Как правильно снять фаску на трубе болгаркой перед сваркой
Обновлено: 20.05.2024
Перед тем, как выполнять любую сварку деталей, необходимо правильно обработать их и придать краям нужную форму. Эту процедуру обычно называют «разделка». В данной статье мы постараемся рассказать все о разделке труб под сварку и не только.
Зачастую разделка выполняется на заготовках толщины больше средней. Для чего это нужно:
- Чтобы мастеру было удобно добраться своими инструментами к зоне выполнения шва;
- Выполнить высококачественную сварку по всей толщи свариваемых деталей.
Когда выполняется операция по разделке кромок труб под сварку, автоматически увеличивается область шва, а, следовательно, и количество расходуемого сырья. Самый малый расход материалов получается, когда разделка не осуществляется совсем. Сваривают детали без подготовки. Если толщина заготовки малая, то выполняется отбортовка.
Зачистка торцов труб перед подготовкой
Прежде чем начать подготовку труб, обязательно необходимо выполнить зачистку торцов. Обычно выполняется в 2 стадии:
- Механическая зачистка – первый этап, с помощью которого удаляется грязь, коррозия и всевозможные загрязнения. Такой вид зачистки проводится с помощью проволочных щеток-насадок или абразивных кругов, имеющих различные формы и зернистость. Маленькие элементы можно зачищать вручную, а вот для больших уже применяются угловые шлифовальные машины, или другими словами «болгарка».
- Химическая зачистка – второй этап, который используется, чтобы обезжирить зону шва и удалить из нее оставшиеся загрязнения, не поддавшиеся механической очистке. Для нее применяются растворители.

Если не выполнять очистку деталей перед сварочными работами, то вся грязь, оставшаяся в области шва, значительно сократят срок эксплуатации деталей: прочность и время эксплуатации будут под вопросом.
По завершению очистки металла, переходят непосредственно к разделке труб под сварку. Ее выполняют для освобождения места под инструмент для дальнейших работ, то есть увеличивается геометрия стыковки с одной или даже с двух сторон. Такая процедура важна, когда стены конструкции, с которыми работаем мастер, толстые, где необходимо проваривать по несколько раз. Основная задача разделки кромки труб под сварку – обеспечить полное и глубокое сваривание по длине шва.
Верное и тщательное приготовление заготовки – залог качества, ведь тем самым уменьшается риск дефектов, не создаются пустоты и не нарушается однородность материала в зоне шва.
Как подготовить изделие перед разделкой кромки под сварку
Подготовительные работы можно разделить на несколько видов:
- Ручная> – такой способ правки используется для присоединения плит с использованием молотка.
- Механическая – данный вид подготовки используется для устранения складок, неровностей и коробления (искажения формы) при помощи прокатки на правильных вальцах.
- Разметка – применяется при ремонте, для исправления криволинейных швов, когда необходимо просверлить отверстия.
- Термическая – используется для повышения эластичности и урегулирования внутреннего строения металла, для чего металлические изделия заблаговременно подогревают.

Также важно подготовить саму кромку. Подготовка различается:
- С разделкой: снимается фаска одной стороны, если нужно, то и с другой, зачастую с обоих изделий. Или же делают угловое скашивание.
- Разделка отсутствует: для этого необходимо хорошо зачистить поверхность и уложить на нужной дистанции.
- Отбортовка: сглаживаются заостренные бока.
Когда весь комплекс работ по подготовке проведен, переходят, непосредственно, к самой разделке кромки труб перед сваркой. Можно выделить одностороннюю разделку труб под сварку и двухстороннюю (так как скосы более сложной формы необходимо заваривать как с лицевой, так и изнаночной стороны детали).
Формы разделки кромок под ручную дуговую сварку
Рассмотрим различные виды скосов краев заготовок. Каждая форма используется при работе с конкретными деталями и при индивидуальных показаниях к сварочному соединению и различаются толщью, свойствами металла и методом сварки.
V-образная
Достаточно распространенный вид разделки кромки трубы под сварку — это прямолинейный скос с одной стороны. Такая разделка используется в работе с металлом в форме листов толщиной от 3 до 26 мм и подразумевает симметричный скос кромки либо у 1й, либо у 2х деталей. Угол разделки кромки под сварку:
- Односторонний – 50 градусов;
- двухсторонний – 60.

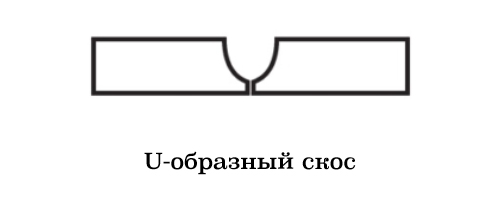
U-образная
Разделка не для новичков – это достаточно сложная форма. Края заготовки подлежат разделке либо с одной, либо с 2х сторон. Данный криволинейный скос используется при сваривании металла толщиной 20 – 60 мм и считается экономным в расходуемых материалах, а именно электродов. Также бонусом выступает быстрый провар шва. В результате образовывается идеальный валик.
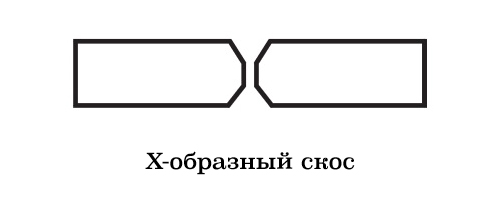
X-образная
Прямолинейный скос 2-ух кромок с двух сторон, похож на V-образную разделку, но только шов проваривается по всей глубине. Получившийся шов может работать под большими нагрузками. Заготовка должна быть в толщь 12 — 60 миллиметров, а угол разделки кромки под сварку — 60 градусов (в некоторых случаях – 45).
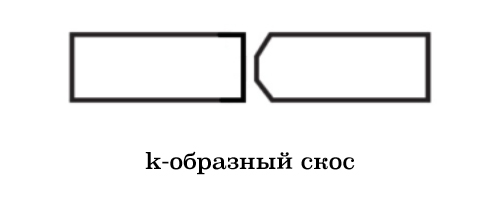
K-образная
Двусторонний скос 2х краев, который практически повторяет X-образный, но процедуру проводят лишь с одной заготовкой.
- Односторонняя разделка кромки используется для угловых и стыковых швов (V или U-образная);
- Двухсторонняя используется для стыковых швов, когда изделие проваривается по всей поверхности (X или K-образная).
Угол разделки кромки под сварку подбирается в зависимости от сварочного инструмента:
- Электродуговой сварки – в пределах 30 – 35 градусов;
- Для оборудования с газовой сваркой рекомендуется использовать угол наклона 45 градусов.
Важно, чтобы скосы не кончались острыми краями, т.к. может возникнуть риск непроваров в некоторых отдельных местах. А на концах кромки (ориентировочно 2-3 мм) необходимо формировать притупление.
Способы обработки кромок под сварку
Существует несколько способов как обработать кромку детали:
- Ручной – для этого используют такие инструменты, как зубило, наждачная бумага или напильник;
- Механический – различаются по типу используемого оборудования: 1) при помощи токарного или расточного станка деталь обтачивают на оси, которая вращается; 2) другие заготовки обрабатывают на фрезерных, шлифовальных, строгальных и других машинах; 3) фрезерные или универсальные станки используются для обработки криволинейных краев.
- Термический – 1) при помощи газового резака, которая переходит в ручную сварку; 2) плазмотроном – одна из самых точный обработок.
Разделка кромок под сварку гост
Подготовка элементов к сварочным работам может различаться и зависеть от типа соединения и толщины металла, упорядоченных системой ГОСТ.
Разделка кромок труб под сварку – ГОСТ 16037-80, а также подходит для соединений из такого материала, как сталь. Стоит учитывать специфику соединяемых элементов и видом соединений:
- Свойства конструкций труб;
- Размеры, т.е. толщина и диаметр трубы;
- Соединение.
Все условия, прописанные в межгосударственном стандарте для разделки труб под сварку 16037-80 обязательно нужно соблюдать для выполнения качественной сварки.
Важно правильно очистить и обезжирить поверхность кромок труб, которые будут подвергаться сварке.
Перед электродуговой сваркой с использованием газов, кромка детали обрабатывается вручную, термическим или механическим способом. Для лазерной необходимо тщательно очищать металл, протравляя края дальнейших швов, промыв и осушив их.
Острые края на скосах заготовки должны быть скруглены, иначе это может привести к прожжению или плохой проварке шва.
Разделка труб под сварку: этапы
Ранее уже говорилось, что разделка труб под сварку должна регулироваться ГОСТ, и мы уже определили, что тип соединения труб может быть:
- стыковым;
- под углом;
- внахлест, если диаметр трубы/трубопровода изменяется или к нему приваривается фланец.
Перед выполнением сварочных процедур проводятся подготовительные мероприятия, для труб это механическая зачистка, которая удаляет загрязнения, далее химобработка и, непосредственно, сама разделка труб под сварку.
Разделка кромки выполняется путем механической обработки. Для монтажа труб используют предназначенное для этого оборудование. Допускается использование угловых шлифовальных машин.
Разделка кромок труб под сварку выполняется только в случае, если толщина труба будет более 4 мм. Скашивание выполняется под углом 45 градусов 1-ой или двух кромок.
Стыки на трубах можно разделить на поворотные и неповоротные. Но в рекомендациях ГОСТ указано применение именно поворотных стыков, так как их сварка более удобна в нижней позиции, а разделка происходит по всей длине стыка.
Прежде, чем приступить к дуговой сварке под флюсом, нужно прихватить торцы труб:
- 4 прихватки для труб диаметром менее 300мм;
- каждые 200-300мм прихватка, если диаметр свыше 300мм.
В случае, когда толщь стенки трубопровода больше 12 мм включительно, то проварка должна осуществляться в 3 этапа. На первом формируется валик с возвышением от 1,5 до 3 миллиметров, который распределяется на протяжении всего стыка.
По ГОСТ для труб регламентирована U-образная разделка кромки – это, если толщина заготовки большая. А все делается для того, чтобы уменьшить площадь сечения шва, тем самым, снизив объемы расходников и увеличивая скорость выполнения работы. Какой скос использовать, если толщина трубы составляет:
- Х или V–образная — 3-25 миллиметров;
- U–образная — 26-60 миллиметров;
- другие специальные формы — более 60 миллиметров.
Разделка труб пол сварку подразумевает следующие способы:
- Газовый резак. Имеет низкую точностью и не совсем качественное покрытие. Нуждается во вспомогательной мехобработке.
- Механический способ обработки труб. Благодаря строгальным или фрезерным станкам получается в результате чистая поверхность.
Торцовочные машины предназначены для разделки кромок труб под сварку значительного диаметра. В то время, когда на магистралях отопления полным ходом идет ремонт, разделку выполняют шлифовальными машинами.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Распространенные ошибки при разделке труб под сварку

Зачастую ошибки возникают во время самой подготовке к разделке. Поэтому, чтобы работа была выполнена на высшем уровне и сварочный шов был идеальным, не допускайте следующих ошибок:
- Не оставляйте скос края с острым углом – это скорее всего приведет к тому, что шов плохо будет проникать внутрь соединения.
- Плохая чистка изделия от загрязнения и масел или неверно подобранный метод очистки – в результате шов будет пористым.
- Несоблюдение регламентов ГОСТа (неправильно подобранный угол скоса, размеры зазоров) – пусть работа и будет быстрее, но качество получившегося шва будет плачевным.
Специализированное оборудование
Не только универсальное оборудование, но и узко специализированное подойдет для разделки кромки труб под сварку применяется. Подобрать можно исключительно от объемов работ.
Если говорить об универсальных машиных, то можно выделить угловые шлифовальные станки, слесарные инструменты и напильники.
Компания Promotech представляет огромный выбор узко направленных машин для снятия фаски: кромкорезы и фаскосниматели серии BM и серии PRO, которые отлично подойдут для выполнения большого объема схожих швов.

Заключение
Важным регламентирующим документом по разделке труб под сварку является ГОСТ, которому не только важно, но и необходимо придерживаться. В нем заключены все правила, методы и углы сварки, типы соединений, формы разделки и другие параметры под каждый случай.
Так как трубопровод служит нам не один год, он должен быть выполнен качественно, чтобы выдержать давление жидкостей. Выполняйте все указания ГОСТ 16037-80, правильно проводите очистку и подготовку деталей – это сэкономит как деньги, так и время, и в результате Вы повысите производительность последующих операций.
Политика в отношении файлов cookie Этот веб-сайт использует файлы cookie, чтобы предоставить вам лучший пользовательский опыт и в статистических целях. Если вы не блокируете куки-файлы, вы соглашаетесь использовать их и сохранять в памяти вашего устройства.
Подпишитесь на новостную рассылку PROMOTECH --> Мы перезвоним Вам и расскажем больше о технике PROMOTECH
Как Снимать Фаску На Трубе Болгаркой

Фаской именуется поверхность изделия, которая образована при обработке проката либо трубы скосом торцевой кромки материала. Фаска нужна для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая». Это самый дешевенький вид фаски для трубы по причине собственного низкого свойства. Но миф вид один из более всераспространенных. Данная фаска снимается с помощью машин газовой резки серии CG-11. Фаска «Газовая» вам больше понравятся выполнена и на месте поломки. Ее поверхность обычно с соответствующими желобками, образующихся от струи газа (пропан или ацетилен).
- «Плазма». Снаружи Данный вид фаски фактически ничем не отличается от «механики». Его также относится к «заводским». Фаска «Плазма» это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении точно данного угла фаски.
- «Механика». Это заводская фаска, самого наилучшего свойства. Для вырезки фаски «механики» употребляются машины серии «Мангуст» и фаскосниматели «ТТ». В торговле труб по большей части употребляется эта самая фаска по причине качественной работы фаски.
Для чего снимают фаску? При сварке заготовок происходит проплавление металла, что значит обеспечивает соединение краев между собой. Напротив толщина металла чем просто 3-5 мм, получение полного и высококачественного соединения становится затруднительным. Для получения высококачественного провара и проводится Такой вид обработки: он позволяет сделать так именуемую сварочную ванну, которая заполняется сварочным составом в ходе сварки. Принципиально держать в голове, что приготовленная под сварку кромка — это кромка с фаской и притуплением (см. набросок и обозначения к нему ниже).
Значения, приводимые в схеме слева:
Р. притупление (выделено жирным):
d. глубина фаски (глубина разделки) (катет):
w. ширина фаски (выделена жирным):
H. толщина заготовки
Притупление обычно составляет 3-5 мм; оно нужно для дополнительной гарантии надежности сварочного шва. Участок притупления в момент наполнения сварочной ванны сварочным составом проплавляется сам, соединяя таким макаром свариваемые совместно заготовки.
Виды фаски (методы разделки кромок).
Есть три главных метода разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Время от времени в неких источниках они обозначаются знаками: V, K и U, соответственно. Тут и дальше вышеобозначенные методы будут обозначаться знаками: Y, X. J. В большинстве случаев проводится Y-образная разделка кромок, однако существует Х-образный метод. В особенных случаях, когда существует завышенное требование к качеству сварного шва, применяется J-образная фаска, другими словами фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Подготовка кромок трубы болгаркой под просвет (фаска под просвет)
В этом вопросе видео я покажу как приготовить кромки трубы под просвет и внедрением болгарки.
Как резать трубу Болгаркой!Подготовка под сварку!
Тут вы наглядно увидите как просто и просто, приготовить отменно трубу под сварку.
Кроме главных методов обработки кромок Y, X. J существует еще ряд разделок кромок. Они встречаются совсем не так изредка, и даже не всюду есть возможность отыскать их описание. К примеру, в ГОСТе 5264-80 описывается стыковой тип соединения со сломанным косом кромки; условное обозначение – С14.
На схемах сверху изображены несколько примеров методов обработки:
1: пример Y-образного метода снятия фаски;
4, 3, 4: примеры Х-образного метода снятия фаски;
5: Y-образная обработка торцов 2-ух труб с следующим их соединением;
J-образная фаска позволяет получить сварочную ванну большего объема, чем с Х- или Y-образной фаской. В нашей стране миф метод еще именуют «рюмочным», потому что соединение 2-ух кромок с J-образной фаской снаружи припоминает рюмку. При сравнении (набросок слева), в рюмку заходит по объему чем просто вещества (А), чем в посуду с прямолинейной поверхностью (Б).
Методы снятия фаски.
Снять фаску можно 2-мя методами: механическим и тепловым (таблица 1). Механическое снятие фаски производится при помощи фрезерных, кромкоскалывающих и кромкострогальных станков. Для теплового снятия фаски используются газорезательные машины (стационарные либо портативные), которые делают плазменную либо газокислородную резку. Но более желаемым методом является механический, потому что он позволяет исключить конфигурации физических и хим параметров материала и поэтому перегрева. Ни для кого не секрет, в период термообработки появляется так именуемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое усугубляет свариваемость и увеличивает хрупкость и ломкость кромки. Несмотря на все эти недочеты, тепловой метод довольно всераспространен по причине собственной простоты и скорости внедрения, и относительно низкой цены оборудования.
Тепловой метод снятия фаски
Механический метод снятия фаски
Недочет:
Конечно зона термовлияния, другими словами участок с модифицированными физическими и хим качествами металла.
Недочеты:
Высочайшая трудозатратность и цена.
Достоинства:
Отсутствует зона термовлияния, другими словами не происходят физические и хим конфигурации параметров материала.
Таблица 1. Достоинства и недочеты теплового и механического методов снятия фаски.
В таблице 1 сказано, что тепловым методом есть вариант снять фаску стремительно и недорого. Из обрисованных выше методов обработки все-же лучше механический, так как он позволяет сохранить металл от перегрева и от следующих только за этим конфигураций физических и хим параметров. В странах запада, когда, Этот расхожий слух метод именуется cold-cutting (прохладная обработка), другими словами вид обработки, где нет теплового воздействия на металл, а это означает и нет конфигураций в хим и физических свойствах металла.
Видеоматериал:
1. Резка трубы машиной газовой резки CG2-11G, одновременное снятие фаски с трубы осуществляется наклоном резака под нужным углом.
4. Снятие фаски с трубы 76х6мм машиной Мангуст-2МТ
3. Снятие фаски с трубы при помощи фаскоснимателя серии ТТ, а кроме того резка трубы со снятием фаски разъемным труборезом P3-SD
Компании СПИКОМ предлагает к поставке оборудование для снятия фаски с труб и металла с применением всех вышеуказанных методов обработки (газовый, плазменный, механический).
Развальцовка является более всераспространенным методом получения крепких и герметичных соединений труб с трубными решетками (коллекторами) теплообменных аппаратов и котлов
Советы по чистке теплообменных аппаратов и котлов аппаратами ЗЕВС и TURBO
Читайте так же
Сильно Греется Редуктор Болгарки. Электромеханический ручной строительный инструмент бытового и промышленного использования со сменными насадками. Придуман и сотворен инструмент был в 1954 году в Германии (ФРГ). Первыми моделями углошлифовальных машин, показавшихся в СССР в завершение 60-х годов, стали УШМ, произведенные в болгарском городке Пловдиве, откуда и вышло их заглавие, уп.
В Какую Сторону Крутится Болгарка. Об алмазном инструменте Какой стороной ставить диск на болгарку, что делать если зажало диск? 13 Августа 2015 09:47 Большинство специалистов по ремонтным не сегодня хорошо знакомы с углошлифовальной машиной или, как ее еще называют в обихоте, болгаркой. Ее используют для обработки разнообразных материалов, в число которых входят камень, железобетон.
Зачем Нужен Плавный Пуск Болгарки. Плавный пуск для болгарки своими руками: схема. Устройство плавного пуска болгарки, подключение Наверное электроинструменты приходят в негодность по причине износа мотора. У современных моделей болгарок имеется устройство плавного пуска. За счет него они способы долго проработать. Принцип работы элемента строится на изменении рабочей частоты. Для т.
Разделка кромки под сварку: порядок работ, особенности

Технологический процесс сварки требует выполнения множества предварительных операций, от которых зависит конечный результат. Одной из них является подготовка стыков. Новички часто пренебрегают этим процессом, но с опытом приходит понимание, насколько от разделки кромок под сварку зависит качество сварного шва.
Подготовка поверхностей перед сваркой
Перед сваркой ответственных конструкций, поверхности всегда обрабатываются. Этим достигаются несколько целей: удаление в местах будущих сопряжений грязи, оксидной пленки, ржавчины. Для этого используются следующие методы:
- Механическая очистка при помощи металлических щеток, абразивных кругов.

- Химическая обработка растворителями, убирающими жир и окислы со сварочной поверхности. Используются жидкости на основе ксилола, уайт-спирита, бензина. Для удаления оксидных пленок применяются кислоты.
В зависимости от толщины металла и конфигурации шва подготовка перед разделкой кромки под сварку происходит в несколько этапов:
- Разметка. При помощи шаблонов или линеек переносятся чертежные размеры на лист металла. Для этого используются чертилки или строительные маркеры, способные наносить штрих на любой поверхности.
- Раскрой. Для резки металла небольшой толщины применяются роликовые или гильотинные ножницы. Стали большой толщины, а также углеродистые разрезаются при помощи пропановых резаков и плазморезов.
- Изгибание отбортовки. Эта операция выполняется перед свариванием листового материала небольшой толщины, что позволяет увеличить количество расплавляемого материала и не допустить прогорания околошовных зон. Кромки загибаются в листогибах или ручным способом при помощи молотка и оправки для жестяных работ.
- Прокатывание вальцами. Стыкам листового материала толщиной от 3 мм придается правильная форма. Достигается это механическим воздействием вальцев или при помощи пресса. Также прокатывание устраняет деформации металла, возникшие при хранении и транспортировке.
Способы разделки кромок
Сварочные работы применяются не только для сваривания простых заготовок с прямой поверхностью, но и для конструкций сложных форм. Поэтому существует множество различных способов разделки кромки под сварку:
- Абразивная обработка. Производится в труднодоступных местах, а также при подготовке небольших поверхностей. Выполняется ручным способом при помощи углошлифовальной машины с абразивным шлифовальным кругом. Кроме этого, такая обработка применяется, как доводочная операция для алюминиевых сплавов, поскольку они образуют высокопрочную оксидную пленку, которую необходимо убрать перед сваркой.
- Фрезерование. Используется при подготовке кромок большой протяженности, а также имеющих неровную поверхность. Часто такой способ применяется при снятии фасок у однотипных деталей. Фреза по шаблону снимает лишний металл с кромки, двигаясь по криволинейной траектории. Для ручной обработки методом фрезерования применяется мобильный кромкорез.

- Строгание. Этот метод используется в промышленном производстве для подготовки прямых сварочных поверхностей. Возвратно-поступательным движением за несколько проходов высокопрочный резец снимает необходимый слой, формируя сварочную кромку.
- Долбление. Для разделки кромки трубы под сварку применяются мобильные кромкоскалыватели. Эта операция похожа на строгание. Здесь также действует резец, только он формирует кромку не вдоль, а поперек. В результате этого фаска снимается не ровно, и ее нужно дорабатывать вручную углошлифовальной машиной.
- Снятие фаски при помощи газового резака. Для этого при помощи пропана нагревается кромка, и струей кислорода выдувается лишний материал. Кромка получается неровной и требует дальнейшей механической обработки абразивным кругом.

Технология разделки
Фаски на кромках свариваемых деталей нужны для обеспечения более глубокого провара, а также для более удобного доступа электрода к корню шва. Разделка кромок позволяет сваривать большую толщину за несколько проходов, получая прочный однородный шов.
Чаще фаска снимается не на всю глубину, а оставляется небольшой слой материала - затупление. Оно защищает деталь от прожигания насквозь и не позволяет расплавленному металлу вытекать из сварочной ванны. Формы и размеры фасок стыковых соединений описаны в правилах разделки кромок под сварку ГОСТ 5264-80. Для трубных соединений нормативы описаны в ГОСТ 16037-80.
V-образная разделка
Самый популярный способ разделки кромок - V-образный. Он применяется в большом диапазоне толщины свариваемых деталей от 3 до 26 мм. Бывает как односторонний, так и двухсторонний. Угол разделки кромок под сварку составляет 60 градусов. Таким способом выполняются стыковые, угловые, тавровые соединения.
X-образная разделка
Этот тип предназначен для сваривания деталей большой толщины, где неприменимы другие способы разделки. Угол фасок также составляет 60 градусов. Провариваются такие соединения за несколько проходов с каждой стороны. Такой способ позволяет снизить расход электродов в 1,6-1,7 раза, а также уменьшает остаточные деформации, возникающие в результате нагрева.
U-образная разделка
Данный вариант используется реже других типов разделок кромки под сварку из-за сложности формирования подобного профиля. Применяется, когда необходимо получить соединение очень высокого качества. Кроме того, способ снижает затраты на расходные материалы. Экономия достигается за счет оптимальной формы сварочной ванны. Таким способом варятся детали толщиной от 20 до 60 мм.
Подготовка трещины под сварку
Иногда в процессе восстановления деталей приходится заваривать трещину. В этом случае также требуется разделка кромок под сварку. Суть операции сводится к тому, чтобы углубить дефект на всей протяженности для эффективного доступа электрода к зоне наплавки. Расширение трещины делается при помощи молотка и зубила или посредством пропанового резака. Кромка может подготавливаться как с одной, так и с двух сторон. Это зависит от толщины детали. Чтобы снять напряжения металла, в результате которых возникла трещина, по ее краям высверливаются отверстия.
Подготовка стыков круглых соединений
Большой процент работ приходится на получение круглых герметичных соединений: сварка трубопроводов, емкостей, труб. Эти соединения регламентируются ГОСТ 16037-80. В различных случаях он предусматривает сварку как с разделкой кромок, так и без нее. Это зависит от типа соединения, который бывает трех видов:
Перед сваркой кромки проходят очистку от загрязнений и ржавчины.

При сборке труб расстояние между стыками не должно превышать 2-3 мм, а разница в толщине не более 10 %. Отрезки труб точно центрируются друг относительно друга. Перед началом сварки делаются прихватки по периметру, чтобы напряжения, возникающие при остывании сварного шва, не нарушали соосность.
Приваривание отводов необходимо для разделения жидкости или газов внутри основной трубы. Отводы, привариваемые угловым способом, не требуют снятия фаски. Если соединение происходит встык, то форма разделки кромок под сварку принимает угол 45 градусов.

Резервуары и круглые емкости часто используются в химическом производстве и являются хранилищем для агрессивных веществ, поэтому к сварному шву предъявляются повышенные требования. Чтобы им соответствовать, для стенки толщиной до 26 мм делают X-образный или V-образный скос, а для толщины до 60 мм применяется U-образная разделка кромок.
Обзор технологий снятия фаски на листах и трубах

При сварке листов или труб с толщиной стенки более 6 мм, ГОСТ 16037-80 требует производить разделку кромок.
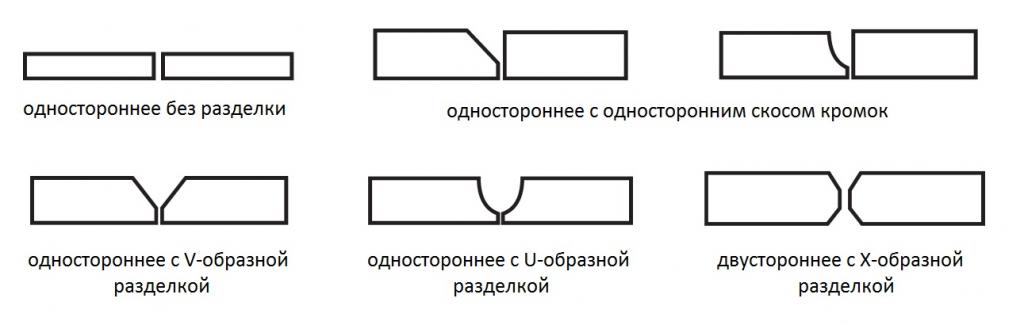
Кромки могут иметь прямолинейную* или ломаную, а также криволинейную разделку, одностороннюю или двустороннюю.
Пример односторонней прямолинейной разделки выглядит так:
Двусторонняя разделка выглядит следующим образом:
Соответственно, криволинейная разделка будет примерно такой:
А одна из форм ломаной фаски соответствует этому эскизу:

Как предписывает ГОСТ, двусторонняя и ломаная разделка применяются на заготовках толщиной более 15 мм.
Существует несколько способов формирования кромки под сварку. У каждого из них есть свои преимущества, недостатки и ограничения. По порядку рассмотрим наиболее распространенные. Для начала классифицируем все способы на два типа: огневые и безогневые.

Огневые типы - это газовая, плазменная и лазерная резка. При текущем уровне развития технологий, лазерная резка под углом к поверхности металла - это экзотика. Но, безусловно, это производительный способ, хотя и требующий значительных капиталовложений. Кроме того, есть ограничение - формирование ломаной фаски затруднено, то есть теоретически возможно, но на практике пока едва ли достижимо, а криволинейной не возможно в принципе. В качестве минуса, кроме начальных затрат на оборудование, потребуется еще и организация мощной вентиляции. Ведь все эти лазерные комплексы достаточно громоздки и устанавливаются только в помещениях. Отсутствие полевых установок - это еще один минус. На момент написания статьи, промышленность предлагает трехосевые лазерные установки, способные резать под прямым углом металл толщиной до 25 мм, а под углом - до 15 мм. При этом максимальный угол наклона резака к поверхности достигает 45 градусов.
Подведем итоги с лазерной резкой:
- производительно
- точно и довольно ровно
- только прямолинейные фаски
- только стационарное исполнение
- выделяется значительное количество вредных газов при работе
- большие капитальные затраты

Плазменная резка по своим характеристикам уступает лазерной в точности и степени шероховатости. Невозможно делать ломаные фаски, а криволинейные получаются иногда сами собой, из-за неправильно выбранных режимов, дефекта оборудования или ошибок. Капитальные вложения, требующиеся для приобретения плазменной резки значительно меньше, чем для лазера. Большинство вредных факторов, сопутствующих лазерной резке, присущи и плазменной: вредное для глаз ультрафиолетовое излучение, токсичные газы и тонкодисперсная пыль от окалины. На текущий момент, промышленность освоила выпуск источников тока для плазменной резки, способых обеспечить боковое врезание в стальной лист толщиной 100 мм, при этом возможна резка материала толщиной до 50 мм под углом до 45 градусов По своей массе оборудование легче и теоретически может быть использовано для мобильных установок, хотя источник тока и компрессор остаются все еще очень тяжелыми и громоздкими компонентами.
Достоинства, ограничения и недостатки плазменной резки:
- производительность
- только прямолинейные фаски
- преимущественно стационарное исполнение
- выделяется значительное количество вредных газов при работе
- низкая точность реза, неровности и наплывы
- термическое изменение металла в зоне реза

Наконец, газовая резка, которая среди огневых способов, является самой недорогой. Как правило, газовую резку применяют для раскроя толстого металла, от 30-40 мм. Резка под углом к поверхности, для формирования фаски, имеет смысл на еще более толстых материалах, потому что неровности, возникающие на краю отрезанного газом металла, достигают высоты 4-5 мм. Для газовой резки создано большое количество стационарного и мобильного оборудования, поэтому, эта технология может быть с легкостью применена в полевых условиях. Максимальные же возможности, достижимые на текущем уровне развития техники, достигают, для установок способных резать металл толщиной до 150 мм, при максимальном угле скоса 60 градусов, восьмидесяти миллиметров. При этом, двумя последовательными резаками нетрудно снимать Х-образные фаски за один проход. Но это на плоском листе. Для трубы такая технология потребует использовать две независимые поворотные головки с цифровым управлением. Что касается полевых установок, то они, как правило, имеют ручные настройки.
Резюмируем характеристики газовой резки:
- производительность
- дешевизна
- возможность работать в условиях цеха или в полевых условиях
- только прямолинейные фаски
- в основном годится для толстого металла
- выделяется значительное количество вредных газов при работе
- низкая точность реза, неровности и наплывы
- термическое изменение металла в зоне реза
Теперь рассмотрим имеющиеся варианты безогневой резки кромки. Сюда входят технологии точения, шлифования, фрезерования и скалывания.

Одним из самых популярных у нефтяников и газовщиков типов оборудование для резки фаски на трубах является орбитальный разъемный труборез. Это довольно точный прибор, имеющий сравнительно большую массу, а значит и высокую цену. Относительно его производительности можно сказать, что она уступает огневым способам и даже ручной шлифовке болгарками, но не это главное. Главное, что орбитальный труборез позволяет получить практически идеальную кромку, почти любой формы. Обточка резцами, по токарному принципу, дает край, полностью соответствующий требованиям ГОСТа и совпадающий по уровню шероховатости заводской отделке. Однако, у этого оборудования есть свои недостатки - идеально круглая форма направляющих не всегда совпадает со слегка овальным сечением реальных труб, а зазубренная кромка, остающаяся после газовой резки в полевых условиях, быстро выводит резцы из строя. Кроме этого, разъемные труборезы, при их нескромной цене, имеют очень ограниченный диапазон диаметров отрезаемых труб. Например, модельный ряд разъемных труборезов включает типоразмеры, способные резать трубы отличающиеся в диаметре не более, чем на 200-250 мм. Довольно ограниченная универсальность, согласитесь.
Итак, по разъемному труборезу можно собрать следующую информацию:
- высокая точность и маленькая шероховатость
- возможность работать в условиях цеха или в полевых условиях
- нет никаких вредных выбросов, низкий уровень шума
- доступны фаски любого профиля, поднутрения и т.п.
- большой расход резцов на трубах, отрезанных газом
- высокая стоимость оборудования
- средняя производительность
- невозможно точением обрабатывать плоские листы
Вариантом, позволяющим использовать резцы для снятия фаски и на листах, является строгание на продольнострогальных станках. Такие станки не только очень массивные, но и весьма дорогие. Поэтому, к списку, относящемуся к разъемному труборезу добавляем эти два неприятных фактора.
Что касается упомянутого выше способа снимать фаску при помощи УШМ, то это один из самых популярных методов. Связано это, прежде всего с тем, что УШМ - это предельно дешевый и широко доступный инструмент. Болгарка позволяет снимать фаску на тонких и толстых заготовках, но ее производительность можно считать удовлетворительной только на толщинах до 20 мм. При достаточной сноровке можно формировать и ломаную фаску, но профиль ее будет неровным.
Что можно сказать по поводу УШМ:
- исключительная дешевизна и доступность оборудования
- легкость и мобильность
- возможность эффективно снимать фаски среднего размера (толщина листа до 10-12 мм)
- большой расход абразивных кругов
- значительный выброс вредной пыли
- из-за этого частый выход из строя самих УШМ
- низкая производительность на фасках шире 10 мм
- невысокая точность размеров и формы
- быстрая усталость оператора грозит травмами

Другой, более производительный, чистый и практически бесшумный способ - скалывание кромки специальным агрегатом. Работа ведется инструментом из быстрорежущей стали, внешне похожим и на фрезу и на нож для открывания консервных банок. За счет сдвига металла между неподвижной и вращающейся режущими кромками, отрезается край, в сечении имеющий форму треугольника. Из-за качения ножа - фрезы по металлу, этот срезок иногда заворачивается в спираль и периодически, достигнув большого размера, обламывается, иногда стружка падает в лоток раздельно. Благодаря низкой скорости, весь процесс протекает почти бесшумно.
Недостатком такой технологии назовем высокую стоимость ножей - ведь они целиком изготовлены из дорогой быстрорежущей стали, кроме того, срезать можно только плоскую фаску, и, хотя мощные самоходные агрегаты способны скалывать довольно толстый лист, это относится только к низкоуглеродистой стали - при обработки нержавеющей стали, имеющей вчетверо-впятеро большую вязкость и прочность на разрыв, возможности этих машин резко падают.
Итак, кромкоскалывающие машины, их преимущества и недостатки:
- высокая производительность по черному металлу
- мобильность и возможность работать в условиях цеха
- отсутствие шума и пыли при работе
- отсутствует термическое изменение в зоне реза
- дороговизна сменного инструмента
- ограничения по толщине металла и ширине фаски до 20 мм гипотенуза
- сравнительно с кромкофрезерными станками более высокая стоимость
- небольшие возможности по обработке фаски на нержавеющей стали - не шире 10 мм
- невозможность снимать ломаную и криволинейную фаску
В качестве альтернативы этому способу можно привести технологию снятия фаски ручными или самоходными электрическими кромкофрезерами. Эти машины используют для работы сборную твердосплавную, реже монолитную фрезу. В зависимости от конструкции, кромкофрезерные машины могут быть легкими - ручными, или довольно тяжелыми и производительными - автоматическими передвижными или стационарными. Ручные и стационарные кромкорезы могут обрабатывать как листовой металл, так и трубы. Фреза в этих агрегатах может иметь ось вращения параллельно плоскости фаски или листа - обработка образующей, а также перпендикулярно плоскости фаски - обработка ведется торцем. Кроме небольших ручных машин с монолитной фрезой, все остальные машины этого типа используют различные варианты фрез со сменными твердосплавными пластинами. Абсолютное большинство образцов относятся к типу цилиндрических или торцовых фрез для формирования плоских фасок, но есть также фрезы торцового типа, оснащенные пластинами круглой формы, которые могут снимать как плоскую, так и криволинейную фаску, так называемой рюмочной формы. Абсолютно уникальной фрезой является сборная фреза для ломаной фаски.
Подводим итоги для кромкофрезерных машин и станков:
- производительность выше чем у УШМ в 9 раз
- затраты ниже, чем у кромкоскалывающих агрегатов
- возможность работать в условиях цеха или в полевых условиях
- не выделяется пыль или вредные газы
- расходный инструмент недорогой и доступный
- отсутствует термическое изменение в зоне реза
- высокое качество и точность кромки
- возможность изготавливать ломаную кромку и рюмочную фаску
- образующаяся стружка может быть довольно острой
- производительность ниже, чем у газовой резки
- процесс снятия фаски сопровождается шумом
Собрав доступную нам информацию, мы полагаем, что теперь Вам легче будет сделать выбор оборудования и решить, какая технология больше подходит для решения Ваших задач.
* по тексту статьи прямолинейной разделкой или прямолинейной фаской называется профиль поперечном в сечении кромки. Не имеется в виду линия вдоль кромки.
Фаскосниматели для подготовки торцов стальных труб под сварку

Если говорить о технологических особенностях таких приспособлений, то конструкторы предусматривают их функционирование только в соответствии с основными требованиями и правилами, предъявляемыми к данной линейке оборудования. Хотя допускаются исключения, и фаскосниматели успешно применяются при обработке труб из другого материала.
Нередко данные устройства называют кромкорезами, предназначенными для обработки внутренней фаски трубы. Ведь без нее края трубных изделий останутся неровными, а при их совмещении стык получится негерметичным.
Виды фасок
Срезать кромку с металлического проката можно тремя способами:
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска
.
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки
(стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Производство
Трубы стальные горячедеформированные бесшовные производятся из круглой в сечении заготовки — штанги.
Перед нами заготовка для бесшовной трубы. Еще не прошитая.
В общих чертах процесс изготовления выглядит так:
- Заготовка прогревается до температуры, при которой сталь становится пластичной;
- Затем на прошивном стане она превращается в полый цилиндр — гильзу;
- После этого по-прежнему раскаленная заготовка поступает в бесчисленные вальцы, где ее вытягивают и обжимают до необходимых диаметра и толщины стенок. Все это время внутри полого цилиндра гильзы остается оправка;
- На последнем этапе труба калибруется вальцами, охлаждается и нарезается на отрезки нужной длины.

Здесь видны сразу несколько этапов производства.
Важно: холоднодеформированная бесшовная стальная труба производится практически так же. Разница лишь в том, что после прошивки и перед вальцеванием она охлаждается водой. Кроме того, для нее обязательно термообработка после прокатки.
Разумеется, описание самое примитивное и общее. Детали технологии могут отличаться в зависимости от типа заготовки (она может быть слитком, кованой, непрерывнолитой или катаной), способа раскатки гильзы (в сущности, гильза может быть получена не только прошивкой, но и экструзией — продавливанием металла прессом через кольцевидную щель) и многих других параметров.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели
, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Электрические мобильные фаскосниматели
Агрегаты данного типа рассчитаны на многофункциональное использование. С их помощью можно обрабатывать как трубные кромки, так и плоские детали прямолинейной и криволинейной форм.
Одни типы стандартных устройств имеют опорную платформу в виде диска, другие агрегаты — уголок из двух пластин.
В комплектацию типового агрегата с диском входят одна или несколько фрезерных головок, рассчитанных на различные углы заточки.
У приспособлений с пластинами угол заточки изменяется методом регулировки пространственного расположения опорных элементов относительно друг друга.
Рассмотрим подробнее типичных представителей приведенных выше фаскосъемных приспособлений.

Рис. 5 Конструктивное устройство кромкореза Euroboor B45
Euroboor B45. Электрический инструмент производства Нидерланды предназначен для снятия фасок и заусенцев с заготовок из алюминия и его сплавов, стали, нержавеющей стали, латуни и пластиков.
Подходящий режим обработки для разных материалов задается регулировкой скорости вращения фрезерной головки.
Прибор позволяет регулировать глубину фаски, а также изменять угол среза путем смены трехгранных режущих пластин в рабочей головке.
Угол резки машинки Euroboor B45 задается тремя режущими пластинами с заточкой под 30°, 45°, а также для создания радиусной фаски размером R 2,5.
Примерная стоимость машинки Euroboor B45 около 770 у.е.

Рис. 6 Технические характеристики и конструкция рабочей головки Euroboor B45
Фаскосниматель ФС-22. Машина российского производства для снятия фаски шириной до 22 мм рассчитана на обработку заготовок с прямыми, изогнутыми кромками и труб диаметрами от 600 мм.
Фаскосниматель (кромкорез) предназначен для проведения быстрых и чистых операций по подготовке кромок листов и криволинейных изделий из нержавеющей, легированной и углеродистой сталей к сварке.
Прибор допускается использовать для обработки торцов после рубки или плазменной резки.
Рабочим инструментом фаскоснимателя служит фреза, оснащенная восемью быстросменными пластинами из закаленный твердосплавной стали.
Прямоугольные пластины оснащены сквозными отверстиями, через которые винтами крепятся к фрезе. Каждая из пластин имеет 4 режущих кромки, что позволяет экономно использовать ее ресурсы.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска
считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ
– фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски
не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски
является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.

Фаскосниматели серии «Мангуст» для труб

Фаскосниматели специализированные
Записки мастера по ремонту трубопроводов

Любая работа с трубами в энергетике или на объектах Ростехнадзора связана с точной и правильной стыковкой труб. Существуют ГОСТы и правила стыковки труб с учетом диаметров и толщин.В разных отраслях промышленности(Энергетика,газпром,нефтехимия) на сварку одних и тех же труб, предъявляются различные требования правил. К тому же, применение зарубежных сталей в энергетике стало проблемой для наших специалистов по сварке.
Более двадцати лет работаю мастером по ремонту.Как подрядчик, занимаюсь в разных отраслях,организацией ремонтов, заменой и монтажом различных стальных трубопроводов,- начиная от змеевиков и панелей котлов с диаметром труб от 16 мм и заканчивая водоводами до 3000 мм диаметром. Толщина стенки труб от 1 мм до 50 мм (редко, но бывают и более 50 мм).
Как и для чего торцуют трубы и готовят фаски, говорить сейчас не буду, кто читает, надеюсь в теме. Подробности о способах стыковки труб читайте в других публикациях сайта.
Технологии подготовки торцов труб (снятие фасок)
- Непосредственно при изготовлении труб, фаску снимают в заводских условиях на специальных станка. Партии труб, как правило, поставляются с фасками под приварку.
- При ремонтах оборудования на местах, фаска на отдельных участках труб(вставках) снимается на токарных станках в ремонтных мастерских.
- Профессиональные газорезчики, кромки трубы могут аккуратно срезать газовым резаком вручную.
- При отсутствии профессиональных резчиков(а их все меньше) и больших объёмах работ, торцы труб обрабатывают специальными приспособлениями с помощью газовой или плазменной резки.
- На трубах из легированных сталей,- нашими ГОСТами не рекомендуется использование газопламенной резки(но если «прижмет» то можно,только после резки- обязательно зачистить болгаркой).
Трубы из импортной легированной или нержавеющей стали
Как работает фаскосниматель для стальных труб?
Фаскосниматель, это переносной станок, где режущим инструментом является твердосплавный резец, заточенный под требуемый угол. Такие приспособления выпускают для разных диаметров и толщин труб.
Инструмент раскрепляется специальными разжимами внутри трубы, один резец, закрепленный на вращающейся головке, ровно торцует трубу, другой снимает наружную или внутреннюю фаску. Настроить и работать таким станком не сложно. Работу сможет выполнять слесарь третьего разряда.

Особенности моделей фаскосьёмных машин для подготовки труб под сварку.
Принцип работы подобных приспособлений у всех одинаковый. Различия бывают в приводах .Приводы могут быть пневматическими и электрическими.
Пневмопривод несколько легче и безопасней, но необходимость иметь на местах качественный сжатый воздух, делает его не популярным в России по сравнению с электроприводом 220 вольт.
Производители и цены на фаскосниматели.
Если ваша компания готова покупать европейские станки, то я ни чего против них не имею. Немецкие, Итальянские фирмы продают качественный инструмент и европейские инженеры и рабочие неплохо зарабатывают на нём и на нас!
Мы, с советских времен, пользовались отечественными фаскоснимателями «Мангуст». Ни чего плохого сказать не могу, инструмент на уровне мировых брэндов, правда и цены на том же уровне! Привод как правило «электрический, от шлифовальных машинок «BOSCH» (Болгарок). Когда, однажды решили поменять редуктор на такой машине, приводов на рынке не оказалось-старая модель, BOSCH такие уже не выпускает!
Наша частная фирма, с успехом опробовала китайский вариант фаскоснимателей. Основное преимущества конечно цена! Качество — не хуже европейских аналогов -гарантии -два года и расходники без проблем!
К примеру, «Мангуст» в комплекте, на трубы до 32 мм диаметром стоит около 200 т.р. Такой же китаец мы приобрели за 65 т.р. Используем и наш и китайский инструмент уже три года, китайцы даже понадежней проявили себя. Зачем же переплачивать?
Не хочется бесплатно рекламировать,но на видео неплохой фаскосниматель по нормальной цене. Поставщики,порой поднимают цены в три раза! Будьте внимательны при выборе продавца!
Если не затруднит пишите в комментариях о своих наработках и проблемах.
![]()


Соединение с вентилями, смесителями и фильтрами
В большинстве случаев соединения полипропиленовых труб с упомянутыми изделиями и приспособлениями осуществляются резьбовым способом. Если для монтажа используются накидные гайки, то герметизация в них достигается за счёт наличия внутри прокладок из резины; в противном же случае резьбовому соединению требуется дополнительная подмотка из льняной пряди с пропитками, сантехнической нити, фум-ленты, пакли и т. д.

Само осуществление резьбовых соединений потребует наличия разводного или гаечного ключа, либо набора рожковых ключей различного размера.
Перечисленный комплект инструментов является достаточным при монтаже полипропиленовых труб в домашних условиях, и если они есть под рукой, вполне можно браться за сборку домашнего водопровода собственными силами.
Применение
Свойства трубы
Чтобы понять, где могут быть использованы трубы данного стандарта — посмотрим, что они собой представляют.
- Бесшовные трубы стальные дороже в производстве, чем аналогичные сварные;
- При этом за их цену покупатель приобретает прежде всего прочность: труба не имеет самого уязвимого места — шва;
- Кроме того, максимальная толщина стенок трубы по ГОСТ 8732-78 составляет очень внушительные 75 миллиметров.
Области применения
Из особенностей трубы вытекает и ее применение: особо ответственные трубопроводы, где либо необходима экстремальная прочность, либо любая утечка обойдется слишком дорого:
- Энергетика. Бесшовные трубы нержавеющие применяют для циркуляции теплоносителя в котлах и для отвода перегретого пара к турбинам;

Энергетика — одна из областей применения бесшовных труб.

Контактирующие с атмосферным воздухом элементы гидравлических систем обычно изготавливаются из нержавеющей стали, а корпуса поршней — старая добрая бесшовная труба горячей деформации.
Читайте также: