Как проверить выходные диоды сварочного инвертора
Обновлено: 08.05.2024
Эта инструкция поможет Вам в ремонте импульсных (инверторных) сварочных аппаратов при отсутствии схемы. Так же она применима при ремонте любых мощных импульсных источников питания, собранных по топологии полумоста, косого полумоста и полного моста (кроме обратнохода). Данная инструкция предназначена для мастеров обладающих начальными знаниями в области импульсных источников питания (ИИП).
НЕ ЗАБЫВАЙТЕ О ТЕХНИКЕ БЕЗОПАСНОСТИ. Часть схемы гальванически связана с сетью и её проверка заземлённым осциллографом невозможна без развязки.
Все описанное ниже носит рекомендательный характер, авторы не несут никакой ответственности за какие либо последствия использования материала.
Основная последовательность определения неисправности: открываем корпус, прозваниваем силовые элементы (мощные транзисторы и диоды) на предмет КЗ тестером. Ищем визуально подгоревшие элементы и цепи. Определяем тип ШИМ-контроллера. Ищем в Интернете даташит на него. Подаем на ШИМ-контроллер питание от внешнего источника питания, величина и ножки – из даташита. Проверяем наличие импульсов на выходах ШИМ-контроллера и затворах силовых ключей. Если все вышеописанное в норме то, не отключая внешнее питание ШИМ-контроллера, подаем на вход напряжение с ЛАТР-а вольт 40 или подаем сетевое напряжение через лампочку. Меряем напряжение на выходе, если отсутсвует, проверяем работу компараторов обратных связей. Если нет запуска без подключенного внешнего источника питания, проверяем исправность дежурного(ых) источника(ов) питания. Если имеет место быстрый перегрев, проверяем форму импульсов осциллографом на затворах мощных транзисторов, импульсы должны иметь крутые фронты.
1. Если ваш источник коротит сеть, то сначала отключите и проверьте тестером мощные транзисторы. Ключей может быть два в полумосте, косом полумосте; либо четыре в полном мосте. Учтите, что каждый ключ часто состоит из двух-четырех транзисторов. При этом коллекторы и эмиттеры (или стоки и истоки) этих транзисторов запараллелены, а затворы, каждый через свой низкоомный резистор 5-15 Ом, соединены с драйвером затвора. При проверке тестером (и для IGBT и для MOSFET) затвор не должен звониться ни с одним выводом, а коллектор-эмиттер (так же и сток-исток) звонятся как диод. Проверьте мощные высоковольтные диоды которые могут стоять параллельно ключам и выходные диоды (могут состоять из нескольких запараллеленных). При выходе из строя мощных транзисторов, как правило требуется замена резисторов в затворах.
2. Далее необходимо проверить схему управления. Для этого, не подключая мощные ключи, подайте питание на схему управления. Обычно она питается от отдельного маломощного источника напряжением 12-20В. Можно подать питание и извне. Проверьте осциллографом наличие управляющих импульсов на проводах идущих к затворам ключей. Амплитуда импульсов должна быть 12-15В Частота повторения 20-40кГц. Реже встречаются ИИП с частотой до 100 кГц. Коэффициент заполнения импульсов скорее всего будет близок к 45% т.к. при отсутствие выходного тока схема регулировки выведет ШИМ на максимум.
3. Если импульсы есть, то неисправна, как правило, только силовая часть. Заменяем неисправные ключи, проверяем затворные резисторы и через ЛАТР подаем на силовой каскад не более 40В, лучше через лампочку 100Вт. Можно не подключать выходные диоды, если нет уверенности в их исправности. На коллекторе (стоке) верхнего ключа должно быть постоянное напряжение 50-60В на его эмиттере и коллекторе нижнего должны быть импульсы амплитудой 50-60В совпадающие с управляющими. На выходных обмотках силового трансформатора должны быть те же импульсы, но с амплитудой в К раз меньше. Для сварочных ИИП, К обычно равен 3.
4. Теперь подключаем выпрямительные диоды и проверяем напряжение после них. Должно быть постоянное напряжение амплитудой равное импульсам во вторичной обмотке силового трансформатора.
5. Если всё нормально, то можно увеличивать сетевое напряжение до нормы (220-380) , ещё раз проверяем импульсы на затворах, коллекторах и вторичках транса. Теперь можно убрать лампочку и подключить нагрузку. В качестве нагрузки можно использовать нихромовую или железную проволоку диаметром несколько миллиметров. При необходимости для охлаждения её можно поместить в ведро с водой.
6. Если при проверке по п2 на затворах нет импульсов, то придётся ремонтировать схему управления. Проследите по плате цепи от затворов до ШИМ-контроллера. Обычно между ними включён(ы) ТГР (трансформатор гальванической развязки на маленьком кольце) и(или) микросхема-драйвер, например из серии IR21XX. Проследите с каких выводов ШИМ-контроллера снимаются управляющие импульсы и куда подается питание. Этой информации достаточно чтобы определить марку ШИМ-контроллера, если её маркировку не видно. Далее надо найти datasheet на этот контроллер, там есть вся необходимая информация по «обвязке» контроллера. Чаще всего используют контроллеры TL494, UC3825, UC384* UC3875 (для полного фазосдвигающего моста).
7. В схеме управления могут использоваться как встроенные операционные усилители контроллера, так и внешние ОУ. Сравнивая документацию с платой можно понять, используются ли встроенные ОУ. В сварочных ИИП на ОУ сигнал обратной связи поступает чаще всего с токового трансформатора (намотанного на маленьком кольце) имеющего один виток в цепи силовых ключей. В более сложных ИИП могут использоваться в качестве датчиков тока шунты, датчики Холла. Может обратная связь иметь и второй канал по напряжению.
Подготовили EvgeniS, lee
При снятии осциллограм с силовых каскадов, настоятельно рекомендую, использовать разделительный трансформатор, при этом корпус осциллографа никогда не окажеться под потенциалом относительно земли, что очень бережет нервы и здоровье. Я полюзуюсь 5 кВт трехфазным, вторички контакторами перекидываються со звезды на трехугольник и на выходе имеем и 310 и 550В( после моста ларионова с конденсатором) от него же, кстати можно запитывать и преобразователи частоты и нагружать их можно аналогичным трансом, но это другая тема
"Лампочный" метод хорош, но только для проверки на ХХ, при настройке под нагрузкой, особенно при "косячном" управлении, выходные каскады лучше включать через сверхбыстрый (ultra fast) плавкий предохранитель, ИГБТ и диоды, процентах примерно в 95, выдерживают ток КЗ на время сгорания указанных предохранителей.
Информация Неисправность Прошивки Схемы Справочники Маркировка Корпуса Сокращения и аббревиатуры Частые вопросы Полезные ссылки
Справочная информация
Этот блок для тех, кто впервые попал на страницы нашего сайта. В форуме рассмотрены различные вопросы возникающие при ремонте бытовой и промышленной аппаратуры. Всю предоставленную информацию можно разбить на несколько пунктов:
- Диагностика
- Определение неисправности
- Выбор метода ремонта
- Поиск запчастей
- Устранение дефекта
- Настройка
Неисправности
Все неисправности по их проявлению можно разделить на два вида - стабильные и периодические. Наиболее часто рассматриваются следующие:
- не включается
- не корректно работает какой-то узел (блок)
- периодически (иногда) что-то происходит
О прошивках
Большинство современной аппаратуры представляет из себя подобие программно-аппаратного комплекса. То есть, основной процессор управляет другими устройствами по программе, которая может находиться как в самом чипе процессора, так и в отдельных микросхемах памяти.
На сайте существуют разделы с прошивками (дампами памяти) для микросхем, либо для обновления ПО через интерфейсы типа USB.
Схемы аппаратуры
Начинающие ремонтники часто ищут принципиальные схемы, схемы соединений, пользовательские и сервисные инструкции. Это могут быть как отдельные платы (блоки питания, основные платы, панели), так и полные Service Manual-ы. На сайте они размещены в специально отведенных разделах и доступны к скачиванию гостям, либо после создания аккаунта:
Справочники
На сайте Вы можете скачать справочную литературу по электронным компонентам (справочники, таблицу аналогов, SMD-кодировку элементов, и тд.).
Marking (маркировка) - обозначение на электронных компонентах
Современная элементная база стремится к миниатюрным размерам. Места на корпусе для нанесения маркировки не хватает. Поэтому, производители их маркируют СМД-кодами.
Package (корпус) - вид корпуса электронного компонента
При создании запросов в определении точного названия (партномера) компонента, необходимо указывать не только его маркировку, но и тип корпуса. Наиболее распостранены:
- DIP (Dual In Package) – корпус с двухрядным расположением контактов для монтажа в отверстия
- SOT-89 - пластковый корпус для поверхностного монтажа
- SOT-23 - миниатюрный пластиковый корпус для поверхностного монтажа
- TO-220 - тип корпуса для монтажа (пайки) в отверстия
- SOP (SOIC, SO) - миниатюрные корпуса для поверхностного монтажа (SMD)
- TSOP (Thin Small Outline Package) – тонкий корпус с уменьшенным расстоянием между выводами
- BGA (Ball Grid Array) - корпус для монтажа выводов на шарики из припоя
Краткие сокращения
При подаче информации, на форуме принято использование сокращений и аббревиатур, например:
| Сокращение | Краткое описание |
|---|---|
| LED | Light Emitting Diode - Светодиод (Светоизлучающий диод) |
| MOSFET | Metal Oxide Semiconductor Field Effect Transistor - Полевой транзистор с МОП структурой затвора |
| EEPROM | Electrically Erasable Programmable Read-Only Memory - Электрически стираемая память |
| eMMC | embedded Multimedia Memory Card - Встроенная мультимедийная карта памяти |
| LCD | Liquid Crystal Display - Жидкокристаллический дисплей (экран) |
| SCL | Serial Clock - Шина интерфейса I2C для передачи тактового сигнала |
| SDA | Serial Data - Шина интерфейса I2C для обмена данными |
| ICSP | In-Circuit Serial Programming – Протокол для внутрисхемного последовательного программирования |
| IIC, I2C | Inter-Integrated Circuit - Двухпроводный интерфейс обмена данными между микросхемами |
| PCB | Printed Circuit Board - Печатная плата |
| PWM | Pulse Width Modulation - Широтно-импульсная модуляция |
| SPI | Serial Peripheral Interface Protocol - Протокол последовательного периферийного интерфейса |
| USB | Universal Serial Bus - Универсальная последовательная шина |
| DMA | Direct Memory Access - Модуль для считывания и записи RAM без задействования процессора |
| AC | Alternating Current - Переменный ток |
| DC | Direct Current - Постоянный ток |
| FM | Frequency Modulation - Частотная модуляция (ЧМ) |
| AFC | Automatic Frequency Control - Автоматическое управление частотой |
Частые вопросы
После регистрации аккаунта на сайте Вы сможете опубликовать свой вопрос или отвечать в существующих темах. Участие абсолютно бесплатное.
Кто отвечает в форуме на вопросы ?
Ответ в тему Принципы ремонта импульсных сварочных преобразователей. как и все другие советы публикуются всем сообществом. Большинство участников это профессиональные мастера по ремонту и специалисты в области электроники.
Как найти нужную информацию по форуму ?
Возможность поиска по всему сайту и файловому архиву появится после регистрации. В верхнем правом углу будет отображаться форма поиска по сайту.
По каким еще маркам можно спросить ?
По любым. Наиболее частые ответы по популярным брэндам - LG, Samsung, Philips, Toshiba, Sony, Panasonic, Xiaomi, Sharp, JVC, DEXP, TCL, Hisense, и многие другие в том числе китайские модели.
Какие еще файлы я смогу здесь скачать ?
При активном участии в форуме Вам будут доступны дополнительные файлы и разделы, которые не отображаются гостям - схемы, прошивки, справочники, методы и секреты ремонта, типовые неисправности, сервисная информация.
Полезные ссылки
Здесь просто полезные ссылки для мастеров. Ссылки периодически обновляемые, в зависимости от востребованности тем.
Как работает сварочный инвертор?

Продолжаем изучение сварочного инвертора «Telwin». В первой части было рассказано о силовой части схемы аппарата. Пришло время разобраться в управляющей части схемы.
Вот принципиальная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Рисунок схемы откроется в новом окне. Так будет удобнее более детально изучить схему.
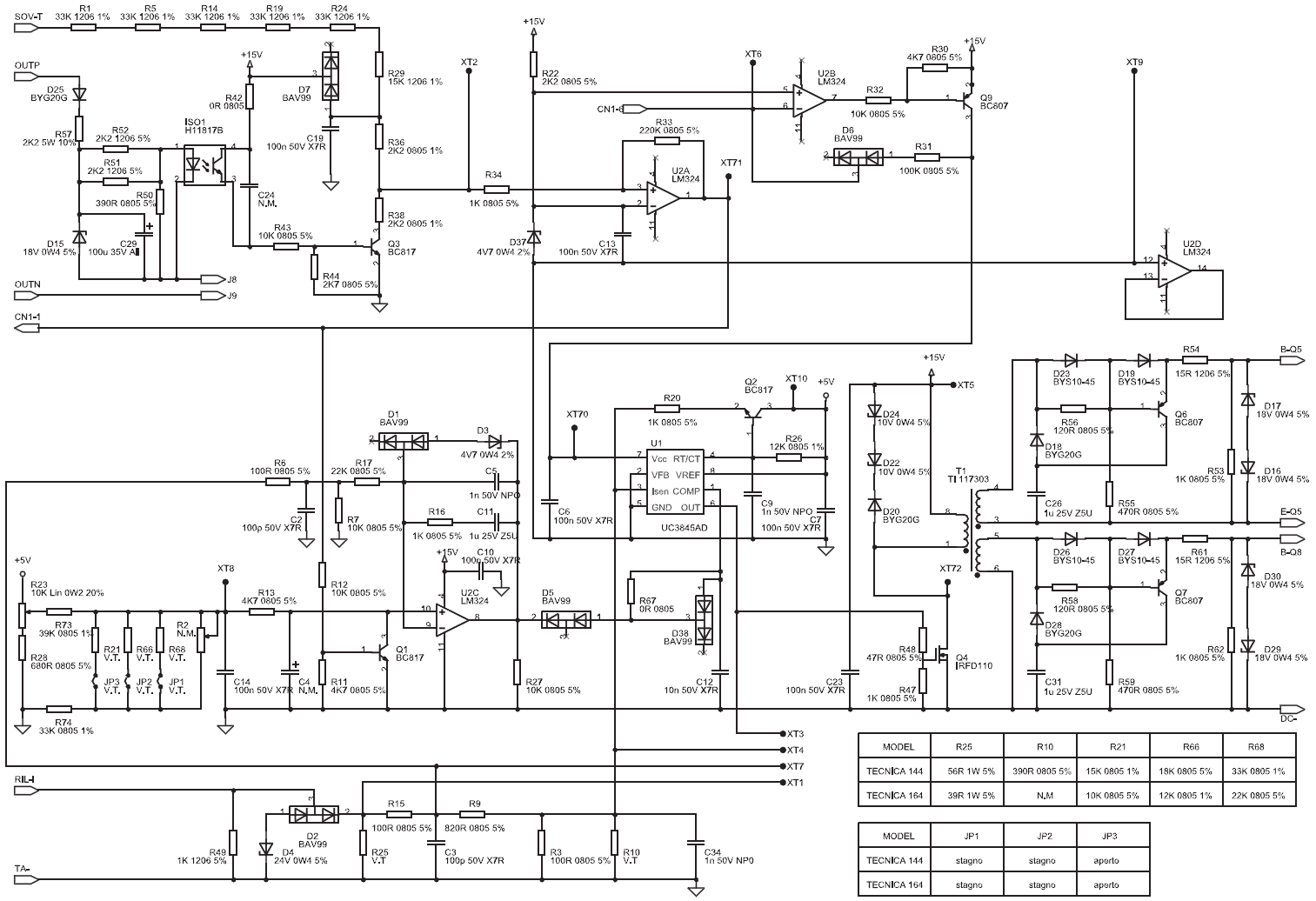
Схема управления и драйвер.
Мозгом устройства можно считать микросхему ШИМ-контроллера. Именно она управляет работой мощных транзисторов и, так сказать, задаёт темп работы преобразователя. В зависимости от модели аппарата могут использоваться микросхемы ШИМ-контроллера типа UC3845AD (Tecnica 144-164) или VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера легко найти на принципиальной схеме. Ну, а что в железе?
Далее на фото показана часть платы инвертора Telwin Force 165.

Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET-транзистора IRFD110 (Q4). Корпус у этого полевого транзистора довольно нестандартный (HEXDIP) – внешне похож на оптопару.

С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления мощными ключевыми транзисторами Q5, Q8 (см. схему силовой части).
Схема на транзисторах Q6, Q7 и "обвязка" этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения между затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора «TELWIN Force 165» можно обнаружить занятную деталь – трансформатор тока T2.

Эта деталь участвует в работе анализатора-ограничителя тока. По принципиальной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Далее это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10. За счёт этой схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, полученные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, а также выходного напряжения (OUT+, OUT-) сварочного аппарата используется схема, состоящая из элементов операционного усилителя (ОУ) на микросхеме LM324: U2A и U2B.
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного или заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При аварии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь блокирует работу генератора, а, следовательно, и всей схемы.

Выходное напряжение снимается с выходов «OUT+», «OUT-» и через элемент гальванической развязки – оптрон ISO1 (H11817B), поступает в схему контроля (U2A, U2B). Так осуществляется отслеживание параметров выходного напряжения.

В случае если напряжение в электросети завышено или занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 откроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Одновременно с этим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – "жёлтый"), указывающий на то, что в схеме неисправность или есть проблемы с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таким же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) параметры выйдут за рамки установленных. Такое может произойти, например, при неисправностях выпрямительных диодов или если выйдут из строя детали узла контроля – оптрон ISO1 или элементы его «обвязки», полупроводниковый диод D25, стабилитрон D15, резисторы R57, R52, R51, R50 и электролитический конденсатор C29.
О других элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который открывается и подаёт напряжение на микросхему U1.
Можно сказать, что эта схема участвует в запуске мощного инвертора, так как именно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.

Ручка резистора выводится на панель управления аппарата.

Также в цепи регулировки задействованы резисторы R73, R74, R21, R66, R68, R13 и конденсатор C14. Напряжение с цепи ручной регулировки поступает на 10 вывод элемента U2C суммирующего блока.
Как уже говорилось, сварочный инвертор имеет в своём составе множество регулирующих, контролирующих и защитных цепей. Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Теперь, когда мы разобрались в работе сварочного инвертора пора рассказать о реальном примере ремонта сварочного инвертора «TELWIN Force 165». Об этом читайте здесь.
Основные неисправности сварочных инверторов и методы их устранения

Оборудование
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту

Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Ремонт наиболее типичных неисправностей сварочного инвертора

Инверторные сварочные аппараты за непродолжительное время завоевали небывалую популярность среди специалистов. Несмотря на надежность блока питания ремонт сварочного инвертора иногда все же может понадобиться.
Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Распространенные причины поломок
- Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. - Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. - Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. - Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. - Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. - Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.

Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Если транзисторные преобразователи блока управления полностью исправны, нужно обследовать плату управления ключами. Для проведения такой диагностики следует подготовить осциллограф.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Ремонт силового блока инвертора

Электрическая схема сварочного инвертора.
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.
Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Если после замены транзистора работоспособность прибора не восстановилась, то имеет смысл перейти к следующему шагу, а именно диагностике и замене элементов из диодного моста.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.

Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Ремонт сварочных инверторов своими руками – это достаточно тривиальная задача, требующая небольших знаний и навыков в области электротехники. Большинство неисправностей инверторых блоков питания можно отремонтировать после простейшей диагностики ключевых силовых узлов.
При самостоятельном восстановлении работоспособности инвертора важно обзавестись паяльником, флюсом, мультиметром и осциллографом. При осмотре и ремонте важно полностью обесточивать электронный прибор, дабы не подвергать себя риску поражения электрическим током.
Читайте также: