Как работает аппарат для сварки пластиковых труб
Обновлено: 03.05.2024
Для сборки отопительного контура или водопроводной системы нужен сварочный аппарат для полипропиленовых труб – незаменимое оборудование при прокладке пластикового трубопровода. Герметичность стыковки деталей обеспечит правильно подобранный агрегат.
В этой статье разберемся с основными видами аппаратов, предлагаемых рынком. Выясним их основные характеристики и особенности использования.
Также выделим основные критерии, на которые следует ориентироваться при выборе подходящего сварочного аппарата. Ведь перед покупкой инструмента важно не только оценить предстоящий фронт работ, но и определить подходящую модель, сопоставив параметры понравившегося варианта с имеющимся бюджетом.
Основы функционирования сварочных аппаратов
В инженерных сетях частного домостроения, многоквартирных, производственных и общественных зданиях полипропиленовые трубы уверенно вытесняют металлические. Востребованность пластиковых магистралей объясняется их долговечностью, доступной стоимостью и стойкостью к внешним воздействиям.

Независимо от конструктивных особенностей агрегаты для сборки пластикового трубопровода функционируют по принципу диффузной пайки – трубы расплавляются, а затем «вплавляются» торцами друг в друга
Сложившаяся тенденция спровоцировала высокий спрос на аппараты для сварки полипропиленовых и полиэтиленовых труб профессионального и бытового назначения.
Обязательные элементы сварочного аппарата:
- Блок регулировки. Модуль контролирует мощность нагрева, защищает от перепадов напряжения и перегрева.
- Рукоятка. Составная деталь ручных модификаций.
- Зеркало нагрева. Элемент передает тепло к рабочей трубе и насадкам.
Режим работы сварочного аппарата определяется с помощью терморегулятора. Температура нагрева выставляется в соответствии с материалом труб. Превышение показателя приводит к неконтролируемому плавлению и появлению дефектов. Недостаточный разогрев может стать причиной нарушения герметичности шва.

Оптимальная температура плавления ПП-труб – 260 °С. Полимер размягчается как пластилин, срезы изделий прижимаются, и осуществляется пайка. После остывания стыковочный шов приобретает те же прочностные характеристики, что и цельная труба
Классификация паяльников для ПП труб
Если оценить ассортимент, то можно выделить два основных класса аппаратов для сварки пластиковых труб: механические и ручные. Основной параметр разделения – производительность и сфера применения. Кроме того, агрегаты классифицируют по способу сварки на стыковые и муфтовые приборы. Особенности устройства и эксплуатации каждого типа описаны ниже.
Мощные механические и электрогидравлические приборы
Механические и электрогидравлические аппараты применяется для стыковки труб большого диаметра (свыше 5-ти см) или в условиях, когда совмещение стыков требует значительной нагрузки.

Комплектация механического оборудования: опорная рама, блок управления, гидроагрегат, захваты с вкладышами, электроторцеватель, дисковой нагревательный элемент и динамометр
Механическая стыковка труб осуществляется в жестком корпусе с полукруглыми двигающимися центраторами. Торцы изделий выравниваются электроторцевателем, снабженным двусторонними ножами. Пластик прогревается за счет мощного нагревателя и трубы стыкуются – подача давления осуществляется вручную через рычаг. Сила прижима отслеживается встроенным динамометром.
Стыковая методика сварки с использованием соответствующего аппарата рекомендована для соединения ПП труб, диаметр которых превышает 63 см. Допустимая толщина трубы — минимум 4 мм.
В стыковой сварке используются аппараты с дисковым рабочим элементом, с помощью которого производится нагревание подлежащих стыковке деталей до вязкой консистенции
После проведения подготовки детали прикладываются к заранее разогретым дискам. Затем быстрым движением их соединяют, соблюдая соосность
Для возможности работы с трубами любого диаметра в комплектации сварочной машины есть диски разного размера
Покрытие зажимов изготовлено из металлизированного тефлона, предотвращающего прилипание раскаленного пластика к рабочим элемента аппарата.
Соединение деталей электрогидравлическим аппаратом для пайки полипропиленовых труб выполняется по аналогии с механическим прибором. Отличие – в методе создания давления. Прижим осуществляется электрогидравлическим приводом.

Аппарат способен регенерировать давление порядка 120-ти атмосфер – этого достаточно для спайки труб диаметром до 63 см. При этом качество шва остается высоким
Некоторые электрогидравлические агрегаты позволяют сваривать Т-образные пластиковые конструкции.
Данные устройства отличаются высокой стоимостью и не предназначены для пайки труб небольшого сечения. Поэтому основная сфера их применения – промышленные предприятия и коммунальные хозяйства. Использование механических и электрогидравлических аппаратов в быту нерентабельно.
Мечевидные и цилиндрические ручные модели
Сварочный аппарат ручного типа часто именуют «паяльником» или «утюгом». Компактное устройство подходит для домашнего и производственного использования. Максимальный диаметр стыкуемых труб – 125 мм.
Исходя из формы нагревательной платформы, различают два типа «паяльников»:
Формы сварочных аппаратов и закрепили за ними народные названия: первый вариант внешне напоминает утюг, а второй – обычный паяльник. На принцип, порядок работы и качество прибора конфигурация платформы не влияет. Различия состоят в разных видах насадок и способов их крепления.

С обеих сторон плоского «утюга» имеются отверстия. Зависимо от количества «посадочных мест» одновременно можно использовать одну или несколько пар насадок. Стандарт – 1-3 диаметральных размеров
Для пайки индивидуального отопления достаточно двух-трех комплектов насадок. Модели, рассчитанные под использование более 3-х диаметров, относятся к категории профоборудования и стоят от 250 у.е.
На «утюг» устанавливается пара раздельных насадок:
- гильза – разогрев внешней поверхности;
- дорн – нагрев и плавление внутренней стороны фитинга.
Обе насадки фиксируются длинным винтом, который затягивается шестигранным ключом.

При одновременном использовании нескольких комплектов, маленькие насадки размещаются ближе к краю, а большие – к рукоятке. Это не обязательное требование, а рекомендация для более удобного применения
Менее популярны разновидности мечевидной формы с укороченным нагревателем. Модель №1 (фото ниже) – узкоспециализирована и рассчитана под установку крупных дорн и муфт, мощность нагревательного элемента позволяет паять ПП-трубы большого сечения.
Детальные рекомендации по выбору утюга и его использованию мы привели в этой статье.

Модель 1 — узкоспециализированная. Модель 2 — компактная, с вертикально ориентированным расположением двух насадок, она удобна для выполнения сварки в ограниченном пространстве
Аппараты с цилиндрическим нагревательным стержнем комплектуются насадками по типу разъемного хомута.
Специалисты выделяют ряд преимуществ «паяльников» перед «утюгами»:
- мастер самостоятельно подбирает область расположения насадки – нет заданных отверстий;
- возможность выбирать угол положения трубы относительно горизонтальной плоскости – актуально при пайке сложных узлов на месте установки трубопровода;
- повышение эффективности работы за счет увеличения площади контакта нагревателя и насадок – ускоряется прогрев;
- нет необходимости периодически затягивать крепежные болты, чтоб не допустить осевое смещение насадок по ходу сварки.
Цилиндрические аппараты отличаются компактностью, стабильной температурой нагрева и высокой стоимостью относительно мечевидных моделей.
Более подробно о выборе аппарата для сварки типа «паяльник» мы говорили в следующей статье.

Комплект насадок надевается на цилиндр, смещается в удобное место, после чего соединительный винт затягивается шестигранным ключом. Максимальное количество используемых насадок определяется длиною стержневой платформы
Аппараты для стыковой и муфтовой сварки
Спайка выполняется двумя технологическими способами: стыковым и муфтовым. Соответственно, и все сварочные аппараты можно классифицировать по этому критерию.
Как выполняется стыковая сварка?
Технология применима для труб равного диаметра с толщиной пластика от 4-х мм. Главные требования качественной спайки: четкая соосность стыковочных элементов и тщательная торцовка, обеспечивающая плотное прилегание поверхностей.
Стыковые сварочные аппараты работают по следующему принципу:
- Подрезка и обработка трубных торцов.
- Одновременный нагрев дисковым нагревательным элементом.
- Сжатие сопрягаемых деталей – давление подается строго вдоль оси трубы.
- Достижение эффекта диффузии – проникновение расплавленных полимеров в структуру смежных деталей.
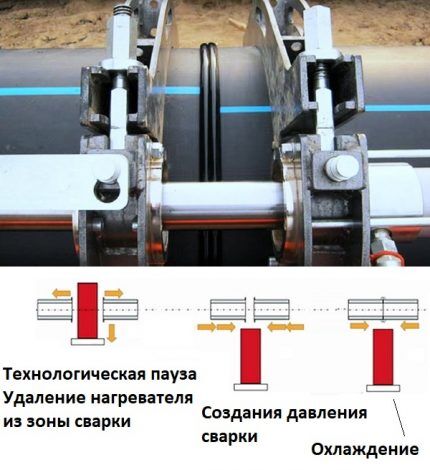
После технологической паузы, следует стадия охлаждения и окончательной полимеризации.
По такому методу работают промышленные станки: механические и электрогидравлические аппараты. Оборудование позволяет добиться требуемого расположения деталей и оптимальной силы сжатия
Особенности муфтовой спайки
Выполнение условия центровки деталей достигается за счет подобранных размеров насадок и труб. Агрегат одновременно нагревает внутренние стенки муфты (тройника, фитинга или переходника) и внешнюю сторону трубы на одинаковую длину.
Разогретые детали прикладываются и стыкуются друг с другом вручную. Соотношение диаметров сопряженных элементов обеспечивает нужную силу сжатия – для взаимопроникновения и полимеризации достаточно некоторое время удерживать детали вместе.

К муфтовым агрегатам относятся инструменты, подразумевающие использование специальных насадок. Все ручные сварочные аппараты выполняют муфтовую или раструбную стыковку
В ходе соединения полипропиленовых труб с помощью сварочного аппарата выполняется ряд стандартных действий. В результате диффузного соединения пластиковых компонентов получается прочный герметичный трубопровод, способный многие десятилетия безотказно работать под нормативной нагрузкой. Вот шаги процедуры:
Для сборки ПП трубопровода заранее рассчитываем и заготавливаем материал, необходимое количество фитингов и аппарат с гильзами для нагревания наружных поверхностей и дорнами для нагревания внутренних
Соединяемые поверхности труб, предназначенных для сборки "холодных" водопроводных веток, обезжириваем антисептической салфеткой или смоченной в спирте ветошью
Трубы раскраиваем согласно заранее сделанным расчетам и составленному проекту. Режем ножницами или труборезом с учетом захода трубы в фитинг
Перед сваркой армированных труб зачищаем участки соединения швейером - инструментом, снимающим два наружных слоя трубы
Швейером снимаем сначала внешний слой полипропилена, затем проложенную под ним фольгу, армирующую трубу
К сварочному аппарату подсоединяем дорн и насадку подходящего диаметра и включаем прибор. Спустя 5 минут нагреваем на них соединяемые детали. Время нагрева зависит от диаметра и толщины стенок трубы
Уверенным быстрым движением соединяем разогретые детали. Глубина соединения должна быть равна глубине раструба фитинга или муфты
После выполнения сварных соединений подключаем собранный участок трубопровода к системе водоснабжения и проверяем ее на герметичность
Оценка параметров ручных паяльников для труб
Учитывая спрос потребителей именно на модели «утюгов» и «паяльников», отдельно стоит рассмотреть критерии выбора бытовых сварочных аппаратов. Прежде всего, в учет берется производительность, температурные показатели, качество и количество предлагаемых насадок. Немаловажный фактор – ценовая политика и качество сборки агрегата.
Мощность и температура нагрева
Мощность определяет эксплуатационный потенциал агрегата. Чем выше показатель, тем шире возможный диапазон диаметра спаиваемых труб. Кроме того, от производительности паяльника зависит время разогрева, и соответственно, скорость продвижения сварочных работ.
Однако для домашнего пользования покупать высокомощное оборудованием нецелесообразно по ряду причин:
- Качество спайки не зависит от мощностных характеристик.
- Временное превосходство на разогрев актуально для «конвейерного» монтажа трубопровода. В быту разница не особо ощутима – пока паяльник нагревается, производится предварительная разметка, примерка и стыковка.
- Более мощные аппараты расходуют больше электроэнергии.
Для корректного расчета мощности «паяльника» в учет берется предполагаемый диаметр труб.

Минимальная мощность (Вт) соответствует произведению диаметру трубопровода (мм) на 10. Например, пайка труб в 60 мм осуществляется паяльником в 600 Вт и выше
Для бытовых нужд подойдет оборудование на 1,2 кВт – этого вполне достаточно для прокладки домашней тепловой или водной магистрали.
Качество сварочного шва зависит от стабильности температурного воздействия. Большинство аппаратов выдают 50-300 °С нагрева, стандартная температура работы – 260 °С. Больше о температуре пайки полипропилена мы писали здесь.
Наличие терморегулятора особенно актуально для новичков. Опытный специалист работает на ощущениях – продолжительность нагрева он определяет интуитивно без звукового сигнала.
Аматорам сварочного мастерства лучше рассчитывать исключительно на нормативы и выбирать модель с плавной регулировкой температуры. Положение маховика должно быть устойчивым и не смещаться при случайном прикосновении.
Высокотехничные модели имеют панель цифровой индикации температурного режима. Наличие опции удобно для пользователя, но влечет за собой существенное удорожание аппарата.
Комплектация и удобство пользования
«Начинка» сварочного комплекта влияет на цену оборудования. Выбор того или иного набора осуществляется исходя их индивидуальной необходимости.
Как правило, производители предлагают три вида типовых комплектов:
- Эконом. Содержит непосредственно сварочный аппарат, регулировочный ключ и руководство пользователя. Иногда дополняется одной-двумя насадками. А вот выбирать труборез и другие необходимые инструменты предстоит отдельно.
- Базовый. В наборе кроме прибора, инструкции и ключа предусмотрены наиболее ходовые насадки для бытового применения сечением 20-40 мм. Все комплектующие упакованы в удобный не громоздкий чемоданчик.
- Полный. В кейсе помимо паяльника, дорн и муфт собраны все необходимые для пайки принадлежности: отвертка, подставка, винты, шестигранный ключ, ножницы для ПП-труб, рулетка и рукавицы.
Некоторые производители комплектуют набор небольшим пузырьковым уровнем для выравнивания трубной магистрали.
Все элементы можно докупить и отдельно, но зачастую, приобретение полного «чемоданчика» обходится дешевле, чем подборка недостающих инструментов «россыпью»
Чтобы обеспечить удобное пользование важно учесть некоторые нюансы:
- тренога или подставка под паяльник не должна быть очень легкой, оптимальный вариант – устойчивая платформа;
- аппарат с зажимами подойдет для работы на верстаке;
- рукоятка не должна нагреваться и скользить в руке.
Качественные сварочные агрегаты оснащены аварийной системой, отключающей прибор от электропитания при риске перегрева.
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами у разных производителей стоит по-разному. Цена определяется репутацией бренда, типом аппарата и комплектацией.
Лидерами на этом сегменте рынка являются зарубежные компании: Rothenberg, Dytron, Brima, Kern и Candan. Среди отечественных производителей спросом пользуются товары «Энкор», «Энергомаш», «Калибр».
Среди специалистов существует негласный рейтинг стран-изготовителей сварочных приборов для пластиковых труб.
Первенство по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).

Цена на чешские паяльники Dytron базовой комплектации стартуют от 200 у.е., что в 3-4 раза дороже аналогичных моделей турецкого или китайского производства
Несмотря на дороговизну, европейские товары удерживают лидерство продаж благодаря надежности, прочности, неприхотливости и удобству эксплуатации. Оборудование отличается легким весом, компактностью, механической выносливостью, длительным периодом службы и многообразием модельного ряда.
Достойная альтернатива чешским и немецким аппаратам – ручные паяльники турецкого производства. Хорошо себя зарекомендовали: Candan, Cobra и Valtec.

Умеренная ценовая политика (от 30-40 у.е.) наряду с хорошими технико-эксплуатационными характеристиками вывели Candan в топ-продаж среди паяльников ПП-труб бытового пользования
Наиболее доступную ценовую нишу занимают китайские и российские агрегаты. Стоимость дешевых моделей стартует от 15-20 у.е. Качество исполнения часто «хромает», непостоянностью работы отличаются термостаты – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией спаянных элементов.
Однако среди китайско-российской сборки встречаются конкурентоспособные аппараты, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка, производимая в Китае).
Далее приведем характеристики и особенности работы востребованных модификаций ручных сварочных агрегатов для стыковки пластикового трубопровода.
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Аппарат для сварки пластиковых труб, какой лучше выбрать для ремонта

Сварочный аппарат для труб из полипропилена, он же «утюг» – это инструмент, который включает в себя двусторонний паяльник, позволяющий произвести сварку и значительно облегчить монтаж системы водопровода. Определяя аппарат для сварки пластиковых труб, какой выбрать, нужно рассматривать не только его стоимость, но также репутацию производителя, комплектацию, температурный режим и скорость работы.
Принцип работы
Решая, какой выбрать паяльник для полипропиленовых труб, в первую очередь, нужно, чтобы оборудование позволяло им пользоваться быстро и легко. Владелец сварочного аппарата не должен чувствовать дискомфорта в процессе эксплуатации и оборудование не должно подвести в самое неожиданное время.
Непосредственно конструкция агрегата довольно проста. Основными являются 3 элемента – корпус, ручка, нагревательная плита.
Принцип работы пайки пластиковых труб основан на диффузном процессе и состоит из следующих этапов:
- Утюг нагревает шов, по которому в дальнейшем пройдет сварка.
- После края труб прикладывают к нагревательному элементу.
- Нагретые до необходимой температуры окончания соединяются. После остывания получается герметичная спайка, обладающая отличной эластичностью и надежностью.
Для пайки труб применяются разные виды сварочных аппаратов, все они имеют определенные особенности, а также отличаются функционалом и дополнительными приспособлениями.
Виды паяльников
Перед тем как выбрать паяльник для полипропиленовых труб, нужно знать, что есть 2 основных вида приборов, чаще всего применяющихся при строительстве или ремонте:
Оборудование имеет небольшие габариты, это дает возможность использовать его в ограниченном пространстве. Паяльник делает максимально герметичные соединения, если сечение трубопровода не более 50 мм. Потому для работ с трубами большего диаметра это оборудование не подойдет, что надо учесть при выборе.
Среди преимуществ нужно выделить простоту в уходе и продолжительное время службы.
Более профессиональные паяльники, которые могут работать с пластиковыми трубами большого сечения, создавая качественные герметичные соединения. Некоторые сварочные аппараты могут паять трубы диаметром около 2 метров.
Такой вид оборудования характеризуется универсальностью, поскольку позволяет работать с различными пластиковыми материалами, а также с металлом. Основной недостаток – требуется большой опыт работы, поскольку в эксплуатации устройство является довольно сложным.
Прежде чем произвести окончательный выбор паяльника для полипропиленовых труб, нужно определиться, для каких целей он требуется. Если это только инструмент для бытового пользования, то не стоит предъявлять к агрегату особых требований. Вполне хватит оборудования среднего класса, оно сможет удовлетворить по стоимости и не будет очень габаритным.
Критерии выбора
Выбирая, какой лучше паяльник для труб из полипропилена, нужно обратить внимание на такие критерии:
- Покрытие тефлоном. Это позволит надежно защитить поверхности оборудования и не даст возможности пластику прилипать к утюгу.
- Тип сварочного аппарата. Устройство обязано покупаться с учетом определенных нужд. Если это специалист, зарабатывающий пайкой труб и установкой водораспределительных систем, то стоит присмотреться к механическому оборудованию. Ручные устройства, наоборот, проще в эксплуатации, имеют небольшие размеры и почти такую же производительность, как и механика. Они лучше всего подойдут для бытового использования относительно возможностей и простоты в применении.
Прежде чем купить паяльник для пайки полипропиленовых труб, нужно познакомиться с инструкцией, которая обязана находиться в коробке с устройством. В ней непременно указывается вся требуемая информация – компания-изготовитель, мощность аппарата и основная комплектация.
Внимание! Перед первым использованием нового инструмента для реальных работ лучше всего его вначале опробовать на каких-то излишках пластиковых изделий.
Все сварочные агрегаты чуть отличаются в использовании, то есть это тестирование поможет приловчиться к определенным особенностям паяльника, узнать требуемую температуру и время выдерживания труб при спайке.
Рейтинг производителей сварочных аппаратов
Выбирая аппарат для сварки полипропиленовых труб, рейтинг лучших производителей представлен следующими компаниями Rothenberger, Candan, Dytron Polys Sturm, Denzel. Все из них показали себя с отличной стороны, и продемонстрировал великолепную в работу с пластиковыми изделиями.
Все паяльники похожи по своему внешнему виду, но имеют разные характеристики, на которые нужно обращать внимание Источник dnipro-m.ua
Rothenberger Roweld P63Т
Открывает рейтинг аппаратов для сварки полипропиленовых труб компания Rothenberger, которая является признанным лидером в этой сфере. По внешнему виду этот профессиональный утюг может показаться простым, но оборудование этого бренда берет совершенно не красотой, а удобством и продолжительным временем службы.
ТЭН сварочного аппарата – мечевидный, имеет термостат, который поддерживает температуру на заданном уровне и мощность 800 Ватт. В отличие от паяльников с маркировкой «Е», что указывает на установку электронного терморегулятора, это устройство и проще, и, соответственно, не так дорого стоит, причем на производительности это совершенно не отражается.
Рассчитано устройство на пайку труб сечением 20-63 миллиметров – именно этот комплект тефлоновых насадок находится в наборе. Аппарат удобен в эксплуатации – хоть не самый быстрый нагрев, если рассматривать трубы большого сечения, но расплавляет пластмассу довольно аккуратно. Имеет небольшой вес – 8 кг.
Паяльник для пластиковых труб Rothenberger Roweld P63Т является одним из лучших профессионального использования Источник storgom.ua
Устанавливается утюг или на подставке, или на прикручивающейся к жесткой поверхности струбцине. Нагретые насадки и трубы без проблем снимаются после пайки.
Преимущества:
- высокое качество изготовления;
- удобство в переноске;
- простота в использовании;
- надежность.
Недостатки:
- относительно медленный нагрев;
- высокая стоимость.
Dytron Polys P4a 1200 W Trace Weld Solo blue
Рейтинг паяльников для полипропиленовых труб продолжает чешский аппарат. Смотрится он интересней Rothenberger, да и стоимость ниже. Но нужно учитывать один момент – слово «solo» в названии говорит о том, что рассматривается «голое» устройство без насадок и ящика для транспортировки. Так, изначальная дешевизна, в отличие от укомплектованного Rothenberger, не настолько и дешевая. С кейсом и насадками оборудование выходит дороже.
Тефлоновые насадки для Dytron Polys предлагаются в огромном ассортименте, их диаметр находится в пределах 16-125 миллиметров. За счет мощного нагревателя прибор быстро справляется с толстыми трубами. Температура настраивается в пределах 180-280С. Непосредственно регулятор не очень удобный – сделан «под отвертку».
Комплектация «solo» простая – непосредственно сварочный аппарат, шестигранный ключ для насадок, подставка. Последняя, между прочим, не такая удобная из-за коротких «лап», в отличие от Rothenberger, поэтому в номинации «паяльник для полипропиленовых труб рейтинг лучших» занимает лишь второе место.
- точно поддерживает заданный температурный режим;
- мощный нагревательный элемент.
- подставка неудобна в использовании;
- минимальный комплект.
Краткий обзор Dytron Polys P4a 1200 W Trace Weld Solo blue представлен в этом видео:
CANDAN СМ-04
Пополняет аппараты для сварки пластиковых труб рейтинг турецкая модель CANDAN СМ-04. Оборудование может работать с полипропиленовыми изделиями сечением 50-110 миллиметров. Нагреватель имеет 2 независимые секции, то есть с учетом необходимости можно выбрать режим работы на 1 или 2 киловатта.
Термостат поддерживает стабильный температурный режим, оборудование не склонно к перегревам. Подставка, которая находится в комплекте, универсальна – можно устанавливать или на полу, или использовать в качестве струбцины для крепежа на столе. Но вот аппарат комплектуется всего тремя насадками, другие необходимые потребуется приобретать отдельно.
Выглядит сварочный аппарат немного грубовато, но в работе себя показал хорошо. Поэтому и получил свою популярность – отличный паяльник для пропиленовых труб за доступную стоимость находит своего потребителя.
- удобная подставка, которая находится в комплекте;
- переключение режимов мощности;
- тефлоновое покрытие;
- доступная стоимость с учетом своей комплектации.
- в наборе лишь 3 насадки;
- неудобно транспортировать.
Как выбрать оригинальный паяльник CANDAN, смотрите в видеоролике:
ДИОЛД АСПТ-4
Мечевидный сварочный аппарат на 1,5 кВт. В комплекте находится металлический кейс, 6 насадок сечением 20-63 мм, перчатки, рулетка, труборез. На нагреватель одновременно устанавливается до 3-х пар насадок, нагревается он довольно быстро.
Подставка пластиковая, крепится не достаточно прочно, то есть нужно дорабатывать. Китайский труборез, который находится в комплекте, также неэффективно работает. Но, в общем, этот паяльник полипропиленовых труб стоит своих денег, при незначительных недостатках он отлично работает.
- качественные комплектные насадки;
- удобство в использовании;
- надежный кейс с прочными креплениями;
- быстрый нагрев.
- труборез, который находится в комплекте, не подходит для работы;
- некачественная подставка.

Denzel DWP-2000
Рассматривая, какой лучше выбрать сварочный аппарат для полипропиленовых труб, можно смело присмотреться к устройству Denzel DWP-2000. Имеет великолепную эргономику – использовать на весу этот агрегат довольно удобно. Но вот подставка, напротив, не очень удачная – на ней аппарат неустойчиво стоит, во время снятия труб может упасть, то есть ее необходимо доделывать.
Тефлоновые насадки изготовлены качественно, горячие пластиковые трубы с легкостью снимаются. Мощность 2 кВт, при этом нагреватель все время работает на максимуме. В комплекте 6 насадок для труб сечением 20-63 миллиметра.
- качественные комплектные насадки;
- удобно использовать на весу;
- быстрый разогрев.
Недостатки: Комплектную подставку нужно дорабатывать.
Краткий обзор паяльной станции Denzel DWP-2000 смотрите в этом видео:
ELITECH СПТ1500
Простой сварочный аппарат с универсальной подставкой похожей на ту, которая идет в комплекте с Candan. Работать на весу с паяльником не очень удобно, поскольку он довольно тяжелый и имеет жесткую ручку. Лучше всего подходит для работы на полу или столе. Мощности 1,5 кВт вполне хватает для быстрого нагрева и пайки труб сечением до 63 миллиметров.
Компания-производитель паяльника ELITECH СПТ1500, помимо всего прочего, укомплектовала свой инструмент пузырьковым уровнем Источник svarochnye-apparaty.kz
Кейс не очень удачный – тонкий металл довольно быстро деформируется. Находящийся комплектный труборез также нужно менять.
- можно крепить на верстаке;
- качественные насадки.
- неудобно использовать на весу;
- некачественный кейс.
Что считают профессиональные строители о паяльнике ELITECH СПТ1500, смотрите в видео:
ЗУБР АСТ-2000
Изготовлен этот сварочный аппарат довольно оригинально – для крепления на подставку используется обычный отрезок профилированной трубы, корпус – коробка прямоугольной формы. Но агрегат получился дешевым и надежным.
Комплектуется насадками в количестве 6 штук, можно использовать для труб сечением 20-63 миллиметров. Качественное тефлоновое покрытие, нагретые трубы с легкостью снимаются. Нагреватель двухсекционный, быстро набирает требуемую температуру. Из-за своей конструкции оборудование относительно тяжелое, при использовании на весу руки быстро устают.
- надежная спайка;
- быстрый прогрев;
- качественные насадки;
- удобная подставка.
Недостатки: Внешний вид напоминает самодельную конструкцию.
Что собой представляет ЗУБР АСТ-2000, показано в этом видео:
Sturm TW-7218
Этот цилиндрический сварочный аппарат используется для труб с небольшим сечением – 16-32 миллиметра, все насадки для этих диаметров находятся в кейсе. Причем, невзирая небольшие размеры, мощность у этого агрегата довольно высокая – 1,8 киловатта, поэтому нагревается до требуемой температуры быстро.

Безусловно, за дешевую стоимость необходимо чем-то платить. Для начала это грубо изготовленный температурный регулятор, которые рекомендуется проверять пирометром. При этом разработчики сэкономили на подставке, поэтому ее нужно будет покупать отдельно. Так же придется дорабатывать кейс, в котором насадки не крепятся, из-за этого тефлоновое покрытие через время царапается.
- пайка лишь труб с малым сечением;
- грубо изготовлен температурный регулятор;
- не комплектуется подставкой.
Быстрый обзор Sturm TW-7218 смотрите в этом видео:
Wester DWM1000 A
Изделие сильно напоминает мечевидный сварочный аппарат Rothenberger. Но при этом за все оборудование в кейсе с 6-ю насадками диметром 20-63 миллиметра нужно заплатить в 5 раз меньше.
Нагреватель на 1 кВт довольно быстро прогревается, спайка труб вполне приемлемая. Недостаток у сварочного аппарата заключается в электронике – а именно в температурном регуляторе. По большому счету его вполне возможно починить, но для профессионального использования оборудование однозначно не подходит.
- цифровой датчик температурного режима;
- хорошее качество спайки;
- комплектуется 6-тью насадками.
Недостатки: быстро ломается регулятор температуры.
Краткий обзор паяльника Wester DWM1000 A представлен в этом видеоролике:
РЕСАНТА АСПТ1000
Самый дешевый мечевидный сварочный аппарат, но со своими прямыми обязанностями вполне справляется. Невзирая на то, что в нагревателе находится 3 посадочных места для крепления насадок, вместе установить несколько пар не выйдет: отверстия между собой очень близко расположены.
Мощности в 1 кВт недостаточно для быстрого нагрева, но это вполне очевидно с учетом стоимости агрегата. В общем, оборудование показало себя в работе неплохо.
- качественная спайка;
- доступная стоимость.
Недостатки: Нельзя вместе поставить несколько пар насадок.
Полный обзор паяльника РЕСАНТА АСПТ1000 смотрите в этом видео:

Коротко о главном
Рекомендации друзей и даже менеджеров вряд ли смогут помочь в магазине в вопросе, какой выбрать сварочный аппарат для пластиковых труб. Поскольку здесь требуется избирательность и осведомленность. Основные технические параметры, на которые необходимо обращать внимание:
Если уже был выбран определенный аппарат, рекомендуется изучить отзывы о нем в нескольких источниках – так можно составить собственное мнение об этом оборудовании.
Чтобы сделать правильный выбор, нужно учитывать объем предстоящих работ, а также сумму, которую можно выделить на покупку сварочного аппарата. Лучше всего выбирать полную комплектацию, которая будет включать в себя разные насадки и инструменты. Так можно сберечь как время, так и деньги.
Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов
Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб — своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Сварку полипропиленовых трубопроводов на объекте совершают с использованием сварочного аппарата, конфигурация которого напоминает утюг
В комплектации сварочной машины для ПП труб имеются насадки, предназначенные для оплавления внешней стороны трубы, и дорны для оплавления внутренней
Нагревательный элемент сварочного аппарата достигает выставленной оператором температуры и передает ее насадке и дорну. Они расплавляют насаженные полимерные детали до состояния вязкости
В процессе разогрева важно четко выдержать нормированный период разогрева, зависящий от толщины стенки ПП трубы. Передержка угрожает деформацией соединяемых деталей, недодержка - недостаточно прочным соединением
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
ПП трубы диаметров больше 50 мм соединяют стыковой сваркой. Ее производят с помощью аппарата с дисковым нагревающим элементом
Выполненный в форме диска нагревательный элемент подбирают в соответствии с диаметром соединяемой трубы
Перед нагреванием предназначенные для соединения части трубы торцуют для придания им идеальной поверхности, строго перпендикулярной оси трубы
После разогрева отрезки трубы быстро соединяют, пока разогретый полимер не начал отвердевать. Важно при этом действовать уверенно и соблюдать соосность
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.

Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.

Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

Для создания прочного соединения при выполнении пайки саму трубу прогревают с внешней стороны, а задействуемые при ее состыковке вспомогательные элементы – с внутренней. На рисунке порядок выполнения действий: 1 — размечаем; 2 — прогреваем нужное количество секунд; 3 — соединяем 2 отрезка между собой; 4 — выдерживаем рекомендованное количество секунд до охлаждения
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Продолжительность нагрева для достижения полной полимеризации состыковываемых элементов зависит от диаметра изделий и толщины их стенок
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.

Чтобы иметь возможность контролировать глубину вхождения отрезков в нагревательный элемент, снизив тем самым вероятность дефекта, на их концах желательно предварительно сделать засечки. Условные обозначения: 1 — прогревание двух отрезков полипропиленового трубопровода; 2 — своевременно снятие труб с паяльника; 3 — соединение двух элементов между собой; 4 — на трубе отмечена глубина состыковки для выполнения правильного соединения
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Раскраиваем полипропиленовые трубы согласно проектным размерам. Учитываем глубину "захода" трубы в фитинг
Подбираем дорн и насадку соответствующего диаметра, устанавливаем их для разогрева на утюг и включаем устройство. Перед первой сваркой он должен разогреваться не менее 5 минут
Примеряем соединяемые детали. Отмечаем на трубе кромку фитинга, обозначающую глубину погружения в него привариваемой детали
Участки соединения неармированных труб протираем любым спиртосодержищим средством, чтобы удалить мешающий полимеризации жир
Примерку фитинга к армированной трубе производим, не заводя ее в фитинг, т.к. она без удаления внешних слоев в него просто не войдет. Затем шейвером освобождаем отмеченный участок трубы от внешнего ПП слоя
Кроме внешнего ПП слоя с соединяемого участка трубы удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем
Разогреваем соединяемые детали на установленных на утюг дорне и насадке. Период разогрева зависит от толщины стенок трубы
Нагретые на аппарате детали снимаем с утюга и быстрым уверенным движением выполняем соединения, не проворачивая их вокруг собственной оси
Читайте также: