Как производится соединение сварочных проводов при наращивании длины
Обновлено: 19.05.2024
V. Требования охраны труда
при эксплуатации оборудования и инструмента
42. Металлические части электросварочного оборудования, не находящиеся под напряжением, а также свариваемые изделия и конструкции на все время сварки заземляются, а у сварочного трансформатора заземляющий болт корпуса соединяется с зажимом вторичной обмотки, к которому подключается обратный провод. Заземляющий болт, располагается в доступном месте и снабжается надписью "Земля" (при условном обозначении "Земля").
43. В качестве обратного провода или его элементов могут быть использованы стальные шины и конструкции. Соединение между собой отдельных элементов, применяемых в качестве обратного провода, должно выполняться на болтах, зажимах или методом сварки.
44. Подключение кабелей к сварочному оборудованию осуществляется с применением опрессованных или припаянных кабельных наконечников.
45. При прокладке или перемещении сварочных проводов принимаются меры против их соприкосновения с водой, маслом, стальными канатами и горячими трубопроводами, а также чтобы на них не падали брызги расплавленного металла.
Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, а с горючими газами - не менее 1 м.
46. Соединение сварочных проводов при наращивании длины производится опрессовкой, сваркой или пайкой с последующей изоляцией мест соединения.
Запрещается применять соединение проводов "скруткой".
47. Электрододержатели для ручной сварки должны обеспечивать зажатие и быструю смену электродов, а также исключать возможность короткого замыкания их корпусов на свариваемые детали при временных перерывах в работе или при случайном их падении на металлические предметы.
Запрещается применение самодельных электрододержателей.
48. Все электросварочные установки с источником переменного и постоянного тока при сварке в особо опасных условиях (внутри металлических емкостей, колодцев, отсеков, барабанов, газоходов, топок котлов, тоннелей), а также установки для ручной сварки на переменном токе, применяемые в особо опасных помещениях или вне помещений, должны быть оснащены устройствами отключения холостого хода.
49. Вторичные обмотки понижающих трансформаторов для переносных электрических светильников заземляются.
Если понижающий трансформатор одновременно является и разделительным, то вторичная электрическая цепь у него не должна соединяться с землей.
Применение автотрансформаторов для понижения напряжения питания переносных электрических светильников запрещается.
50. Передвижные электросварочные установки, а также переносные машины термической резки во время их перемещения отключаются от электрической сети.
51. Управление и контроль работы полуавтоматических и автоматических плазменных стационарных и переносных машин для плазменной резки металла осуществляются дистанционно.
52. Электродвигатель для подачи сварочной проволоки в пистолет-горелку шланговых полуавтоматов при сварке в инертных газах подключается к сети, напряжение которой не должно превышать 24 В для переменного тока или 42 В для постоянного тока.
53. При выполнении газосварочных работ шкафы ацетиленовых и кислородных постов должны быть открыты, подходы ко всем постам - свободны.
Работодатель обеспечивает периодическое восстановление отличительной окраски шкафов.
54. Размещение ацетиленовых генераторов в проездах, местах массового нахождения или прохода людей, а также возле мест забора воздуха компрессорами или вентиляторами не допускается.
55. При выполнении газосварочных работ запрещается:
1) производить газосварочные работы на сосудах и трубопроводах, находящихся под давлением;
2) эксплуатировать баллоны с газами, у которых истек срок освидетельствования, поврежден корпус, неисправны вентили и переходники;
3) устанавливать на редукторы баллонов с газами неопломбированные манометры, а также аналоговые (стрелочные) манометры, у которых:
а) отсутствует штамп госповерителя или клеймо с отметкой о поверке;
б) на циферблате отсутствует красная черта, соответствующая предельному рабочему давлению (наносить красную черту на стекло манометра не допускается; разрешается взамен красной черты на циферблате манометра прикреплять к корпусу манометра пластину из материала достаточной прочности, окрашенную в красный цвет и плотно прилегающую к стеклу манометра);
в) при отключении манометра стрелка не возвращается к нулевой отметке шкалы на величину, превышающую половину допускаемой погрешности для данного манометра;
г) истек срок поверки;
д) стекло манометра или имеются другие повреждения, которые могут отразиться на правильности его показаний;
4) присоединять к шлангам вилки и тройники для питания нескольких горелок (резаков);
5) применять шланги, не предназначенные для газовой сварки и газовой резки металлов, дефектные шланги, а также обматывать их изоляционной лентой или любым другим материалом;
6) производить соединение шлангов с помощью отрезков гладких трубок.
56. Исправность оборудования для производства электросварочных и газосварочных работ не реже одного раза в шесть месяцев проверяется работниками, назначенными работодателем ответственными за содержание в исправном состоянии соответствующего вида оборудования.
Как производится соединение сварочных проводов при наращивании длины
Соединение, подключение и удлинение сварочного кабеля

Длина сварочного кабеля может значительно разниться, так как протяженность провода зависит от технических характеристик оборудования. Часто исполнителям для выполнения работ не хватает длины шнура, который входит в комплект оснащения. Эта проблема является актуальной для начинающих и опытных мастеров.
Поэтому в статье мы рассмотрим, какая длина сварочных кабелей является оптимальной и безопасной в различных случаях и при использовании аппаратов разного типа. Важно знать, каким должен быть сварочный кабель, чтобы работы проходили в комфортных условиях.
Выдвигаемые к кабелям требования
Так как, кабель неотъемлемая часть сварочного оборудования, к нему предъявляется ряд требований, соответствовать которым просто необходимо.
Это значит, что наш сварочный кабель обязан доставить к месту непосредственной сварки рабочее напряжение такое, которое нам необходимо. Для этого кабель должен обладать минимальный сопротивление, а значит, быть медным, так как медь обладает наилучшей проводимостью тока. Соответственно есть вероятность нагрева кабеля с последующим возгоранием. Для решения этой опасности необходимо выбирать правильное сечение(толщину) кабеля.
Из названия понятно, что изоляция кабеля и внутренний проводник должны обладать высокой стойкостью к износу. Что значит выдерживать трение о поверхность пола и не стираться, выдерживать частые перегибы или даже удары падающих объектов. Для достижения этих целей, изоляцию кабеля изготавливают из специальной, высокопрочной резины, а проводник из множества мелких как волос медных волокон скрученных в одно.
Как правило, каждый сварщик сталкивается с постоянным перемещением во время работы. А так же, работает в разных положениях, за частую в довольно неудобных или даже экстремальных. Что бы все это происходило безопасно, кабель должен обладать высокой гибкость, что бы легко огибать необходимые элементы конструкций, а так же, быть максимально легким, что бы сварщику было комфортне с ним работать.
- Соответствие климатическим условиям
Сварочные работы необходимы по всему земному шару. Необходимо, что бы сварочные кабеля чувствовали себя уверенно и в среде высоких природных температур, экстремально низких температур, в средах с повышенной влажностью и подобных.
Этим, основным требованиям должны соответствовать одножильные и многожильные сварочные кабеля в 21 веке.
Хотелось бы поделиться с новичками, а возможно и с бывалыми сварщиками. Статья о том, как правильно выставить сварочный ток здесь.


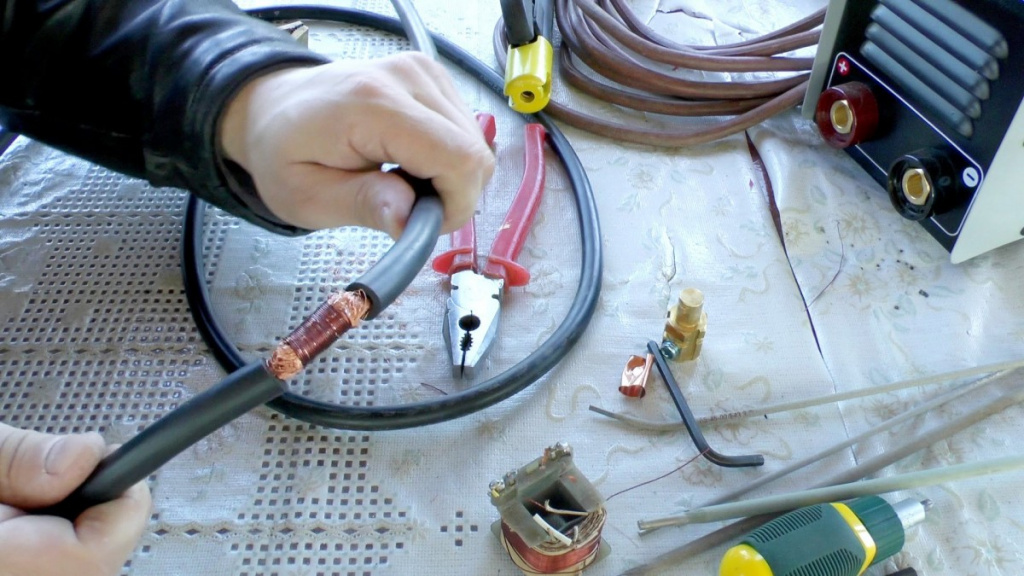
Соединение
Соединение сварочных кабелей может производиться горячей пайкой, сваркой, опрессовкой или с помощью соединительных муфт с последующей изоляцией мест соединения. Также существует еще один способ, который является самым простым – это соединение “скруткой”. Соединение сварочных кабелей при наращивании длины производится всеми вышеперечисленными способами. Наиболее надежным является сваривание.
На практике используются три метода сварки:
- контактный;
- газовый;
- термитный.
Первый метод подходит для соединения жил однопроволочных проводов из меди или алюминия; подразумевает использование клещей с двумя угольными электродами. В качестве источника энергии выступает трансформатор или инвертор. Может также применяться флюс. Сплавление концов жил осуществляется в результате нагрева электродов.

Газовая сварка используется для работы с однопроволочными жилами из алюминия, площадь сечения которых не превышает 20 мм2. Применение данного метода для сваривания медных жил недопустимо. В качестве горячего газа выступает ацелитен-кислородная и пропан-воздушная смесь. Многопроволочные жилы следует сваривать в два этапа: соединение жил в единое целое, а затем сплавление между собой.
При термитной сварке используются специальные (термитные) патроны АТО, А и АТ.
Места соединений необходимо изолировать, например изоляционной лентой. Таким образом, соединение сварочных кабелей при наращивании длины будет носить надежный характер.
Другие способы соединения представлены в соответствующей статье. [ads-pc-3][ads-mob-3]
Марки сварочных кабелей
В связи с различием рабочих условий, существуют разные кабеля для сварки. Различать их можно с помощью специальной маркировки. Давайте разберемся более детально.
Иллюстрация сварочного кабеля марки ГК
Гибкий Кабель — так расшифровывается данная маркировка. Самый используемый сварщиками кабель. Кабель отличается своей универсальностью и неплохими прочностными показателями. Более того, весят такие кабели в сравнении не много. Сечение такого кабеля бывает от 16 мм в квадрате до 95.

Пример сварочного кабеля КОГ1
Менее универсальный и менее прочный кабель данной марки. Как правило его используют для работы в труднодоступных местах и неудобных положениях, так как кабель КОГ1 обладает повышенной гибкостью. По весу не сильно отличается от ГК.

Сварочный кабель ГКН1
Аналог кабеля ГК, но еще и негорючий, об этом сообщает добавочная буква «Н» в маркировке. Очень полезный кабель в специальных сварочных, спасательных и ремонтных бригадах. Такой кабель готов выдержать температуру аж в 200 градусов по цельсию. Так же, такой кабель полезный для сварки конструкций, где велик риск соприкосновения кабеля с только что проваренными участками, будьте спокойны, кабель КГН не начнет плавиться или дымиться.

Кабель сварочный с маркой ГК-ХЛ
Широко используется сварщиками в условиях севера. Так как данный кабель остается максимально гибким и при такой низкой температуре как -60 градусов цельсии. Все по тому, что в составе изоляции используется каучук, он та и сохраняет свою изначальную гибкость в условиях низких температур.
Кабель сварочный для полуавтомата КПЭС
Кабель для сварочных полуавтоматов. В центре такого кабеля используется спиралевидная трубка, необходимая для того, что бы пропускать через себя сварочную проволоку различного диаметра. Такие кабеля используются при отрицательных температурах до -10 градусов по цельсию.
Кабель для сварочного аппарата ГКТ
Данный кабель актуально использовать в жарких и влажных тропических условиях. Он уверенно переносит постоянное воздействие внешней температуры в 85 градусов по цельсию.
Только что, мы узнали о существовании различий в маркировке сварочных кабелей. Даже с этой информацией можно начинать делать выбор.
Это интересно: Оборудование для точечной контактной сварки
Powered by Inline
Какой максимальной длины не должен превышать
Не существует практически никаких стандартов относительно длины проводов. Некоторые производители размещают рекомендации, опытные исполнители дают советы. Однако, следует отметить, что для каждого типа сварочного оснащения существуют собственные нюансы.
Для инвертора (220в и 380в)
Допустимая длина сварочного кабеля для аппаратов инверторного типа рассчитывается по формуле:
Lmax = Sk / k , где Sk — максимальное сечение медного кабеля; Lmax — максимальная длина; k — коэффициент: при токах 200-500 А равен 2; при токах менее 200А — величину тока нужно разделить на 100.
Полученное значение — это максимальная длина сварочного кабеля для инвертора, которая является общей для шнура с клеммой и электрододержателем.
Приведем пример, чтобы рассчитать, какая допустимая длина сварочного кабеля для инвертора Ресанта 190. Максимальная величина тока равна 190 А. Как было указано ранее, если сила тока не превышает 200 А, то при подсчете коэффициента силу тока необходимо разделить на 100. Таким образом получается, что коэффициент k = 190/100 = 1,9.
При работе с инвертором подобного типа применяется кабель, площадь сечения которого составляет 16 мм2. То есть Sk = 16. Следовательно, итоговый расчет выглядит следующим образом: Lmax = 16 / 1.9 = 8,4 метра.
Данные сведения помогут легко решить, какой кабель нужен для сварочного инвертора.
Вот еще в довесок мнение от уважаемого практика с Ютуба, дяди Гены.
Силовой для полуавтомата

Сварочные полуавтоматы являются профессиональным оснащением и применяются, в основном, в производственных и промышленных условиях. Для подсоединения данного оборудования к сети применяются кабели с площадью сечения свыше 35 мм2. Расположенная ранеее таблица поможет определить, какой кабель нужен для сварочного аппарата полуавтоматического типа. Что позволит исполнителю выбрать и приобрести проводник с оптимальными характеристиками.
По пожарной безопасности
Использование более длинного провода приводит к ухудшению качества сварки, происходящее из-за падения напряжения в сварочной цепи. Кроме нецелесообразности применения слишком длинного шнура, это также может привести к поломке оборудования и причинению вреда здоровью исполнителю.
Длина шнуров между питающей сетью и мобильными агрегатами не должна быть больше 10 метров.
Как зажать в держаке
Метод фиксации сварочного кабеля зависит от типа электрододержателя: самодельный или покупной (произведенный компаниями соответствующего профиля).
Типы самодельных держаков и способы их сборки, их основные достоинства и недостатки рассмотрены в статье “Держатель электродов для сварочного аппарата“. В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.
Также следует обратить внимание на рекомендации мастера, которые помогут самостоятельно изготовить профессиональный грамотный держатель. Для наглядности представлено видео сборки держака.
Чтобы понять, как подсоединить сварочные кабели к приобретенному держателю, рекомендуем ознакомиться с представленным далее видео. Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
S=R 2 хπ=π/4хD 2 ,
то есть, если его диаметр, например, 1 см, тогда сечение S=25х3,14.
Для расчета сварочного кабеля (он, естественно не моножильный, а многожильный) требуется посчитать сечение жилы, а потом все жилки пересчитать и сложить.
Если у вас инвертор с реальными 200А на выходе, и вы не работаете на производстве с утра и до ночи, то 16 мм 2 будет достаточно, больше не нужно. Если у вас сварочник на 140А – покупайте смело 10-12 мм 2 . Но опять же, если у вас в паспорте написано, что кабель длинный ставить нельзя, лучше не рисковать, хотя сгореть подобное оборудование может, даже если будет стоять в кладовке.
P.S. Если вы владелец Ресанты, у вас кабель алюминиевый. Если не верите, надрежьте изоляцию, подрежьте желтое покрытие и под ним обнаружится светлый блестящий металл.
Какой длины выбрать удлинитель для сварочного аппарата, читайте в следующей статье
Сделай Сам (Знание) 2009-04, страница 93

нижнем положении. Другие секции обваривают аналогичным образом.
Собирают секции, кроме стропильных, на болтах. Вертикальные наружные стены и ворота покрывают оцинкованным листом на заклепках с помощью заклепочника, представленного на рис. 4, а, б, в. Покрытие крыши производят тем же листом. Но для этого к угольникам, приваренным к верхнему брусу стропильной фермы, должна сначала быть привернута доска, к которой потом прибивают обрешетку.
Работа заклепочника заключается в том, что при нажатии на ручки заклепочника цангой захватывается стержень заклепки 4 и развивается усилие, достаточное не только для развальцовки заклепки 5, но и для обрыва стержня 4.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
Располагая величиной сварочного тока, вы приобрели сварочный аппарат. Нужно его подключить. Сварщик находится в особых условиях — его рабочее место расположено под открытым небом, на влажной земле. Там же находится сварочный аппарат, работающий под напряжением 220 В, и подводящие к нему питание кабели. В данном случае с точки зрения электробезопасности и пожаробезопасности важно всё: возможности электросхемы строения принять дополнительную нагрузку, марка кабелей, находящихся в неблагоприятных условиях, одежда и обувь работающего.
На рис.5 изображена часть электросхемы сельского дома. Она соответствует требованиям Правил устройства электроустановок (ПУЭ) (издание седьмое), принятым в октябре 1999 г.
Питание сварочного аппарата должно производиться от счетчика. В том случае, если включение произведено в сеть, то отрезок сети от включения до счетчика оудет находиться под двойной нагрузкой, вследствие чего сечение проводов должно быть увеличено. Длина кабеля от дома до сварочного аппарата не должна превышать 30-40 м, а длина кабеля от сварочного аппарата до электрододержателя не должна превышать Зм. В противном случае мощность сварочного тока падает.
К сварочным проводам, которые лежат на земле и в эксплуатации могут подвергнуться воздействию ударных или раздавливающих нагрузок, трению о металлические части, увлажнению, предъявляют особо жесткие требования, в силу чего их замена нежелательна. Для подвода тока от сварочного аппарата до электрододержателя применяют кабели марок РГД, РГДО, РГДВ, а остальная его часть (от сварочного аппарата до домовой сети) может быть заменена кабелем марок КРПГН, КРПСН, КРПНТ.
РГД — кабель с медной многопроволочной жилой с резиновой изоляцией в резиновой оболочке. Используется для соединения сварочных аппаратов с источником переменного напряжения 220 вольт и электрододержателей.
РГДО — то же, облегченной конструкции.
РГДВ — то же, со вспомогательными жилами для дистанционного управления.
КРПГН — кабель с медными жилами повышенной гибкости с резиновой изоляцией в резиновой, не распространяющей горение оболочке.
КРПСН — кабель с медными жилами повышенной гибкости с профилированным сердечником, резиновой
Длина сварочных проводов

Работая со сварочными аппаратами, мастера используют шнуры разной длины. Это зависит от особенностей оборудования. Проблема в том, что зачастую одного кабеля, который входит в комплект, недостаточно при проведении тех или иных работ. Такие трудности испытывают как начинающие, так и опытные мастера.
Так какая же длина сварочных кабелей является приемлемой для работы на разном оборудовании? Можно ли соединять их между собой и насколько это безопасно? На эти вопросы мы ответим в данной статье.
Назначение и конструкция сварочных кабелей
Сварочным кабелем запитывают ручные, автоматические и полуавтоматические установки в процессе проведения электродуговой сварки. Такие силовые провода позволяют создать замкнутый контур между источником питания (инвертором, реостатом и т. д.) и держателем электродов и заземляющим зажимом («массе») посредством подачи электрического тока.

Сварочные кабели редко производят из алюминия в связи с его высокой теплопроводностью, которая может стать причиной сильнейшего перегрева жилы и изоляционного слоя – этому в наибольшей степени подвержены «горячие» места близкого контакта с поверхностью сварки. Проводникам из алюминия также не хватает эластичности, из-за чего их не рекомендуется часто разматывать и сматывать.
Эти минусы отсутствуют у медных проводов, что делает более предпочтительной сварку с использованием проводников из меди. Сварочные кабели бывают двух видов: одножильные и многожильные, вторые совмещают в себе основную жилу и нулевую, заземляющую и т. д.
Кабели для сварочных аппаратов обладают следующими ключевыми преимуществами:
- допустимые электрические нагрузки имеют высокое значение (на частотах до 400 Гц для переменного тока – до 0,66 кВ, для постоянного – до 1 кВ).
- увеличенная гибкость;
- стойкость при сдавливании и растягивании;
- устойчивость к воспламенению и горению;
- допустимость использования на открытом участке. Кабели обладают стойкостью к резким температурным перепадам, ультрафиолетовому воздействию, осадкам, агрессивному влиянию химических веществ;
- многообразие видов, различные длины сварочных проводов, что значительно упрощает выбор изделий, подходящих для определенных условий сварки.
Сварочные провода обладают необходимыми техническими свойствами и особенностями конструкции, чтобы устоять перед высокими нагрузками тока и суровым режимом температур, при этом подавать электропитание без перебоев и создавать комфортные условия для быстрой и качественной работы.
Требования к сварочным кабелям
Сварочный кабель должен соответствовать следующим важным требованиям:
- отсутствие дефектов на изоляции, вызванных частыми перегибами, а также сматыванием и разматыванием при переноске;
- стойкость внешней оболочки к воздействию продуктов нефтепереработки, а также к нагрузкам при ударах и разрывах;
- проводник, который подключается к держателю, должен отличаться максимальной гибкостью, чтобы не создавать препятствий для рабочего процесса;
- стойкость к образованию трещин при низких температурах и ультрафиолетовом воздействии;
- достаточные длина и сечение сварочных проводов для избежания перегрева при работе на самом высоком токе, который может выдавать сварочный аппарат.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды кабелей
По количеству жил все многообразие сварочных кабелей можно разделить на 3 группы:
- Одножильные – тонкие медные проволоки, образующие пучок. Их используют с переносными аппаратами для электродуговой сварки.
- Двужильные – позволяют подключить катод и анод при импульсной сварке высокочастотным током и при нарезании заготовок.
- Трехжильные – позволяют осуществить качественную автоматическую сварку стыков трубопроводов и наложить струйные швы.
Характеристики и маркировка сварочного кабеля
Ассортиментный перечень марок кабелей для сварки ориентирован на различные условия работы. Часть изделий отличаются стойкостью к высоким температурам, другие – к низким, третьи предназначены для работы под водой. Понимание ключевых характеристик, а также допустимых значений длины и сечения сварочных проводов позволит сделать правильный выбор.

Кабель КРТП имеет гибкие многопроволочные медные жилы, его применяют в передвижных аппаратах для ручной сварки. Аббревиатура говорит о тяжести и возможности переноса кабеля, а также указывает на наличие резиновой изоляции («кабель резиновый тяжелый переносной»).
Цифры, следующие за буквами, говорят о количестве проводников и площади сечения. Маркировка имеет несколько звеньев, если проводники отличаются по толщине либо при наличии заземляющего проводника.
Предыдущая марка снимается с производства – на смену ей приходит гибкий кабель для сварки КГ. Цифры в конце названия говорят о числе проводников и сечении. Используемые в аббревиатуре буквы указывают на следующие свойства:
- ХЛ – возможность проводить работы при температурном режиме ниже 60 ?C. Покрытие выполнено из материала, не трескающегося в условиях мороза.
- Т – для создания изоляции использован антисептический материал, стойкий к плесени и грибку. Использовать кабель можно при повышенной влажности и температуре до 55 ?C. По другим данным, температура может достигать 85 ?C.
- Н – проводники имеют негорючую изоляцию, они применимы в условиях повышенной пожароопасности.
Буква П в начале аббревиатуры говорит об отдельной изоляции жилы посредством полимерного материала (к примеру, пленки ПВХ).
Провода, с которыми можно работать на высоких частотах, имеют в названии буквенное сочетание ВЧ. Такие кабели отлично подойдут для инверторных сварочных аппаратов.
КОГ – марка особенно гибких кабелей, позволяющих проводить качественные сварочные работы в некомфортных условиях. С их помощью осуществляется подключение держателей электродов к ручным, автоматическим и полуавтоматическим сварочным аппаратам. О типе изделий говорят следующие буквы:
- Т – температурный режим от -30 до +50 ?C;
- У – от -50 до +50 ?C;
- ХЛ – от -60 до +50 ?C.
Расчет максимальной длины проводов
Длина сварочных проводов не регулируется никакими стандартами. Со стороны части компаний-производителей этот вопрос носит рекомендательный характер, компетентные мастера могу дать совет на основе собственного опыта. Но в любом случае важно знать об особенностях каждого из типов изделий.
Для инвертора (220 в и 380 в)
Для определения допустимой длины сварочных проводов для инвертора используется следующая формула:
Lmax = Sk / k, где
Sk — максимальная площадь сечения медного провода;
Lmax — максимальное значение длины;
k — коэффициент: если величина тока составляет 200–500 А, он принимает значение 2; если ток ниже 200 А — величина тока делится на 100.

Найденное по формуле число будет являться максимальной длиной кабеля для сварочного аппарата инверторного типа, в которую включается также шнур с клеммой и электродержателем.
На примере инверторного аппарата «Ресанта 190» определим, какая длина сварочного провода будет максимальной для этой модели. Предельный ток составляет 190 А – это ниже 200 А, следовательно, для расчета коэффициента следует разделить величину тока на 100: k = 190/100 = 1,9.
Для сварочных инверторов такого типа используются провода с площадью сечения, равной 16 мм2. Значит, Sk = 16. Подставляем выявленные значения в формулу и получаем: Lmax = 16 / 1,9 = 8,4 м.
Такой расчет позволит избежать сложностей при выборе проводов для инверторного сварочного аппарата.
Пожарная безопасность
По нормам безопасности для предотвращения возможного пожара длина сварочного провода не должна превышать значение в 30–40 м.
При сварке с использованием кабеля большей длины падение напряжения в сварной цепи приведет к снижению качества работы. Помимо того, что производить сварку со слишком длинным проводом нерационально, может быть повреждено оборудование и нанесен вред здоровью мастера.
Питающая сеть и мобильные установки должны быть соединены проводами длиной не более 10 м.
Способы соединения кабелей между собой
Чаще всего в комплектацию всех сварочных аппаратов входят наборы проводов длиной не более 2–3 м. Однако в некоторых случаях пользоваться такими шнурами неудобно. Это обусловлено тем, что мастеру зачастую необходимо перемещаться по рабочей площадке вместе с инвертором. Делать этого не придется, если длина сварочных проводов будет достаточной.
Во избежание проблем при проверке инспектором наращивать сварочный провод необходимо в соответствии с нормами пожарной безопасности – максимально допустимая длина может составлять 40 м.

Никаких официальных запретов на увеличение длины жил нет, но при этом повышается сопротивление шнура, что приводит к необходимости работать сварочным аппаратом на максимальных нагрузках. Это негативно сказывается на оборудовании и приводит к быстрому износу.
Для сохранения постоянной величины сопротивления жил следует увеличить площадь сечения. Наращивая вдвое длину сварочных проводов, сечение также нужно увеличивать в 2 раза. Когда длина шнура достигает максимально допустимого значения, при этом увеличивается площадь его сечения, в конечном счете сварочный кабель может превзойти по весу непосредственно инвертор.
Для проведения сварочных работ с небольшими металлическими изделиями длина в 5–10 м будет достаточной. При необходимости сварочный аппарат можно подключить к электрической сети с помощью удлинителя.
Для соединения сварочных проводов между собой можно воспользоваться одним из следующих способов:
Скрутки – самый простой метод, при этом достаточно надежный. Однако на этот способ удлинения кабелей существует запрет согласно правилам устройств электроустановок. Исключительным случаем является включение их в технологии прочих соединений. Но делать скрутки предпочитает большинство специалистов, несмотря на существующий запрет.
Чтобы обеспечить надежный контакт, перед скруткой с концов жил удаляется изоляция, после чего они обрабатываются растворителем и зачищаются с помощью наждачной бумаги.
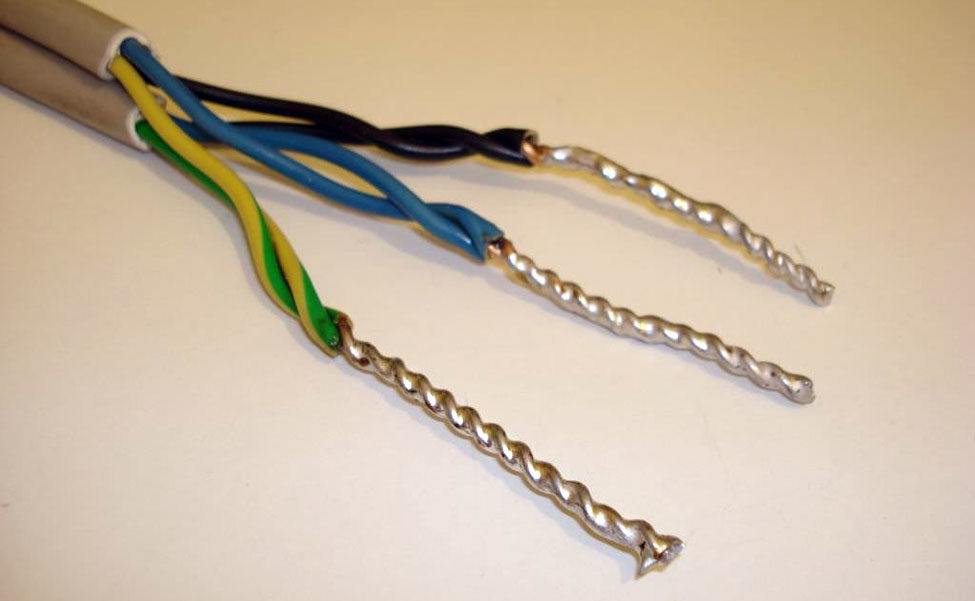
Горячая пайка – к этому способу наращивания длины сварочных проводов прибегают при соединении жил с малым сечением. Проводится зачистка их концов до блеска, лужение, скручивание и обжим с помощью плоскогубцев. Чтобы исключить окисление, поверхность обрабатывается канифолью или флюсом.
Скрутку необходимо нагреть паяльным аппаратом или горелкой – выбор инструмента зависит от площади сечения проводов. Зазоры между проволоками заполняют припоем, который вносится в пламени горелки или на жале паяльного устройства. Когда кабель остынет, остатки флюса необходимо смыть.
- Опрессовка – этот метод предполагает использование гильз для опрессовки, материал которых аналогичен кабелю (медь или алюминий). Гильзы надеваются на скрутки и обжимаются с помощью клещей.
- Контактная, газовая, термитная сварка позволяют добиться надежного соединения проводов. При контактной сварке жилы нагревают и сплавляют дугой, полученной благодаря угольному электроду. Вторым типом сварки пользуются только в том случае, если нужно соединить алюминиевые провода, площадь сечения которых меньше 20 мм2. Термитная сварка требует применения специальных патронов.
- Подключение жил к стационарным устройствам осуществляют с помощью кабельных наконечников, которые подвергаются опрессовке и припаиванию.
Переносные инверторы оснащены специальными разъемами, гнезда которых имеют маркировку «+» и «–». Гнездо «–» предназначено для присоединения к нему провода от держателя в условиях прямой полярности.
Стремясь к увеличению длины сварочных проводов, следует помнить об одной важной особенности – изменение сопротивления и напряжения. Применение шнура большей длины приводит к увеличению первого и снижению второго. Ошибка при выборе кабеля способна сделать невозможным проведение сварочных работ, или, что еще хуже, – привести к повреждению инвертора.
Как соединить сварочные кабели между собой – 3 простых способа
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Особенности сварочных кабелей и их соединения
![Особенности сварочных кабелей и их соединения]()
Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:- высокой гибкостью,
- минимальным сопротивлением.
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
В каких случаях нужно соединение
![В каких случаях нужно соединение]()
Инверторы для сварки комплектуются короткими проводами, что создает трудности при выполнении работ на высоте и в труднодоступных местах. Соединение сварочных кабелей методами пайки, сварки или установки специальных разъемов расширяет возможности техники и исключает необходимость ее удерживания на плече. При осуществлении поставленной задачи нужно учитывать, что максимальная протяженность не должна превышать 30-40 м.
Распространенные способы соединения
Перед тем как соединить сварочный кабель методом обжима, необходимо приобрести алюминиевые или медные гильзы. Подобрать изделия можно в каталоге. Здесь представлен широкий ассортимент соединителей, комплектующих и других электронных компонентов – кабелей, сборок, печатных плат, отличающихся высоким качеством и демократичной стоимостью.
Пайка – второй востребованный способ соединения медных кабелей. Он предполагает покрытие предварительно разогретых концов жил посредством расплавленного припоя. После затвердевания последнего достигается высокая прочность и хорошая электропроводность изделия. Подходит эта технология для проводников небольшого сечения.
![Распространенные способы соединения]()
Основные преимущества пайки – простота и экономичность. К подготовительным мероприятиям можно отнести:
- избавление от изоляции,
- скрутку,
- очистку,
- обработку флюсом.
После пайки необходимо смыть остатки, нанести лак, изоляцию в виде ленты или термоусадочной пленки.
Важно! Промежуточным этапом пайки является скрутка проводов. В качестве самостоятельного метода она запрещена нормативными документами ПУЭ.
Так как соединить 2 сварочных кабеля большого диаметра позволяет в монолитную конструкцию сварка, этот метод используется часто. Для соединения проводов применяется специальный аппарат ВКЗ-1, похожий на пистолет. Преимущества метода – высокая прочность контакта, стойкость к механическим воздействиям, недостатки – необходимость в зачистке провода на 10 см, сложность выбора силы тока, невозможность разъединения элементов.
Соединение сварочного кабеля разъемами
- марки сварочного кабеля,
- разъемов,
- наконечников,
- вилок и клемм.
Выбор кабельного соединителя зависит от сечения проводника. Последнее можно определить посредством микрометра или штангельциркуля. Разъем может иметь площадь в 10, 25, 35…120 мм2. Существует две конструкции приспособлений – штыревая («папа») и гнездовая («мама»). Для их подключения к оборудованию нужны специальные гнезда, выполняющие роль ответной составляющей вилки.
![Соединение сварочного кабеля разъемами]()
При покупке наконечников нужно обращать внимание на типоразмер (должен соответствовать площади сечения провода) и материалы изготовления. Предпочтение стоит отдавать изделиям с хромовым напылением, препятствующим окислению.
Соединение способом обжима является предельно простым. Оно заключается в очистке изделий от изоляции, объединении жил в пучки, надевании разъемов и их зажимании.
Установка наконечника: принципы процесса
![Установка наконечника: принципы процесса]()
Так как правильно соединить сварочный кабель при помощи наконечников, эта процедура чаще всего выполняется для удлинения и создания удобной формы конца токопроводящей жилы, необходимой для присоединения к зажиму аппарата. Для ее осуществления нужно зачистить и обработать провод пастой, поместить наконечник на конец кабеля и прижать его до упора. После этого следует опрессовать изделие клещами или матричным прессом.Чтобы увеличить мобильность сварочного аппарата, можно удлинить провод, используя разные технологии соединения. Специалисты нашей компании «ВКС» рекомендуют применять разъемы, подобранные по сечению и составу жильного пучка, соблюдая последовательность и правила используемого способа. Для покупки электротехнических комплектующих нужно перейти в каталог. При возникновении трудностей с выбором наш менеджер предоставит профессиональную консультацию.
Читайте также: