Как подогнать трубу под сварку
Обновлено: 15.05.2024
Рассмотрим два примера графического построения развертки.
Пример 1. Графическое построение развертки линии косого реза трубы под углом для изготовления шаблонов сектора сварного отвода.
На разметочной ленте или на листе картона в натуральную величину выполняют вспомогательный чертеж, по которому определяют все размеры, образующие сектор. Для этого из произвольно выбранной точки Ох как из центра циркулем проводят полуокружность, радиус которой равен половине наружного диаметра трубы R. Полуокружность трубы разбивают на n равных частей. Из точек 1, 2, 3 и т. д. проводят прямые, параллельные оси цилиндра, до пересечения с линией косого реза в точках 2′, 3′ и т. д. Далее из точки О проводят прямую, перпендикулярную оси трубы. Пересечение этой прямой с проведенными параллельными прямыми обозначают 10, 20, 30 и т. д. Полученные длины отрезков 10—1, 20—2, 30—3 и т. д. соответствуют значению высот развертки.
После построения вспомогательного чертежа на материале, используемом для изготовления шаблона, наносят прямую, равную длине окружности трубы и разбивают ее на п равных частей (точки 10, 20, 30 и т. д.). Восстановив перпендикуляры в каждой точке деления, откладывают на них соответствующие значения высоты развертки. Полученные точки 2″, 3″ и т. д. соединяют с помощью лекала плавной кривой, являющейся кривой развертки. Вторую половину развертки выполняют аналогично первой.
Вырезанный и свернутый шаблон надевают на прямую трубу и производят разметку.
Пример 2. Графическое построение развертки линии реза при пересечении двух труб разных диаметров под прямым углом, т. е. разметка установки штуцера.
До начала изготовления штуцера из листа картона или толя делают шаблон. Для этого мелом вычерчивают в натуральную величину проекции тройника. Радиусом, равным половине наружного диаметра штуцера, вычерчивают вспомогательную полуокружность, которую делят на равных частей. Из точек 1′, 2′, 3′ и т. д. проводят прямые, параллельные осн штуцера. На пересечении этих прямых с окружностью большой трубы диаметром D получают точки 1″, 2″, 3″ и т. д., через которые проводят линии построения, параллельные оси большой трубы, до пересечения с соответствующими перпендикулярными линиями на первой проекции. Искомые значения высот развертки будут равны длине соответствующих отрезков 1—10, 2—20, 3—З0 и т. д.
Для построения линии развертки штуцера на листе картона, жести или толя проводят прямую, длиной, равной длине окружности трубы диаметром D, и делят на п равных частей. В точках деления прямой 1, 2, 3 восстанавливают перпендикуляры, на которых откладывают соответствующие высоты. Полученные точки с помощью лекала соединяют плавной кривой. Затем вырезают шаблон, надевают его на трубу и по нему делают разметку для последующей вырезки.
Графическое построение развертки линии реза при пересечении двух труб одинаковых диаметров под прямым углом производят аналогично предыдущему примеру. Отверстие в трубе размечают по готовому штуцеру.
Для разметки на наружной поверхности трубы осевых линий, а также линий или точек, расположенных под любым углом к плоскости перпендикулярного сечения трубы, пользуются специальным приспособлением. Приспособление состоит из корпуса с опорной призмой, делительного диска, уровня и кернера. Диск может поворачиваться на 90° в обе стороны от вертикальной риски, нанесенной на корпусе. При разметке осевой линии приспособление устанавливают на трубу так, чтобы уровень находился в горизонтальном положении (делительный диск установлен на отметке 0). Перемещая приспособление трубы и следя за тем, чтобы уровень сохранял горизонтальное положение, кернером наносят на трубе ряд точек, через которые проводят осевую линию. При разметке линии под углом диск устанавливают на заданный угол и приспособление перемещают по окружности изделия до тех пор, пока уровень вновь не примет горизонтальное положение.
Разметка является трудоемкой операцией и, как правило, ее выполняют только в единичных случаях. В условиях трубозаготовительных баз и заводов трубы обрабатывают без разметки с помощью специальных приспособлений и станков, не требующих предварительной разметки.
Резка трубы под сорок пять градусов или другим углом
При различных работах домашние мастера иногда сталкиваются с необходимостью разметки и резки труб под сорок пять градусов.
Существует большое количество приспособлений промышленного производства для резки труб под разными углами, но стоимость таких устройств достаточно высока. В статье будут рассмотрены способы разметки труб под рез в 45 градусов в домашних условиях, без использования дорогостоящих приспособлений.
Разметка и резка профильной трубы
Разметка профильной трубы с первого взгляда представляется достаточно простым делом. Однако, скругленные углы при ручной разметке будут давать серьезную погрешность. По этой причине, удобнее будет сделать простейшее приспособление для разметки профильной трубы. Резка трубы из метала под 45° при использовании этого приспособления упрощается в разы.
Приспособление для резки труб под сорок пять градусов представляет собой отрезок п-образного стального профиля, отрезанный под углом в 45 градусов. Размеры профиля подбираются таким образом, чтобы в него свободно помещалась размечаемая труба. Для изготовления данного приспособления понадобятся следующие инструменты:
- Угломер;
- Чертилка по металлу;
- Угловая шлиф-машина (болгарка);
- Отрезной диск;
- Напильник.
Изготавливается такое приспособление для резки труб достаточно просто. Его удобно использовать для нарезки большого количества труб, например для сварки каркаса ворот из профнастила.
Из профиля вырезается заготовка длиной порядка 20-30 сантиметров. С помощью угломера на одном из торцов отрезка размечается угол в 45 градусов. После разметки, с помощью болгарки профиль разрезается. На полученном шаблоне необходимо проконтролировать точность угла. При необходимости шаблон дорабатывается напильником.
Читать также: Перила с элементами ковки фото
Резка трубы под сорок пять градусов с помощью такого шаблона существенно упрощается. Заготовку трубы вкладывают в шаблон и размечают с помощью чертилки. При разметке необходимо проконтролировать длину заготовки. После этого труба разрезается по нанесенным меткам с помощью болгарки.
Труба надрезается по диагональным линиям с двух сторон, после чего прорезаются прямые линии разметки. Такое приспособление для резки труб под углом существенно экономит время и деньги.
Разметка и резка труб под углом круглого сечения
Когда необходимо разрезать круглую трубу под углом в 45 градусов, приспособление, рассмотренное выше, может не подойти. Резка трубы под 45 градусов в этом случае производится по бумажным лекалам, обернутым вокруг заготовки. Лекало для разметки можно скачать тут.
Такие лекала распечатываются из специальных компьютерных программ. Также в интернете можно найти и распечатать уже готовые лекала под наиболее распространенные типоразмеры труб. Какой бы способ резки труб не был выбран, необходимо следить за точностью нанесения разметки. От этого зависит точность реза.
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Читать также: Крепеж сипа к стене
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; .

Рисунок 1. Разметка трубы для изгиба
- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
Рис. 5. Разметка пересечения двух труб
- а – построена для изготовления шаблона;
- б – шаблон.
Таблица 5. Скиды и длины изогнутых частей трубы для любого радиуса
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм)гнутья и углов гиба
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм).
2. Величину скидов и длину изогнутой части для углов, не указанных в таблице, определяют путем сложения. Например, скид для угла 53е равен сумме скидов для углов 45 + 5 +3° и т. д.
Резка труб под углом: преимущества и недостатки разных способов
В ходе проведения монтажных и сантехнических работ часто требуется выполнить резку заготовок под определенным углом. Изменение направления линии отреза необходимо для дальнейшей стыковки и сваривания с другими трубами такой же конфигурации, или для монтажа запорно-регулирующей арматуры.
Стоит учитывать, что точность реза под нужным углом необходима для получения высокой плотности соединения металлопроката. Для этого нужно иметь необходимые приспособления, качественный труборез и владеть соответствующим опытом проведения работ по обработке труб.
В данной статье мы рассмотрим приемы резки труб под различными углами.
Способы разметки труб под углом 45 градусов
Резка трубных заготовок под углом 45° наиболее востребована при монтаже тепловых магистралей, канализационных сетей, газопроводных систем. Для этих целей используют трубы из черных металлов и нержавеющей сталей цилиндрического сечения, небольшого и среднего диаметра – 20-500 мм.
Одной из основных задач при резке труб под углом 45 градусов является точность измерения угла и ровность среза трубы, чтобы при стыковке соединяемые элементы совпали с точностью до миллиметра. Особенно это касается тонкостенных труб – при малейшей погрешности реза стенки соединяемых труб не смогут соединиться в нужной конфигурации. Поэтому пристальное внимание необходимо уделить точности раскроя.
Способы резки металлических труб под углом
Отпилить трубу или разрезать ее на части можно несколькими способами. Из доступных инструментов лучше всего с этой задачей справляется болгарка. Но самой большой проблемой остается необходимость правильно разметить линии реза. Они могут быть разными, чаще всего приходится выдерживать либо прямой угол относительно оси трубы, либо 45 градусов. Приемы несколько меняют в зависимости от того, какие изделия нужно разрезать:
трубы для прокладки водопровода, газовые и для разводки отопления;
профильные изделия для сборки ворот, козырьков, других металлоконструкций;
трубы большого диаметра — как правило, это редко нужно в домашних условиях, где самые широкие просвет только в канализации;
трубы из стали, чугуна, тонкостенные из цветных металлов и мягких сплавов.
Обе задачи решаются довольно просто даже без использования специального лекала угла трубы.
ВАЖНО ЗНАТЬ: Бесшовная нержавеющая труба

Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90°. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.

Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1 отложить отрезок 001, на перпендикуляре 1’1′1 отложить отрезок 111 и т. д. Точки 0′1, 1′1, 2′1 и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90°.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера [1].
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.
Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.
Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать труборез для пластиковых труб и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он “закрывается” сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Сварка труб под углом

Сварка труб под углом имеет свои нюансы. Она несколько сложнее, чем другие способы соединения элементов конструкции. Чтобы хорошо выполнить такую работу, специалист должен обладать определенными знаниями и опытом.
С другой стороны, благодаря подобной сварке отпадает нужда в использовании разного рода отводов, тройников и крестовин для сборки системы труб. И данную возможность сэкономить упускать просто-напросто неразумно.
4 основных способа сварки труб между собой
Для сварки труб между собой существует несколько способов, выбор которых будет зависеть от типа соединения:
- Сварка встык – при этом методе детали находятся напротив друг друга, к примеру, это концы двух труб.
- В тавр, или тавровый стык – чаще всего этот способ используют при врезании в трубу под углом 90°, то есть расположенных перпендикулярно друг к другу (в форме буквы «Т»).
- Внахлест – применяют для повышенной герметичности при сборке двух труб, а также при разнице в диаметрах или при наличии неровностей. При таком методе конец одной трубы развальцовывают (увеличивают диаметр края при помощи специального приспособления, растягивают ее поверхность изнутри) и затем надевают ее на край другой трубы.
- Угловое соединение – это процесс сварки квадратных или круглых труб с определенным углом относительно друг друга. Обычно используют стандартные значения – под углами 45°, 60° или 90°.

Преимущественно для угловой сварки применяются стальные трубы. Такое соединение участков используют и при изготовлении арматур из конструкционных сплавов, и при производстве труб из высоколегированных сталей. Для металлических изделий с разными свойствами требуются различные технологии сварки и определенный тип электродов.
С помощью сварки (пайки), помимо прочего, можно соединять также алюминиевые или медные трубы. Правда, в таких случаях необходим специальный аргонодуговой аппарат, возбуждающий электрическую дугу в среде инертного газа (аргона). При этом в качестве электрода может быть использована обычная медная или алюминиевая проволока.
Кроме того, применяя технологию термической сварки давлением, можно соединить и полимерные трубы. Эту технику даже используют для изготовления сегментарных фитингов, собираемых из вырезанных фрагментов труб.
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.

Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендуем статьи по металлообработке
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.
Соединение труб сваркой под углом производится с помощью следующих типов сварочных швов:
- Без применения скосов (разделов) кромок, когда сопрягаемые секторы соединяются при помощи втулки (съемной подкладки), устанавливаемой внутри или встык. При использовании такого метода применяется шов одностороннего исполнения.
- С односторонним кромочным скосом и точной обработкой торцевой поверхности одного сектора. Такой стык можно изготовить как при помощи съемной прокладки, так и без нее.
- С кромочными скосами, предполагающими условную точность торцов трубы. При данной технологии используются два вида подкладок – цилиндрические и кольцеобразные. Образующую фаску можно нарезать как с наружной, так и с внутренней стороны торцов. Иными словами, односторонний вид шва накладывается не только с внешней, но и с внутренней части трубы, формируя сварное соединение с тупым и острым углом.
- С развальцовкой (расточкой) внутренней поверхности торца стыка и скосом кромок по наружной стороне. В соответствии с ГОСТом есть шесть разновидностей внутренней расточки кромок.
Соответственно, при таком разнообразии сварочных швов предполагается применение разных способов и техник сварки, начиная со стандартного электродугового метода и заканчивая газовой пайкой.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
При угловом сопряжении со скосом кромок и разделом предполагается стыковка труб толщиной стенок от 6 до 60 мм. Ширина раздела будет изменяться в пределах от 18 до 48 мм. Такие значения подразумевают использование особой техники заполнения сварочной ванны.
3 метода сварки профильных труб под прямым углом
Чаще всего при изготовлении приспособлений, металлоконструкций и каркасов различного оборудования используется профильная труба. При ее применении в конструкциях почти всегда необходимо выполнить сварку, чаще всего под прямым углом.
Сварочные работы выполняют различными способами, все зависит от того, что является приоритетным – эстетичность или скорость выполнения работ.

Применяется при использовании черновых профильных заготовок, невидимых со стороны конструкций. При сварке два куска профильной трубы необходимо приложить друг к другу под прямым углом (чаще всего при помощи угловой струбцины) и обварить.
В результате образуется качественное и надежное соединение частей, которое выполняется за считанные минуты. Тем не менее, один из трубных торцов остается открытым, и это неприемлемо для использования конструкций, в которых стык такого вида будет просматриваться.
На заготовке в месте планируемого сгиба наносится поперечная линия. Затем влево и вправо от нее под углом в 45° проводятся лучи. То же самое делается и на противоположной стенке трубы – аккуратно напротив. Если использовать угольник, то на нанесение разметки уйдут считанные секунды.
Далее необходимо при помощи болгарки выполнить резы размеченной части трубы, чтобы осталась только поверхность стенки начала выхода лучей. После этого производится сгибание и выравнивание трубы, пока не появится прямой угол. В результате между стенками, предназначенными для стыка, остается зазор, не превышающий 2 мм. Владея определенным опытом, такую сварку можно произвести идеально и просто.
Этот способ почти полностью совпадает с предыдущим, но после сгибания не остаются те самые зазоры, которые порой сложно заварить аккуратно. Для его изготовления необходимо измерить толщину стенки профильной трубы, затем на заготовке прочертить поперечную линию, но при нанесении лучей под 45° необходимо сделать отступ от края, равный толщине стенки.
После этого следует вырезать отмеченную область и согнуть трубу. Наличие такого отступа при сгибе позволяет полностью устранить зазор. В итоге получается, что аккуратно нанести такой шов сможет даже сварщик с начальным уровнем подготовки. Эта технология является более кропотливой, но результаты в эстетическом плане намного качественнее.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как разметить трубу для точной обрезки под сварку колена 90 градусов

При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.



В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
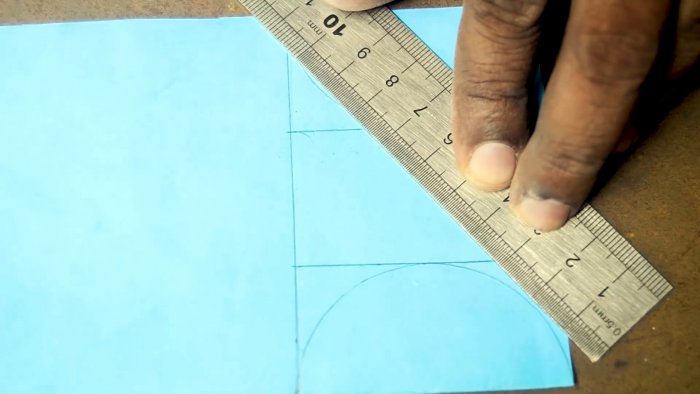

В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.






Смотрите видео
Слесарное дело. Небольшие хитрости при стыковке и подгонке труб. Галтели.

Немного о подгонке стыков труб под 90 градусов.
Как же рассчитать глубину выреза галтели при стыковке круглых труб.
Сегодня этим занимались на работе, подумалось что это возможно будет кому-то полезно.
Мы стыковали две трубы 57 мм.
Для определения глубины галтели делим диаметр трубы на 3. В нашем случае это 57 мм. То есть 57/3=19мм. Глубина галтели 19мм. Чертим в двух противоположных сторон хорды с высотой в 19 мм. Вырезаем болгаркой с обоих сторон и получаем идеальную подгонку.
Нюанс. Например, необходимо состыковать трубу например, 57 мм с трубой большего диаметра, например, с трубой 159 мм. Для этого нужно определить, насколько стандартных типовых размеров наш меньший диаметр меньше нашего большего диаметра. Смотрим или вспоминаем свои слесарные годы в ПТУ и… 57… 76, 89, 102, 108, 133, 159. Есть! Получаем 9ть. То есть каждый следующий типовой размер трубы прибавляет к нашим 3 ещё один.
Итак, 57/9=6,3333333333 или просто 6 мм.
То есть при стыковке двух труб 57 и 159 мм на трубе диаметром в 57 мм нам необходимо сделать галтель глубиной в 6 мм.
Всё просто.
И так далее.
Надеюсь, кому-то будет полезно.
Всем добра и хороших стыков и ровных швов))🤘🏻




Метки: слесарное дело, сварка, расчёты, подгонка, трубы, галтель
Комментарии 89
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

а я просто взял коронку такого же диаметра, зажал трубу и по направляющей коронкой отобрал стыковку. И все подогналось просто идеально.

О, спасибо!
Как раз актуально — дымоход под 90 градусов надо приварить!


Да, размер-в-размер — треть диаметра, а чтобы долго не вычислять при меньшую-на-большую, просто поставить огрызок трубы и замерить линейкой по касательной. Померял два зазора по сторонам, взял среднее арифметическое и вперёд на разметку!

Где-то в дальнем углу диска С, лежит написанная лет… 20 назад табличка в экселе
Считает любой тройник, по любым диаметрам, с любым смещением
Рядом, такая же, но для секционных отводов — на любое количество, и под любой градус
Обычная тригонометрия
Ну а сейчас, это на много проще — в автокаде или компасе сделать

Я может чего не понял, а где тут хорды? Да ещё и хорды с высотой…

А что делать при других углах?
Начертательная геометрия в помощь.

Когда часто надо стыковать, лучший вариант вот такой


Мы на лентопилке быстрее отрезаем лишнее
Каким образом? Сдесь выставил нужный угол, вставил трубу, вставил нужную коронку, минута — и готово. Прилегание труб идеальное
У нас соединения только под 90 градусов, отпиливаем с двух сторон сегмегтов по шаблонам

А у нас по снипам нельзя кз отвод проваривать так к трубе
Крутоизогнутые отводы допускается сваривать между собой без прямого участка. Крутоизогнутые и сварные отводы вваривать непосредственно в трубу без штуцера (трубы, патрубка) не допускается.

Наверное потому, что в таком гнутом отводе образуются неравномерные внутренние напряжения, а сварка еще их добавляет. И получается стрёмный букет

Сколько помню, всегда вырезали" яблочко" чаще всего "на глаз", иногда мелом рисовали без всяких расчетов. Ошибались редко. Вырезали на не больших трубах прям горелкой. Если и ошибались, то для профи заварить шире маминой не проблема
Мы больше двух лет для вырезки используем ручной плазморез, удобно и чисто
Все зависит от жадности работадателя.
Молоко привозили дешовое, кислое, за вредность, а уж таку "диковину весч"… Да он удавился бы!))))

Ху. не лезит не зазор!))))

Вот уж не думал ни когда об этой проблеме))) Приставил нужную трубу к месту приварки и обвел мелом или маркером на одном расстоянии от трубы-основы.
А вот эти вычисления- по моему, чтобы создать видимость большого специалиста, как и ОБЯЗАТЕЛЬНОЕ наличие "фирменной" спецовки.
Сразу вспомнил, как мы стыковали две 325ки. Одна шла магистралью эммм… скажем так, из далека. А вторая была метров 5 длинны. Короче приставлять и мелом было не вариант как говориться)))))

Чёт я ни фига не понял, но походу это круто.👍🤔


а почему 102 есть в списке а остальных нет. или почему 102рая попала в список?
А как должно быть?))
Мы с таким вот работаем…
16, 20, 26, 32, 42, 45, 57, 76, 89, 102, 108, 133, 159, 180, 219, 245, 273, 325 и так далее)) Это по наружнему диаметру, по проходному сечению естественно другое. Но нас интересует наружний диаметр, потому варим в итоге по наруже, не внутри))
102, 180, 245 не используем. только соответствующие условному диаметру 50,65,80,100,125,150,200,250,325… и соответственно диаметру арматуры и фланцам по ГОСТ 12821-80*. но это все про отопление, тепло-холодоснабжение
ещё 114 есть и 60-ка

Плохо понял, но вот тупо взяв в руки калькулятор в мобильном телефоне и наморщив лоб (целью было проверить смогу ли я сосчитать это в полевых условиях без карандаша и бумаги)
получил 5,284 мм ))) Вычисляется по теореме Пифагора.
Квадрат диаметра большой трубы — квадрат диаметра малой.
Из этой разницы извлечь квадратный корень.
От квадратного корня отнять диаметр большой трубы.
Полученную разность поделить пополам — это потому что считали всё в диаметрах.

Трубы круглые, а у вас одни квадраты в тексте! 😁😉
Потому что трубы под прямым углом пересекаются )))
Когда поезд едет, то круглые колёса как раз теми квадратами и стучат по рельсам. Это еще Чапаев давно знал


А чуть моцк не сломал…

Я когда-то помогал "профессионалу" с большой буквы делать отопление у тётки. Вварил он трубы в стояк, а дырки в стояке забыл сделать))) до сих пор вспоминаю ржу)))
В школе учитель черчения Семён Аронович Розенберг выходил из себя, когда кто-то из нас обзывал отверстие в той или иной детали на чертеже дыркой. Бил железной указкой по столу и орал: "Деточка! Это не дыг'ка, а отвег'стие!"
Я не сг'есарь, значит дыг'ка😂 не пг'офессионалам мог'но отвег'стие называть дыг'кой)))

Нас проще учили. Дырка в жопе, а что сделано человеком отверстие😁
Не спорю, но все сварщики прожигают в трубе дырку) ни разу не слышал, чтоб отверстие прожигали)
Я для себя определился, что отверстие делается умышленно, а дырка — случайно)))
Это только плохие сварщики дырки прожигают

дырка — это отверстие с рваными краями

Он не уточнял при этом, что дыг'ка — в жопе?
Вообще-то в науке это тоже именуется "анальное отверстие".
А учитель в те годы не позволял себе выражаться при детях. Тем более, учитель старой закалки. Да и вообще был старый. Как раз перед тем, как я школу закончил, он умер.
Мне тоже 44, но я не разделяю такого безоговорочного восторга тогдашними учителями "старой закалки".
А я про восторг ничего и не говорил.
Но если уж сравнивать, то современные учителя еще меньше его заслуживают.

не согласен — детей надо готовить к школе и взрослой жизни самим, а не говорить- иди сынок в школу там тебя всему научат(в школе преподаватели работают- они лишь доносят знания до ученика, а дальше все зависит от воспитания ученика, сидит слушает, пишет — или базарит и играет в телефоне, а потом родители стонут что учитель его ребенка ни чему не научил и тд и тп). Далее думаю нет смысла обсуждать работу учителя. Ни в коем случае не хотел кого либо задеть или обидеть.
Нифига они не доносят, если предварительно им не занести.
И в урочное время им не выгодно давать знания, бо кто ж тогда к ним будет ходить на репетиторство за дополнительную оплату?
У нас под запретом такая тема. Малая первоклашка, я предложил её учительнице доп.занятия, или к нам, или к ней. Она говорит, узнают, с работы выгонят. Левого репетитора пожалуйста, а училке низзя
Ну правильно. Эта училка будет репетиторствовать с детьми из другой школы. А для Вашей дочки из той другой школы учитель будет как раз типа левым репетитором.
Не хочу другую, эту хочу))) тем не менее, выход мы нашли. Скайп) ноутбук на стол, тетрадку в зубы и погнали)))



Отверстие с квалитетом выше 7 вполне может именоваться дыркой))


наш выражался немного иначе) дырка. говорил он, у вас в попе а это отверстие). и тоже херачил указкой

у меня тоже есть ржачные истории, помню проснулся, -стояк.
а нет, это же совсем про другое ))) пардон
ГВС или ХВС — стояк и какое ДУ, это надо уточнить
Уже давно существует программка для построения и распечатки шаблонов, позволяющих стыковать любые трубы любого диаметра под любым углом и с любым смещением. Да и не только трубы. Называется Plate ‘n’ Sheet Professional V4.
А Ваши "простые рассчеты", только не обижайтесь, вызвали в памяти эпизод из известной книги про Швейка (прошу прощения за много букв):
Та кто бы спорил?!)) Просто это как имея зажигалку, знать и уметь добыть огонь трением. Никто никого не заставляет, просто это не плохо было бы знать. Вот и всё.
А за цитату спасибо. Очень круто)))👍🏻
Ну, можно вообще обойтись без всяких цифр парой резиновых колец и кучей спичек, зубочисток (для трубок малых диаметров) или электродов (для больших диаметров).
А хорда, о которой Вы говорите, ни как не может имет высоту 19мм или вообще любую другую высоту. Хорда — это прямая, соединяющая две точки кривой линии.
Да, тут всё так. Локальный жаргон. Называем хордой не хорду. Пусть будет дуга. Главное, суть. Хотя и над грамотностью лично я всегда готов и рад работать))
Просто это одно из немногих знаний, которое я запомнил на уроках)))
Ага, а я за четыре года только теорию графов запомнил)))))

Спички и электроды работают только на прямых участках.В примере автора такое не прокатит.

Цитата хороша, программа наверное тоже. Но шаблон, в полевых условиях, телефон в грязных руках — ну вообще не вариант. Гораздо проще поделить на 3.
Читайте также: