Как отключить ккм в сварочном инверторе ресанта 250 проф
Обновлено: 28.09.2024
именно так, просто есть варианты где и PCS02 тоже на основной распаян, если его заменить на другую и добавить пару деталюх, то будет контроль сети и ККМ её не будет класть до пола,
-
Разъём тока понадёжнее надо
если его заменить на другую и добавить пару деталюх, то будет контроль сети и ККМ её не будет класть до пола
если без «сильной» переделки, то меняем контроллер ККМ на ICE3PCS03G. При этом плату субмодуля можно не трогать, а лишь сделать небольшой переходник с одной микросхемы на другую (не совпадают выводы). Цепи VCOMP выпаять и к данному подключить цепи BOP (два диода, два резистора и конденсатор). При наличии микросхемы переделать можно за один вечер.
Есть вариант с заменой на IR1152S, который немного сложнее, но более совершеннее.
_________________
«То, что я понял, — прекрасно, из этого я заключаю, что остальное, что я не понял, — тоже прекрасно».
может и дешевле, но из внешних цепей придётся переделать токовый шунт, увеличить его сопротивление в два раза (40 мОм), что увеличит помехозащищённость, хоть и за счёт небольших потерь мощности. Обвязку пересчитать не сложно, есть программа на сайте. Частота IR1152S фиксированная и совпадет с имеющимся контроллером. Вот только смысл в защите LVP? Я считаю её можно исключить.
сейчас столкнулся с неприятной новостью. В связи с поглощением компании IR средство разработки не работает. Видать ещё не перенесли на основной сайт или хотят полностью свернуть линейку данных контроллеров, которые не имеют аналогов. Придётся пользоваться спецификациями и AN, благо информации хватает.
Не надо ICE3PCS03G, она на много не совпадает,
Есть ICE2PCS02G - не совпадает только 4 нога, в нашей это задание частоты, в этой контроль входного напряжения, а частота фиксирована и как раз такая как у нас в Ресанте ПРОФ - 65кГц, добавляется только 2 резика, диод и кондёр, в принципе это можно и к нашей пристроить, только до субмодуля бы добраться,
И стоит она дешевле чем та которая установлена,
Кстати на субмодуле свободен один вывод, как раз под контроль можно использовать
Последний раз редактировалось Joha 03-12, 18:44, всего редактировалось 1 раз.
Последний раз редактировалось Joha 03-12, 18:47, всего редактировалось 1 раз.
пытал при 80в, всё равно сначала заводиться БП, подаёт напряжение на ККМку и на оптодрайвер, а уже потом и ККМ заводиться, во время пыток напруга проседала до 70в, наснимал кучу видео
Часовой пояс: UTC + 4 часа
Кто сейчас на конференции
Сварочный инвертор Ресанта
Где примерно искать эту надпись. Я просто сам на работе, вечером найду надпись завтра напишу. На счет ПУ вот фото очень похожее. Единственно разница в ногах со смещением, здесь нога 2 а меня она третья и так по 9 помоему.

Когда крутишь регулятор меняется напряжение на плате ПУ на 1 и 13 ногах. На первой от 0 до 0,76 вольт, на 13 от 0 до 1,5 вольта.
"Где примерно искать эту надпись."-"Что написано на main-плате(основная),или фото с хорошим разрешением и возможностью увеличения со стороны установленных деталей."В районе сетевых эл.литов или выходных свар.клем.А там уже по ходу ,где производитель изволит нанести маркировку.
По обоим вашим картинкам считаю и получается 16 ножек на ПУ или вы опять похожие фотки выложили а не от вашего аппарата
Добрый день! Фото моего сварочного аппарата. Да значит ног 16. Я завтра отправлю фото по лучше и поищу номер ENDUxxx.
на 16 ног схема ПУ совпадает с обычной от ПН, а вот основная плата немного отличается, Поищу у себя в закромах схему, вроде и такая была где-то (без токового шунта)
на main плате написано ENDUPFC CONTROL V1.0, НА ОСНОВНОЙ ПЛАТЕ НАДПИСЬ С ENDUXXX НЕ НАШЕЛ.


alex86-09 написал:
на main плате написано ENDUPFC CONTROL V1.0
Значит схему на плату управления берите от Ресанты серии ПРОФ
Добрый день! Ну может подскажите, где искать почему не регулируется ток на выходе, проблема в том что сварочный аппарат варит на максимальном токе. Где посмотреть, где напряжения померять.
На 12 ноге ПУ напряжение должно регулироваться вместе с поворотом крутилки примерно от 0,1 до 1,6в
далее смотреть осциллографом,
На 10 ноге должны быть импульсы с ТТ, при максимальном токе амплитуда примерно до 7-10в,
На 1 ноге импульсы пройдя через транзистор на основной плате будут сглажены и меньшей амплитуды, сколько пока не скажу т к не помню,
А ещё почистите плату вокруг разъёма ПУ, может там сопля, уж больно там у вас не красиво
joha , Не на 12, а на 13 ноге регулируется вместе с поворотом крутилки от 0 до 2,5В. На 1 ноге тоже при повороте крутилки от 0 до 1,5В.
Осциллографа у меня нету. Плату почищу.
Если плата управления ENDU PFC CONTROL V1.0 то регулировка по 12 ноге, а 13 нога это выход на светодиод аварии, а 1 нога это вход контроля тока,
Всем привет! простите за нубские вопросы. Поискал по темам, но остались вопросы.
Ресанта 250 проф. Плата GP70
сдох один диод в диодном мосту.
Поменял оба диодных моста.
Прозвонил всё почти. Всё целое.
Включаю через лампу 150вт.
Лампа то тухнет, то загорается. !
реле щелкает. Всё норм. Три вентилятора крутятся.
На выходе 20в. Дисплей горит. Ток не выставить ессно.
На трёх главных конденсаторах напряжение плавает от 80 до 140в постоянки. Частота такой просадки примерно секунда. То есть раз в секунду напруга на кондерах больших 450в 680мкФ просаживается.
куда смотреть?
Как ккм работает вообще.
Стоит может без лампы попробовать?
Или сначала попробовать сразу на конденсаторы напряжение с моста подать, для проверки остальной схемы?
Выпаял транзюки и диоды, которые ближе к задней стенке. Всё целое. Между радиаторами тоже все целое. Плата ККМ чистенькая, все элементы с виду целые.
Желтый глаз перегрева не горит! Если лампу поставить в 60вт, то горит желтый глаз. На выходе нет напруги. Напряжение на конденсаторах также плавает и примерно 100в составляет.
С лампой в 150вт желтый глаз не горит. На выходе 20в. На конденсаторах до 140В
Сварочный инвертор Ресанта САИ 250 ПРОФ




Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности

Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.

При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Распространенные неисправности сварочных инверторов Ресанта САИ250
Все поломки такого оборудование можно разделить на две основных категорий:

- Неполадки, которые возникают в результате неправильного выбора рабочего режима.
- Поломки, причиной которых является заводской брак и неправильная работа используемых электронных составляющих оборудования.
Именно поломки, вызванные неправильной эксплуатацией техники, встречаются наиболее часто. В особенности сплошь и рядом встречается перегрев техники, когда обычные домовладельцы или же опытные мастера используют технику длительное время без перерыва на охлаждение, что и приводит к сгоранию используемых микросхемы и диодов.
Инверторы могут ломаться также по причине проникновения влаги внутрь корпуса устройства. Именно поэтому не рекомендуется использовать такое оборудование в помещениях с высокими показателями влажности. В данном случае ремонт заключается в замене повреждённых влагой транзисторов или же пропайкой схемы.

Скопившаяся внутри корпуса пыль может существенно ухудшить вентиляцию инвертора, что в свою очередь приводит к перегреву оборудования. Рекомендуется регулярно разбирать корпус инвертора и выполнять его очистку от пыли. Сделать такую очистку можно пылесосом или же вручную при помощи небольшой щетки.
Использование инвертора в сетях с плохим электричеством. Современные модели инверторов имеют специальную защиту от перепадов напряжения в сети, однако даже такие защитные системы порой не справляются с мощными скачками напряжения. В итоге сгорают различные стабилизаторы и транзисторы, которые требуют соответствующей замены. В целях профилактики можем рекомендовать использовать дополнительные сетевые фильтры и стабилизаторы напряжения, которые позволят исключить вероятность появления подобных поломок.

Определяем проблемы в работе инверторов
Определить те или иные поломки оборудования можно по изменениям в процессе сварки металлических элементов. Так, например если вы заметили, что сварочная дуга неустойчива, и появляется сильное разбрызгивание металла при сварке, это может свидетельствовать о неправильно подобранном режиме сварки или низком напряжении в сети. Также подобно может говорить о повреждении силовой части инвертора, которая отвечает за выходное напряжение.
В том случае, если электрод во время сварки с трудом отходит от металла, это свидетельствует о наличии в питающей сети низкого напряжения. Необходимо в данном случае проверить правильность выбора режима сварки, а в том случае, если имеются проблемы с фиксацией кабеля использовать дополнительное крепление, что позволит исключить падение напряжения в сети. В отдельных случаях причиной такого падения напряжения в сети является использование длинного кабеля, который питает электричеством инвертор. В данном случае решить имеющуюся проблему можно путем использования электрогенераторов, которые устанавливаются в непосредственной близости от сварочного аппарата.

На включенном инверторе работают все индикаторы, однако сварку выполнять невозможно. Подобное характерно для перегрева устройства. Отдельные модели инверторов не оснащаются звуковым сигналом перегрева, а световую индикацию, которая отображает перегрев устройства, зачастую сложно заметить, что приводит к попытке сварки таким перегретым аппаратом.
Инвертор попросту не включается в работу. В том случае, если отмечаются проблемы с включением, это может говорить о проблемах с напряжением в электросети.

Аппарат сам выключается во время сварки. Подобное характерно для перегрева оборудования, которое отключает встроенная термозащита.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Join the conversation
Он отлично подойдет для тех, кому важна максимальная производительность при бытовом ремонте и при обучении. Может работать с покрытыми электродами диаметром 1,6 — 4 мм.

Во время выбора сварочного электрода электрод может быть диаметром не более 6 миллиметров нужно учитывать и то, что сварочный ток уменьшается тогда, когда снижается показатель входного тока.

Теперь о характеристиках.

Это важный плюс, поскольку Ресанта может похвастаться развитой сетью сервисных центров по всей России.

Оптимальный диаметр электрода для сварки — мм.

Благодаря этому аппарат пригоден, как для деликатной сварки тонкими электродами, когда и у свариваемого металла толщина минимальная, так и более тяжелые операции, на которых выполняется сварка или резка весьма толстого металла. Один в цепи затвора полевого транзистора 4N90C на 47 Ом маркировка — , и два на 2,4 Ом 2R4 — включенных параллельно — в цепи истока того же транзистора.

Широкоимпульсная модуляция получаемого высокочастотного напряжения позволяет подобным аппаратам регулировать сварочный ток. В данном случае решить имеющуюся проблему можно путем использования электрогенераторов, которые устанавливаются в непосредственной близости от сварочного аппарата. Ресанта САИ-220А : ремонт для себя
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.

Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Простой ремонт сварочного аппарата Ресанта САИ-250ПН, платформа SH46
И снова в ремонте сварочник. На мой взгляд, у Ресанты это одна из самых удачных моделей в 2013г, где производитель практически ни на чём не сэкономил. Она если и дохнет, то по мелочи, ремонт, как правило, простой и недорогой, в чём можно убедиться в данном топике. Предупреждение
: ради своей безопасности, пожалуйста, не лезьте в силовую технику, если в ремонте и обслуживании ничего не понимаете. Попытки неквалифицированного ремонта всегда приводят к усложнению и удорожанию восстановления аппарата, а иногда и к травмам горе-ремонтника. Как обычно, хозяин аппарата своими руками убил сварку, уронив с высоты в работающем состоянии. Дело привычное, раздолбаев везде хватает. Произошло замыкание платы о кожух, т.к. изолирующая прокладка между платой и кожухом при его очередной чистке была утеряна. Аппарат принесли уже без крышки. Хорошо, что на этом остановились и не стали доламывать больного


Беглый осмотр и измерения показали, что неисправен только источник питания, силовая часть выжила.

Место возникновения проблемы хорошо заметно на печатной плате.

Выпаиваю неисправный элемент

Источник питания выполнен на ШИМ контроллере TOP223YN в кузове TO-220. В сварках редко такую шимку ставят. Многие мастера называют этот узел дежуркой, но это неправильно, т.к. в аппарате нет дежурного источника питания (это-же не ATX Power), зато звучит коротко.
TOP был заменён новым из запасов, в обвязке проблем не обнаружено, но на всякий случай опорный стабилизатор TL431 в цепи обратной связи тоже поменял ибо тут нет оптронной развязки вторичной цепи и он реально мог пострадать, что доставит лишние проблемы (плавали, знаем).

После ремонта, сварочник нормально запустился. Места паек и критичные места платы дополнительно пролачил Plastic 71 для повышения живучести в грязной и влажной рабочей среде.

Отличительная особенность сварок на такой шимке — очень долгие попытки запуска после отключения питания, выглядит забавно

Сварка вытянула свои честные 190А при уставке показометра 250А и форсаже на максимум. Такой ток позволяет уверенно варить электродом до 4мм включительно во всех разумных положениях и ситуациях. К сожалению, у большинства китайских сварочников заявленный и реальный ток существенно отличаются и чем аппарат новее, тем разница больше.

На дугу аппарат не проверял, т.к. ремонтировал только питание. После успешной проверки на ЛАТРе и на балласте, аппарат был отдан владельцу на окончательную сборку и проверку на дуге. Весь ремонт занял часа 2.
Спасибо за внимание, берегите себя и технику.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема

В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).

Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Как отключить ккм в сварочном инверторе ресанта 250 проф
САМОДЕЛЬНЫЙ СВАРОЧНЫЙ АППАРАТ
КАКИМ ЕМУ БЫТЬ
На этой странице будут собираться интерсные технологические и схемотехнические решения заводских и самодельных сварочных аппаратов.
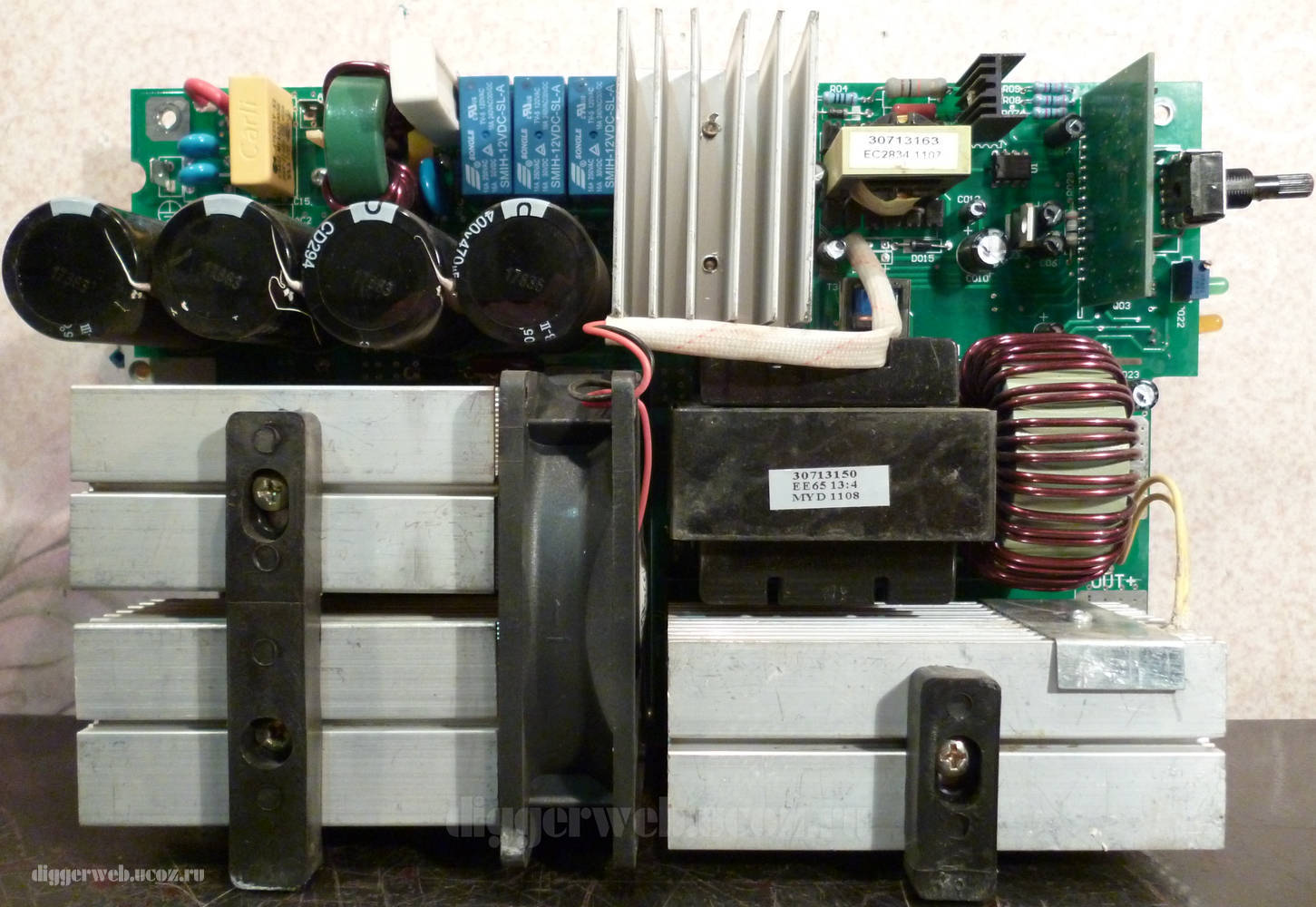
Для разминки возьмем сварочный инвертор РЕСАНТА САИ 250 ПРОФ:

Выходные диоды ККМ STTH12R06D - 12 ампер, 600 вольт, корпус ТО-220 с металлическим фланцем, но у них время восстановления 12 nS, они реально быстрые, как раз подстать микросхеме, поскольку в даташнике на микросхему указывается минимальная рекомендуемая частота переключения 50 кГц, а типовая 120. 150 кГц. Это довольно приличные частоты и при проектировании печатной платы нужно уделить максимальное внимание влиянию соседних проводников друг на друга
Так же следует обратить внимание на выпрямительные диоды первичного напряжения. Используются диодные мосты работающие параллельно, но в паралель работают диоды именно из одной сборки, что гарантрует максимальную похожеть параметров диодов, следовательно через параллельные диоды будет протекать одинаковый ток, поскольку падение напряжения не N-P переходе будет тоже одинаковым.
Следующим довольно интересным было схемотехническое решение в сварочном аппарате ВД-160И У2 (ВД-200И У2)

Первое, что бросилось в глаза, так это то, что ребята реально хорошо знают транзисторную схемотехнику. Полноценной схемы найти не удалось, однако лично мне понравилось то, что было увидено. Сначала я увидел ЭТОТ файлик, затем порывшись в интернете нашел вот ЭТОТ файлик.
Первое, что бросилось в газа - ограничение тока на управляющем трансформаторе - использовать диоды для подавления выбросов это довольно оригинально (обведена голубым):
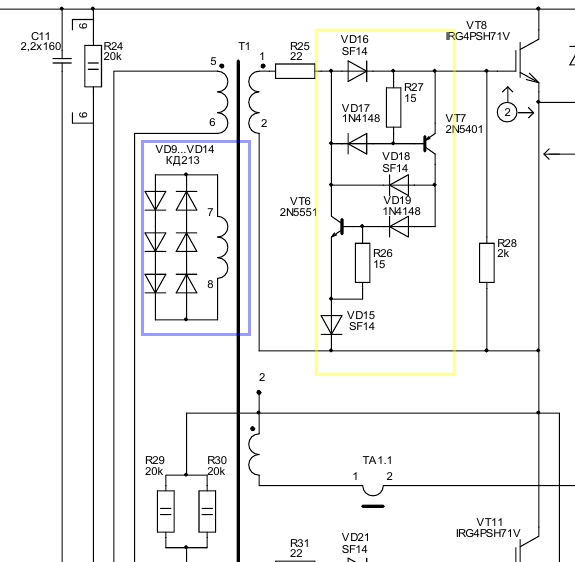
Так же используется довольно редкий способ удержания дуги при снижении тока, а именно добавлена дополнительная высоковольтная обмотка для облегчения поджига и удержания дуги. Я уже видел подобные решения, но в них использовались токоограничивающие резисторы на кучу ватт. Здесь же в качестве ограничителя тока выступает реактивное сопротивление L2, которе при слабых тока созадет маленькое падение напряжение на себе, а при больших ограничивает ток на столько, что диоды КД213 остаются целыми, т.е меньше 10 А. Таким образом значительно снижается выделяемое внутри сварочного аппратата тепло.
Для самодельного сварочного аппарата , работающего с аргоном нужен осцилятор. Впрочем осцилятор нужен и для плазмореза. Разумеется, что дугу можно поджечь и без него, касаясь электродом заготовки, но в момент касания односначно заточка электрода из вольфрама потеряет свою форму.
В сварочном аппарате РУСИЧ С-400 в качестве генератора высокого напряжения выспутает самовозбуждающийся электронный трансформатор и схема довольно знакома - подавляющее большинство электронных трансформаторов для низковольтных галогеновых ламп собраны именно по этой схеме:
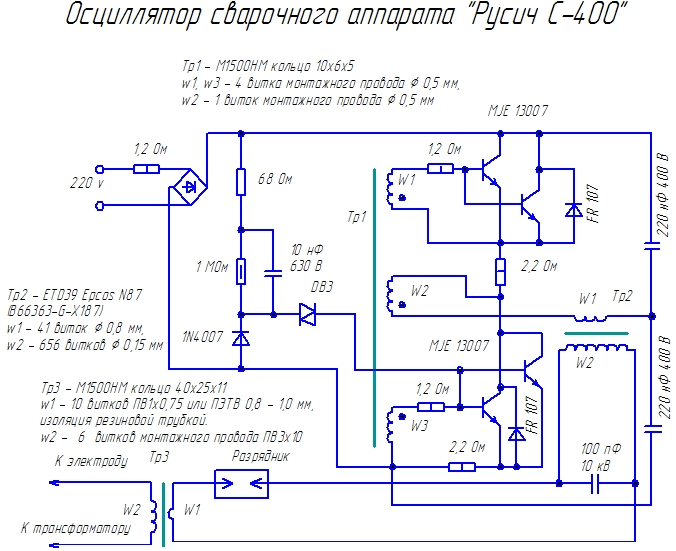
В данном варианте используется по два параллельных транзистора для увеличения выходного тока. Тут сразу оговорюсь - у самого зачесалиь руки купить готовый трансформатор и перемотать под осцилятор, но я удержался. Для подобного трансформатора нужно довольно приличное окно, поскольку вторичная обмотка должна иметь межслойную изоляцию - выходное напряжение подобного трансформатора должно быть порядка 4-6 кВ, а это требует межслойной изоляции не только между первичкой и вторичкой, но и между слоями первички. Даже используя фторопластовую ленту толщина изоляции займет не мало места, а с учетом того, что слои вторичной обмотки не должны добигать то краев каркаса хотя бы 2-3 мм, то и толщина самой обмотки увеличивается. Следовательно использовать сердечники от электронного трансформатора для ламп весьма затруднительно - размер окна расчитан строго под то количество обмоток и их толщину, которая используетсяв данном трансформаторе - при серийном производстве использование сердечников с "запасом" довольно убыточно.
Зарядить конденсаторы первичного питания сварочного инвертора не так просто - напряжение приличное, емкость конденсаторов тоже, следовательно ток во время зарядки будет возникать огромный. Чаще всего для зарядки этих конденсаторов в сварочных инветорах используют токоограничивающие резисторы и термисторы. Я не не буду утверждать, что это схема заводского сварочного аппарата (СХЕМА ЗДЕСЬ), но автор не стал заморачитваться с резисторами, а просто поставил обычную лампу накаливания на 150 Вт. Тут же оговорка - обычная лампа довольно габаритна, поэтому желащим повторить подобное рекомендую использовать галогенку - она значительно меньше, да и трубку гораздо проще защитить от ударов, чем колбу обычной лампы:
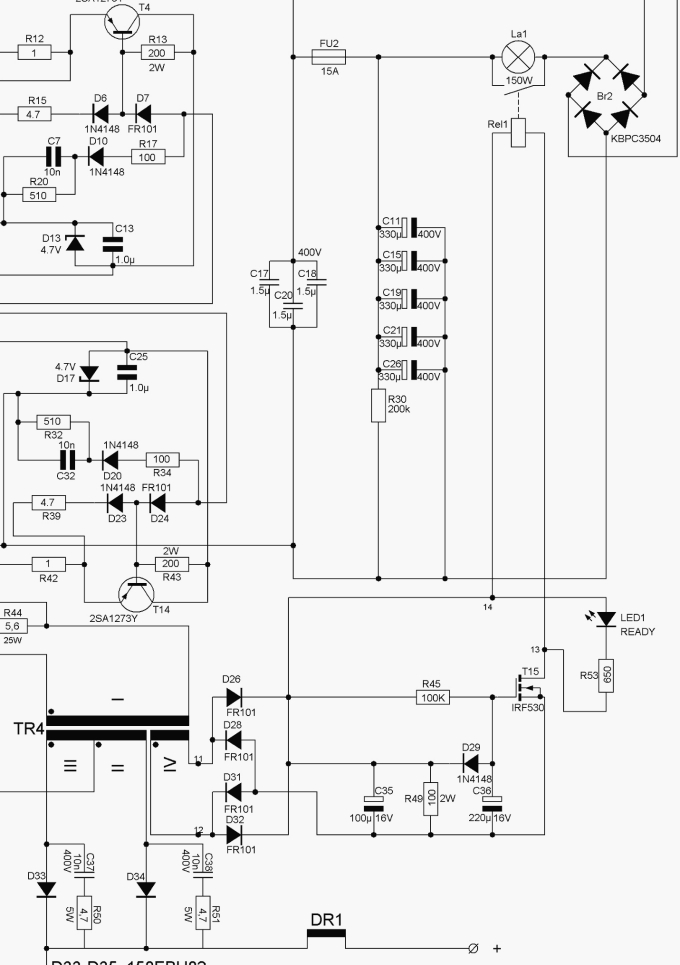
Тут следует отметить, что реле софтстарта включается только тогда, когда на выходе инвертора появляется напряжение.
СТРАНИЦА БУДЕТ ДОПОЛНЯТЬСЯ ПО МЕРЕ ОБНАРУЖЕНИЯ
ИНТЕРЕСНЫХ РЕШЕНИЙ СВАРОЧНЫХ ИНВЕРТОРОВ

То, что в инверторах Ресанта часто выходит из строя импульсный питатель факт довольно известный, сей инвертор был тому подтверждением - ИБП слабое звено этих аппаратов, хотя в целом Ресанта неплохие сварочники и вполне ремонтопригодны.
Но, как говорится, повторенье мать. чего-то там. поэтому пробежимся легким галопом по похожему дефекту.
Итак: инвертор Ресанта САИ 250 не запускается.
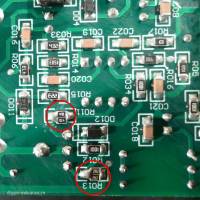
Первое, что делаем в этом случае осматриваем все, что находится в районе ТПИ. Если никаких подозрительных изменений не видно тогда начинаем производить измерения. Но здесь эти подозрительные следы были очень хорошо видны.

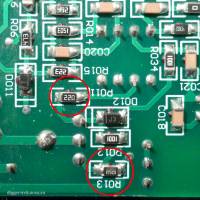
Под резистором R010 виден нагар, скорее всего он сгорел. Резистор R013 явно прогорел. Все это говорит о том, что импульсный блок питания вышел из строя.
Теперь проверяем.
Резистор R010 22 Ом 2 Вт - через него подается питание на первичную обмотку ТПИ - оборван.
Резистор R013 1.2 Ом - стоит в истоке транзистора Q02 4N90C - оборван.
Резистор R011 22 Ом - стоит в затворе того же транзистора - оборван.
Стабилитрон D012 18 вольт - цел.
Транзистор Q02 4N90C - цел.
Есть шанс, что все обойдется заменой этих трех резисторов.

На видео слышен гул из-за поломанного вентилятора. Но с вентилятором потом разберемся, а сейчас главное, что все включилось. Это уже радует.
Теперь меняем все убитые резисторы. Стоит сказать, что вместо R010 22 Ом 2 Вт в этих аппаратах, экономные братья из страны Поднебесной, обычно ставят одноваттный резистор на 22 Ома.

Очень часто выходит из строя только он один, поэтому поставим вместо него 22 Ом 10 Вт, в данном случае хуже не будет, да и меньшей мощности под рукой не оказалось.


SMD резисторы заменяем парами. Вместо R013 1.2 Ом поставим 2 по 2.2 Ом, а R011 22 Ом заменим двумя по 47 Ом.
Так будет надежнее. Проверяем инвертор еще раз.
Видео: сварочный инвертор Ресанта САИ 250 после ремонта.
Как видим из этого видео, каламбурчик:), все прекрасно запускается. Чего мы и добивались.
И "на посошок" режим работы микросхемы UC3842B, на всякий случай, если все вышеописанные операции не приведут к желаемому результату.

Таблица 1 Режим работы микросхемы UC3842BN в ИБП инвертора Ресанта серии GP
Все режимы сняты при питании инвертора от 220 В.
Внимание!
Предсказать все нюансы возникающие при ремонте сварочных инверторов НЕВОЗМОЖНО. Если есть сомнения лучше обратиться к специалисту.
Ремонт сварочных инверторов Ресанта и других производителей.
Можете поделиться с другими пользователями интернета информацией про этот сварочный инвертор, а отзывы о нем оставьте в комментариях.
1. alicas (31.10.2014 16:48) Привет! вот уменя на ресанте плата GP 126, дак там R010 номиналом 1 Ом, R011 - 47 Oм, а R013 стоит между R 022 и R 051 в рядочек так аккуратно и у всех номинал RDM 340, дак вот выгорело все это дело, схему бы мне если есту кого на GP 126, а то очень смущает R 010 со своим 1 Ом)))
2. diggerweb (31.10.2014 23:08) Ого уже GP126. С номиналами китайцы чудят, такое впечатление чего у них больше то и ставят, а потом под все это специалисты на форумах научную базу подводят. Затворный 47 Ом в некоторых моделях и раньше встречался. Ну а с остальным я не думаю что схема очень сильно отличается. 1 Ом или 22 Ома? Работала же она раньше с другими номиналами. Поэкспериментируйте.
3. loveradio (28.12.2014 19:32) Доброе время суток.Подскажите вчём проблема? Пинесли Ресанту САИ250 сгоревшим резистором R43 12w51om, транзисторы FGH60N60. Всё заменил напряжение ХХ 75в. а тока сварочного нет,электрод еле искрит.
5. gerpis (06.01.2016 16:33) Доброго времени суток!
Cитуация у моего подопечного следующая:
после замены всех элементов вышеуказанных элементов и транзистора блок выдает 21V аосле выпрямителя, а после LM317 18.6V. Не могу определить причину данного поведения. Очень прошу посощи.
6. diggerweb (06.01.2016 23:48) LM317 это регулируемый стабилизатор напряжения и тока с выходным напряжением от 1,2 до 37 В. То, что на входе 21 вольт это нормально, а вот на выходе должно быть 15 вольт. Проверьте всю обвязку LM317 ну и сам стабилизатор. Почти 19 вольт это все таки многовато.
Вот еще ссылочка в помощь.
7. gerpis (08.01.2016 16:35) Спасибо, diggerweb, ссылочку.
Резисторы и диод целые, микросхему поменял, но c если читать даташит R43 должен быть 2.6К подстроечником получил номинал 2.5К при стоящем на плате 3.3K. Как быть менять резистор или дело в чем-то другом?
8. diggerweb (09.01.2016 09:57) Ваша задача обеспечить нормальную работу платы управления и драйверов, (у вас ведь аппарат с ТГР?), которые питаются напряжением 15 вольт со стабилизатора LM317.
Конкретно с таким дефектом я не сталкивался и тут уж вам решать как быть и что и на что менять, экспериментируйте, только аккуратно.
Силовые транзисторы на время экспериментов лучше выпаять, сначала запустить стабилизатор, проверить работу управления и драйверов и уж потом их впаивать, и то можно не сразу а сначала вот так.
9. gerpis (14.01.2016 10:25) Спасибо, после замены резисторов с другими номиналами все заработало ОК.
10. ANKor1666 (27.01.2016 15:57) Здрдравствуйте. Подскажите в чёмпроблема. Аппарат Ресанта 250 , вздулся конденсатор CD294 400v 470-mf 30-60мм. Подойдёт ли на сантиметр пониже.
11. diggerweb (28.01.2016 09:08) Ну это кому как нравится, кому повыше и потоньше, кому пониже и потолще.
Если остальные параметры совпадают, 400 вольт 470 микрофарад, то конечно подойдет.
12. ddbi (24.02.2016 19:59) Доброго времени суток. прошу помощи(( на свой аппарат саи 250 соорудил добавку полуавтомат, но для его корректной работы необходимо отключить быстрый старт и анти залипание. эти функции не дают нормально варить проволокой. подскажите что необходимо сделать что бы в режиме полуавтомата данные опции были выключены. Заранее спасибо
13. taks23 (27.03.2016 16:11) Сварочный аппарат Ресанта САИ 250 плата GP67. Принесли, не включается. Заменил резисторы RO15, RO51, RO11, RO34, транзистор 4N90C. Теперь постоянно моргают светодиоды оба, и пытаются запуститься вентиляторы. На 6 ноге UC3842BN показывает 0. Смотреть QO6, QO7?
15. diggerweb (28.03.2016 12:39) А вы их еще не посмотрели?
Смотреть надо все. Первички, вторички.
Про трансформатор ничего сказать не могу.
Там не сопротивление надо мерить а индуктивность, может у вас межвитковое замыкание.
16. mokhovm (22.05.2016 11:31) Добрый день. Помогите с проблемой: Включаю аппарат, светодиоды оба светятся, охлаждение работает, на сварочных контактах в покое 30В, а дуги нет. С чего начать поиск неисправности?
17. diggerweb (22.05.2016 12:15) 30 вольт на холостом ходу для Ресанты 250 это мало. Должно быть около 80-ти.
Поиск начинать вот с этого: Ремонт инверторов РЕСАНТА серий GP и SH
18. ilm1987ir (15.12.2016 17:01) Здравствуйте подскажите пжлс. Ресанта САИ 250А при рабое резко потеряла мощность, далее при повторном включении взорвался белый резистор что на входе стоит рядом с реле пуска на 22ватта, поменял, снова взорвался, в чем может быть дело?
19. diggerweb (17.12.2016 00:24) ilm1987ir
Скорее всего вышла из строя силовая часть, проверять все.
20. night_shadow (18.04.2018 10:23) Спам Приветствую, аппарата Sturm AW97122N, по внутрянке та же ресанта 250GP. Не включается, Резисторы были выгоревшие, заменил, снова выгорают. 4N90C заменил, ШИМ заменил. При включении где то 5 сек пытается запуститься, после выгорают резисторы. Куда копать дальше?
21. diggerweb (18.04.2018 12:47) Какие резисторы? Их там много разных. Лучше на форуме тему создайте, больше шансов что кто ни будь подскажет, да и не удобно в комментариях это обсуждать.
22. fef1986 (13.05.2018 16:54) Спам Здравствуйте! сварочный инвертор 190проф не включается! сгорел ибп на дежурку отгорели три входа и R57 на 22ома, ибп припоял проводки обратно к сожелению проверить не чем впаял обратно ни чего не происходит тишина подскажите где копать или ипб всё таки сгорел!?
23. diggerweb (13.05.2018 22:19) 190 ПРОФ не имеет никакого отношения к сварочнику на этой странице. Вот правильно лучше тему на форуме тему создать.
24. алексей (01.07.2018 13:40) Спам Принесли ресанту с выломанным и потерянном трансформатором дежурки. Данные по обмоткам в схеме есть. У меня вопрос - есть ли зазор между ферритовом сердечником и примерно какого сечения феррит?
25. 19lebedev66 (18.07.2018 23:14) Спам Всем Добрый вечер. у меня проблема с Рисантой САИ250 GP190 .Никак не могу отремонтировать дежурку, после замены вышедших элементов вентиляторы закрутились, но не в полную силу, напряжение после транса пульсирует , зеленый диод тоже мигает с низкой частотой.
Понимаю что шим не встает на самопитание, все элементы корорые не проверить заменил, Может кто подскажет или идею подаст .
SD6834B,D010HER107,PC817,TL431_1, резистор между 1 и 2 ногами шим 1 Ом, R015,R016, ----Заменил
Выпаивал трансформатор был обрыв провода от 4ноге транса
я так думаю все беды начались после того когда диод D010HER107 пробило накоротко
U3L7815CV-выпаивал проверял-работает
26. JAWA350Premier (23.08.2018 20:21) Спам Доброго времени суток, у меня такая проблема с ресантой GP79, питание платы управления 11 в, хотя рабочее напряжение должно быть 18.5 в, для питания гальванической развязки и ПУ, LM 317 исправный, до него напряжение 12.4 после него 11, в, при этом транзистор 4n90 и трансформатор не греются, работают исправно, вентиляторы вращаются нормально, в чем может быть причина? Диод D03 отпаивал одну сторону напряжение 12,4в , как будто гдето просадка или скваженность маленькая. Кто сталкивался с такой проблемкой помогите , уже второй аппарат такой попадается)))
27. diggerweb (24.08.2018 12:53) JAWA350Premier с такой проблемой не сталкивался, вы лучше на форуме тему создайте, больше вероятности что кто то ответит.
29. friedrichpz7 (11.09.2018 21:53) Спам Ребят схема ресанты точто такая же как и на моем топ машин 4000 (180А)
30. syxmel (27.11.2018 17:39) Спам Добрый день, Всем.
Я уж думал все научились ремонтировать РЕсанты. Оказывается не один такой. перерыл кучу форумов. все заканчиваются 14-16 годом. А я никак не найду своего аппарата, и вопрос задать не знаю кому и как. Сначала была причина- мигал зелёный светодиод и запускался вентилятор 0.5 сек и опять. проверил всё. В конце концов заменил 6834. в процессе проверки не вернул назад то ли диод, то ли стабилитрон на входе драйверов силовых транзисторов (не пропаял). Все собрал. заменил 7815. Запаял силовые. Включил. Питание появилось. Что- то щелкнуло и зажегся еще и желтый. Подаю на силу через диод 20 в. желтый не светит, но и силы нет. Всё голову ломал. Как же разделение импульсов идёт? отпаял плату управления 12 pin. Всё цело. Припfял обратно с 10 ножки идут прямоугольные импульсы. Заходят под радиаторы силовых IGBT/. Второй раз отпаял их. Понял как идёт управление. Там стоит трансформатор на котoрый идут импульсы с платы 12 pin. Одно плохо, эти импульсы идут через резистор~47om.который шунтировался этим диодом-стабилитроном 4D14. Далее стоит транзистор 4Q1. Вот этот то транзистор и щелкнул. Да так , что след ожога на конденсаторе 4С2 и вся передняя часть транзистора отлетел.
Может кто знает какой транзистор туда можно поставить?
Ресанта 250. на плате написано SSB-200-142 Плата управления 12 pin Шим 3845 и ЛМ324
Читайте также: