Как разобрать сварочный аппарат ресанта
Обновлено: 16.05.2024
Современные и надежные в работе сварочные инверторы Ресанта все равно время от времени, но выходят из строя. Причинами может стать как заводской брак, так и неправильное обращение пользователя.
В России спрос на эти сварочный аппараты достаточно велик, в первую очередь из-за доступной стоимости. Поэтому и поступает много вопросов касательно ремонта инверторов Ресанта.
Сразу же нужно сказать, что большинство узлов современного инвертора отремонтировать в домашних условиях не представляется возможным. Кроме того, если инвертор все еще находится на гарантии, то лезть под корпус вообще не имеет никакого логического объяснения.
Устройство и принцип работы Ресанта САИ 250
Принцип работы инвертора основан на преобразовании переменного тока 50 Герц обычной бытовой электросети, в постоянный. Данный показатель напряжения имеет величину в 400 Вольт. Ток сварочного аппарата регулируется с помощью модуляции (по большому счету, она является широкоимпульсной) получаемого напряжения высокой частоты.
Рассматриваемое устройство для сварки Ресанта САИ изготовлено в стальном корпусе. На внешней части этого корпуса находятся силовые разъемы, которые предназначаются для подключения сварочных кабелей, два индикатора («Сеть» и «Перегрев»), регулятор для выбора характеристик тока сварки. Также в корпусе находится специальное отверстие, с помощью которого выводится раскаленный воздух из устройства. Оно является частью системы принудительной вентиляции, которая защищает инвертор от сильного перегревания во время его работы.
В инверторе Ресанта САИ предусмотрена и еще одна система защиты, она автоматически выключает устройство в тех случаях, если случается замыкание силовых шнуров. Причем на передней панели управления начинает мигать соответствующий индикатор. Инвертор отличается наличием нескольких немаловажных функций, которые нередко используют при работе:
Горячий старт гарантирует быстрое и качественное поджигание сварочной электродуги благодаря повышению уровня сварочного тока (рабочему не надо ничего делать, увеличение тока происходит в автоматическом режиме). А режим антизалипание, наоборот, снижает сварочный ток, если во время поджигания электродуги отмечается прилипание сварочной проволоки (электрода). Затем, когда прилипание устраняется, сварочное устройство в самостоятельном режиме восстанавливает рабочие показатели сварки.
Инвертор гудит, но не варит — что может быть?
Итак, самая распространённая проблема сварочных инверторов, это перегрев и отсутствие дуги (контакта). С перегревом все понятно. В данном случае инвертор уходит в защиту, и ему нужно дать время на то, чтобы остыть.
Но что делать с отсутствием сварочной дуги? Почему инвертор гудит, но отказывается варить?
Самой частой причиной этому является повреждение кабеля держателя или массы. Соответственно, нет контакта, нет сварки. Причём кабель отламывается, как правило, у держателя электродов, прямо под изоляцией.

Таким образом заметить повреждение невозможно, но оно есть, и достаточно просто немного потянуть кабель на себя. Всё это вносит путаницу и определённые сложности в поиске неисправности. Инвертор вроде бы работает, но не варит.
Технические данные инвертора
Основное достоинство этого сварочного инвертора для домашних нужд потребителей состоит в том, что он особым образом адаптирован под подключение в тех электросетях, в которых отмечается низкое напряжение электросети (130-250 Вольт). Ресанта САИ без перебоев работает в указанном напряжении при выполнении сварки в ручном дуговом режиме.
Можно использовать стержни для сварки сечением до 6,0 миллиметров. Сварочный ток в устройстве можно регулировать до 250А. Также немаловажным считается и то, что аппарат способен продолжительное время выдерживать довольно большие рабочие нагрузки. Это свойство положительно отличает его схему работы от других устройств, которые в изобилии находятся на витринах специализированных строительных магазинов.
На холостом ходу сварочное устройство Ресанта САИ работает с напряжением 80 Вольт. Долговечность работы аппарата на довольно большой мощности обеспечивается в его схеме конструкцией современных транзисторов IGBT высокого качества. Помимо этого, этот инвертор для сварки имеет высокую степень защиты – уровень защиты IP 21.
Нельзя не сказать и про компактность этого сварочного аппарата, а также его отличную мобильность. Оснащение ручкой для переноски аппарата, облегчает его переноску по территории участка, на котором происходят строительные. Также потребители отмечают точность и простоту настройки сварочного инвертора Ресанта саи. При этом заданные показатели гарантированно сохраняют установленные данные даже в тех случаях, если электрическая сеть не отличается стабильностью своих показателей напряжения.
Технические характеристики интересующего нас аппарата Ресанта САИ такие:
- максимальный ток потребления – 35 Ампер;
- продолжительность нагрузки при 250 Ампер – не меньше 70%;
- интервал регулировки сварочного – 10-250 Ампер;
- рабочий интервал температурный окружающей среды – -10/+40С;
- напряжение электродуги – 30 Вольт.
Если необходимо, то этот аппарат можно подсоединять к оборудованию генератора, который работает от бензина. Лучше всего выбрать генератор с мощностью выше пяти киловатт.
Внимание! Во время выбора сварочного электрода (электрод может быть диаметром не более 6 миллиметров) нужно учитывать и то, что сварочный ток уменьшается тогда, когда снижается показатель входного тока.
Простой ремонт сварочного аппарата Ресанта САИ-250ПН, платформа SH46
И снова в ремонте сварочник. На мой взгляд, у Ресанты это одна из самых удачных моделей в 2013г, где производитель практически ни на чём не сэкономил. Она если и дохнет, то по мелочи, ремонт, как правило, простой и недорогой, в чём можно убедиться в данном топике. Предупреждение
: ради своей безопасности, пожалуйста, не лезьте в силовую технику, если в ремонте и обслуживании ничего не понимаете. Попытки неквалифицированного ремонта всегда приводят к усложнению и удорожанию восстановления аппарата, а иногда и к травмам горе-ремонтника. Как обычно, хозяин аппарата своими руками убил сварку, уронив с высоты в работающем состоянии. Дело привычное, раздолбаев везде хватает. Произошло замыкание платы о кожух, т.к. изолирующая прокладка между платой и кожухом при его очередной чистке была утеряна. Аппарат принесли уже без крышки. Хорошо, что на этом остановились и не стали доламывать больного


Беглый осмотр и измерения показали, что неисправен только источник питания, силовая часть выжила.

Место возникновения проблемы хорошо заметно на печатной плате.

Выпаиваю неисправный элемент

Источник питания выполнен на ШИМ контроллере TOP223YN в кузове TO-220. В сварках редко такую шимку ставят. Многие мастера называют этот узел дежуркой, но это неправильно, т.к. в аппарате нет дежурного источника питания (это-же не ATX Power), зато звучит коротко.
TOP был заменён новым из запасов, в обвязке проблем не обнаружено, но на всякий случай опорный стабилизатор TL431 в цепи обратной связи тоже поменял ибо тут нет оптронной развязки вторичной цепи и он реально мог пострадать, что доставит лишние проблемы (плавали, знаем).

После ремонта, сварочник нормально запустился. Места паек и критичные места платы дополнительно пролачил Plastic 71 для повышения живучести в грязной и влажной рабочей среде.

Отличительная особенность сварок на такой шимке — очень долгие попытки запуска после отключения питания, выглядит забавно

Сварка вытянула свои честные 190А при уставке показометра 250А и форсаже на максимум. Такой ток позволяет уверенно варить электродом до 4мм включительно во всех разумных положениях и ситуациях. К сожалению, у большинства китайских сварочников заявленный и реальный ток существенно отличаются и чем аппарат новее, тем разница больше.

На дугу аппарат не проверял, т.к. ремонтировал только питание. После успешной проверки на ЛАТРе и на балласте, аппарат был отдан владельцу на окончательную сборку и проверку на дуге. Весь ремонт занял часа 2.
Спасибо за внимание, берегите себя и технику.
Как подготовить сварочный аппарат к работе?
Схема подготовки сварочного устройства к эксплуатации довольно проста, но выполнять ее необходимо максимально точно, если вы хотите чтобы аппарат прослужил вам долго и без ремонта. В первую очередь, нужно подсоединить шнур с электрическим держателем и заземляющий провод к силовым клеммам аппарата (непременно нужно обращать внимание на полярность стержня для сварки, которую вы используете).
Поставьте регулятор на минимальный сварочный ток, затем можно подключать инвертор в электросеть, а после включать его. Необходимый уровень сварочного тока необходимо выбирать из расчета показателей, рекомендованной изготовителем Ресанта САИ:
- 200-300 Ампер – диаметр электрода 6 миллиметров;
- 160-200 Ампер – 5 миллиметров;
- 130-160 Ампер – 4 миллиметров;
- 90-140 Ампер – 3,2 миллиметров;
- 60-90 Ампер – 2,5 миллиметров;
- 50-60 Ампер – 2 миллиметров;
- 25-50 Ампер – 1,6 миллиметров.
После проведения работ по сварке, ток с помощью регулятора устанавливается на минимальное значение, инвертор выключают (сначала выключателем, а затем и от электросети). Также нужно отключить от аппарата шнур электрического держателя и заземления.
Требования безопасности при работе
Устройство перед включением нужно в течение нескольких часов выдержать при положительной температуре воздуха. Иначе в нем может появиться конденсат, который может привести к поломке инвертора. Категорически запрещается эксплуатировать устройство в тех случаях, когда его сварочные шнуры или провод подключения к электросети имеют деформации (даже небольшие).
Возле включенного сварочного аппарата нельзя обрабатывать детали из металла и стали с помощью болгарок, электрических лобзиков и аналогичного оборудования, во время работы которого появляется металлическая пыль. Пыль может проникнуть внутрь корпуса и вывести из строя инвертор. Помимо этого, запрещается эксплуатировать агрегат на открытых площадках при дожде и в помещениях с повышенной влажностью.
Перед эксплуатацией инвертора Ресанта САИ обязательно нужно изучить «Правила безопасности для пользователей электрическими устройствами» и «Правила эксплуатации бытовых электрических установок». Во время эксплуатации сварочного аппарата нужно:
- создать доступ свежего воздуха в помещении, где проводятся сварочные работы (когда сварка происходит в помещении, то оно обязательно должно хорошо проветриваться);
- работать в сварочной защитной маске, в перчатках, головном уборе и специальной одежде, которая предохраняет тело от вероятных термоожогов;
- выполнять правила пожарной безопасности.
Хранить сварочное устройство необходимо в помещениях, в которых исключено образование кислотных или щелочных паров, а также отсутствует чрезмерная запыленность. Оптимальные характеристики для хранения аппарата:
- температура – не выше +55 и не ниже -15 градусов;
- относительная влажность – не более 70 процентов.
Основные виды ремонтных работ сварочных инверторов Ресанта
Осуществлять ремонт следующих узлов и компонентов сварочного аппарата Ресанта должен только специалист сервисного центра.

Именно в сервисном центре помогут устранить сложные неисправности инвертора и произвести замену:
- Печатной платы и трансформатора;
- Вентилятора;
- Диодного выпрямителя;
- Вздувшихся конденсаторов;
- IMS модуля инвертора и модуля управления.
Чтобы часто не ремонтировать сварочный аппарат Ресанта достаточно придерживаться рекомендаций и правил эксплуатации, которые указал производитель. Старайтесь не перегревать инвертор, а также давать ему время на охлаждение.

Вовремя производите чистку вентилятора и следите за тем, чтобы вентиляционные отверстия были всегда в чистоте и открытыми. Помните, что большинство неисправностей внутренних элементов инверторов происходят из-за перегрева деталей на плате.

И снова в ремонте сварочник.
На мой взгляд, у Ресанты это одна из самых удачных моделей в 2013г, где производитель практически ни на чём не сэкономил. Она если и дохнет, то по мелочи, ремонт, как правило, простой и недорогой, в чём можно убедиться в данном топике.
Предупреждение: ради своей безопасности, пожалуйста, не лезьте в силовую технику, если в ремонте и обслуживании ничего не понимаете. Попытки неквалифицированного ремонта всегда приводят к усложнению и удорожанию восстановления аппарата, а иногда и к травмам горе-ремонтника.
Как обычно, хозяин аппарата своими руками убил сварку, уронив с высоты в работающем состоянии. Дело привычное, раздолбаев везде хватает.
Произошло замыкание платы о кожух, т.к. изолирующая прокладка между платой и кожухом при его очередной чистке была утеряна. Аппарат принесли уже без крышки. Хорошо, что на этом остановились и не стали доламывать больного :)
Пыли и грязи внутри немного, аппарат периодически продувался.
Схема аппарата
скачать схему
Беглый осмотр и измерения показали, что неисправен только источник питания, силовая часть выжила.
Место возникновения проблемы хорошо заметно на печатной плате.
Выпаиваю неисправный элемент
Источник питания выполнен на ШИМ контроллере TOP223YN в кузове TO-220. В сварках редко такую шимку ставят. Многие мастера называют этот узел дежуркой, но это неправильно, т.к. в аппарате нет дежурного источника питания (это-же не ATX Power), зато звучит коротко.
TOP был заменён новым из запасов, в обвязке проблем не обнаружено, но на всякий случай опорный стабилизатор TL431 в цепи обратной связи тоже поменял ибо тут нет оптронной развязки вторичной цепи и он реально мог пострадать, что доставит лишние проблемы (плавали, знаем).
После ремонта, сварочник нормально запустился. Места паек и критичные места платы дополнительно пролачил Plastic 71 для повышения живучести в грязной и влажной рабочей среде.
Отличительная особенность сварок на такой шимке — очень долгие попытки запуска после отключения питания, выглядит забавно :)


Сварка вытянула свои честные 190А при уставке показометра 250А и форсаже на максимум. Такой ток позволяет уверенно варить электродом до 4мм включительно во всех разумных положениях и ситуациях.
К сожалению, у большинства китайских сварочников заявленный и реальный ток существенно отличаются и чем аппарат новее, тем разница больше.
На дугу аппарат не проверял, т.к. ремонтировал только питание.
После успешной проверки на ЛАТРе и на балласте, аппарат был отдан владельцу на окончательную сборку и проверку на дуге. Весь ремонт занял часа 2.
Ремонт сварочника Ресанта САИ190К
Продолжение о ремонтах бытовой силовой техники.
На этот раз сварочный аппарат Ресанта САИ190К принёс сосед по даче с диагнозом — аппарат упал, хлопнул, потерял сознание, очнулся, не работает :)
Если Вас данная тема действительно интересует, пожалуйста, ознакомьтесь с предыдущими статьями по этому профилю.
mysku.club/blog/diy/78892.html
mysku.club/blog/aliexpress/74617.html
У меня самого в пользовании сварочный аппарат Ресанта САИ190К, но он и внешне и внутренне отличается от ремонтируемого. Новый аппарат гораздо компактнее, жертва маркетинга и экономики, заявленного тока 190А там очевидно и близко нет.
Из своего опыта ремонта отмечу, что Ресанта под одной и той же моделью умудряется выпускать сварочники разных модификаций с разными схемами, параметрами и габаритами.
Сравнение аппаратов
Данный сварочный аппарат 2017г и ранее не ремонтировался, что как правило упрощает ремонт.
Вскрываем, изучаем…
Для сравнения, старая Ресанта 190К

Причина неисправности видна сразу
Производитель не поставил изоляционную планку между радиаторами силовых транзисторов и при ударе они нашли друг друга. Встреча была искренней, зажигательной и шумной :)
Самое обидное, что производитель эту планку не поставил специально, я уже видел такие аппараты без планок. Зачем так сделали, догадаться несложно…
Внутренности стоят от Ресанты САИ160, собрано на печатной плате SD-mini-140-1.3 SH112 на ток 140А :(
Похожая на 90% схема
Схемотехника отличается от стандартной Ресантовской:
— полностью отсутствует сетевой фильтр. Сетевые помехи гарантированы
— косой полумост всего на двух транзисторах (ранее ставили четыре).
— снижена суммарная ёмкость входных накопительных конденсаторов (2х560мкФ)
— диоды рекуперации не установлены на радиаторах
— отсутствует снижение рабочей частоты при залипании электрода
— более компактный и лёгкий корпус
Странно, что ради экономии забыли убрать выходной дроссель, в следующей модификации это обязательно поправят :)
Первичная диагностика показала, что по меньшей мере, вышли из строя силовые IGBT транзисторы, откручиваю радиаторы и выпаиваю транзисторы вместе с радиаторами.
Установлены подозрительные транзисторы Toshiba GT50JR22 — надпись читается очень плохо, шрифт на обоих транзисторах разный.
Ломаю один, а там мелкий кристалл и отсутствует кристалл обратного диода…
В принципе, косой полумост нормально работает и без обратных диодов.
Ради интереса, сломал новый транзистор, чтобы сравнить внутренности
Новый — справа
Внутри транзисторы абсолютно одинаковы, а различия надписей вызвано разным годом выпуска транзисторов.
Тошиба как-то умудряется встроить обратный диод в единый основной кристалл. Ранее, я такой фишки ни у кого не встречал, буду теперь иметь в виду :)
Транзисторы буду менять на такие-же, но не потому, что они такие хорошие (на самом деле нет), а потому, что они уже были в наличии.
Параметры оригинальных транзисторов 44А 115W (100ºC) 600V 1,55V (50A) 2700pF 330ns (Off)
Ну и конечно, сравнение старых и новых транзисторов (все оригинальные)
Дополнительно, обнаружен оборванный размагничивающий (рекуперационный) диод MURF860 в пластике (8A 600V 1,2V).
Кому интересны внутренности пластикового корпуса TO-220F — кристалл расположен на медной пластине для лучшего распределения тепла. Тут кристалл уже сошлифован.
Обычно в этой цепи ставят RHRP1560 или аналогичные, причём часто на радиаторах. Менять буду оба на одинаковые более мощные MUR1560G (15A 600V 1,2V).
Блок питания выполнен на базе SD6834 со встроенным ключом.
ШИМ — привычный 3845
Выходные диодные сборки 60F30 (60A 300V 1,05V 40ns) – 3шт
Сам ремонт:
К сожалению, технологическая перемычка, разделяющая питание силовой части и питание схемы отсутствует. Но ничего страшного в этом нет, если придерживаться нужной последовательности.
1. Подготавливаю и меняю рекуперационные диоды
Для изоляции фланца, использую термоусадку. Изоляция нужна для предотвращения касания диода и радиатора при ударе.
2. Проверяю элементы драйвера методом сравнения каналов и в соответствии со схемой. В данном случае повезло и драйвер в порядке

3. Через разделительный трансформатор, ЛАТР и лампу накаливания 150W, подключаю сварочник к сети. Регулятор тока устанавливается в среднее положение.
Для удобства и безопасности, сколотил стенд развязки, регулирования и токоограничения — очень удобно :)
4. Постепенно повышаю напряжение ЛАТРа, при этом лампа не должна загораться. Вентилятор начинает работать при сетевом напряжении около 55В, далее включается реле запуска.
5. Плавно повышаю напряжение до номинального и проверяю все питающие напряжения с блока питания.
6. Проверяю осциллографом импульсы на затворах обоих транзисторов относительно их эмиттеров
Частота 53кГц — в норме, странная форма импульсов из-за отсутствия нагрузки драйвера в виде затворных емкостей. Узкая ширина импульса из-за работающей защиты от залипания. На некоторых Ресантах с той-же целью снижают рабочую частоту преобразователя.
7. Замыкаю выход оптрона 3IS1 (обведён красным) для отключения защиты от залипания и проверяю расширение импульса до номинального значения, частота при этом не меняется.
8. Проверяю наличие импульсов во всём рабочем диапазоне сетевого напряжения — они появляются при напряжении от 140В и выше.
9. Устанавливаю транзисторы на радиаторы, не забывая про теплопроводную пасту (использовал GD900).

10. Прикручиваю радиаторы на место
И только потом припаиваю. Наоборот делать нельзя — поломаете транзисторы и печатную плату!
11. Из куска текстолита изготавливаю и устанавливаю планку, чтобы радиаторы больше не касались друг друга

12. Собираю аппарат и проверяю на стенде и затем на балласте.
Максимальный ток составил всего 136А, на дуге ток будет ещё меньше и это печально…
13. Проверяю на дуге. Троечкой варит уверенно, на четвёрке тока уже не хватает (на дуге ток около 120-125А). Обычно я сварку проверяю четвёркой — если на максимальном токе удаётся непрерывно сжечь один электрод, значит работать будет. Но тут четвёрка шла настолько медленно, что я пожалел аппарат и проверял троечкой.
В данном аппарате есть форсаж дуги, но работает он плохо. Дело в том, что порог его включения привязан к выходному напряжению, которое на холостом ходу привязано к сетевому напряжению. Вот и получается, что форсаж сильно зависит от сетевого напряжения. Лучше-бы его вообще не делали…
После тестирования, аппарат был возвращён хозяину и пока работает нормально.
Ремонт сварочного инвертора Ресанта
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН

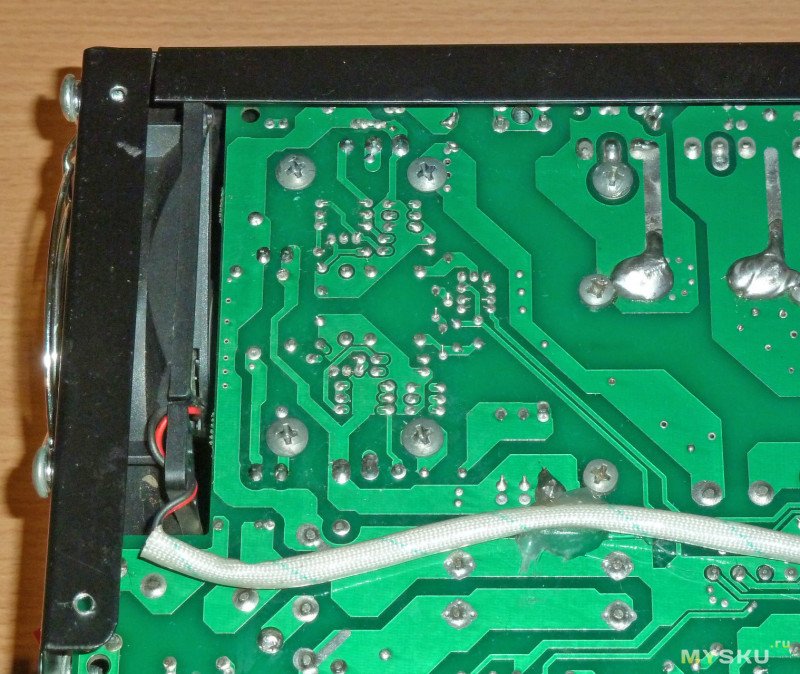
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.

Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.

три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.

Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.

Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
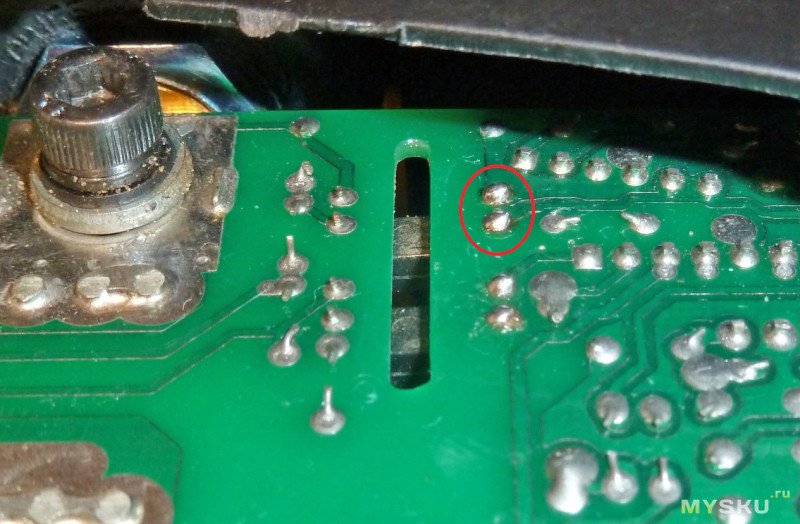
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.

Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
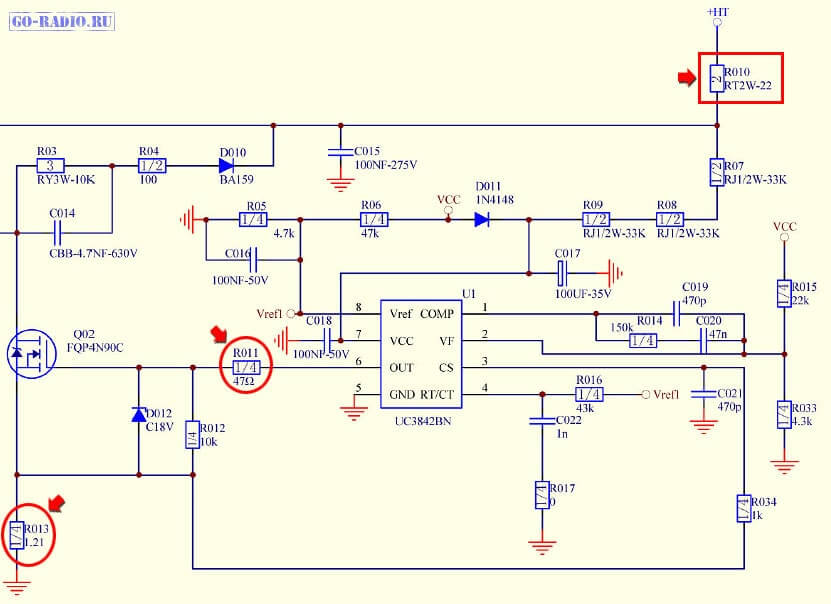
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно.
Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.

Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких "признаков жизни".
В итоге имеем кучу "мелочёвки", которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.

Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема "Ресанта САИ-250ПН".
Все о ремонте сварочных аппаратов «Ресанта»
Увы, любая техника невечна. Поломки совершенно неизбежно настигают даже продукцию признанных лидеров рынка. Потому и начинающим, и опытным сварщикам крайне важно знать все о ремонте сварочных аппаратов «Ресанта».


Признаки и причины неисправностей
Характерными отклонениями от нормы являются:
так называемое залипание электрода;
невозможность разжечь дугу или ее погасание;
нестабильность в дуговой зоне;
чрезмерный нагрев сварочного аппарата;
невозможность вообще включить устройство.


Каждое из таких нарушений может провоцироваться различными причинами. Так, с залипшим электродным инструментом сталкиваются в связи с:
использованием удлинителя малого (менее 2,5 мм) сечения;
тепловым нарушением контактов;
ослаблением контакта между кабелями.
Дуга дестабилизируется, если сварочный ток плохо отрегулировали. Но та же самая проблема может возникать из-за ошибок при отборе электродов. Нельзя исключать и низкое их качество. Если инициировать электрическое плавление вовсе не получается, стоит предполагать:
разрыв питающего кабеля;
чрезмерную температуру инверторного устройства;
повреждение основной автоматической платы.

Неоправданно сильно разогреваться сварочная техника «Ресанта» может из-за банального длительного использования без положенных перерывов.
Но в некоторых случаях проблема появляется из-за неработоспособности охлаждающего вентилятора.
Если сварочный аппарат не работает при нажатии на кнопку пуска, наиболее вероятны:
отсутствие напряжения в сети или его недостаточность;
повреждение или неработоспособность розеток;
излом жилы где-либо в питающих проводах;
срабатывание электрической и тепловой защиты;
нарушение работоспособности внутренних проводов;
некачественная работа удлинителя;
непригодность или чрезмерно большая длина удлинителя.


Основные поломки
Но надо понимать, что на этом перечень возможных нарушений не исчерпывается. Сварочные аппараты могут иметь недостаточно выверенный контакт на клеммах, который и мешает нормальной работе. Иногда действие сварочной техники нарушается из-за короткого замыкания. Особенно характерна эта проблема для цепей высокого напряжения. Иногда трудности возникают еще из-за перегрузки трансформаторной системы инвертора.

Проблемы также доставляет ослабленное крепление сердечников, неэффективное крепление механизма, движущего катушку.
Трансформаторы ломаются в несколько раз меньше, чем инверторные устройства. Однако это не означает, что они полностью защищены от проблем. В различных сварочных системах могут встречаться:
расплавление той же изоляции и самих проводов;
невозможность регулировки сварочных токов;
непроизвольное срабатывание отключающих систем.
Ремонтные работы
Чтобы произвести ремонт сварочных аппаратов «Ресанта», необходимо прежде всего внимательно обследовать схему устройства и последовательно пройтись по ней. Правда, опытные пользователи могут успешно решить проблему и без методических материалов. Обязательно придется прочищать внутренние части сварочного аппарата от пыли. Эта работа производится при любом ремонте. Опасаться обрыва проводов надо во всех точках, где они постоянно перегибаются.
Отследить это обстоятельство крайне тяжело, но если произошло короткое замыкание, то проверить такое предположение необходимо.
Чтобы реже производить капитальную починку аппаратов своими руками или с привлечением внешних специалистов, любые контакты время от времени надо подтягивать. Устранить последствия чрезмерного увлажнения недостаточно — обязательно надо избегать такой практики в дальнейшем. Если происходит пробой «массы» на корпус, требуется обследовать точки касания токоведущих элементов с корпусом. Проблемные места инверторов придется тщательно заизолировать с нуля.
Но важно понимать, что трудности со сваркой могут быть существенно сложнее описанных ситуаций. Поломки высокотехнологичных компонентов сварочного аппарата требуют внимательного и взвешенного отношения. Обязательно необходимо производить визуальный осмотр проблемных деталей. Все, что вздулось, подгорело, обычно приходится чинить или же заменять. Пробитые разрядом тока диоды меняют на исправные аналоги и затем повторяют тест.
Следующий момент — обследование транзисторов. Ключевой транзисторный блок повышает частоту тока после передачи его на импульсный трансформатор. Важно: транзисторы для замены должны быть той же модификации, что и изначальные экземпляры. Однако в критических случаях требуется находить оптимальные аналоги.
Стоит понимать, что все полупроводниковые элементы не только осматривают визуально, но и обследуют при помощи специальных тестеров; эта проверка проводится после выпаивания.
Полноценный ремонт сварочных аппаратов «Ресанта» возможен лишь при использовании мультиметров и осциллографов. Неисправность управляющих плат обозначается желтым огнем светодиода. Требуется в такой ситуации разбирать инвертор и промерять напряжения последовательно на разных разъемах. Результаты замеров сопоставляют с табличными параметрами исправного устройства. Если обнаруживается расхождение, придется выпаивать плату и измерять сопротивления на отдельных микросхемах и в их отдельных частях («ножках»).
В инверторных аппаратах «Ресанта» часто приходится ремонтировать блоки питания. Начинают работу с «прозвонки» блоков питания и транзисторов. Дополнительно проверяют, нет ли подгоревших участков и поврежденных конденсаторов. Неработоспособность трансформаторов встречается редко. В этом случае обнаружить проблему помогает «прозвонка» обмоток.
Для ремонта сварочной техники подойдет бытовой мультиметр. Режим тестирования диодных компонентов не слишком нужен. Радиомонтажные работы выполняются при помощи паяльников и компонентов для них. Если предстоит чинить те же инверторы часто либо ремонтировать другие виды техники, нужны станции для пайки. Еще надо брать кусачки, отвертки, пинцет.
Как производить ремонт сварочного аппарата "Ресанта" 190А, смотрите далее.
Читайте также: