая Ресанта на 140 А.
А за 36-40 тыр покупать Pico 162. Я бы купил, но на казеные деньги. (А их теперь нет - денег).
Интересную вещь наблюдал недавно. Электрод ЛЭЗ-МР3С 4 мм не хотел гореть на токе 135-140А и выше- давал погасания дуги, резкие и частые. Чик- как будто свет выключили - и погасло. Сначала я не понял нифига. 200 - то же самое. Поставил 100 А - горит нормально без проблем. 90-105 А - для 4 мм нормально. Чудеса.
В то же самое время электроды 4 мм РЕСАНТА МР-3 горят нормально на таких же токах и более. не гаснет.
serga01net, лосиноостровские - это гвозди в обмазке. У них даже есть какие то элитные, но все так же гвозди. Обмазка горит не ровно. Поэтому образование шлака и защита не равномерная. В общем, я понял, что лучше китай, но не эти. Обидно, что нас кормят . и поэтому приходится те же китайские купить, но не лосиноостровские.
Он там фиксированный. На САИ-250 ПН он регулируемый. Ответ- либо никак, либо надо дать понимающему челу, который залезет в схему управления и выкинет оттуда пару элементов. Оно вам надо, все это?
Но совсем без форсажа эта ресанта станет гасить дугу в любом месте.
Оно мне надо, но 10 из 10-ти, что мне никто не даст этого сделать. Если нет варианта отключить форсаж без копания в схеме, то придётся страдать.
Пичаль-бяда, однако. Пиииии,пиииии, пииииииииииии.
без паяльника точно не обойтись. Аппарат новый. Лишаться гарантии с таким производителем рискованно, уж слишком большой шанс выхода из строя.
Либо замена на другой, либо решение вопроса через сервис с сохранением гарантии, либо мучатся и эксплуатировать как есть.
Полгода прошло, но всё же напишу, может кому пригодится! Форсаж дуги срабатывает при определенном напряжении на байонетах, поэтому его можно обмануть если в разрыв кабеля массы воткнуть кусок нихромовой пружины как раньше на трансах ставили. Если есть вольтметр, то 2 - 3 вольта потери на пружине будет достаточно, чтобы форсаж дуги не срабатывал. И ещё, в отличии от тех трансов, на любых даже самых дорогих включая хвалённый Пико инверторах все соединения сварочной цепи должны иметь хороший контакт - от этого зависит корректность работы форсажа дуги.
мастерская сварки,пайки в самаре89270247227
бороться смысла я не вижу.просто для определенных задач нужно подбирать и оборудование.из личного опыта была ресанта 190 пн отработала три года варили как трубопроводы так и мк."покупал как дешевый вариант за 7500 тыс.руб.для выездных не ответственных работ варит конечно не так как торус,сварок,эвм,брима,эсаб но работать можно". пока не дал начинаешиму сварщику "родственнику" заборчик сколхозить и аппарат там и умер отдал в ремонт"не официалам" после ремонта проверил искрит нормально. аппарат лежал без востребования месяцев 6. понадобился и при половине выработанного электрода д-3мм ок-46 чтото хлоплуно в нутри. торус 210 куплен в 2016 году тоже приболел через год.хоть и расширенная горантия три года "но засада паспорт кудато я заныкал".а вот торус 200 куплен в 2009 году все еще в строю без нареканийй и ремонтов кроме тока выводных клемм вот как так.
Как отключить горячий старт
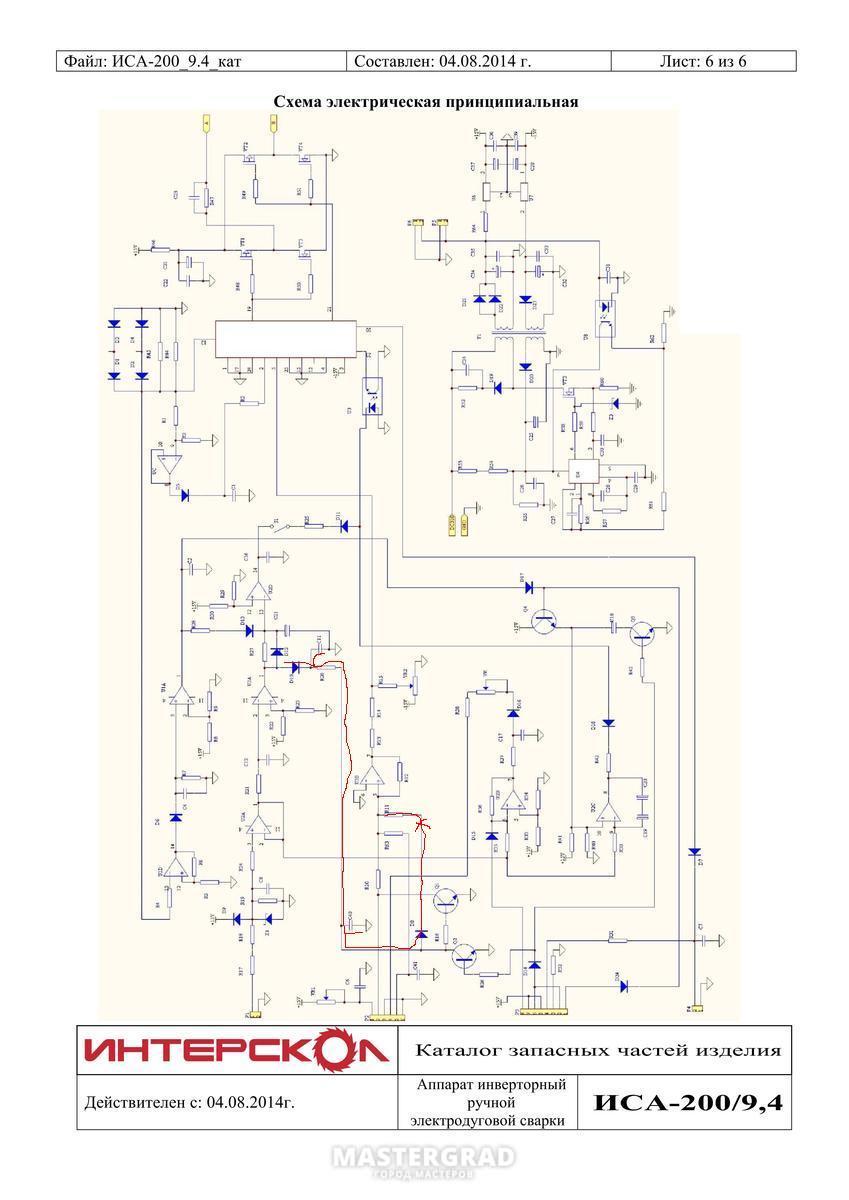
Здравствуйте. Подскажите пожалуйста как отключить горячий старт на сварочном инверторе Интерскол ИСА 200/9.4 трехэтажка?
hamhoahmed2016 ,
Тонкий металл варите,мешает?
Вы бы в теме ремонта этот вопрос задали.
Спецы подтянутся скажут.
А вообще.я его (ХС),стараюсь всегда отключать при сварке рутилом.
Вам наверно нужно чтобы отключение было через тумблер,так удобнее.
Да я только тонкий металл варю, вообще не возможно варить прожоги бывают, в этом аппарате очень выраженный ХС. Через тумблер вообще было бы хорошо.
Klez , Как найти тему ремонта?
Она прям следующая за вашей
Спецы тут появляются вечером и ночью.
трехэтажка Интерскола - это клон сварога, в котором отсутствуют элементы, отвечающие за TIG. К сожаллению, не могу вставить файл PDF, там в разделе "доработки" указано, как ДОБАВИТЬ горячий старт. В вашем случае эти "доработки"уже сделаны изготовителем. Поэтому ПРЕДПОЛОЖИТЕЛЬНО надо обрезать дорожку от резистора R11 к резисторам R38 и R12. Величина R11 задает значение надбавки тока
Вышесказанное относилось к модели, в которой нет ручки регулировки форсажа. В этом случае горячий старт реализован через резистор R11, и величина добавки тока постоянна (около 70 ампер при указанных в схеме номиналах) и не зависит от величины установленного по крутилке тока. Т.е. при выставленных 30 амперах получаем 100 ампер, при выставленных 70 амперах получаем 140 на время действия горячего старта.
Еще возможен вариант реализации горячего старта, когда на плате субмодуля ШИМ емкость конденсатора С! увеличена от 3 нанофарад до 1 микрофарады. В этом случае на время около 1 секунды инвертор при зажигании дуги дает максимально возможный ток (200 ампер) независимо от выставленного по крутилке. Характерный признак этого случая- жесткая неустойчивая дуга, поскольку цепь стабилизации тока становится очень тормозной. Лечится уменьшение емкости конденсатора С1 субмодуля ШИМ
borys78rus , Спасибо за ответ. На моем сварочнике резистор R11 вообще не стоит
А конденсатор C! на субмодуле ШИМ какую емкость имеет? Если актуально- могу схему от сварога-трехэтажки по эл. почте выслать.



На плате субмодуля конденсатор С1 имеет правильную величину. На большой схеме красной линией я отметил цепь гроячего старта. Конденсаторы влияет на время, резисторы на время и величину ГС - чем больше номинал резисторов, тем слабее ГС, но больше продолжительность. Для начала попробуйте разорвать эту цепь (только аккуратно) там где она отмечена перекрестием. Конденсатор С12 оказывет влияние на цепи антистика и горячего старта (если его емкость велика и постоянные времени около 1 секунды). Если постоянная времени много меньше 1 секунды - это просто фильтрация помех
borys78rus , Посмотрите на фотографии нет резистра R11 на схеме есть а на самом плате нет, хотя там есть место для нее
borys78rus , Все элементы по этой цепи которые вы отметили на схеме, на плате их нет.
borys78rus , Вы не знаете за что отвечают перемычки S1 и S2?
S1- форсаж дуги , величина форсажа зависит от номинала резистора R38 (у Сварога это 820 килоом). К сожалению, номера деталей на схеме почти не видны.
S2- антистик
borys78rus , Может ли ГС по другому реализован? Все элементы которые Вы отметили отсутствуют.
Для ГС достаточно подать напряжение от двухконтактного разъема, к которому идут провода от платы выходного выпрямителя через сглаживающую цепь в район крутилки, по которой устанавливается ток, либо в район резистора R38, отвечающего за форсаж. Смысл - на холостом ходу высокое выходное напряжение через резистор добавляется к напряжению с "крутилки", либо добавляется через цепи добавки форсажа дуги. Когда дуга зажглась, выходное напряжение уменьшится и добавка тока снизится. Нужно только еще где-то добавить конденсатор, чтобы ГС действовал некоторое время после начала дуги. Но это не более, чем предположение. Можете ли вы на схеме как-то отметить R32 и C52 ?
borys78rus , R32 я отметил на схеме и на фотографии, C52 на схеме я не нашел на плате имеется такой конденсатор электролитический, я на схеме добавил этот конденсатор красным.


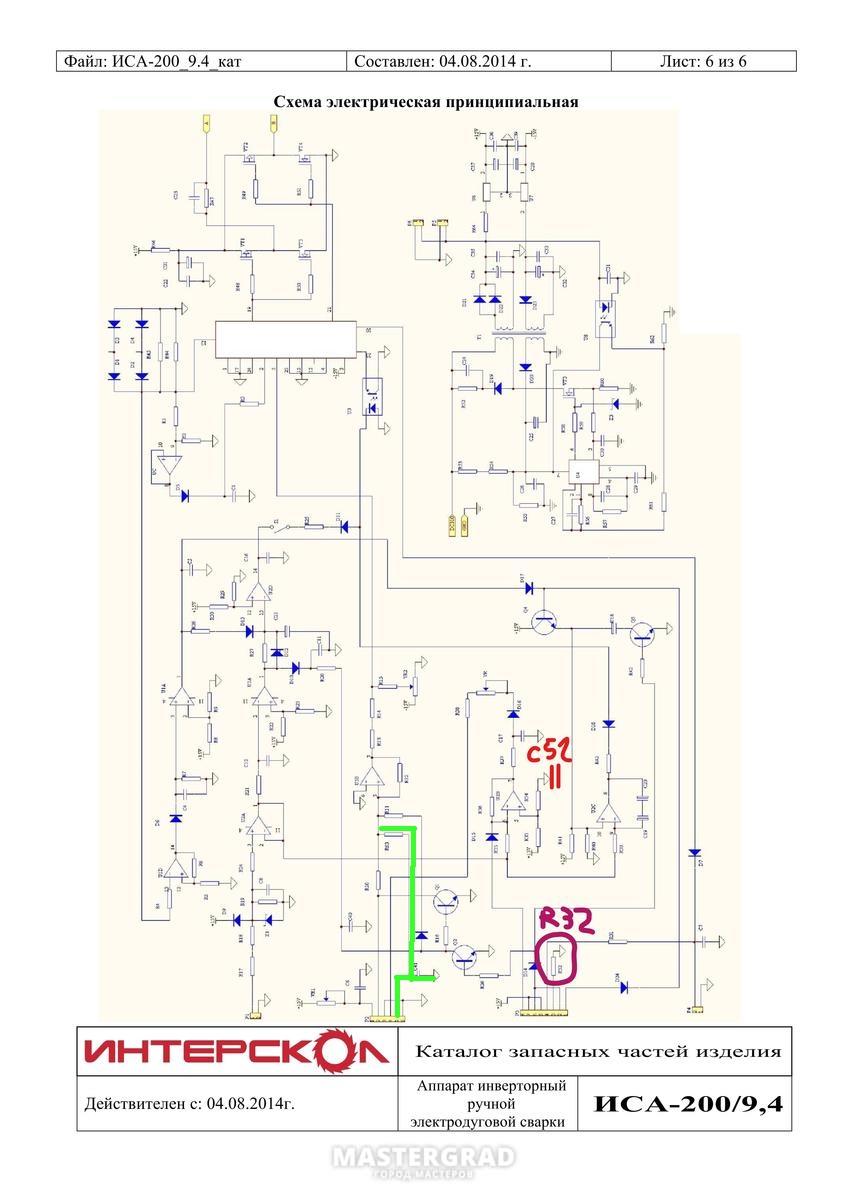
Тогда R32 к ГС не относится - скорее всего это резистор ограничения тока через один из светодиодов на передней панели. Тогда других идей пока нет. Разве что проверить, нет ли соединения плюсового вывода С52 с диодом D16 или перемычкой S1. Если такое соединение есть - попробовать убрать каплю припоя с перемычки S1 (для дальнейшего восстановления перемычки можно использовать компьютерный джампер). При размыкании перемычки отключается форсаж дуги и если ГС также выполнен через эту цепь - то он тоже отключится. И посмотрите цепь, отмеченную зеленым - хотя от шестиконтактного разъема на схеме остался только трехконтактный на фото(туда подключена крутилка) - эта цепь тоже может воздействовать на величину тока - но непонятно, где эта цепь начинается (если ее вести от шестиконтактного разъема) в реальной конструкции. Скорее всего "исчезнувшая" часть разъема относилось к ручному регулятору величины форсажа дуги - туда подключался переменный резистор .
Как отключить горячий старт на fubag ir 200?
Всем, кто откликнется, заранее спасибо!
Продать ваш аппарат . ну например здесь и купить тот который будет вас устраивать. Некоторым горячий старт не в тягость будет.
Надо понимать, у него дурной хотстарт, который мешает варить в отрыв. Я бы тоже мечтал отключить хотстарт на Интерсколе (но тоже не знаю как, а никто не подскажет ). У нас morgmail умеет отключать ГС на каком-то инверторе (каком- не помню), но не скажет, потому что обещал не раскрывать инфу. Насчет продать. Я бы такую свинью (Интерскол, который не варит толком базовыми электродами и еще имеет дурной хотстарт, запрещающий сварку в отрыв) не стал подкладывать никому. Воспитание не позволит. Едва ли найдется желающий на такой хотстарт.
А вот и нет. Человеку который покупает маску ХАМЕЛЕОН за . до 1000р, где не видно дуги, а только свечение, вполне нормальный аппарат.
Он будет рад, что прилепил одну железяку к другой. И ему не нужно варить трубы под давление и т.п.
В общем нормальный аппарат за нормальные деньги.
Как отключить хот старт . Ну надо схемку разбирать и смотреть где и за счет чего наброс происходит. Но при стоимости аппарата в 1000, просидеть с ним день, а то и более и есть шанс спалить, конечно не интересный вариант. И советовать где отключать и как, конечно ни кто не хочет. Карма, она такая, быстро портится и медленно восстанавливается
Поэтому выше упомянутый товарищ не раскрывает всех карт. Ведь это он выбрал, что его устроит, если даже и спалит. У нас же только дай воли. А потом обиды кидать будут. Читают через строку, делают еще хуже . А обиды кидают в первую же очередь.
У нас morgmail умеет отключать ГС на каком-то инверторе (каком- не помню), но не скажет, потому что обещал не раскрывать инфу.
Я обещал не говорить, как отключить БСН.) Некоторые аппараты потом бахают, и мой не исключение.
Я тоже задумался о продаже. Планирую взять себе 161 форсаж. Кто, что может добавить о данном агрегате?
Всех православных с праздником Вербным Воскресеньем!
Всем, кто откликнется, заранее спасибо!

Всем привет
4 конденсатора который отвечает за горячий стар, 1 убрал, дорожку отрезал ножом, поставил кнопку 15А 220В(что было), трех конденсаторов больше чем достаточно
Да пребудет с вами сила Ампира!
Прикрепленные изображения
Не то Вы сделали !
Какой горячий старт? . Вы бы хоть чуток в конструкцию инвертора вникли, прежде чем кидаться на него с ножом и паяльником. Вы выпаяли конденсатор фильтра после моста по сети. Их и так впритык ставят, только пульсации возрастут и быстрее высохнут. Горячий старт или в прошивке прописан, если управление на микроконтроллере сделано, либо аппаратно реализован, но в управлении. Вы в силовую за каким полезли?
Ну и правильно. Только демонов изгонять нужно святой водой и крестом животворящим. А ножом. Не, не поможет
А Вы можете мне подсказать (ну или еще кто-нибудь, кто прочтет) на каком аппарате ценой в районе 10 тыс. адекватно работает гор. старт, главным образом для сварки в отрыв рутилом или рутил-целлюлозой? И чтобы напряжение ХХ позволяло работать с основными электродами? И чтобы аппарат мог работать в условиях пониженного напряжения сети?
А Вы можете мне подсказать (ну или еще кто-нибудь, кто прочтет) на каком аппарате ценой в районе 10 тыс. адекватно работает гор. старт, главным образом для сварки в отрыв рутилом или рутил-целлюлозой? И чтобы напряжение ХХ позволяло работать с основными электродами? И чтобы аппарат мог работать в условиях пониженного напряжения сети?
я дешевым сегментом не интересуюсь, точнее есть ресанта и для простых задач ее вполне хватает, есть и кемпи. У кемпи есть свои недостатки у ресанты свои. Но мне хватает. В любом случае, для приятной работы есть П\А. Вот П\А для всего, если конечно по участку не надо бегать и по верхатуре не лазить. С пониженной сетью 190 ресанта вполне справляется. Кемпи еще лучше. Для работы с пониженной сетью, надо смотреть аппарат с функцией PFC, у кемпаря есть, помогает сглаживать пульсации, меньше просадки. Но в любом случае на пониженной сети, нужно учитывать. что выжать полную мощность не получится. И аппарат в районе 150А немного легче работает чем аппарат на 180-200А, ну если речь про честные амперы, а не надутые как шарики. Из личных наблюдений при одном и том же токе в 80А для сварки "тройкой", аппарат до 150А меньше потребляет, чем аппарат рассчитанный на ток до 200А.
Но есть аппараты где нет рабочего реле после зарядки конденсаторов. Антизалипание работает по принципу гашения всего аппарата, таким аппаратом на заниженной сети просто не возможно работать.
И для чего вам горячий старт? И почему рассматриваете электроды целлюлозные? Они мне лично не понравились. Правда пробовал от Белорусского производителя. Но для целлюлозы, нужен аппарат с повышенным напряжением ХХ. И думаю, что ХХ 60-70В будут доставлять некоторые не удобства. На аппаратах специально предназначенных для целлюлозы, напряжение ХХ порядка 100-110В, используется специальная вольтодобавка.
и Александр Волков , обратитесь в соответствующую тему форума. Там народа куда больше, кто использует миллион разных брендов и ноунеймов.
Читайте также: