Как соединить две трубы разного диаметра сваркой
Обновлено: 18.05.2024
Профильные трубы разного сечения можно сварить красиво и аккуратно, если немного подрезать уголки большей из них. Это совсем не сложно, просто нужно сделать правильную разметку. Рассмотрим, как это сделать.
Требуемый инструмент:
- Линейка;
- маркер;
- болгарка;
- молоток;
- сварочный аппарат.
Процесс сварки квадратных труб разного размера
Сначала измеряем сечение труб. В данном случае необходимо срастить трубы 30х30 мм и 40х40 мм. На большей необходимо отступить от края 40 мм (расстояние равное ее ширине), и начертить поперечные линии по окружности.
Затем на краю трубы с каждой стороны нужно нанести метки, расстояние между которыми равно ширине меньшей трубы, то есть составляет 30 мм. При этом они должны быть отдалены от углов на одинаковом расстоянии. Соответственно, метки ставятся с отступом по 5 мм от углов.
Далее на каждой стороне трубы чертим линию от меток до краев поперечных линий. Затем режем болгаркой по укосинам, тем самым удаляем клинышки.
После этого подбиваем лепестки на краю трубы молотком, чтобы они сошлись.
В итоге большая трубы будет в сечении 30 мм.
Остается только заварить швы, и приварить к ней тонкую трубу.
Теперь если все зачистить, то получим идеальное примыкание.
Смотрите видео
Похожие мастер-классы






Особо интересное
«Сделай сам – своими руками» - сайт интересных самоделок, сделанных из подручных материалов и предметов в домашних условиях. Пошаговые мастер-классы с фото и описанием, технологии, лайфхаки - все, что нужно для рукоделия настоящему мастеру или просто умельцу. Поделки любой сложности, большой выбор направлений и идей для творчества.
Как ровно сварить трубы с разным диаметром
При необходимости надежно и герметично сварить трубы разного диаметра можно воспользоваться старым проверенным способом с сужением торца большей из них. Полученное в результате соединение будет не только надежным, но и красивым.

Что потребуется:
Процесс сварки труб


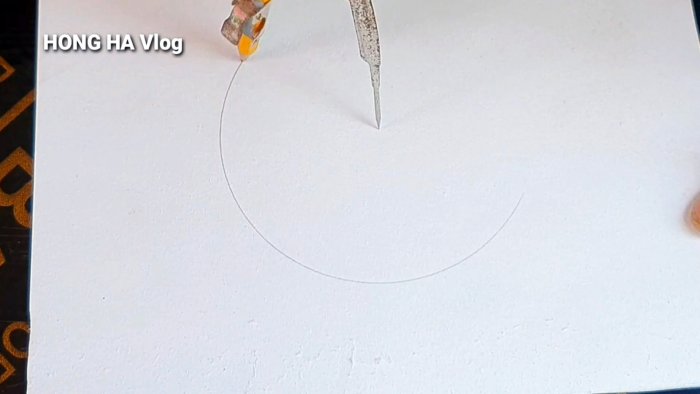
После этого необходимо разделить окружность большей из них на 8 равных частей. Это удобно сделать, расчертив на бумаге круг такого де диаметра, и перенести разметку из него на трубу.
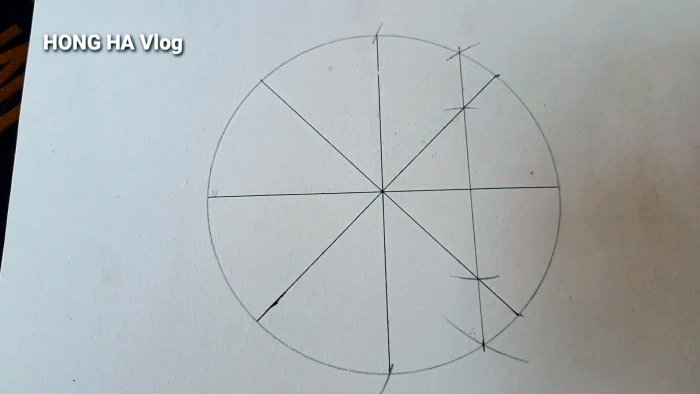

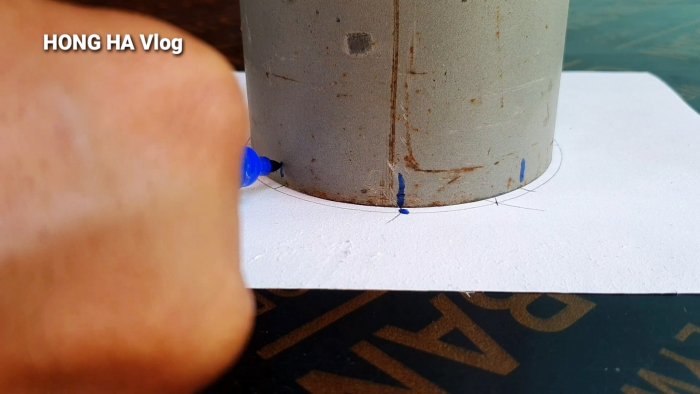
Далее необходимо расчертить клинья, вырезав которые можно сузить край до диаметра меньшей трубы. Для этого нужно сделать расчет по формуле (d1-d2)/8.
Полученное значение делится пополам. От каждой продольной полосы нужно отступить влево и вправо на полученное расстояние и поставить метки.
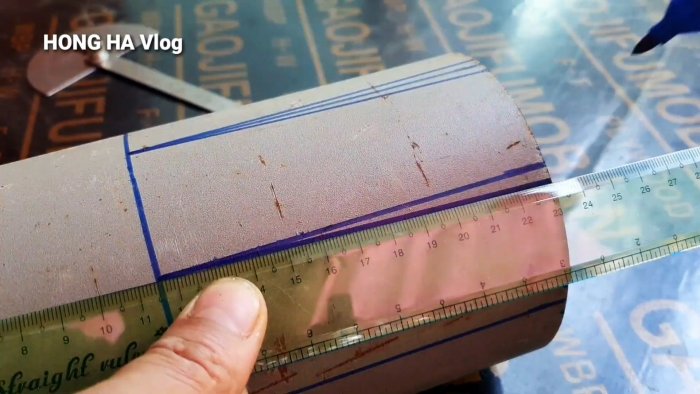
Теперь обмотав края урезанной трубы растянутой резиновой лентой, можно ее равномерно ужать до требуемого диаметра.




Как сваривать трубы разного диаметра и толщины
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В современном строительстве используются разные материалы для трубопроводов.
Заготовки ПВХ, ПНД постепенно вытесняют металл. Всевозможные виды соединений, а также использование в работе компрессионной фурнитуры делает монтаж более качественным и надежным.
Из металла

При проводке стального внутреннего водопровода используются трубы малого диаметра с тонкой стенкой. Сварка тонкостенных труб из стали производится с помощь газовой горелки или электрической дуги.
При врезке внутренней гребенки квартиры в стояк используется Т-образное соединение. В трубе большего сечения делают отверстие, а тонкие стенки второй трубы немного стачивают болгаркой для лучшей стыковки.
Разделка кромок при этом варианте не делается. Перед началом сварки детали очищают от ржавчины и грязи, стыкуют. Здесь важно следить за правильным расположением стыков. Они должны быть перпендикулярны или находится под определенным углом.
При работе в заготовительных цехах, как правило, используют сварку полуавтоматом. На строительных площадках, предпочтение отдается газосварке.
После правильной стыковки, требуется выполнить прихватки для фиксации соединения. Прихваток на малом сечении достаточно 2, с ростом диаметра, количество хваток увеличивается.
При неповоротном стыке вначале производят сварку потолка, затем делают вертикальный шов и варят в нижнем положении. При таком виде работ необходимо привлечение квалифицированного специалиста.
Трубы разного диаметра могут соединяться через металлические переходники или вставляться одна в другую.
Если металлические трубы разного диаметра вставляют одна в другую, т о можно сделать надрезы в большей трубе, подогнуть края, и далее произвести сварку.
Фитинги принято использовать при резьбовых соединениях стальных заготовок. Сварка регистров, приварка бочонков к трубопроводу при переносе газового оборудования – это неполный перечень, где может понадобиться выполнить сварку трубопроводов разного сечения.
Из полипропилена

В современном строительстве и сантехнике принято использовать разнообразные виды пластиковых труб.
Трубы разного диаметра из этих материалов соединяют с помощью компрессионных фитингов или с помощью «холодной» сварки. Но и без термической сварки в этих операциях не обойтись.
Трубопроводы из полипропилена в основном применяются при прокладке внутридомовых сантехнических сетей. Перед началом сварки требуется подготовить инструменты и материалы к работе. Выбор инструментов зависит от применяемой технологии. Это может быть:
- раструбная полифузная сварка;
- применение переходников или муфт с расположенными в них нагревательными элементами.
При полифузном способе операции выполняются по такому алгоритму. По разметке нарезают трубные заготовки. При этом следует обязательно снять слой заусеницы после реза.
Края заготовок очищают от смазки и грязи. В зависимости от вида пластиковых труб подготовка к монтажу ведется разными способами.
При армировании деталей алюминиевыми трубками их отрезают с помощью специального торцевателя. При близком расположении слоя армирования к краю трубы, этот слой необходимо удалить полностью.
На концах деталей делают отметки (на расстоянии не менее 15 мм). Эта величина зависит от длины раструба фитинга.
Поверхности обезжиривают растворителем и надевают на разогретые насадки. При этом следует учитывать время разогрева деталей, которое маркируется на поверхности трубных изделий.
Разогретые детали снимают и надежно соединяют. После стыковки их нельзя перекручивать. Спустя минуту, стык зафиксируется, но заполнять водой и испытывать трубопровод можно только спустя час.
Трубопроводы из труб до 40 мм стыкуются ручным способом, для больших диаметров применяют монтажные механические приспособления. Они создают достаточное усилие и обеспечивают соосное расположение отрезков разного диаметра.
Из полиэтилена

Сварка полиэтиленовых труб большого диаметра требует выполнения несколько иных работ. Трубы большого сечения сваривают с помощью стыкового метода.
Для этого потребуется использовать сварочную машину, надежный труборез, растворитель и тряпки. Машина для сварки – это многофункциональный агрегат, в состав которого входит центрирующий детали механизм, торцеватель, нагреватель, гидравлическая станция, обеспечивающая достаточное усилие при соединении разогретых деталей встык.
Оборудование работает от электричества. В случае отсутствия поблизости питающих сетей следует подготовить дизельный или бензиновый генератор.
Сваривать трубы ПНД необходимо в следующем порядке:
- делается трубная заготовка по эскизу или проекту;
- происходит фиксация свариваемых деталей с помощью центратора машины;
- концы заготовки обрабатывают от грязи и масла;
- торцевателем производится обрезка кромок под сварку и очистка деталей от стружки;
- между торцами труб помещается разогретая плита, торцы сильно прижимают к ее поверхности;
- когда концы нагреются до плавления, плиту убирают, а заготовки соединяют между собой встык;
- С помощью гидравлики выдерживается определенное усилие до остывания стыка.
Таким же образом можно соединять трубы ПНД разного диаметров. На качество соединения влияет выбранная температура нагрева, усилие, необходимое для соединения разогретых деталей и время выполнения всех циклов сварки.
В случае толстой стенки
Сварка толстостенных труб потребует увеличения всех параметров. Температура должна находиться в пределах 2000 – 2300, усилие контролируется с помощью манометра.
Но лучшим способом контроля состояния валиков шва является визуальный контроль. Если валики тонкие, значит при нагреве была недостаточно высокая температура. Это ненадежное соединение и его следует переварить.
Для соединения отрезков с разным диаметром используются переходники из таких же материалов, как сама труба. Сварка деталей разного диаметра через переходник выполняется абсолютно одинаково, как и соединение одинакового диаметра.
Наиболее часто для сварки пластиковых деталей используется электромуфтовый метод. Особенно часто его применяют при сварке ПНД заготовок небольшого диаметра.
Трубы помещаются в специальные фитинги с расположенными в них нагревательными элементами. Материал муфты, расплавляясь, надежно сваривает заготовки разного диаметра.
При выполнении работ необходимо жестко фиксировать заготовки. Нагрев ведется в автоматическом режиме, после окончания сварки останется только отсоединить контакты.
В заключение надо напомнить, что каким бы образом не проводилась сварка труб разного диаметра, следует обязательно выполнять правила пожарной и электробезопасности.
Как соединяют трубы без применения сварки и резьбы
Монтаж трубопроводов водопроводных и отопительных сетей, как правило, осуществляется посредством сварки, реже – с помощью резьбовых соединений. При выполнении ремонтных работ обычно применяются те же технологии.
Нередко возникают ситуации, когда применение сварки или резьбового соединения по какой-либо причине затруднительно. Например, в квартире необходимо отремонтировать трубную разводку отопления или водоснабжения, которая проходит вплотную к стене или к другой трубе.
Выполнить круговую сварку стыка такой трубы или нарезать на ней резьбу невозможно. В этом случае остро встаёт задача, как произвести соединение труб без сварки и резьбы. И решение этой задачи имеется.
Монтажные детали
Соединение без сварки и резьбы возможно благодаря специальным деталям – фитингам. Фитинг (от английского «монтировать») – это элемент, применяемый в следующих случаях:
- при необходимости выполнить без сварки соединение двух труб, в том числе разного диаметра;
- для осуществления поворота трассы трубопровода на некоторый угол;
- для монтажа разветвления трубопровода.
Монтажные детали, предназначенные для выполнения различных функций, имеют свои названия. Для соединения трубопроводов одного диаметра применяются муфты, трубы разных диаметров соединяют переходниками.
Для поворота трассы трубопровода служат отводы, имеющие необходимый угол. Двойное ответвление в перпендикулярном направлении выполняется при помощи тройника, а ещё имеются крестовины, штуцеры, заглушки, коллекторы.
Фитинги бывают резьбовые и обжимные. Поскольку речь идёт о трубных соединениях без сварки и нарезания резьбы, предметом рассмотрения будут служить сравнительно недавно появившиеся обжимные фитинги, иначе называемые компрессионными.
Обжимные фитинги для трубных систем

Технология применения обжимных деталей, позволяющая соединять металлические трубы без сварки и резьбы, появилась сравнительно недавно.
Пионером в области производства арматуры для трубных соединений без резьбы и сварки методом обжима стала фирма Gebo Armaturen GmbH, получившая первый патент на эту технологию ещё в 1937 году.
Сегодня название компании стало нарицательным, арматуру для обжимного соединения труб называют «муфта Гебо».
При производстве соединительных фитингов, Gebo Armaturen использует ковкий чугун. В ассортименте изделий фирмы – арматура для различных видов соединений и ответвлений.
Фитинги Gebo предназначены для работы с трубопроводами, изготовленными из разных материалов. С их помощью можно соединить пластиковые трубы, трубные изделия из стали, меди, алюминия. При этом нет необходимости использовать сварку или нарезать резьбу.
Ремонтно-монтажная обойма

Универсальное изделие, с помощью которого можно выполнить ремонт трубных металлических изделий без сварки, а также труб из полиэтилена – это ремонтно-монтажная обойма.
Она представляет собой две литые обоймы в форме полу-втулок, имеющие четыре ушка для болтового крепления. В комплект входит резиновое уплотнение в форме разрезанного по длине шланга и четыре болта.
По сути, представляет собой хомут, которым часто пользуются сантехники, только сделанный очень добротно. Выпускается для труб разного диаметра, давая возможность ремонтировать их без сварки и нанесения резьбы.
Изделие применяется для ремонта повреждённых трубопроводов различного назначения. При возникновении в трубе сквозного отверстия, на повреждённый участок надевается разрезной уплотнитель, ориентированный разрезом в сторону, противоположную повреждению.
Поверх уплотнителя устанавливаются обоймы, и производится затяжка болтов. Для такого ремонта не требуется сварка, а иногда его можно выполнить под давлением, не перекрывая трубопровод.
Ремонтно-монтажная обойма с отводом
Это изделие отличается от предыдущего наличием на одной из чугунных обойм отвода с внутренней резьбой.

Уплотнитель в данном фитинге также имеет форму разрезанного шланга, но на противоположной разрезу стороне выполнено отверстие, которое при монтаже следует совместить с отводом.
Эта арматура помогает легко сделать отвод от трубопровода, достаточно просверлить в его стенке отверстие. Может использоваться при монтаже поливочной разводки. В резьбовые отводы можно непосредственно вкручивать краны или распылители воды.
Обжимные соединения с двухсторонним зажимом

Универсальное изделие, с помощью которого можно произвести соединение стальных труб, а также труб пвх. Именно эту арматуру чаще всего называют муфтой Гебо. С её помощью можно соединить встык две трубы.
Для выполнения соединения, трубы должны быть ровно отрезаны и зачищены от грязи и ржавчины, торцы труб должны быть хорошо обработаны. На конец трубы одевается зажимная гайка, затем зажимная шайба, представляющая собой цангу – коническую втулку с разрезом на одной стороне.
Внутренняя сторона втулки покрыта круговыми насечками. В посадочное место муфты, предназначенное для упора торца трубы, вставляется уплотнительная прокладка. После этого затягивается зажимная гайка.
Перемещаясь по резьбе, отверстие в гайке прижимает коническую часть разрезной втулки к трубе. При этом, внутренние насечки втулки врезаются в поверхность трубы, плотно фиксируя её и прижимая к торцевой прокладке. Таким способом обеспечивается необходимая герметичность и механическая прочность соединения.
Аналогичная процедура проделывается со второй стороны муфты, куда вставляется конец второй трубы.
Соединения с односторонним и двусторонним зажимом и резьбой
Фитинг с односторонним зажимом представляет собой как бы половину описанной выше муфты. С одной стороны осуществляется присоединение трубопровода, другая сторона является отводом с внутренней или наружной резьбой.
Куда может быть вкручен кран или отвод. Является, по сути, тройником. Соединение с двусторонним зажимом может быть использовано для быстрого монтажа перпендикулярного отвода трубопровода без применения сварки.
Для монтажа и ремонта труб отопления и горячего водоснабжения фирмой выпускается полный набор арматуры, снабжённой эластичными прокладками, способными работать при температуре +95°С.
Все эти фитинги, как и описанные выше, являются универсальными и с их помощью может производиться соединение полипропиленовых труб.
В ассортименте арматуры Gebo представлены соединительные устройства для магистральных трубопроводов большого диаметра, предназначенных для подземной укладки. Соединение труб в таких трубопроводах также можно осуществлять без сварки и резьбы.
Применение фланцев

Фланцевое соединение применяется в тех случаях, когда его с некоторой периодичностью необходимо разбирать. Для выполнения такого соединения, на торцах труб должны быть установлены фланцы – круглые пластины с отверстиями под болты.
Крепить фланцы необходимо сваркой. Для последующей сборки и разборки соединения понадобятся только гаечные ключи для затяжки болтовой резьбы.
При монтаже фланцевого сопряжения, между ними помещается эластичная прокладка, после чего фланцы прижимаются друг к другу и зажимаются болтовой резьбой.
В системах водоснабжения и отопления фланцевые крепления часто имеют приборы учёта и циркуляционные насосы, которые каждый сезон необходимо снимать для профилактики, ремонта и поверки. Фланцы могут применяться при монтаже летних водопроводов, которые каждую осень подлежат демонтажу.
Крепление профтруб
Профильные трубы, использующиеся для изготовления несущих конструкций, чаще всего соединяются сваркой. В том случае, если такая трубная конструкция должна быть разборной, необходимо производить соединение профильных труб без сварки. С этой целью применяются различные крепёжные элементы и хомуты.

Широкое распространение получили так называемые краб-системы, которые представляют собой штампованные из листового металла фигурные скобы.
Краб-системы позволяют осуществлять различные варианты стыковок двух, трёх и четырёх профильных труб в разных плоскостях.
Углы, образованные соединяемыми такой системой трубами, всегда составляют 90°. С помощью краб-систем удобно собирать временные конструкции из профильных трубных элементов, например, строительные леса. Затяжка системы производится резьбой болтовых соединений.
Способы сварки труб под углом

Сварка труб под углом позволяет сэкономить не только на отводах (угловых сопряжениях), но и на тройниках (тавровых сопряжениях) или крестовинах. Поэтому подобной техникой должен владеть каждый опытный мастер сантехник . И в данной статье мы разберем типовые способы «угловой» стыковки круглых и профильных труб, реализуемые с помощью сварки или пайки.

В большинстве случаев на сварку монтируют стальные трубы . Причем, подобный способ соединения участков трубопровода практикуется и в случае производства арматуры из конструкционных сталей, и в случае изготовления труб из высоколегированных сплавов. Для разных металлов нужны разные техники сварки и разные электроды .
Кроме того, с помощью сварки или пайки можно стыковать еще медные или алюминиевые трубы. Правда, в данном случае нужен особый аргонодуговой аппарат, генерирующий электрическую дугу в среде инертного газа (аргона). А вот в качестве электрода можно использовать обычную медную или алюминиевую проволоку.

Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
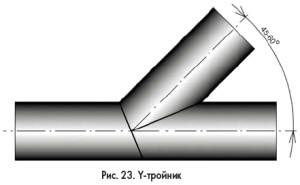
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.
Сварка квадратных труб под углом производится по тем же правилам. А вот секторная сборка отвода (колена) выполняется немного по-другому.
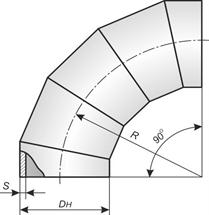
- Без скоса (раздела) кромок, когда стыкуемые сектора соединяют встык или с помощью втулки (съемной подкладки), вводимой с внутренней стороны. При этом накладывается односторонний шов.
- С односторонним скосом кромки, предполагающим точную обработку торца только одного сектора. Причем подобный стык можно обустроить и с помощью съемной прокладки и без нее.
- Со скосом кромок, предполагающим относительную точность формы торцов трубы. В данном случае можно использовать две разновидности подкладки – цилиндрическую и кольцеобразную. Причем образующая скос фаска может нарезаться, как с внутренней, так и с наружной стороны кромок. То есть, односторонний шов будет накладываться как с внутренней, так и с внешней стороны трубы, образуя сварные соединения под острым и тупым углом.
- Со скосом кромок по наружной стороне и расточкой (развальцовкой) внутренней поверхности торца стыка. Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.
Разумеется, подобное разнообразие предполагает использование различных техник и способов сварки: от классического электродугового варианта, до газовой пайки.

Электродуговая, аргонодуговая или газовая сварка без скоса кромок начинается с подгонки торцов. Максимальная величина зазора между трубами, в данном случае – 1,5 миллиметра, а минимальная – 0,5 миллиметра. Причем, подобная техника используется лишь на трубах с толщиной стенки от 1 до 6 миллиметров. Сам процесс начинается с прихватывания углового сопряжения точечными швами, с последующей правкой положения труб и кольцевой сваркой стыка снаружи.
Угловое сопряжение с односторонним торцом предполагает образование фаски под углом 50 градусов. А двусторонний раздел предполагает образование двух фасок, под углом 30 градусов. Зазор между кромками в первом случае 1-2 миллиметра, а во втором случае 2-5 миллиметров. То есть, о точности торцов можно практически не заботиться. Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
Угловое сопряжение со скосом кромок и разделом предполагает стыковку труб с толщиной стенок от 6 до 60 миллиметров. При этом ширина раздела колеблется в пределах от 18 до 48 миллиметров. Разумеется, такие габариты предполагают особую технику заполнения сварочной ванны.
Читайте также: