Как правильно варить импульсной сваркой
Обновлено: 06.05.2024
Импульсный режим сварки MIG – неконтактный способ капельного переноса металла в шов в момент высокочастотного импульса, с мгновенным кратковременным увеличением силы тока. Данный метод позволяет исключить не только прямой контакт присадочного материала с обрабатываемым металлом, но и перегрев, и прожиг изделия, а также увеличить производительность.
Достоинства импульсной сварки
- Сниженное образование дыма и разбрызгивание металла. При этом в сварочный шов попадает только наплавленный металл, что позволяет снизить расходы материалов и увеличить эффективность сварки. В результате снижается время на доработку шва, а рабочая зона остается чистой, без дыма.
- Экономия присадочного материала. При импульсной MIG-сварке достигается оптимальная скорость подачи присадочной проволоки определенного сечения.
- Сниженное тепловложение. За счет контролируемого тепловложения исключается деформация свариваемого металла, его прожиг, улучшается внешний вид и качество сварочного соединения. Данная особенность важна при MIG-сварке металлов и сплавов, которые чувствительны к тепловложению.
- Качественный сварочный шов. Благодаря контролируемому тепловложению, высокой стабильности сварочного цикла, сниженному разбрызгиванию металла, достигается качественный шов с плотным формированием и правильным охватом корня шва.
- Высокая производительность. При импульсной MIG-сварке достигается быстрый процесс наплавки и сварки металлов. Универсальность метода, его простота в освоении позволяют начинающим сварщикам в кратчайшие сроки освоить процесс импульсной сварки полуавтоматом.
Что такое импульсная сварка полуавтоматом
Импульсная MIG-сварка – это неконтактный способ переноса металла из присадочной проволоки в сварочный шов. В результате исключается прямой контакт проволоки со сварочной ванной. В рабочем цикле происходит кратковременное изменение величины высокочастотного тока в момент импульса. Благодаря этому снижается тепловложение и образование брызг.
При каждом импульсе создается капля расплавленного металла на кончике проволоки, затем происходит отрыв капли металла, и она вталкивается в сварочную ванну. Капля перемещается в шов (ванную) через сварочную дугу. На каждый пульс по одной капле.
В режиме импульсной MIG-сварки величина тока снижается, когда не нужна дополнительная энергия, что позволяет остыть заготовке. Период «остывания» дает возможность использовать импульсный процесс для сварки тонкостенных и листовых материалов.
Отличие импульсной сварки от других способов переноса металла
- Перенос капли металла короткими замыканиями. Прямой контакт присадочной проволоки с обрабатываемым металлом вызывает короткое замыкание на конце электрода. Такой метод проходит при низких температурах, обеспечивая хорошее качество сплавления металлов. Сварка используется для изделий разного сечения во всех пространственных положениях. Достигается контролируемая сварочная ванна с быстрым затвердением. Недостатки такого способа сварки: низкая производительность, интенсивное разбрызгивание металла и ограниченная скорость подачи присадочного материала.
- Крупнокапельный перенос металла. Это способ с неконтролируемыми короткими замыканиями. При этом происходит отделение больших сварочных капель от присадочного материала. Такой метод сварки используется для горизонтальных и нижних швов, где требуется большое тепловложение. Преимущества метода: высокая скорость подачи присадочного материала и возможность выполнять сварку на высоких токах. Недостатки: сильное разбрызгивание металла и искажение сварочной ванны, из-за чего ухудшается качество шва. Наблюдается большой расход присадочной проволоки и некрасивый внешний вид сварочного соединения.
- Струйный перенос металла – мелкокапельный перенос металла. Достоинства: красивый внешний вид сварочного соединения, большая глубина провара, небольшое разбрызгивание металла и высокая производительность цикла сварки и наплавки. Недостатки: вероятность прожига металла, большое тепловложение, сварка возможна только в горизонтальном положении.
Импульсная сварка MIG обладает всеми преимуществами вышеописанных методов сварки и практически не имеет недостатков, за исключением высокой стоимости оборудования. Подходит для сварки разных марок сталей, цветных металлов и сплавов на их основе.
Подключение и настройка
- Нужно обеспечить надежное заземляющее соединение. В период импульса возникают высокие токи, поэтому должен быть надежный контакт с заземлением.
- Необходимо проверить правильность подключения всех кабелей.
- Рекомендуется использовать силовые кабели длиной до 15 метров, чтобы сократить величину индуктивности. При сматывании кабелей большой длины увеличивается индуктивность, которая сглаживает импульсы.
- Не рекомендуется наматывать кабели вокруг токопроводящих предметов для повышения эффективности импульсной сварки.
Настройка формы волны импульса очень важна при импульсной сварке. К каждому полуавтомату MIG с импульсным режимом идет руководство по эксплуатации и настройке, где подробно описан процесс настройки инверторного аппарата. Правильная настройка импульсного режима MIG-сварки позволяет добиться качественного провара и красивой формы шва.

Выбор полуавтомата для импульсной MIG-сварки
Для достижения высокого качества и эффективности импульсной сварки полуавтоматом, необходимо правильно подойти к выбору MIG-аппарата.
Основные рекомендации по выбору оборудования:
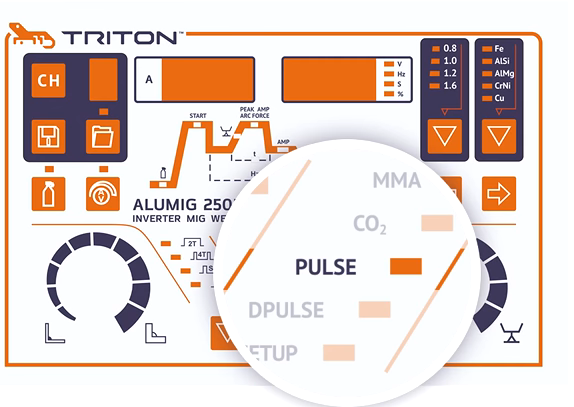
- Проверьте наличие синергетического алгоритма настройки. Данная функция значительно упрощает и ускоряет процесс настройки полуавтомата, что особенно актуально для начинающих сварщиков.
- Некоторые модели современных полуавтоматов, кроме классического режима «Пульс», могут работать в режиме «Двойной пульс» или «Double Pulse». Такой режим позволяет добиться более контролируемого тепловложения и красивой «чешуйчатой» формы шва, как при трудоемкой TIG-сварке.
- Сварка импульсная полуавтоматом сопровождается высокими токами, что приводит к сильным нагревам горелки. Поэтому выбирайте крупные горелки и, по возможности, с жидкостным охлаждением.
Подведем итоги
Импульсная MIG-сварка обеспечивает хорошую производительность, экономичность, высокое качество сварочного соединения, контролируемое тепловложение и форму шва.
Такие аппараты подходят для сварки практически всех типов металлов и сплавов.
Tig сварка — что за способ, где он применим: описание, параметры, режимы
Для сборки всевозможных сварных конструкций из легированных сталей и для соединений цветных металлов используется аргонодуговая сварка. Из статьи можно узнать, что же такое сварка аргоном, что варят с использованием инертных газов, как влияет защитное облако на процесс многое другое.
Принцип аргонно дуговой сварки MIG и TIG
Прежде, чем рассматривать принцип аргонодуговой сварки, стоит разобраться. Необходимо понять как работает аргонная сварка. Чтобы соединить металлические детали, их необходимо разогреть в месте стыка.
Для расплавления металла используется сварочная дуга. Горение дуги и расплавление металла невозможно без окисления кислородом, находящегося в воздухе. Этот элемент окисляет сплавы, причем цветные металлы и легированные стали быстрее, чем углеродистый металл.
Также в зоне расплавления за счет насыщения водородом, азотом появляются пузырьки, при кристаллизации в шовном валике образуются раковины, свищи и многочисленные поры. Прочность соединений страдает. Ухудшается геометрия сварного соединения.
Для того чтобы обеспечить надежную защиту расплавленного металла используются различные газы в чистом виде, а также и в виде смесей.
Какие бывают режимы TIG сварки

Сварку в аргоне выполняется как в автоматическом (ААД), механизированном полуавтоматическом (MIG) и в ручном режиме (TIG). Для данного метода характерно применение как плавящегося электродного металла (проволоки), так и неплавящегося вольфрамового электрода.
От механизированной аргонодуговая сварка плавящимся электродом (MIG) отличается присутствием особенностями розжига дуги. Газ и сварочная проволока и подается через сопло горелки при нажатии специальной клавиши на ее корпусе. Газ подается за 12-25 секунд до подачи питания на клеммы. Для mig поджег дуги происходит касанием проволоки самого изделия.
Основные особенности
Особенности процесса аргонодуговой сварки следует рассмотреть подробно, у технологии множество режимов, нюансов. Защитная атмосфера защищает ванну расплава. Но для этого необходимо в постоянном режиме подавать газ в рабочую зону под определенным давлением. Сущность аргонодуговой сварки – создание специальной среды, препятствующей окислению присадки и металла при воздействии электродуги с необходимой температурой горения.
Теперь об особенностях аргонодуговой сварки неплавящимся электродом TIG. Рабочим элементом является горелка с соплом, через которое осуществляется подача газовой смеси или чистого Ar.
Аргон имеет более высокую плотность чем воздух вследствие чего обеспечивает вытеснение посторонней газовой среды из зоны процесса. Данный газ ионизируется под воздействием электрического разряда и разогрева металла при розжиге.
Происходит так называемая термоэлектронная эмиссия. В результате газ образует плазму, в которой происходит уверенное горение дуги. Потенциал ионизации инертных газов очень высокий. Пробить защитную атмосферу способны только высокочастотные токи, образованные специальным устройством — осциллятором.
Методы зажигания дуги.
За счет частотности электродуга способна формироваться без касания электрода о металлическую поверхность (чиркания). В некоторых случаях дугу зажигают и методом качания (чирканья) о поверхность изделия. Тут необходимо высокая квалификация сварщика, так как при замыкании, в металл изделия могут попасть частички вольфрама, образуя тем самым дефект.
Также произойдет оплавление самого электрода изменив его геометрию, и ухудшит процесс сварки. Мощность дуги снизится из-за уменьшения напряжения на дуге. Также измениться и давление самой дуги.
В современных аппаратах для предотвращения этого применяется функция Lift Tig (лифт тиг). С ее помощью понижается сила сварочного тока в стадии зажигания дуги. С увеличением зазора между изделием и электродом ток увеличивается до рабочих значений.
Устройство сварочной горелки
Вернемся к устройству сварочной горелки. В центральную часть устанавливается держатель (цанга), в который вставляется электрод с вылетом из сопла в пределах от 2,0 до 5,0 мм. Горелка аппарата, оборудованного осциллятором, имеет на корпусе кнопку для запуска процесса. При ее нажатии происходит продувка газом магистралей, и с небольшой задержкой импульсно подается ток на электрод.
Сварочный ток TIG – это высокочастотный или импульсный электроток с частотой от 150 до 500 Гц. Его напряжение весьма верило и колеблется в пределах 2500 – 6000В.
Шов формируется плавлением сварочной проволокой подаваемой в зону сварки из вне и последующей кристаллизацией сварочной ванны. Подбирают присадку, по химическому составу близкую к сплаву. В ряде случаев используется присадка с дополнительными легирующими элементами для придания особых свойств.
Что можно варить аргоновой сваркой ТИГ?
Данный способ имеет очень широкие границы применения. Варят как неприхотливые низкоуглеродистые стали, так и сплавы титана, дюрали, меди, высоколегированные жаропрочные и жаростойкие стали, никелевые сплавы и нержавейку. Сами режимы и методы процесса сильно разнятся.
Так, к примеру для алюминия используется переменный ток или импульсный режим. Так что делаем вывод в аргоне можно заварить практически все.

Плюсы и минусы использования Ar и других инертных газов
Аргонной называют сварочный процесс, проходящий в среде чистых инертных газов и смесей, защищающих расплав металла от окисления, насыщения водородом, азотом.
Сначала о преимуществах аргонодуговой сварки:
- защитная среда ионизируется, поддерживается ровное горение дуги;
- фактически максимальная защита как электрода, так и присадки от атмосферных газов;
- можно соединять тонкие листовые заготовки без деформации;
- высокопроизводительный сварочный процесс;
- широкая номенклатура применяемых металлов и сплавов;
- формируется однородный по структуре шов;
- снижается риск непроваров, пор, подрезов и других дефектов;
- после работы не требуется очищать шовный валик от следов окалины, также за счет этого повышается производительность;
- инертный газ безвреден, не оказывает вредного влияния на организм, окружающую среду.
Недостатком метода могут явиться громоздкое оборудование, необходимо к месту работы транспортировать баллон и систему подачи газа. Увеличиваются производственные затраты на расходники.
Что нужно еще для сварки аргоном?
Сварочное оборудование бывает автоматическим, механизированным или ручным. Перечислим основные компоненты оборудования:
- Инверторный источник питания или сварочный выпрямитель.
- Осциллятор как уже ранее говорилось, применяется для бесконтактного розжига дуги за счет тока с высоким напряжением и частотой.
- Сварочная горелка с цангой, наконечником и вольфрамовым электродом.
Условные обозначения
В технических характеристиках сварочников можно встретить аббревиатуры TIG MIG, РАД, AC DC, непонятные начинающим сварщикам, приобретающим бытовое оборудование, работающее от сети. Существует стандартная и международная классификации видов.
TIG MIG сварка, что это такое и в чем отличия.
- Технология Tungsten Inert Gas еще называется РАД – ручная аргонная сварка с использованием вольфрамового электрода (тонкие металлы варят без присадки встык, заготовки толще 2 мм – с использованием присадочной проволоки); Встречается аббревиатура wig – обозначающая, что применяется именно вольфрам для электрода;
- Метод Metal inert gas – ручная аргонодуговая обычным плавящимся электродом.
РАД осуществляется как на постоянном токе, так и на переменном. Чтобы различать аппараты, выдающие переменный и постоянный ток, введено обозначение аргонодуговой сварки AC DC. Аппараты для TIG, выдающие постоянный ток, называют DC-оборудованием.
При выборе инверторов важно учитывать, для чего нужна аргоновая сварка. Сварочные аппараты AC/DC (direct current/alternating current) работают в двух режимах, можно работать на постоянном и переменном токе.
Переменный ток — АС
Аргонодуговая сварка, проводимая на переменном токе (AC) – используется для металлов с тугоплавкой оксидной пленкой таких как алюминий. Глубина проплавления на переменном токе существенно ниже, чем на постоянном токе порядка 14-22%.
Импульсная аргонодуговая сварка обеспечивается подачей кратковременных импульсов, используется при работе с плавящимся и неплавящимся электродом. При импульсно-дуговой технологии электродуга условно подразделяется на дежурную, поддерживаемую в холостом режиме, и рабочую, возникающую при подаче импульсного тока.
Как присоединять клеммы
При подключении сварочного аппарата, выдающего постоянный ток, учитывается полярность аргонодуговой сварки.
Прямая полярность
При прямой полярности минус на корпусе горелки, плюсовая клемма присоединяется к свариваемой заготовке. Тепловой центр электродуги смещается к металлу, он быстро расплавляется. Данный способ подключения часто применяется, являясь в преобладающем большинстве отличием перед миг сваркой в аргоне.
Обратная полярность
При использовании обратной полярности диаметр электрода должен быть толстым, он будет сильно разогреваться, а зона расплава формируется широкая и неглубокая. Обратная полярность используете при сварке сплавов, образующих пленочные оксиды или нитриды, препятствующие разрушению под воздействием внешних факторов (дюрали, титан).
За счет потока положительных частиц происходит катодное распыление оксидных и нитридных пленок, улучшается качество шва. Отметим, что для данного метода относительно редко применяется обратная полярность. Ее применение ускоряет износ электрода, также оставляя высокий риск попадания его частиц в металл шва. Следует учесть, что на обратной полярности Ar переходит в состояние плазмы.
Лучше пользоваться специальными газосмесями. При аргонодуговой сварке переменным током расположение клемм произвольное. Плюс и минус меняются с частотой рабочего тока.
Влияние газов на сварочный процесс
Однозначно ответить на вопрос, что нужно для сварки аргоном и какой газ применяется для сварки неплавящимся электродом ответить сложно. Инертное облако влияет на интенсивность формирования шва, глубину провара и форму шовного валика. Чистый Ar обладает низкой теплопроводностью, за счет этого дуговой столб узкий, профиль проникновения V-образный, шов проваривается глубоко.
Чистый He намного легче, формируется широкая дуга, профиль проникновения неглубокий. Применение аргонодуговой сварки в среде He практикуется только при обработке разнородных и жаропрочных нержавеющих металлов из-за высокой стоимости вещества.
Для цветных и нержавеющих сталей чаще приобретают специальные смеси на базе Ar и He. Смеси этих газов в разном соотношении обеспечивают защиту на высоком уровне, улучшают показатели дуги, к примеру при применении смеси He+Ar в соотношении 22-25% к 75-78% увеличит теплоотдачу и увеличение напряжения дуги.
Также используется такая смесь аргона и кислорода с содержанием последнего 1-3%. Это улучшает стабильность горения дуги в целом. Газовые смеси, содержащие по три компонента в своем составе, имеют широкий спектр применения.
Режимы
Токовую нагрузку определяют, исходя из вида металла и толщины заготовки, учитывая диаметр плавящегося электрода или присадочной проволоки. Основные рабочие параметры:
- Параметры тока (переменный, постоянный, полярность прямая или обратная определяется только для постоянного);
- Используемый диаметр вольфрамового электрода;
- Напряжение свободногорящей сварочной дуги;
- То с какой скоростью идет процесс;
К второстепенным параметрам относятся:
- Положение электрода;
- Положение самой свариваемой детали;
Сварочный ток – чем больше его значение, тем больше провар. Его параметры колеблются в пределах от 10 до 1000 А.
Расход защитных газов в среднем варьируется от 3 до 20 л/мин. В некоторых случаях может достигать значений и в 50 л/мин.
Скорость сварки от 23 до 123* м/ч (*для автоматических способов). В большинстве случаев значение находятся в пределах 23 – 61 м/ч.
Напряжение на дуге в пределах от 5 до 32В, в основном в пределах 9-14В. Ампераж устанавливают, руководствуясь специальными таблицами.

Общие данные режимов сварки стали
Сварочный ток можно выбрать, учитывая диаметр электрода, и свойства свариваемого металла изделия, размеров изделия.
Основные параметры ТИГ сварки
Напряжение дуги напрямую влияет на геометрические размеры шва. Чем больше напряжение тем выше скорость сварки и меньше ширина шва.
Интервал размера дуги – от 1,5 до 2,9 мм, для увеличения глубины провара необходимая длинная. Для сварки проката из тонкого металла используется короткая дуга, для уменьшения тепловложения;
Чрезвычайно важным моментом является угол заточки вольфрамового электрода. Чем острее угол, тем шире дуговой столб и ниже нагрузка. Отсюда и более низкий срок службы.
Тупой угол заточки приводит к противоположным следствиям как узкая сварочная ванна, но более долгий срок службы.
Оптимальный угол заточки является от 25-45 градусов. Не рекомендуется использовать угол заточки более 90 градусов.
Скорость сварочного процесса зависит от формы и размеров валика, геометрии соединения, силы сварочного тока, физических свойств основного и присадочного металлов.
Расход газ защищающего сварочную ванну зависит от того, где происходит сварка в помещении, где нет движения воздуха или на улице.
При наличии ветра или сквозняка необходимо увеличить подачу газа так как его частично будет сдувать. Если ветер в зоне сварке сильный, то необходимо дополнительно использовать специальные сетчатые сопла. Их еще называют конфузорные.
Расход зависит и от скорости выполнения сварки и подачи электродной проволоки. Чем больше скорость, тем выше газорасход.
Подготовительные мероприятия перед сваркой
- Оборудование должно быть исправно и иметь действующее свидетельство об аттестации НАКС;
- Газовый баллон посредством шланга подключить к сварочному аппарату. Подключить горелку в разъем соответственно к плюсу если выбрана обратная полярность или на минус в случае с использованием обратной;
- Подключить заземляющий кабель к корпусу сварочного оборудования;
- Подлечить питающий кабель к электросети. Произвести включение аппарата;
- Проверить подачу газа и работу осциллятора. Произвести пробное зажигание сварочной дуги.
Нюансы сварных соединений разных металлов
Теперь о том, что можно варить аргонодуговой tig сваркой и какие особенности необходимо учитывать.
Алюминий
Температура плавления оксида намного выше, чем у самого алюминия. Ее температура варьируется в пределах 20000-20500 °С.
Для удаления окислов необходима обратная полярность, и, соответственно, толстый тугоплавкий или графитовый стержень, приблизительно равной толщине свариваемой детали. Использовать переменный ток.
Для сварки необходима сила тока значительно выше, чем для других металлов даже в большей чем у него температурой плавления. Линейное расширение алюминия одна из трудностей его сварки. Происходит большая усадка металла и как следствие дефекты сварного шва в виде утяжин и подрезов.
Алюминий обладает высокой текучестью, что также ведет к образованию дефектов различного рода. Для уменьшения текучести алюминия необходимо применить подкладки с высокими теплоотводящими свойствами.
Медесодержащие изделия
Медь активно насыщается водородом, отличается текучестью. Сварка меди из-за этого крайне сложна в вертикальном и потолочном положении. Перед ее сваркой обязательно качественная зачистка и обезжиривание поверхности.
Используется TIG, MIG технологи с использованием чистого Ar и графитовых электродов. Как и алюминий медь имеет высокую теплопроводность что обуславливает ее сварку на токах с высокими значениями.
Сварку меди осуществляют с предварительным подогревом изделия до температуры порядка 600 – 650 °С. Для уменьшения сварочных деформаций.

Титан
Это высокоактивный металл, для него необходимо увеличить подачу газовой смеси чтобы максимально защитить сварочную ванну.
Способ сварки зависит от марки титана, можно варить сплавы плавящимися и неплавящимися электродами.
Перед сваркой необходимо тщательно зачищать поверхность заготовки и сварочных материалов. Титану свойственно наводороживание или сродство к водороду.
Наводороживание есть не что иное, как насыщение сварочного шва водородом из газовой или водной среди.
Для устранения чего используют специальные приспособления, кожухи и козырьки, удерживающие защитную атмосферу, в которой происходит остывания шва.
Сущность аргонодуговой сварки в получении шовного валика без окалины, шлаковых включений, пористости. Инертные газы тяжелее воздуха, за счет разницы в плотности при подаче газосмеси в рабочую зону формируется облако.
Для розжига дуги применяются обычные электроды или тугоплавкие вольфрамовые совместно с присадочной проволокой, формирующей шовный валик.
На видео ниже показано, что такое и что включает в себя аргонодуговая сварка, как производить подготовку оборудования и проводить сварку.
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.

Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Что такое импульсная сварка и в чем преимущество этого метода?

Виды сварки
Сварочные технологии никогда не отстают от скоростей научно-технического прогресса. Новые методы, материалы или оборудование постоянно пополняют и без того широкий список всевозможных способов соединения металлов и неметаллов.
Импульсная сварка – один из новых методов, который уже нашёл самое широкое применение в монтаже современных мощных трубопроводов и строительстве: как промышленном, так и гражданском.
Особенности импульсной сварки
Этому виду сварки под силу соединение таких капризных металлов как сплавы меди, сталь и многие другие цветные сплавы, в том числе алюминиевые. Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Исторически импульсная сварка была изобретена и разработана в качестве конкурентного метода электродуговой технологии, у которой имеются определенные недостатки с точки зрения производительности и качества сварочного шва.
Суть процесса

Принцип импульсной сварки.
Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса — так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный — импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня. Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.

Импульсная сварка на постоянном токе
Жесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Классификация видов
Импульсная сварка подразделяется на четыре вида:
- конденсаторная
с применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей; - аккумуляторная
в которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети; - инерционная
с использованием кинетической энергии мощного маховика; - электромагнитная
с получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.

Схема конденсаторной сварки.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество сварочного шва. Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
- Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва. Сварка импульсом исключает такую беду.
Главная область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
Микроимпульсная сварка
Представьте себе, этот метод нашел отдельное и очень широкое применение в стоматологии — протезировании зубов. Речь о микросварке с использованием титана в виде тонких листов. Специальный микроимпульсный аппарат способен сваривать дентальные сплавы, в том числе титановые.
Качество таких швов нисколько не уступает лазерному стоматологическому аппарату, зато стоимость его значительно ниже. По этой причине они весьма популярны в небольших стоматологических клиниках.
Импульсный сварочник своими руками
Устройство сварочного аппарата вполне позволяет сделать его в домашних условиях для бытового применения. Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Особый фокус – на транзисторах, потому что они быстрее всего ломаются и выходят из строя. На них не экономить, а покупать четыре транзистора высокого качества.
Перед тем, как приступить к работе, нужно обдумать и высчитать силу сварочного тока и мощность устройства. Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.
Особенности и технология импульсной сварки

В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы. Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом. Такая методика исключает разбрызгивание металла и позволяет соединять даже тонкий листовой материал без опаски прожечь его насквозь.
Импульсная сварка: как это работает?
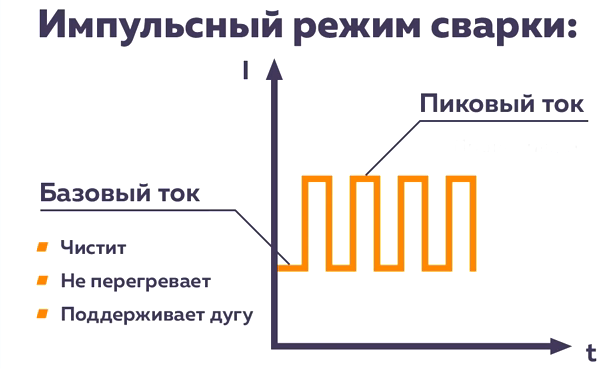
Для этого способа сварки необходим сварочный полуавтомат с функцией импульсного режима. Электроды могут быть как плавкими (MIG), так и неплавящимися (TIG). Сам процесс цикличен с последовательным падением капель присадочного материала в сварочную ванну (один импульс – одна капля). Сварочный аппарат трансформирует сетевое напряжение в постоянное и выпрямляет ток, затем с заданной амплитудой увеличивает частоту.
В фоновом режиме подаётся постоянный сварочный ток, задача которого - поддерживать устойчивую дугу. Во время резких скачков нагрузки конец присадочной проволоки плавится. Электродинамические силы истончают шейку образовавшейся капли, и жидкий металл под действием своего веса падает на соединяемые поверхности, формируя шов. Затем сила тока мгновенно падает до дежурного значения. В этот промежуток времени температура в сварочной ванне снижается и металл застывает. Далее процесс повторяется.
Паузы между вспышками можно регулировать настройками аппарата. Это обеспечивает возможность выбора разных режимов сварки и контроль параметров образующегося шва.
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов. В основе процесса лежат электромеханические свойства вихревого тока.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока. В качестве сварочного аппарата служит импульсный инвертор.
Технология импульсной сварки
Для импульсной сварки используются аппараты инверторного типа. Чтобы расплавленный металл не контактировал с воздухом, в область сварочной ванны подаётся защитный газ. Благодаря этому металл не вступает в реакцию с кислородом и не окисляется.
Суть импульсно-дуговой сварки заключается в контролируемом переносе металла с присадочной проволоки или плавкого электрода на стык свариваемых поверхностей. Процесс протекает циклично:
Сила тока резко увеличивается. Основной материал плавится, образуя точечную сварочную ванну.
Происходит уменьшение силы тока. Металл остывает, начинает затвердевать от краёв к центру шва.
Происходит повторение цикла.
Шов получается ровным и качественным. Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Преимущества
Плюсов у импульсно-дугового метода много:
Качественный плотно сформированный сварочный шов, который не приходится впоследствии зачищать.
Варить можно любой металл, включая алюминий и нержавеющую сталь. Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
Для работы потребуется минимальное количество дополнительного оборудования.
Дугу и форму сварочной ванны легко контролировать. Этому способствует и то, что рабочую зону не заволакивает дымом.
Металл капает на шов направленно, нет разбрызгивания, экономится присадочный материал.
Тепловложение значительно ниже, чем при обычной сварке. Детали не деформируются под действием высокой температуры. Можно работать даже с тонкой листовой сталью без риска её прожечь.
От сварщика не требуется высокая квалификация, красивый «чешуйчатый» шов может получиться даже у новичка.
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально или в перевёрнутом (потолочном) состоянии, когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.

Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл. Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
Читайте также: