Как подгонять трубы для сварки
Обновлено: 06.10.2024

🔎 Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же необходимые инструменты
🔎 Технология сварочного процесса
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается. В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
🔎 Азы электродуговой сварки
По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода. Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга.
Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
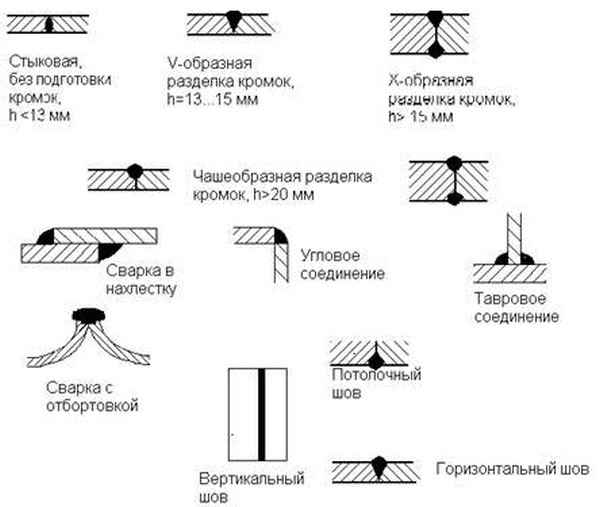
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается. В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
✔ Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
✔ Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
✔ Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
✔ Тщательно очищаем деталь.
✔ Если торцы трубы деформированы, обрезаем или выправляем их.
Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска. Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий.
Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент. Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм.
Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Как варить трубы под любым углом

Как варить трубы под разным углом в 45 и 90 градусов
Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.

Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.

Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.

Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.

Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Тонкости сваривания профильной трубы

Хитрости при сварке профильной трубы для начинающих
Профильная труба очень популярный металлопрокат. Она используется для сборки самых различных металлоконструкций. А поскольку сварка признана одним из лучших способов соединения металлов, то, без неё никак не обойтись.
Какие трудности при сварке профильной трубы возникают? Во-первых, очень часто при нагреве профильную трубу ведёт намного больше, чем обычную, круглую трубу. В результате меняется геометрия всей конструкции, что приводит к серьёзным деформациям.
Во-вторых, на углах профильной трубы в месте сварочного шва возникает серьёзное напряжение, что нередко приводит к разрывам соединения. Также, просвет профильной трубы внутри может быть заплавлен металлом, и это важно учитывать, если нужно, чтобы изделие оставались пустотелым внутри.
Как правильно варить профильную трубу? Какими хитростями пользуются опытные сварщики?
Технология сварки профильной трубы
Само собой разумеется, что успех проделанной работы зависит не только от правильности выбора расходных материалов, настроек инвертора, и некоторых других особенностей сварки. Варить профильную трубу лучше на небольших токах, чтобы сильно не расплавлять металл. Ни о какой газовой сварке речи идти и не может, только ручная дуговая сварка.

Электроды можно использовать диаметром 2-3 мм. Для каждого из них выбирается свой определённый сварочный ток. Для электродов диаметром до 2 мм, значения сварочного тока должны быть не более 50 ампер. Если используются электроды 3 мм, то сварочный ток должен быть выше, но не более чем 100 ампер.
В большинстве случаев ток для сварки выбирается экспериментальным путём. Здесь все зависит не столько от инвертора, сколько от рабочего напряжения в электросети.

При этом многое зависит и от качества подготовительных работ. Поэтому для начала следует осуществить подготовку перед сваркой.
- Подогнать профильную трубу по размерам металлоконструкции. Сделать подрезку и подгонку деталей. Резать трубу рекомендуется болгаркой или сабельной пилой, но никак не при помощи сварочного аппарата.
- Важно выровнять стыки профильных труб и максимально подогнать их. Обычно именно из-за этого и ведёт всю конструкцию. Также следует уделить должное внимание подготовке и очистке металла от ржавчины. Кромки труб должны быть ровными, а зазор между ними — минимальным.
- Только после этого свариваемые детали нужно уложить и зафиксировать точно так, как они и будут находиться в готовой конструкции.
Снимать струбцины или магнитные крепежи можно только после того, как сварка будет завершена, а стыки полностью остынут.
Хитрости сваривания профильной трубы
Итак, все подготовлено, и конструкция из профильной трубы уложена должным образом. Теперь можно приступать к свариванию деталей.

Для этого сначала:
Рекомендуется прихватить профильную трубу в нескольких местах, и только потом полностью обваривать. Обычно пяти точек на гранях вполне достаточно, чтобы зафиксировать конструкцию. Наплавляя металл в одном месте больше, а в другом меньше, можно добиться выравнивание деталей. Также, контролировать положение можно не слишком сильным постукиванием молотка по заготовке.
Затем необходимо проварить стыки профильных труб, таким образом, чтобы на них образовался ровный, и не слишком высокий валик из расплавленного металла.

При этом важно следить за тем, чтобы плавились лишь кромки заготовок, а металл не стекал вниз. Для этого ведём короткую дугу, таким образом, чтобы металл не слишком сильно расплавлялся. Сразу же разрываем её и постепенно двигаемся по стыку.
Если варится толстостенная труба, то, рекомендуется использовать сварку в несколько проходов. При этом второй проход следует выполнять в противоположном направлении предыдущему проходу.
Сварка труб под углом

Сварка труб под углом имеет свои нюансы. Она несколько сложнее, чем другие способы соединения элементов конструкции. Чтобы хорошо выполнить такую работу, специалист должен обладать определенными знаниями и опытом.
С другой стороны, благодаря подобной сварке отпадает нужда в использовании разного рода отводов, тройников и крестовин для сборки системы труб. И данную возможность сэкономить упускать просто-напросто неразумно.
4 основных способа сварки труб между собой
Для сварки труб между собой существует несколько способов, выбор которых будет зависеть от типа соединения:
- Сварка встык – при этом методе детали находятся напротив друг друга, к примеру, это концы двух труб.
- В тавр, или тавровый стык – чаще всего этот способ используют при врезании в трубу под углом 90°, то есть расположенных перпендикулярно друг к другу (в форме буквы «Т»).
- Внахлест – применяют для повышенной герметичности при сборке двух труб, а также при разнице в диаметрах или при наличии неровностей. При таком методе конец одной трубы развальцовывают (увеличивают диаметр края при помощи специального приспособления, растягивают ее поверхность изнутри) и затем надевают ее на край другой трубы.
- Угловое соединение – это процесс сварки квадратных или круглых труб с определенным углом относительно друг друга. Обычно используют стандартные значения – под углами 45°, 60° или 90°.

Преимущественно для угловой сварки применяются стальные трубы. Такое соединение участков используют и при изготовлении арматур из конструкционных сплавов, и при производстве труб из высоколегированных сталей. Для металлических изделий с разными свойствами требуются различные технологии сварки и определенный тип электродов.
С помощью сварки (пайки), помимо прочего, можно соединять также алюминиевые или медные трубы. Правда, в таких случаях необходим специальный аргонодуговой аппарат, возбуждающий электрическую дугу в среде инертного газа (аргона). При этом в качестве электрода может быть использована обычная медная или алюминиевая проволока.
Кроме того, применяя технологию термической сварки давлением, можно соединить и полимерные трубы. Эту технику даже используют для изготовления сегментарных фитингов, собираемых из вырезанных фрагментов труб.
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.

Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендуем статьи по металлообработке
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.
Соединение труб сваркой под углом производится с помощью следующих типов сварочных швов:
- Без применения скосов (разделов) кромок, когда сопрягаемые секторы соединяются при помощи втулки (съемной подкладки), устанавливаемой внутри или встык. При использовании такого метода применяется шов одностороннего исполнения.
- С односторонним кромочным скосом и точной обработкой торцевой поверхности одного сектора. Такой стык можно изготовить как при помощи съемной прокладки, так и без нее.
- С кромочными скосами, предполагающими условную точность торцов трубы. При данной технологии используются два вида подкладок – цилиндрические и кольцеобразные. Образующую фаску можно нарезать как с наружной, так и с внутренней стороны торцов. Иными словами, односторонний вид шва накладывается не только с внешней, но и с внутренней части трубы, формируя сварное соединение с тупым и острым углом.
- С развальцовкой (расточкой) внутренней поверхности торца стыка и скосом кромок по наружной стороне. В соответствии с ГОСТом есть шесть разновидностей внутренней расточки кромок.
Соответственно, при таком разнообразии сварочных швов предполагается применение разных способов и техник сварки, начиная со стандартного электродугового метода и заканчивая газовой пайкой.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
При угловом сопряжении со скосом кромок и разделом предполагается стыковка труб толщиной стенок от 6 до 60 мм. Ширина раздела будет изменяться в пределах от 18 до 48 мм. Такие значения подразумевают использование особой техники заполнения сварочной ванны.
3 метода сварки профильных труб под прямым углом
Чаще всего при изготовлении приспособлений, металлоконструкций и каркасов различного оборудования используется профильная труба. При ее применении в конструкциях почти всегда необходимо выполнить сварку, чаще всего под прямым углом.
Сварочные работы выполняют различными способами, все зависит от того, что является приоритетным – эстетичность или скорость выполнения работ.

Применяется при использовании черновых профильных заготовок, невидимых со стороны конструкций. При сварке два куска профильной трубы необходимо приложить друг к другу под прямым углом (чаще всего при помощи угловой струбцины) и обварить.
В результате образуется качественное и надежное соединение частей, которое выполняется за считанные минуты. Тем не менее, один из трубных торцов остается открытым, и это неприемлемо для использования конструкций, в которых стык такого вида будет просматриваться.
На заготовке в месте планируемого сгиба наносится поперечная линия. Затем влево и вправо от нее под углом в 45° проводятся лучи. То же самое делается и на противоположной стенке трубы – аккуратно напротив. Если использовать угольник, то на нанесение разметки уйдут считанные секунды.
Далее необходимо при помощи болгарки выполнить резы размеченной части трубы, чтобы осталась только поверхность стенки начала выхода лучей. После этого производится сгибание и выравнивание трубы, пока не появится прямой угол. В результате между стенками, предназначенными для стыка, остается зазор, не превышающий 2 мм. Владея определенным опытом, такую сварку можно произвести идеально и просто.
Этот способ почти полностью совпадает с предыдущим, но после сгибания не остаются те самые зазоры, которые порой сложно заварить аккуратно. Для его изготовления необходимо измерить толщину стенки профильной трубы, затем на заготовке прочертить поперечную линию, но при нанесении лучей под 45° необходимо сделать отступ от края, равный толщине стенки.
После этого следует вырезать отмеченную область и согнуть трубу. Наличие такого отступа при сгибе позволяет полностью устранить зазор. В итоге получается, что аккуратно нанести такой шов сможет даже сварщик с начальным уровнем подготовки. Эта технология является более кропотливой, но результаты в эстетическом плане намного качественнее.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка труб

Как варить трубы: полезные советы для начинающих
Варить трубы нелегко, о чем свидетельствует множество вопросов на форумах от начинающих сварщиков. Помимо правильного выбора расходных материалов и режима сварки, трубы требуют тщательной подгонки и качественной очистки металлической поверхности. Только, таким образом, получится добиться эстетичного, а главное прочного соединения, которое не потечёт.
Какими электродами лучше всего варить трубы
Для сварки стальных трубопроводов лучше выбирать только самые качественные и проверенные временем расходные материалы. Речь в данном случае идет об электродах, от качества которых зависит слишком многое.

Лучшими моделями электродов для сварки труб, по праву считаются:
- Электроды УОНИ — дают возможность получить качественный сварочный шов, хоть и требуют стабильной дуги в работе и низкой скорости сварки. Тем не менее, электроды УОНИ привлекательны, как для профессионалов, так и для новичков, прежде всего своим качеством сварки.
- Электроды АНО-21 и 24 — работать с эти электродами нужно на переменном токе. Данные модели сварочных электродов весьма популярны при использовании в быту, они позволяют сваривать различного рода конструкции, имеют невысокую стоимость, а также способны обеспечить качественный сварочный шов.
- Электроды МР-3 — по праву считаются одними из лучших электродов для сварки стальных труб.
- Электроды LB-52U — от японской компании, также неплохо себя зарекомендовали для сварки металлических труб. Они способны обеспечить стабильность дуги, прочное и эстетичное сварочное соединение.
Как бы там ни было, но не только от качества расходных материалов зависит успех сварки металлических труб.

Многое, конечно же, зависит от умений и опыта сварщика. А поскольку у начинающих электросварщиков его нет, то и возникают вопросы, типа: как варить трубы, и какие способы их сварки существуют.
Способы сварки металлических труб
Получить качественное сварочное соединение труб можно несколькими способами. Многое здесь зависит от того, где именно будут использоваться трубы. Если это трубопровод и нужна полная герметичность соединения, то применим один способ, для монтажа опор теплицы, например, совершенно другой.

Варить трубы можно несколькими способами:
- Встык — данный способ сварки труб наибольше всего распространён среди сварщиков. При его выполнении, трубы располагаются друг перед другом с небольшим зазором или без него. При этом очень важно тщательная подгонка труб, для того, чтобы их края были абсолютно ровными.
- Внахлёст — способ применим для сварки труб разного диаметра, когда одна труба надевается на другую. Это наиболее простой способ сварки металлических труб, друг с другом, который отличается своей простотой и скоростью выполнения.
- Тавровое — данное соединение труб необходимо в том случае, когда требуется выдержать между трубами угол в 90 градусов.
- Угловое — соединение применяется в тех случаях, когда угол между трубами составляет менее 90 градусов.
Для новичков, которые только взялись за сварку труб, существует несколько простых советов, они помогут варить металлические трубы качественно и без ошибок.
Как варить трубы: полезные советы для начинающих
Варить металлические трубы тавровым соединением или встык, лучше всего электродами не менее 3 мм. При этом рекомендуется выставлять на сварочном аппарате, силу тока от 80 до 100 А. При сварке труб внахлёст, сила тока на инверторе должна быть увеличена, примерно на 20 А.
В тот момент, когда заполняется сварочный шов жидким металлом, рекомендуется контролировать его подъем над поверхностью. В таких случаях сварочный шов получится красивым и ровным. Высота подъёма сварочного шва над поверхностью труб, должна быть в районе 2-3 мм.

При сварке профильной трубы, сначала рекомендуется применять точечный способ соединения, а не проваривать всю трубу и сразу. Сначала прихватывается одна сторона, затем другая, и только после этого, профильные трубы свариваются полностью.
Очень важно, чтобы при сварке труб, шов оставался непрерывным. Он должен заканчиваться в том месте, где было образовано его начало. Это будет служить залогом надежного, а главное герметичного соединения, ведь сварка металлических труб, в большинстве случаев, как раз и предполагает полную герметичность соединения.
Читайте также: