Как правильно оформить сварочные работы
Обновлено: 19.09.2024
ООО "НТВП "Кедр - Консультант" » Услуги » Консультации юристов » Трудовые споры » Как оформлять выполнение изредка требуемых сварочных работ, к исполнению которых привлекается слесарь, имеющий диплом сварщика
Как оформлять выполнение изредка требуемых сварочных работ, к исполнению которых привлекается слесарь, имеющий диплом сварщика
Вопрос:
У нас в компании заключен договор на комплексное техническое обслуживание зданий. Иногда, согласно договору, заказчик требует выполнять сварочные работы. По штатному расписанию сварщик не предусмотрен, но в штате есть слесарь-сантехник, который имеет диплом сварщика и допуск к сварочным работам. Как правильно оформить его работу? Можно ли составить дополнительное соглашение к трудовому договору или договор подряда на конкретный объем оказываемых сварочных работ?
Ответ:
С письменного согласия работника ему может быть поручено выполнение в течение установленной продолжительности рабочего дня (смены) наряду с работой, определенной трудовым договором, дополнительной работы по другой или такой же профессии (должности) за дополнительную оплату (статья 151 настоящего Кодекса).
ст. 60.2, "Трудовой кодекс Российской Федерации" от 30.12.2001 N 197-ФЗ (ред. от 13.07.2015)
Поручаемая работнику дополнительная работа может осуществляться путем:
- совмещения профессий (должностей) (если поручается работа по другой профессии);
- расширения зон обслуживания, увеличения объема работ (если поручается работа по такой же профессии (должности));
- исполнения обязанностей временно отсутствующего работника без освобождения от работы, определенной трудовым договором (как по другой, так и по такой же профессии (должности)).
Таким образом, ТК РФ выделяет три вида возможного оформления дополнительной работы работником, при этом первые два вида квалифицируются по характеру совмещаемой работы (является или нет она аналогичной занимаемой должности работника). Исходя из буквального прочтения ст. 60.2 ТК РФ следует, что законодатель не оговаривает, что речь идет только о совмещении должности (профессии), которая предусмотрена в штатном расписании работодателя. Это может быть и работа по другой профессии (должности), которой нет в штатном расписании работодателя. Определяющее значение в данном случае играет не наличие/отсутствие должности в штатном расписании, а тот факт, что работник будет выполнять дополнительную работу не по своей профессии (должности).
Трудовым законодательством не допускается совмещение должностей, если они не предусмотрены штатным расписанием работодателя. В таком случае работа выполняется на основании гражданско-правового договора (см., например, Постановления Пятнадцатого арбитражного апелляционного суда от 15.02.2012 N 15АП-15046/2011 по делу N А53-17177/2011, Двенадцатого арбитражного апелляционного суда от 08.12.2010 по делу N А12-11725/2010).
Учитывая изложенное, не исключено, что при оформлении совмещения по должности, не указанной в штатном расписании, у организации могут возникнуть проблемы с надзорными органами. Поэтому рекомендуется перед совмещением должности (в случае отсутствия совмещаемой должности в штатном расписании) ее ввести.
Если с работником заключен трудовой договор, в котором указана должность, отсутствующая в штатном расписании, то необходимо внести изменение в штатное расписание. В ином случае это может быть расценено как нарушение законодательства о труде, влекущее административную ответственность по ст. 5.27 Кодекса РФ об административных правонарушениях от 30.12.2001 N 195-ФЗ.
Подборка документов:
Вопрос: В связи с временным расширением объема работы в летний период организация принимает дополнительных работников по срочным трудовым договорам. Обязательно ли отражать в штатном расписании организации увеличение количества единиц по соответствующим должностям (профессиям) или временных работников можно принимать как внештатных работников? (Консультация эксперта, 2013)
Вопрос: . В гражданско-правовых договорах, заключенных организацией с физическим лицом, указано, что физическое лицо обязано выполнять задание заказчика - лично осуществлять перевозку грузов на автомобиле заказчика и по его территории с понедельника по пятницу с 10 до 18 часов. Указанные договоры заключались ежемесячно, оплата производилась в форме ежемесячного вознаграждения. Могут ли быть признаны указанные договоры трудовыми? (Консультация эксперта, 2010)
Разъяснение дано в рамках услуг "ЛИНИИ КОНСУЛЬТАЦИЙ" консультантом по правовым вопросам ООО НТВП "Кедр-Консультант" Макшаковым Игорем Борисовичем, сентябрь 2015 г.
Журнал сварочных работ
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Внимание! Этот документ можно скачать в КонсультантПлюс.
- Бланк и образец
- Онлайн просмотр
- Бесплатная загрузка
- Безопасно
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
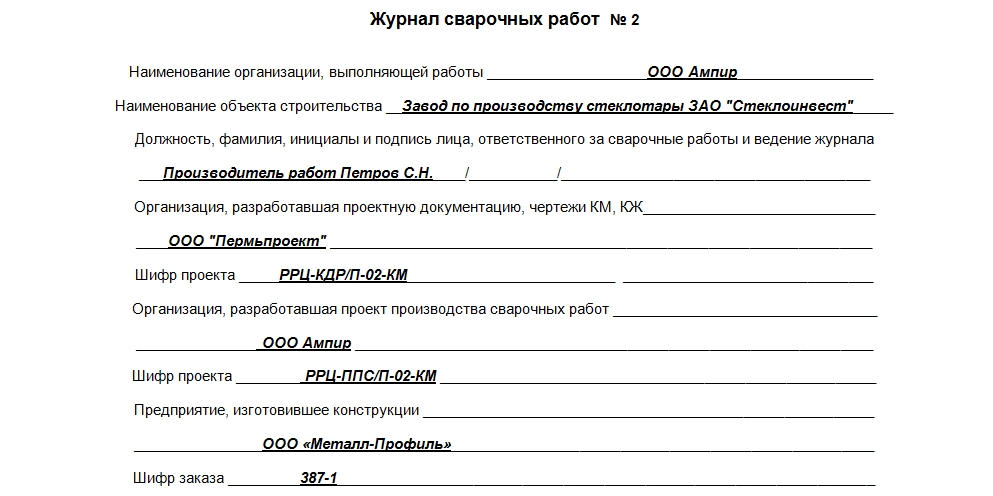
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
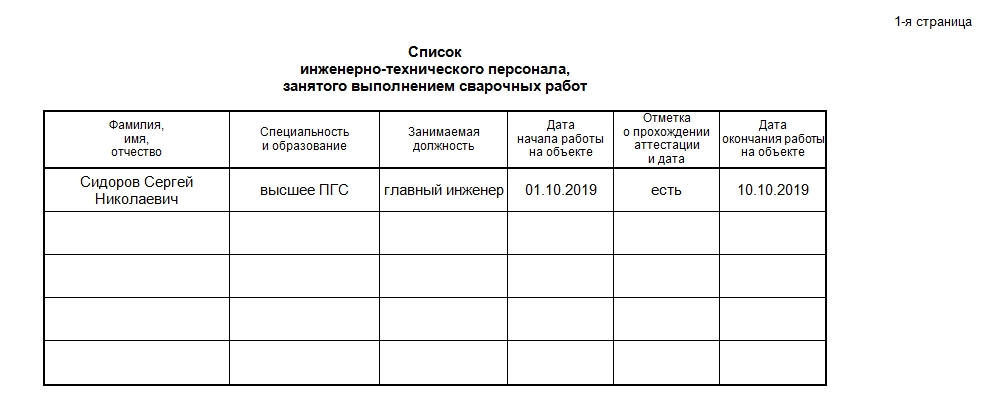
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
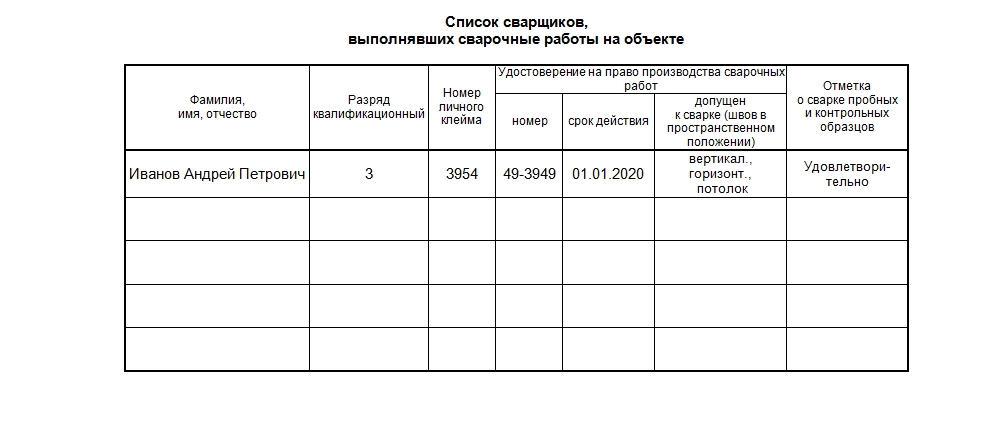
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
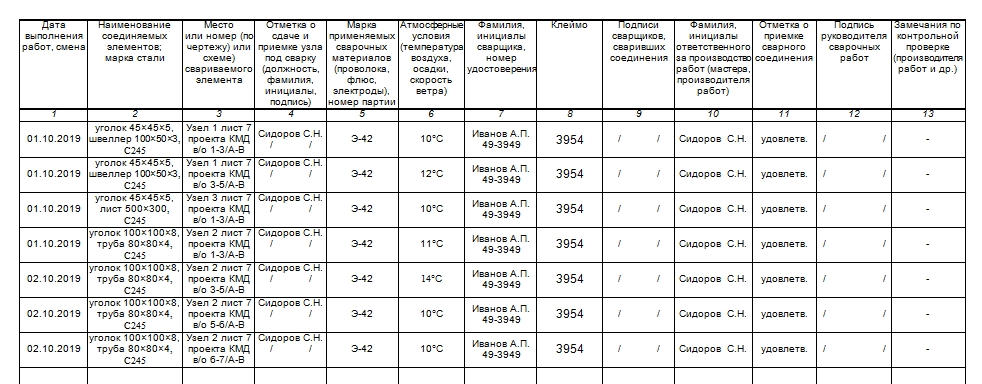
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Наряд-допуск к огневым работам
Огневые работы, как правило, связаны с высоким уровнем опасности для специалистов, которые их осуществляют, поэтому они требуют особого разрешения. В качестве него выступает специальный документ под названием «Наряд-допуск к огневым работам».
Огневыми работами считаются любые работы, при которых используется открытый огонь, происходит образование искр, а также нагревание конструкций, объектов, приборов, материалов и т.д. до высоких температур, способных привести к воспламенению, в том числе газо-, электросварка, бензинорезательные, электрорезательные, паяльные работы и т.п.
Перед тем как начать работу
Выполнять пожароопасные работы рекомендовано в светлое время суток, т.е. днем (за исключением форс-мажоров и аварий) и при участии специалистов, имеющих специальную подготовку и соответствующие документы (аттестаты, справки, удостоверения), подтверждающие их квалификацию.
Предварительно руководителем подразделения или начальником бригады (цеха, отдела, участка) должен быть прописан точный план будущих работ, на взрывоопасных участках установлено оборудование, позволяющее обезопасить объект, отключены источники питания, остановлены аппараты и установки, представляющие угрозу жизни и здоровью во время рабочего процесса, а также поставлены знаки о границах опасных зон.
Все специалисты, связанные с проведением работ должны пройти соответствующий целевой инструктаж, обеспечены средствами огнезащиты, инструменты должны быть проверены, а рабочее место подготовлено.
Только после обеспечения всех этих мероприятий выписывается наряд-допуск на проведение пожароопасных огневых работ.
Правила оформления допуска
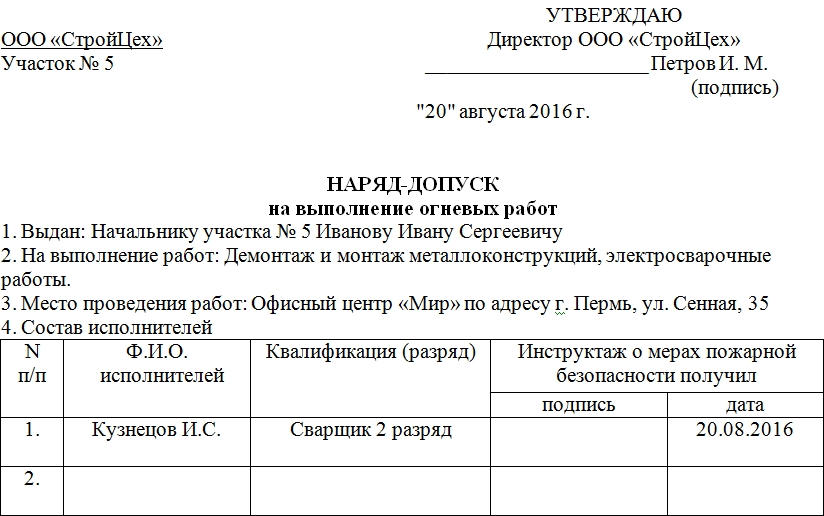
Согласно пункту 437 Правил противопожарного режима в РФ, на проведение огневых работ (огневой разогрев битума, газо- и электросварочные работы, газо- и электрорезательные работы, бензино- и керосинорезательные работы, паяльные работы, резка металла механизированным инструментом) на временных местах (кроме строительных площадок и частных домовладений) руководителем организации или лицом, ответственным за пожарную безопасность, оформляется наряд-допуск на выполнение огневых работ по форме, предусмотренной приложением № 4 (ниже именно оно). Заполняется допуск либо на обычном листе А4 формата, либо на фирменном бланке предприятия в двух экземплярах. Один из них передается руководителю работ, второй – сотруднику, который отвечает за пожарную безопасность на предприятии.
Наряд-допуск к огневым работам — разрешительный документ, который четко фиксирует объект, на котором будут проводиться работы, их наименование, сведения о специалистах, получающих к ним допуск, ответственных лицах, а также мерах пожарной безопасности, принятых на рабочем месте.
Инструкция по заполнению наряда-допуска к огневым работам
- В правой верхней части документа указывается полное наименование предприятия, сотрудники которого проводят огневые работы, а также структурное подразделение, к которому они относятся.
- В левую верхнюю часть вносятся данные о руководителе предприятия, а также дате оформления наряда-допуска. Здесь же, после окончательного заполнения документа директор должен будет поставить свою подпись.
- Ниже по центру строки пишется название документа.
- Затем отдельными пунктами вписывается, кому выдан наряд-допуск (т.е. ответственное за проведение работ лицо), на какие именно работы, а также сведения об объекте (здесь надо указать наименование объекта и его фактический адрес).
- В четвертый пункт вносится информация об исполнителях: тут нужно указать их профессию, квалификацию, дату последнего пройденного инструктажа. Напротив своей фамилии каждый участник работ должен обязательно расписаться.
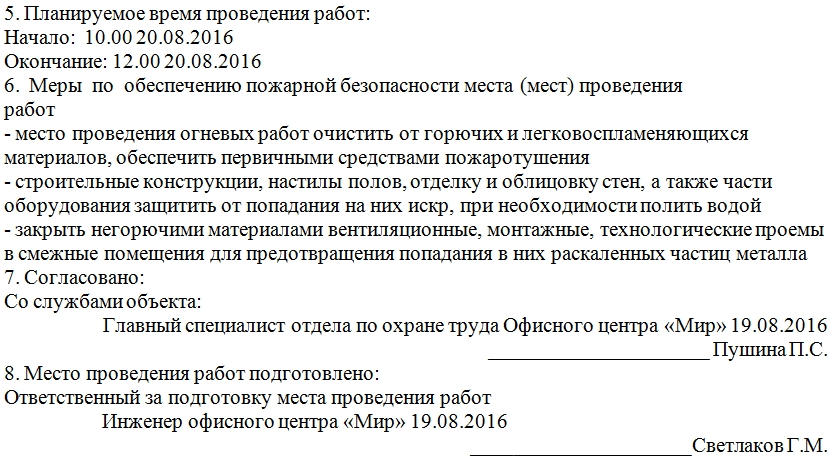
Следующие пункты наряда-допуска касаются непосредственно проводимых огневых работ.
- Сначала нужно указать время их начала и окончания (часы, минуты), затем принятые меры пожарной безопасности (подробно).
- Далее следует отметить, что огневые работы, а также принятые меры по обеспечению пожарной безопасности согласованы с ответственными службами объекта – здесь надо указать конкретного человека, его должность, фамилию, инициалы, дату согласования.
- Наконец, в последнем пункте этой части наряда-допуска аналогичным образом отмечаем сотрудника, ответственного за подготовку рабочего места к выполнению поставленных трудовых задач.
По правилам наряд-допуск должен оформляться на все виды работ по отдельности на одну дневную смену.
Если работы не завершены в установленный допуском срок, то в пункте 9 нужно внести запись о том, до какого времени они продлеваются (но не более чем на одну рабочую смену). В следующий пункт следует внести пометку о согласовании продления допуска к огневым работам.
Если в состав бригады исполнителей вносятся изменения (одни работники заменяются на других или же кто-то просто исключается или добавляется), это нужно отметить в специальной таблице.
После того, как все работы будут завершены, фиксируется факт окончания работ, дата и время, а также ставится подпись ответственного лица. После окончательного оформления наряд-допуск передается на утверждение и подпись руководителю предприятия.
Как правильно оформить сварочную документацию и сдать работу в срок
Если вы хотите узнать какая сварочная документация оформляется и сдается, мы расскажем вам об этом.
Весь сварочный процесс требует соблюдения норм, ведения документации и повышенный контроль за всеми этапами работ. Для правильной организации сварного процесса и получения нужных результатов, важно соблюдать соответствие производственной стандартизации именно для тех работ, которые проводятся в условиях повышенной опасности. Для более полноценного понимания всех требований по сварке (на ОПО — опасном производственном объекте) нужно изучить ФНП и другие нормативные документы (НТД). В нормативных актах четко прописаны все допуски и требования по сварке на опасных производственных объектах.
Какая документация оформляется до и при проведении сварочных работ
В ФНП есть четко сформулированные определения, какая именно документация оформляется при проведении сварочных работ.
Сварной процесс на ОПО требует тщательнейшего контроля. Регулировать этапы могут:
- заместители;
- узкоспециализированные специалисты;
- руководители;
- квалифицированные сварщики.
При реализации мер по отслеживанию всех рабочих процессов по сварке, соблюдаются основные пункты ФНП, норм, Госты и СНИПы. Важным моментом является специфичность выполняемых действий и квалификационные данные самого исполнителя сварных манипуляций. Как до начала, так и в конце проведенной сварки требуется составлять пакет соответствующей документации.
Первое-составить технологическую карту, в которой указать последовательность и количество требующихся работ, виды применяемой сварки, кто ОЛ (ответственные лица) и т.д. Кроме того, необходим сварной журнал с указанием детальной информации (ФИО участников рабочего процесса).
Кроме того, требуется еще ряд актов, включающих в себя:
- заключение по КК (контролю качества выполненной сварки);
- заверенные подписью ОЛ протоколы по проведенным испытаниях прочности сварных соединений;
- ЛН (личный номер) присваивается чтобы в последствии разыскать эту информацию в архивных складах или реестрах компьютерных программ. Каждой детали соответствует подробный паспорт.
До начала работ. ППР на сварные работы.
ППР-проект производства работ по сварке (или ППСР) составляется для каждого вида объектов индивидуально. Помимо общих данных вносится ряд таких:

В ППР учитывается:
- Объём предполагаемых работ.
- Данные благодаря которым возможно проконтролировать своевременность и правильность исполнения сварных процессов (с указанием всех задействованных в предварительной подготовке лиц).
- Графики поставок.
- Какой вид сварок используется.
Полезно посмотреть это тематическое видео:
Техкарты на сварку и контроль
Основным для сварщика до начала работ является ознакомление с технологической картой.
Крайне важно соблюдать этот момент особенно когда предстоит сварка ответственных соединений. А перед предстоящими сложными монтажными работами огромных конструкций необходимо тщательно изучить технологическую карту сборочно-сварных работ.
Изучение специализированных карт позволит сварщику разобраться в деталях работы, изучить специфику предстоящих соединений, заранее подготовить необходимое оборудование. Благодаря этому работа облегчается и улучшаются итоговые показатели.
Пример: технологическая карта по сварке трубопровода — РД-1-22СОО С17ГОСТ16037
ППСР или ПСР (проект сварочных работ)

Помощь в разработке такхкарт на сварку и ПСР. Обращайтесь к нам, мы имеем большой опыт в оформлении сварочной документации.

Должностные инструкции (сварщика, мастера и инженера)
Каждому виду сварной деятельности соответствуют индивидуальные должностные инструкции, с которыми специалисты должны быть ознакомлены в самом начале.
Наряд-допуск.
Перед началом сварки сварщик обязан получить наряд (допуск).
Он включает в себя:
- состав бригады;
- сведения о подготовке;
- указание длительности проводимых действий;
- информацию о вынужденных действиях по обеспечению безопасности, в случае возникновения непредвиденной опасности;
- четко приписанные этапы всех рабочих этапов;
- список руководящего состава.
Составляется ПТД (производственно-технологический документ) в котором: инструкции, чертежи, прописанные ТУ, рекомендации по техно-картам и оборудованию, информация о методологии процесса сваривания.
Немаловажно знать, какую документацию требуется оформлять в процессе выполнения сварочных работ.
В процессе сварки
Теперь рассмотрим документы оформляемые в процессе работ.
Исполнительная схема (формуляр)

На исполнительной схеме или формуляре обозначают стыки, опоры высотные отметки. Указывают расстояния между стыками, осями и рядами здания. Прописывают данные по сварщикам выполнявшим работу. Выполняется в чертежных программах чаще всего в Autocad.
Журнал сварочных работ


Акты на сварку допускных стыков или КСС (контрольных сварных соединений)

Акты на контроль КСС
Документы оформляются на различный контроль – ВИК, УЗК / РК, и механические испытания – разрушающий контроль.
1) О средствах измерения, которыми должен располагать специалист ВИК
3) Компьютерная радиография в деле
Акты на контроль готового изделия
Данные акты (заключения) по ВИК и неразрушающий контроль если он предусмотрен нормативно-технической документацией оформляются в процессе работ, а также по завершению в зависимости требований заказчика. Примеры заключений и актов — можно посмотреть здесь.
Тематические видео: 1) Виды и методы неразрушающего контроля
2) Основные дефекты сварных соединений и их выявляемость методами НК
Это был краткий перечень того, какая именно исполнительная документация подлежит оформлению при проведении сварочных работ.
Как и кто заполняет документы
Например, в строительстве при проведении сварочных работ ведут документ «Журнал сварочных работ» и им занимаются исключительно профессионалы. В нем учитывается весь спектр производимых действий по сварке. Сварной вести такой вид документа не может. Этим занимается исключительно специалист со 2 уровнем НАКС и выше. Регулируется данный вид учета приказом руководства и отдается под подпись назначенного для данного вида задач сотрудника. В должностной инструкции (или ТД) прописывается обязательство вести журнал по сварке. Это условие соблюдения трудового законодательства.
Пример заполнения журнала сварочных работ
Заполнение журнала процесс довольно простой, так как обозначено, что необходимо написать в строках.
Как заполняются графы
На титульном листе журнала обозначения граф даны четко. В них указывается:

Далее требуется внести в таблицу информацию о работниках, которые выполнили сварку. Информация предоставляется в развернутом, полном виде, вплоть до указания:
- образования;
- специализации;
- занимаемой должности;
- детальной информации (ФИО).
В журнале указываются даты начала и окончания работ (это важно, когда, например, происходят судебные тяжбы легче выявить виновных).
Кроме того, важно вносить в таблицу сведения о соответствии квалификационных разрядов.
Это, например, касается работника, отвечающего за проведения цикла производственных сварных действий. Если у него нет должной квалификации допущен к этому виду работ он не будет.
Далее в таблицу заносят сведения об исполнителях (сварщиках)так, как эти работники отвечают за выполнение профессиональной сварки. Они в последней графе таблицы ставят подписи. Кроме того, вторая таблица несет в себе такую информацию:
- Фамилию Имя и Отчество.
- № ЛК (личного клейма) которым маркируют сварные соединения.
- Полные сведения удостоверения сварщика.
- Оценки качества сварки пробников.
- Обязательное указание квалификационного разряда исполнителя работ.
Для четкости проверки качества соединений сварки того или иного сварщика, каждое соединение проставляется личным клеймом (ЛК). ЛК выглядит как заготовка, которая содержит 2-е строки (без рамки и с ней). При проверке того какой конкретно сварщик варил, например, стыки, которые находятся под сильным давлением.
Раздел выполнение работы
Графы основной части журнала содержат:
- указание смен и дат выполненных действий;
- указана марка свариваемой стали и наименование сварных соединений;
- сварной чертеж, по которому определяется № и место рекомендуемого соединения для сварки;
- № партии, данные о поставщике и материалах;
- отметки о приёмке\сдаче сварного узла;
- климатические показания в момент сварки (как правило это температурный режим, но в идеале описание делать детально);
- № удостоверения исполнителя(сварщика) и другие сведения;
- № клейма и личная подпись сварного;
- обязательны подпись работника, контролирующего весь цикл работ;
- указывается акт приемки работ или отбраковка;
- дополнительные сведения по выполненной работе (например, корректировки, замечания).
Для того чтобы понять, с чего складываются расценки на РАЗЛИЧНЫЕ сварочные работы, можно посмотреть тематическое видео по данному вопросу. Как рассчитать стоимость сварочных работ и что при этом необходимо обязательно учесть.
Требования к работникам и руководителям
Руководить сварочными процессами на ОПО допустимо только тем работникам, которые соответствуют (и это подтверждено актами) узкоспециализированным профессиональным знаниям. Обязательный момент-наличие НАКС удостоверения.

НАКС. Процедура аттестации сварщиков и специалистов сварочного производства.
Как получить НАКС. Что для этого нужно какие документы нужны для получения НАКСа.
Серия видео: Сварка труб для аттестации НАКС.
Как сдать экзамен сварщику на аттестацию НАКС (подготовка)
Кроме того руководителям важно уметь читать сварные чертежи, знать базовые технические аббревиатуры и обозначения. Подробно о том, как обозначаются на чертежах сварные швы — условное обозначение сварки узнаете в статье на нашем сайте.
Перед работниками, занимающимися непосредственно руководством сварного процесса стоят задачи:
- подготовить исполнителей к этому опасному процессу;
- произвести отбор подходящих работников;
- четко контролировать этапы сварных процессов;
- гарантировать качество итоговых сварных швов.
Важно: в чрезвычайных ситуациях руководитель обязан быть хладнокровным и уметь принимать мгновенные верные решения.
Допускаются только те исполнители, которые прошли профильное обучение квалификацию по специальности плюс получили удостоверение сварщика с указанием присвоенного после прохождения теории и практики разряда.
При сварке на ОПО нужна подтвержденная высшая квалификация по специальности. В организациях сварщикам который закончил обучающий процесс и аттестацию присваивается приказом личное клеймо его номер указан в удостоверении.
Важно, что допущенный к процессу сварки исполнитель не должен иметь противопоказаний как по регулярному профилактическому медосмотру, так и по проводимому непосредственно перед каждой рабочей сменой.
Требования к сварочным работам
В правилах согласованы все требования к сварке на ОПО. Главный момент — гарантирование безопасности участникам рабочего процесса. Средства пожаротушения должны быть в свободном доступе.

Сварщикам выдается спецовка(спецодежда). Спецовка (роба) состоит как правило из:
- огнеупорного костюма;
- рукавиц;
- специальной обуви сварщика;
- полноценно защищающей голову маски.

Все вышеперечисленные составляющие рабочего комплекта в обязательном порядке должны соответствовать индивидуальным параметрам работника, выполняющего сварку:
- Иметь полноценную комплектацию.
- Соответствовать комплекции.
- Обувь должна быть по размеру.
- Защита не должна быть со сколами.
- Перчатки целые, без повреждений и прорех.
- Для того, чтобы исключить возможность спадания маски, во время проведения сварки, она должна плотно прилегать.
Техника безопасности при сварке.
Школа сварки. Урок № 1. Безопасность при сварке.
Не менее важный момент — это наличие полноценно составленной аптечки.
Обязательно необходима вентиляция (на рабочем месте), аптечка и быстро доступные эвакуационные выходы на случай возникновения ЧС.
Если сварные манипуляции на ОПО реализуются в отрытом пространстве-важно выставить специализированные ограждения с предупреждающими об опасности знаками.
Требования по безопасности в дополнительном объёме применимы к сварочным процессам на ОПО проводящихся на высоте. Важно надежно укрепить приставные сооружения (лестницы и подъемные конструкции).
Категорически воспрещается проведение сварки в условиях повышенной метеорологической опасности (сильных порывах ветра, ливнях, снегопадах). Сварщику проводят подробный инструктаж (объясняют возможные опасности и тонкости процесса).
Как легко и правильно сваривать металл электродами начинающим
Стать хорошим сварщиком — задача не из простых. Но это значит обеспечить себя востребованной, интересной и высокооплачиваемой работой. В нашей статье Вы найдете подробное и пошаговое описание сути процесса и способов как самостоятельно начать сваривать будь то забор, гараж или теплица.
Азы электросварки

Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Какие же электроды применяют
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки.
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Как происходит сварка плавящимся электродом
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это самый простой вид сварки, используемый как в промышленности, так и в быту.

MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.

TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Как правильно сварить металл

Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода.
Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Движения электрода при сварке
Для получения качественного шва, крайне важно какими будет траектория движения.

Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Положения при сварке
Различают следующие положения: нижнее, горизонтальное, вертикальное, а также потолочное.
Сложность работ при разных пространственных положениях шва значительно отличается. Самым простым считается выполнение в нижнем положении, детали находятся внизу, а сварщик над ними. Именно с таких швов следует начинать тому, кто не занимался ранее.
Потому что расплавленный металл не вытекает из сварочной ванны, что делает процесс сварки значительно легче.
Следующими по сложности считаются горизонтальные и вертикальные швы. При выполнении вертикальных и горизонтальных швов электродуговой сваркой, стыкуемые элементы находятся в вертикальном положении.
При таком положении есть риск вытекания расплава из сварочной ванны, а следовательно квалификация сварщика должна быть более высокой. Чтобы получить хороший результат при данном положении, необходимо выполнять процесс на короткой дуге, а также использовать электроды со специальным покрытием, препятствующем вытеканию металла.
При выполнении вертикального шва целесообразно вести процесс снизу вверх, дабы образовывать ступеньку, мешающую вытеканию металла. Ведение электрода сверху-вниз допустимо, но при этом возможно ухудшение качества шва за счет вытекания металла, а также не проплавления шва.
Потолочное положение считается самым сложным, ведь помимо того, что физически трудно держать над собой руку длительное время, еще и сложно обеспечить надлежащее качество шва.
Для того чтобы понять как варить потолочный шов, любому сварщику нужна практика. Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Умение выполнять потолочные швы считается признаком квалифицированности сварщика.
Основные ошибки

Теперь, когда мы разобрались с основными моментами при выполнении работ поговорим о распространенных ошибках, связанных с применением электродов, а также о том, как их предотвратить.
Неумение правильно удерживать сварочную дугу. Это приводит к неравномерному расплавлению металла. Результатом становятся прожёги, грубая чешуйчатость и прочие наружные дефекты.
Применение не просушенных электродов. Это приведет к большому количеству пор. Важно хранить сварочные материалы в сухом месте.
Большая длина дуги. Данная ошибка может привести к прожогу и появлению пор.
Скорость перемещения электрода. В результате чего может образоваться непровара или наплывы. Это зависит то того быстрее или медленнее оптимального значения ведется процесс. Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Угол наклона. От угла наклона во многом зависит глубина проплавления. Углом вперед варят тонкий металл.
Советы начинающему сварщику
- Перед началом выполнения работы провести подготовку.
- Не забывайте произвести очистку свариваемых элементов от грязи и ржавчины, масла, краски, пыли.
- Работы можно проводить только в защитном снаряжении (маска, спецодежда, спецобувь), в противном случае, весьма вероятны травмы при работе.
- Подбираем электроды для каждого материала индивидуально. Не варим все подряд уонями.
- Электроды просушиваем (иногда можно прогреть резаком, но лучше как положено в печи).
- Особое внимание уделите выбору режима.
Читайте также: