Аргонно дуговая сварка преимущества
Обновлено: 21.09.2024

При необходимости формирования неразъемного соединения деталей из нержавейки, титана, стали, меди, алюминия и прочих цветных металлов и сплавов на их основе чаще прибегают к аргоновой сварке, представляющей довольно трудный специфический процесс. Аргонная сварка совмещает признаки газовой и электродуговой сварки. С последней технологический процесс объединен тем, что обязательно должна использоваться электрическая дуга, с газовой же сваркой общее -в использовании газа и ряда технологических приемов формирования неразъемного соединения.
Принципы сварки аргоном

Плавление кромок соединяемых элементов и присадочного материала, с помощью которых формируется сварной шов, обеспечивается благодаря высокой температуре, создающейся при горении электрической дуги. Аргон выполняет защитные функции.
Сваривание большинства цветных металлов и сплавов на их основе, а также легированных сталей имеет особенности, которые заключаются в том, что в расплавленном состоянии, при взаимодействии с кислородом и прочими элементами в окружающем воздухе, происходит активное окисление этих металлов. Данное обстоятельство негативно отражается на качестве формируемого сварного шва, который в итоге получается непрочным, с порами в структуре — воздушными пузырьками, значительно ослабляющими соединение. Еще хуже на алюминий, расплавленный при сварке, влияет окружающий воздух. Под воздействием кислорода из окружающего пространства начинается горение металла.
Оптимальный способ защиты зоны формируемого соединения при сварке цветных металлов и легированных сталей — это использование аргона. Характеристики этого газа объясняют высокую эффективность применения этого газа:
- Аргон на 38% тяжелее воздуха.
- Газ легко вытесняет воздух из зоны сварки, создавая надежную защиту.
- Инертный газ практически не вступает в реакции с расплавленным металлом и другими газами в зоне горения сварочной дуги.
- При сварке аргоном на обратной полярности нужно учитывать, что от атомов газа легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Сварка в среде аргона производится с использованием как плавящихся, так и неплавящихся электродов. Диаметр стержней из вольфрама подбирается по справочникам, в соответствии с характеристиками соединяемых деталей.
Типы:
- Ручная. Выполняется неплавящимся вольфрамовым электродом (РАД).
- Автоматическая в среде аргона с неплавящимися электродами (ААД).
- Автоматическая в среде аргона с плавящимися электродами (ААДП).
По международной классификации аппарат аргонодуговой сварки или сварки с помощью электрода из вольфрама в инертных газах обозначается TIG (Tungsten Inert Gas).
Основные особенности

Рабочим органом сварочного аппарата является горелка. В центральную ее часть вставляют вольфрамовый электрод с вылетом 2−5 мм. Внутри горелки электрод фиксируется специальным держателем, в который можно вставить вольфрамовый стержень. Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.
Основные этапы сварки с использованием электрода из вольфрама:

- Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.
- К соединяемым деталям подключают «массу», что делается напрямую (в случае больших габаритов) и через металлическую поверхность рабочего стола. Присадочная проволока подается отдельно, а не включается в сварочную электрическую цепь.
- На аппарате выставляется сила тока. Этот параметр выбирают в зависимости от характеристик соединяемых деталей.
- После включения тока горелка с электродом подносится к свариваемым деталям максимально близко и без контакта с поверхностями. Оптимальное расстояние расположения горелки от соединяемых заготовок (должно выдерживаться при сварке) — 2 мм. Удерживание электрода на этом расстоянии позволит хорошо проплавить соединяемые части и получить аккуратный шов.
- Подача защитного газа включается заранее — за 15−20 сек. до начала сварки. Выключается подача аргона спустя 5−10 сек. после окончания сварки.
- Горелка и присадочная проволока медленно ведется лишь вдоль формируемого шва, без поперечных колебаний. Присадочная проволока, располагающаяся впереди горелки, плавно вводится в зону действия дуги. Из-за резких движений расплавленный металл сильно разбрызгивается.
- В процессе сварки электрическая дуга зажигается, а электрод не должен прикасаться к соединяемым поверхностям. Данное правило должно соблюдаться, так как потенциал ионизации аргона крайне высок, что мешает эффективно использовать искру от касания электрода для его понижения. Когда плавящийся электрод прикасается к соединяемым деталям, появляются пары металла, потенциал ионизации которых гораздо ниже по сравнению с аргоном, что и упрощает процесс зажигания дуги. Если вольфрамовым электродом прикоснуться к поверхности соединяемых частей, дуга загрязняется и выполнение сварки затрудняется.
Для зажигания дуги используется осциллятор, преобразующий поступающий из электросети ток с обыкновенными параметрами в высокочастотные импульсы напряжением 2000−6000 В и частотой тока 150−500 Гц. Такие импульсы позволяют зажечь электрическую дугу без соприкосновения соединяемых деталей и электрода.
Оборудование и оснащение
Для сварки аргоном требуется особое оборудование:
- Инвертор или обыкновенный сварочный трансформатор, мощности которого должно хватать для сварки (в частности, может быть использован трансформатор с мощностью холостого хода 60−70 В).
- Силовой контактор, через который на горелку подается напряжение.
- Осциллятор.
- Специальный регулятор, отвечающий за время обдува аргоном сварочной зоны (газ должен быть подан за несколько секунд до процесса, а подача его прекращается через несколько секунд после окончания сварки).
- Горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода.
- Баллон газа и редуктор, регулирующий уровень давления аргона, который подается в зону сварки.
- Присадочные прутки и электроды из вольфрама.
- Выпрямитель, который вырабатывает постоянный электроток напряжения 24 В, подающийся на коммутирующие устройства.
- Дополнительный трансформатор, который отвечает за подачу напряжения к коммутирующим устройствам.
- Реле, отвечающее за включение/отключение осциллятора, контактора, электрогазового клапана, которому нужно напряжение 24 или 220 В.
- Индуктивно-емкостный фильтр, который обеспечивает защиту аппарата от отрицательного воздействия высоковольтных импульсов.
- Амперметр для измерения величины тока.
- Автомобильный аккумулятор (можно неисправный) емкостью 55−75 Ah, необходимый для снижения постоянной составляющей сварочного тока, которая обязательно возникает при сварке с использованием переменного тока (к сварочной цепи аккумулятор подключается последовательно).
- Сварочные очки.
В марке готового сварочного аппарата должна быть аббревиатура TIG. Использовать его можно после дополнительной комплектации горелкой, газовым баллоном, элементами, которые управляют подачей защитного газа.
Выбор режима

Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Характерна сварка алюминия, оксидная пленка которого на поверхности имеет высокую температуру плавления. При сварке алюминиевых деталей на токе обратной полярности оксидная пленка эффективно разрушается за счет активной бомбардировки ионами аргона поверхности соединяемых деталей. Токопроводящая плазма, в которую превращается аргон, упрощает выполнение сварки и повышает ее качество. При выполнении процесса с использованием переменного тока для достижения эффекта соединяемые детали являются катодом.
Для сварки в защитных газах часто применяется осциллятор. В случае использования переменного тока это устройство облегчает зажигание сварочной дуги, а когда та загорится, играет роль стабилизатора. Когда меняется полярность переменного тока, возможна деионизация (затухание) дуги. Во избежание этого осциллятор при смене полярности электротока формирует электрические импульсы, подавая их на сварочную дугу.
На выбор тока влияют:
- Свойства обрабатываемого материала.
- Геометрические размеры заготовок.
- Размеры используемых электродов.

Для выбора параметра рекомендуется обратиться к специальной литературе.
Немаловажный параметр — расход аргона, который выбирается в зависимости от скорости подачи присадочного материала и скорости сносящих воздушных потоков. Минимальным значение параметра будет, если сварка осуществляется в помещении, где нет сквозняков. Если работы ведутся на открытом воздухе и при сильном порывистом боковом ветре, нужно увеличить расход газа и для его подачи в зону сварки использовать конфузорные сопла, из которых газ поступает через мелкоячеистые сетки.
Кроме аргона, в защитную смесь часто добавляется немного кислорода (3−5%). В данном случае кислород вступает в реакцию с вредными примесями (влага, грязь, проч.) на поверхности соединяемых частей. В результате примеси сгорают или преобразуются в шлак, который всплывает на поверхность шва.
Кислород не используется для сварки меди, так как получается оксид меди. Данное соединение, реагируя с водородом из окружающего воздуха, образует водяной пар, который стремится выйти наружу из металла шва. Из-за этого в сварном шве образуется множество пор, что негативно сказывается на его качестве.
Плюсы и минусы метода
Достоинства:

- Возможность получения надежного соединения благодаря эффективной защите области выполнения работ.
- Незначительный нагрев свариваемых частей, что позволяет использовать технологию для сварки сложных по конфигурации заготовок (они не деформируются при этом).
- Возможность использования для материалов, которые иными способами не могут быть сварены.
- Серьезное увеличение скорости работ за счет высокотемпературной электрической дуги.
Недостатки:
- Сложное оборудование.
- Необходимость в специальных знаниях и опыте.
Метод обеспечит качество и надежность сварных соединений, равномерность проплавки соединяемых частей. С данной технологией детали из цветных металлов небольшой толщины могут свариваться и без присадочной проволоки.
Аргонодуговая сварка неплавящимися электродами

Аргонодуговая сварка — это современная технология, которая не только позволяет повысить качество выполняемого соединения металлов, но и существенно упрощает работу с такими тугоплавкими металлами, как титан, медь и алюминий. Поговорим подробнее, что такое аргонная сварка, расскажем о ее преимуществах и недостатках.
Описание технологии

Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона. Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления. Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Если ранее эта технология была доступны лишь профессионалам, то сегодня с появлением относительно простых и универсальных в использовании сварочных аппаратов, выполнять такую работу может каждый.
В зависимости от характеристик соединяемых металлов и оборудования используются два типа электродов: неплавящиеся и плавящиеся.
Из неплавящихся наибольшее распространение получила технология с применением вольфрамовой проволоки, что позволяет получать прочные соединения двух разнородных металлов. А вот плавящиеся электроды могут использоваться при ручной и полуавтоматической сварке, когда соединяются одинаковые или близкие по характеристикам тугоплавкости металлы.
Принцип работы сварочного оборудования
Сварочное оборудование состоит из следующих элементов:

- самого сварочного аппарата, у которого напряжение холостого хода составляет не менее 60 вольт;
- осциллятора, который повышает сетевое напряжение до уровня в 6 000 вольт;
- силового контрактора, отвечающего за подачу напряжения от сварочного аппарата на горелку;
- керамической горелки;
- устройства для обдува сварочной зоны;
- баллона с аргоном или другим инертным газом;
- присадочной проволоки и неплавящихся электродов.
Ручная аргонодуговая сварка не представляет особой сложности. Выполняется очистка и подготовка соединяемых металлов, осуществляется настройка и выбор режима работы. Далее сварщик зажигает горелку, после чего начинается подача газа к непосредственному участку сварки. Газовой горелкой расплавляют соединяемые элементы и аккуратно падают в зону соединения электрод или же сварочную проволоку. Единственный нюанс состоит в том, что отключать подачу защитного газа следует приблизительно через 10−15 секунд после выключения горелки.
Классификация режимов аргонодуговой сварки
Приведенная ниже классификация режимов аргонодуговой сварки позволит правильно подобрать электроды и оборудование.
- Автоматическая, с использованием неплавящихся электродов ААД.
- РАД сварка электродами с маркировкой для ручной работы.
- Дугово-аргоновая автоматическая, с применением плавящихся электродов ААДП.
Как правильно выбрать режим
Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Наибольшей популярностью сегодня пользуются ААД и РАД сварка. А вот профессионалы, которым нужно выполнять большой объем работ, используют мощные полностью автоматические установки.
Рекомендации

При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
Для выполнения глубоких и узких швов следует выдерживать продольное движение горелки и электрода. При этом поперечных движений следует избегать.
Неплавящийся электрод и присадочная проволока должны находиться в зоне сварки и полностью прикрываться аргоном. Это защитит сварной шов от воздействия азота и кислорода.
Подача присадочной проволоки выполняется равномерно и плавно, так как быстрая и резкая подача проволоки приведет к разбрызгиванию металла, отчего пострадает качество шва.
Наличие у сварного шва выпуклой или округлой формы свидетельствует о том, что соединение выполнено не должным образом. Проплавлением поверхности в этом случае не обойтись.
Присадочную проволоку следует подавать перед горелкой, при этом держать ее под небольшим углом, что позволит обеспечить минимальную ширину сварочного шва и отличное проплавление металла.
Прекращать подачу инертного газа сразу же после завершения сварки не рекомендуется, так как может пострадать антикоррозийная защита соединения.
Стыки соединяемых деталей следует перед началом работ обезжирить и зачистить.
Преимущества и недостатки этой технологии
К преимуществам РАД технологии можно отнести следующее:

- Аргон обеспечивает качественную защиту шва от окисления.
- Вся работа выполняется при относительно невысокой температуре, поэтому свариваемые изделия сохраняют свою форму и размеры.
- Тепловая мощность дуги находится на высоком уровне, что позволяет существенно сократить время работы.
- Сама процедура несложная, поэтому обучиться ей может каждый.
- Есть возможность соединения различных по своим характеристикам металлов.
Преимущества и особенности сварки аргоном
Вам наверняка знакома проблема качественной сварки особых типов металла, например, алюминия, меди или цветных металлов. При стандартной электросварке с помощью электродов у вас не получится сварить надежный шов, это связано с особенностями металла и его свойствами. В таких случаях опытные мастера ищут другой способ сварки, и их выручает сварка в среде аргона.

Что такое аргонная сварка и каков принцип работы? Какие плюсы или минусы есть у такого метода сварки и как правильно сварить металл аргоном? В этой статье мы ответим на все интересующие вас вопросы.
Общая информация
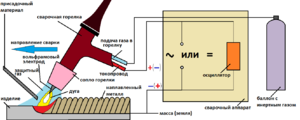
Аргонно-дуговая сварка — что это такое? Как работает аргонная сварка? Это, по сути, такая же сварка, как и все остальные, отличие заключается лишь в том, что процесс производит в аргоновой среде. Аргоновая среда — это газовый поток, который направляется в сварочную зону во время сварки. Ниже вы можете видеть схему сварки с применением аргона. Аргон, как и любой другой газ, выполняет при сварке защитную функцию: препятствует окислению металла, улучшает качество шва и ускоряет работу. Аргон для сварки, направляемый в сварочную зону, образует своеобразные «Купол», не позволяя кислороду негативно влиять на качество шва.

Можно варить аргоновой сваркой различные особые металлы, например, титан. В работе можно использовать плавящиеся и неплавящиеся электроды, проволоку из вольфрама. Вольфрамовая проволока зачастую используется при сварке разнородных металлов. Сварка осуществляется как в ручном, так и в автоматическом режиме.
Ручная сварка в аргоне (РАД сварка) — это самый распространенный и недорогой вид аргоновой сварки. Если выбрана РАД сварка, то желательно использовать неплавящийся электрод. Есть автоматическая сварка аргоном с применением плавящего и неплавящегося электрода (маркировка ААДП и ААД, соответственно). Мы не будем утверждать, что ручная сварка лучше автоматической или наоборот. В конечном итоге, каждый сварщик сам для себя решает, какой метод для него предпочтительнее при выполнении тех или иных работ.
Оборудование
Для аргонной сварки используется несколько типов сварочного оборудования. Это может быть ручной способ, когда мастер своими руками держит горелку и подает проволоку в сварочную зону или усовершенствованный ручной способ, когда проволока подается с помощью специального прибора.
Также есть оборудование, с помощью которого осуществляется автоматическая сварка аргонодуговая. Горелка и проволока подаются в сварочную зону в автоматическом режиме, порой сварщику даже не нужно следить за этим процессом, его может заменить специальный оператор. На дорогих производствах может использоваться роботизированное оборудование, не требующее присутствия человека. В аппарат заранее загружают программу, по которой робот выполняет сварку.
Теперь перейдем к делу. Мы расскажем вам, как варить аргоновой сваркой, чтобы работа получилась качественной и долговечной.
Как варить в аргоне
Что нужно для правильной сварки? Конечно, немного теории и много практики. Теорию мы вам расскажем, а вот практику придется выполнять самостоятельно. Чем больше вы будете практиковаться, тем быстрее сможете приступить к выполнению серьезной работы. А пока давайте узнаем, какова технология аргонодуговой сварки и что нужно учесть, чтобы не наделать ошибок.

Прежде всего, нужно тщательно очистить и обезжирить стыки свариваемых деталей. Даже если визуально нет никаких загрязнений или коррозии, нужно все равно очистить поверхность металла. Во время работы старайтесь сокращать длину сварочной дуги. Дело в том, что длинная дуга формирует широкий неглубокий шов. Качество такого соединения оставляет желать лучшего.
Поэтому при работе с неплавящимся электродом постарайтесь сделать дугу как можно короче, приближая стержень к поверхности металла. Но этого может быть недостаточно для того, чтобы шов получился узким и глубоким. Двигайте электрод продольно, не отклоняясь в сторону и не выполняя поперечные движения. Именно по этой причине у сварщика должна быть «твердая рука» при сварке аргоном, иначе малейшее отклонение может привести к ухудшению качества сварного соединения.
Присадочную проволоку и электрод следует располагать только в сварочной зоне. Если вы будете постоянно отводить стержень или проволоку в сторону, то нарушите защитные свойства аргона и в сварочную ванну проникнет кислород. Проволоку стоит подавать плавно и равномерно, избегая резкой подачи. В противном случае металл будет сильно разбрызгиваться и ухудшит качество сварки.
Многим мастерам (особенно начинающим) по началу трудно понять, с какой скоростью подавать проволоку. Увы, не существует какой-то единой нормы, которая решит эту проблему. Все познается с опытом, так что экспериментируйте. Проволока для присадки должна подаваться под углом и перед стержнем. Эти требования обязательны. Их несоблюдение приводит к формированию неровного шва и усложняет сварочный процесс.

Также не рекомендуется резко начинать или заканчивать процесс сварки, поскольку в сварочную зону гарантировано попадет ненужный кислород. Мы рекомендуем на протяжении 20 секунд подавать в сварочную зону газ для аргоновой сварки и только затем приступать к работе. Если вы планируете окончить сварку, то сначала уберите проволоку, затем выключите горелку. Этот процесс должен занимать около 10 секунд. Также при окончании сварки снизьте силу тока. Если вы этого не сделаете, а просто уберете проволоку и горелку, то кислород попадет в сварочную зону.
Как видите, сварка аргоном требует большого терпения и хотя бы минимального опыта. Вы можете оценить свою работу, пользуясь показателем проплавленности. Осмотрите шов, который вы сделали: он не должен иметь округлую выпуклую форму. Если шов выглядит так, то это значит, что он не проплавлен. Таким незамысловатым способом можно проверить качество шва и оценить его прочностные характеристики. Конечно, такой метод не заменить полноценный контроль качества с помощью приборов, но вы уже на начальном этапе сможете увидеть недостатки своей работы.
Настройка режима сварки
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности. Все эти параметры взаимосвязаны. Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач. Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.

Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде. Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа. Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
Плюсы и минусы
- Нет необходимости сильно нагревать стыки, поэтому детали не деформируются под действием высокой температуры.
- Газ аргон для сварки называют инертным, а это значит, что тяжелее воздуха, так что при соблюдении технологии кислород не проникнет в сварочную зону.
- Дуги высокая тепловая мощность, поэтому при должном опыте работа проводится быстро и качественно.
- Несмотря на множество нюансов, процесс сварки не такой сложный, как кажется, и ему можно быстро обучиться.
- Можно сварить металлы, которые при других типах сварки не соединяются.
- Не рекомендуется проводить сварку на открытом воздухе, если на улице сильный ветер. Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией.
- Новичкам первое время трудно правильно настроить оборудование и вести дугу.
- Если планируется использование высокоамперной сварочной дуги, то нужно заранее продумать, как вы будете охлаждать шов.
Вместо заключения
Теперь вы знаете, что такое аргоновая сварка и как внедрить ее в свою рабочую практику. Аргонодуговая сварка обладает очень важным преимуществом — она позволяет соединять детали, которые в других условиях соединить просто невозможно. А такая необходимость может возникнуть не только на крупном производстве, но и дома или на даче (например, при сварке труб). Но помните: теория без практики не работает. Постарайтесь как можно больше отработать навыки на тестовых образцах до того, как приступите к более серьезным задачам. Расскажите о своем опыте сварки аргоном в комментариях и делитесь этим материалом в социальных сетях. Желаем удачи!
Особенности и преимущества TIG сварки
Аргонодуговая TIG сварка (или просто сварка тиг) очень популярна у профессиональных сварщиков. Ее широко используют не только на крупных производствах, но и в небольших мастерских, например, автосервисах. Все дело в универсальности такой технологии: вы сможете без труда сварить как тонкий эстетичный шов, так и полностью проплавить толстые стыки деталей. Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.

В этой статье мы подробно расскажем, что такое аргонодуговая tig сварка, какие достоинства и недостатки есть у этой технологии, как правильно варить тиг сваркой и какое оборудование необходимо для работы.
Что такое автоматическая аргонодуговая сварка или ручная аргонодуговая сварка TIG? Давайте начнем с самой аббревиатуры. TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.

Вольфрамовый электрод — ключевой компонент TIG сварки. Он обладает уникальными свойствами: плавится при относительно небольшой температуре (около 3500 градусов по Цельсию), так что его можно без проблем использовать со всеми видами алюминия и стали. При этом «плавление» номинальное. Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
На конце горелки расположено сопло, в котором держится электрод, и вокруг горелки осуществляется подача защитного газа с помощью специальной кнопки. В большинстве случаев в качестве защиты используют газ аргон. Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Необходимо зажечь дугу. Она будет плавить предварительно разделанные кромки. Если есть возможность расположить детали как можно ближе друг к другу, то это хорошо. Шов получится очень надежным и герметичным. Если имеет место работа с зазорами или нужно сварить крайне прочный шов, способный переносить существенные механические нагрузки, то сварщики используют присадочную проволоку.
В качестве присадочного материала нужно использовать проволоку, изготовленную из того же металла, который требуется сварить. С помощью такой технологии можно легко сварить алюминий, с которым у новичков обычно много проблем. При высокой температуре на поверхности алюминия образуется окисная пленка, которая препятствует формированию качественного шва. В худших случаях пленка просто не дает сделать сварочную ванну и вести шов. С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
Применение
TIG сварка с поддувом получила свое распространение еще и потому, что температура горения дуги достаточно высокая. Благодаря такой особенности сварщик может соединить и углеродистую сталь, и цветной металл. При этом качество шва будет на достойном уровне. Можно работать с чугуном, алюминием и его сплавами, титаном и другими металлами. Особенно эстетичными получаются швы при тиг сварке нержавейки. Шов сразу получается чистым, его не нужно очищать от шлака или брызг.

Все эти достоинства TIG сварки позволяют данной технологии находить себе применение на заводах крупных автоконцернов, в пищевом бизнесе, в химической и нефтеперерабатывающей отрасли, многих частных автосервисах и станций технического обслуживания автомобилей.
Преимущества
Помимо всех перечисленных выше плюсов есть еще ряд достоинств, которые нельзя не упомянуть. Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
- Не смотря на высокую температуру минимальная деформация металла при сварке за счет узкой зоны прогрева.
- Газ аргон тяжелее кислорода, поэтому воздух беспрепятственно вытесняется из сварочной зоны.
- Работа проводится быстро, обучиться не сложно, сваркой может заниматься даже мастер без высокой квалификации. получается очень аккуратным и ровным, не требуется никакая механическая обработка шва.
- Можно сварить множество металлов, в том числе проблемных (вроде алюминия).
- Значительно меньше негативного влияния на экологию.
Недостатки
Аргоновая сварка всем хороша, но наша статья объективна, так что расскажем и о минусах:
- Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).
- В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным.
- Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
- Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать. Но это скорее минус, связанный с неопытностью сварщика.
Как варить TIG сваркой
Запомните самое главное: 50% успеха — это правильный режим TIG. От этого зависит, насколько оправдаются ваши старания по подбору электрода. Но об этих особенностях мы поговорим позднее. Для начала расскажем о подготовке металла.
Очистите кромки от грязи, краски, масла и коррозии (если имеется). Даже если вам кажется, что кромки не нуждаются в очистке, все равно не игнорируйте этот этап. Затем нужно выбрать силу тока. От этого будет зависеть то, насколько хорошо проплавится металл. Ниже таблица с рекомендациями по установке силы тока.

Затем нужно установить полярность. Если вы работаете на постоянном токе, то используйте прямую полярность. Если вам предстоит тиг сварка переменным током, то соответственно обратную полярность.
Также нужно хорошо заточить электрод. Конец электрода следует отполировать. Если вам нужно сварить тонкий металл, то выбираются специальные электроды для тонкого металла, которые затем затачиваются до остроты. Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Чтобы зажечь дугу можно провести электродом по поверхности металла (метод чирканья, по аналогии со спичками), можно включить функцию TIG lift, упрощающую поджиг дуги, или пользоваться методом бесконтактного поджига. Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
А теперь поговорим немного про оборудование, которое обязательно вам понадобиться, если вы решите заниматься этим видом сварки профессионально. Для начала приобретите или узнайте, если на вашем рабочем месте аппарат, в котором доступны разные режимы TIG сварки, кабель для крепления на массу, газовый баллон и редуктор. Это очень важно.
Также неплохо было бы узнать о том, какая горелка используется в вашем аппарате. Есть два типа: первый применяется при работе с тонкими металлами (до 3 миллиметров), второй соответственно для всех остальных металлов. Горелка для тонких металлов отличается малой мощностью, поэтому с ней удобнее работать, она быстро остывает. А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
Сварка tig — технологичный и современный способ сварки, открывающий новые возможности даже для опытного мастера. Сварка аргоном с применением вольфрамового электрода или присадочной проволоки позволяет сварить различные типы металлов, от тонких до толстых. Вам доступна быстрая и качественная сварка меди, алюминия, чугуна и титана. Больше не нужно тратить уйму времени, пытаясь решить все проблемы, связанные с особенностями каждого металла.
TIG сварка — это выбор профессионалов своего дела. Эта технология востребована во многих сферах деятельности человека и постоянно требуются мастера со знанием этой технологии. Применяя в своей работе наши рекомендации вы сможете приступить к сварке и успешно завершить ее. Но не останавливайтесь на достигнутом, изучайте как можно больше теории, чтобы затем применить ее на практике. Желаем удачи в работе!
Аргонодуговая сварка: принцип, технология, применение и особенности

Впервые о ней услышали, как об аргонодуговой сварке в среде инертного газа. Потом стали применять различные газы и даже их смеси. С появлением инверторных источников сварочного тока в обиход прочно вошла английская аббревиатура TIG (тиг) сварка. Сейчас правильным названием считается следующее выражение: «сварка неплавящимся электродом в среде защитного газа».
Газ аргон дал путёвку в жизнь ещё одному очень перспективному виду соединения металлов: полуавтоматической сварке плавящимися электродами в среде защитного газа. В этом случае всё чаще используют другие газы, сварочную проволоку с обмазкой, сварку под флюсом, но фундаментом был аргон. Познакомимся с ним поближе в этой статье.
Газ аргон
Опыты по получению азота из воздуха давали разные результаты по плотности в зависимости от методики проведения. Это можно было объяснить только присутствием ещё одного газа в качестве примеси. Вскоре его удалось выделить. Это был неизвестный ранее газ, который назвали аргоном.
Его открыли, потом забыли, не знали, что с ним делать следующие 25 лет, пока не открыли гелий. Раньше только аргону не могли найти место в таблице Менделеева, теперь уже два газа не «вписывались» туда. Было принято решение выделить их в нулевую группу между галогенами и щелочными металлами.
Электронные оболочки аргона насыщены до предела, чем объясняют одноатомность его молекул и крайнюю химическую инертность. Инертные газы – тяжёлые газы. Аргон самый легкий из них, но он в 1,38 раза тяжелее воздуха. Из химических свойств, которые могут интересовать сварщиков, отметим, что он не растворяется в металлах, а значит, не будет влиять на химический состав шва.
Аргон и сварка
Будучи тяжелее воздуха, аргон надёжно покрывает зону сваривания, не давая активным газам влиять на химические свойства сварного шва. Это свойство делает его незаменимым при сваривании активных металлов, алюминия и меди. В качестве защитной среды он показывает отличные результаты при сваривании нержавейки и жаропрочных сплавов. Для сваривания чёрных металлов аргон применяют в смесях с гелием, кислородом или углекислым газом.
При использовании аргона можно поднять температуру сварочной дуги. Это увеличивает глубину проплавления сварочного шва и позволяет варить в один проход более толстые листы. При работе сварочными аппаратами для аргонодуговой сварки защитные свойства этого газа проявляются не только в защите шва, но и предохраняют от окисления материал неплавящегося электрода.
Аргон не вредит окружающей среде и не опасен для здоровья человека. Единственное, чего следует опасаться, так это его особенности накапливаться в больших количествах. Будучи тяжелее воздуха, аргон скапливается в нижней части помещения, замещает собой воздух и может вызвать удушье сварщика. Хорошая вентиляция служит залогом недопущения подобной ситуации.
Гост 10157 задает условия поставок газообразного и жидкого аргона. Транспортировка и хранение газообразного аргона осуществляется в баллонах под давлением 15 МПа в соответствии с ГОСТ 949.
Виды и особенности аргонодуговой сварки
Не так давно было известно три вида аргонодуговой сварки: ручная, механизированная и автоматическая, совсем недавно появилась роботизированная..
Ручная
Данный вид предполагает управление всем процессом вручную. Сварщик вручную перемещает горелку и вручную подаёт присадку в виде прутка или проволоки. Этот вид применим как для самых простых домашних работ, так и для изготовления сверхсложных конструкций. Существенный недостаток этого метода – низкая производительность труда и необходимость иметь достаточно опытного сварщика.
Механизированная
Такую сварку чаще всего называют полуавтоматической или сваркой полуавтоматом. Процесс управления горелкой осуществляется вручную, а подача проволоки автоматически. Такой вид в три раза производительнее ручной. Сварку полуавтоматом в среде углекислого газа массово используют в судостроении. Там много длинных прямых швов для соединения толстых листов чёрного металла. Работа на этих полуавтоматах по силам сварщикам с невысокой квалификацией.
Автоматическая
Автоматическая сварка проводится без участия сварщика. Её могут выполнять сварочные машины различной сложности. От того, насколько качественная эта машина, зависит сложность фигурации шва, который ей будет «по зубам». Самая простая конфигурация шва характерна для сваривания труб. Здесь в основном и «трудятся» сварочные автоматы. Самую высокую производительность труда они показывают на монтаже трубопроводов различных диаметров, вплоть до прокладки газопроводов по дну моря.
Этот вид сваривания вообще не требует сварщиков. Казалось бы, это замечательно. Но несмотря на то, что автоматы работают сами, подготавливают их к работе, настраивают и ремонтируют специалисты очень высокой квалификации. Ещё большего участия высококлассных специалистов требует следующий вид сварки.
Роботизированная
Этот вид сварки аргоном появился сравнительно недавно. Роботы-сварщики заменили собой множество сварщиков на конвейерах, повысив производительность работ и снизив себестоимость во много раз. Человеку никогда не угнаться за роботом, он не сможет сохранять максимальную концентрацию и работать без ошибок в таком темпе.
Конечно, есть и обратная сторона медали. Роботы очень дорогие; кроме высококвалифицированных наладчиков для их обслуживания, они нуждаются в конструкторах для их создания и программистах для составления рабочих программ. В настоящее время роботы заняли места на конвейерах по сборке автомобилей. Чем более массовым является производство, тем выгоднее обходится роботизированная сварка.
Область применения
Возможности аргонодуговой сварки практически безграничны. На заре своего становления эта технология получила толчок в развитии ввиду острой необходимости найти способ соединения алюминиевых деталей. Растущие объёмы производства самолётов и других летательных аппаратов требовали создания нового оборудования для сваривания алюминия.
По мере наработки навыков при сваривании алюминия была замечена замечательная особенность аргонной сварки – высокое качество шва. Это качество пришлось кстати в ракетостроении, авиации, судостроении и автомобилестроении. Кроме высокого качества сварочных швов, этот вид сварки обеспечивает соединение многих трудносвариваемых материалов и тонколистовых материалов. Появившиеся в последнее время импульсные установки аргонодуговой сварки ещё более расширили функциональные возможности этого вида соединения металлов.
Особое место занимают сварочные аппараты TIG в ремонте автомобилей. Малогабаритные, недорогие, надёжные в работе, они стали главным инструментом ремонтников. Этими аппаратами варят:
алюминиевые колёсные диски;
алюминиевые и медные трубки радиаторов и кондиционеров;
чугунные корпуса двигателей.
В дорогих автомобилях широко применяются такие материалы, как нержавеющая сталь, латунь, титан. Со всеми этими материалами легко справляется TIG сварка.
Не обошли своим вниманием этот вид сваривания и специалисты художественных работ по металлу. Особенно выручает аргонодуговая сварка мастеров чугунного литья. Она не только прекрасно варит чугун, но и успешно устраняет трещины и каверны в готовых изделиях. Художественные изделия отличаются утончённостью форм, и в их производстве очень ценится тонкий и качественный шов, присущий аргоновой сварке.
Все вышеупомянутые сферы применения очень важны, но основная масса работ с использованием аргонно-дуговой сварки приходится на длинный перечень производств, в которых используется нержавеющая сталь. Устойчивость от коррозии этой стали придают присадки, которые выгорают при обычных способах сваривания. Защитный газ при сваривании TIG аппаратами защищает шов от окисления кислородом воздуха, что позволяет сваривать все виды высоколегированных сталей.
Технология и принцип работы
Аргонодуговая сварка работает на том же принципе, что и ручная дуговая сварка плавящимся электродом, но имеет ряд специфических особенностей. Дуга зажигается между неплавящимся вольфрамовым электродом и свариваемым металлом в среде защитного газа, который подаётся по корпусу горелки. При необходимости, в зону сваривания вручную подаётся присадочный материал.
При автоматическом режиме аргонодуговой сварки необходимо подключение дополнительного устройства – осциллятора. Такая необходимость возникает ввиду плохих условий зажигания дуги в среде аргона. В автоматическом режиме сложно обеспечить касание металла электродом, как при ручной сварке, и дугу приходится зажигать на некотором расстоянии электрода от металла.
Физическое свойство аргона (высокий потенциал ионизации) не позволяет зажечь дуговой промежуток низким напряжением. Осциллятор вырабатывает напряжение в несколько десятков тысяч вольт, что позволяет «пробить» промежуток между неплавящимся электродом и изделием и создать условия для загорания низковольтной дуги. Поджиг дуги без физического касания электродов металла исключает такое вредное явление, как оплавление и загрязнение вольфрамового электрода.
Технологические режимы для этого вида сваривания разнятся в зависимости от рода используемого сварочного тока: переменного или постоянного. Различия имеют и режимы для сваривания различных металлов. При сваривании на постоянном токе осциллятор отключается после зажигания дуги в начале процесса. Если сваривание ведётся на переменном токе, то осциллятор остаётся включённым и подаёт импульсы при каждой смене полярности, вновь и вновь ионизируя дуговой промежуток. В таком режиме варится алюминий. Изменение направления тока не позволяет образовываться оксидной плёнке на поверхности металла.
При сваривании на постоянном токе необходимо учитывать распределение тепла между электродом и изделием. Две трети на аноде и одна треть на катоде – такое распределения тепла при прямой полярности подключения. Именно такое подключение используют при сваривании изделий из всех видов стали и титана. В этом случае две трети тепла позволяют лучше прогреть свариваемый материал.
Из технологических особенностей ещё можно отметить условия, требующие добавления кислорода в защитный газ. Добавляют 3-5% кислорода, если необходимо избежать малейшей пористости в сварочном шве. Аргон в смеси с кислородом обеспечивает более надёжную защиту сварочного шва от влаги и вредных включений. Все случайные примеси и включения просто сгорают в кислородной среде.

Преимущества и недостатки аргонодуговой сварки
Главными достоинствами аргонодуговой сварки являются шов высокого качества и практически неограниченный перечень металлов, которые можно сваривать этим способом. Это преимущество приобретает особую ценность, когда необходимо сваривать материалы, которые иным способом сварить невозможно вообще. Второе, что выделяет этот вид сварки - малый нагрев свариваемых изделий. При незначительном нагреве изделия не подвержены деформациям, а это очень ценно при сваривании деталей сложной конфигурации.
К недостаткам обычно относят сравнительную дороговизну метода, сложность необходимого оборудования и необходимость высокой квалификации сварщиков при сварке аргоном.
Режимы аргонодуговой сварки
Режим сварки аргоном состоит из ряда параметров, которые необходимо правильно задать. Главными параметрами режима такой сварки являются следующие:
Читайте также: