Как соединить нержавейку без сварки в домашних условиях
Обновлено: 08.05.2024
Медь способна проводить тепло в шесть раз больше по сравнению с обычным железом. Из-за этого сварку необходимо производить с увеличенной тепловой энергией, а в некоторых случаях возможен даже предварительный подогрев основного металла.
В обычных условиях медь инертна, но в процессе нагревания она вступает в реакцию с кислородом, водородом, фосфором и серой. Кислород способен окислять медь при высокой температуре, а выше 900 о С скорость окисления значительно увеличивается. Это происходит из-за того, что в первоначальном составе меди содержится кислород в связанном состоянии. Закись меди образует эвтектику с меньшей температурой плавления (1065 о С). Температура плавления меди 1085 о С. Поэтому кислород, что содержится в ней, ухудшает ее положительные показатели.
Сложности сварки меди с нержавейкой
Наличие водорода и его выход в атмосферу имеет влияние на конечный результат сварки с нержавеющей сталью. Он может вызвать пористость меди и в дальнейшем образовать трещину в сварочном шве. Растворимость водорода зависит от температуры и парциального давления в атмосфере защитных газов. В процессе кристаллизации водород в меди растворяется в два раза быстрее, чем в другом железе.
В процессе сварки есть вероятность появления пористости в околошовной области из-за накапливания там водорода. Поэтому к свариваемому металлу предъявляют жесткие требования по содержанию в нем водорода. Электрошлаковый переплав и вакуумное плавление позволяют понизить содержание водорода в меди.
Сера в меди присутствует до 0,1%, растворяется в жидком виде, но нерастворима в твердой меди. На качество сваривания не имеет существенного влияния.
Из-за перечисленных выше свойств существуют определенные сложности сварки меди с нержавеющей сталью:
- Разный химический состав. Водород и кислород, присутствующие в меди, может существенно снизить качество сварочного шва.
- Разные коэффициенты теплопроводности (у нержавеющей стали он намного ниже).
- Разный температурный режим плавления: нержавейка плавится при 1800 о С, а медь при 1085 о С, активно вступая в реакцию с атмосферными газами.
- Коэффициент растворения меди в нержавейке имеет максимум 0,4%.
- В процессе формирования сварочного шва между сталью и медью формируется резкая граница из-за перенасыщения вкраплений из стали.
- Есть вероятность образования в стали слоя с микротрещинами, которые будут заполнены медью. Для избежания этого необходимо сварочную дугу немного перемещать на медную деталь: таким образом в область шва подается расплав меди.
Надежный и прочный сварной шов можно получить с помощью ручной аргонодуговой сварки. Наплавляя медный металл на нержавейку с использованием флюсов в сфере защитных газов, полученное соединение будет устойчиво к длительным статическим нагрузкам (не теряя своей пластичности). Перед началом сварки необходимо обработать кромки шва 10% раствором каустической соды.
Проще выполнить сваривание нержавейки с чистой медью, чем с дополнительными включениями. Встречается такой состав без примесей реже, поэтому выбор свариваемого способа и основная технология процесса сварки такая же, как и для других цветных металлов.
Основные способы сваривания меди с нержавейкой
Нержавейка и медь достаточно различны по своим составам, самый распространенный способ их сваривания – аргонодуговой. Также возможно применение электродуговой, совсем редко – ультразвуковой сварки.
Ручная аргонодуговая сварка
Данный тип сварки выполняется с повышенной силой сварочного тока, это вызвано высокой способностью меди к теплопроводности. В некоторых случаях допустимо применение стальной подкладки. Суть ручной аргонодуговой сварки – в образовании сварочного шва с помощью расплавления присадочного материала.
Использование газа аргона защищает сварочную ванну от негативного воздействия химических элементов атмосферы, таким образом убирается вероятность появления дефектов и брака в сварочном шве.
Для выполнения сварочных работ берутся неплавящиеся вольфрамовые электроды. Если вместо аргона используется другой газ (азот), то в этом случае необходимо применять графитовые электроды. Аргон на 38% тяжелее кислорода, что позволяет успешно вытеснять его из области сварки.
Аргонодуговая технология позволяет добиться содержания железа в сварочном шве до 10%. А если применить холодную сварку, то его содержание будет более 10%. Чтобы увеличить итоговую прочность шва, его дополнительно легируют с помощью цинка.
- инвертор или другой источник питания, подходящий для аргонодуговой сварки;
- вольфрамовые электроды;
- аргон;
- редуктор;
- присадочный материал;
- защитные элементы (сварочная маска, перчатки и т. д.).
Электродуговая технология сваривания
Этот универсальный способ сваривания можно применять и для сварки меди с нержавеющей сталью. Электродуговую сварку необходимо выполнять с помощью источника большого тока с невысоким напряжением. Технология электродугового метода одновременно позволяет произвести плавку металла электрода (или присадочного материала) и соединяемого металла, вследствие этого формируется сварочная ванна.
Между электродом и металлом возникает дуговой разряд. Расплавление происходит за счет локального распределения тепловой энергии дуги, образовывая сварочную ванну и защитный шлак.
- источник питания;
- плавящиеся или неплавящиеся электроды;
- молоток, зубило;
- металлическая щетка;
- присадочный материал;
- защитная одежда (маска, перчатки).
Ультразвуковая сварка
Данный вид сварки используется только в промышленных сферах. Сущность данного способа в преобразовании электрических колебаний в механические. Чаще используют для сваривания пластмассы, но возможно использование и для цветных металлов.
- источник питания;
- кронштейн для крепления;
- система преобразования колебаний;
- привод для увеличения силы давления.
Сварка нержавейки в домашних условиях: варианты, советы, видео
Выполняя такую технологическую операцию, как сварка нержавейки, важно учитывать как физические свойства материала, так и его химический состав. Только в таком случае можно рассчитывать на то, что соединение будет выполнено качественно и надежно.

Аргонная сварка нержавеющей стали
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона).
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа. Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду. Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.

Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющих сталей, характеризующихся повышенным содержанием хрома, может выполняться с использованием нескольких технологий. Сюда, в частности, относятся следующие виды сварки:
- аргонодуговую (с использованием вольфрамового электрода и режимов AC/DC TIG);
- выполняемую в режиме MMA покрытыми электродами;
- полуавтоматическая электродуговая сварка в среде аргона, проводимая в режиме MIG и с использованием проволоки из нержавеющей стали;
- так называемая холодная сварка для нержавеющей стали, выполняемая под большим давлением (название данной технологии обусловлено тем, что она не предусматривает плавления металла в процессе его соединения);
- шовную технологию и контактную точечную сварку.
Технология сварки деталей из нержавеющей стали предусматривает тщательное обезжиривание их поверхностей при помощи ацетона или авиационного бензина. Делается это для того, чтобы уменьшить пористость выполняемого шва, сделать сварочную дугу более устойчивой, тщательно зачистить кромки соединяемых деталей. Только после тщательной зачистки можно приступать к выполнению операции выбранным способом. Есть несколько основных способов сваривания деталей из нержавеющих сталей, а также технологии, которые применяются достаточно редко. В любом случае принимать решение о том, как варить нержавейку, следует исходя из конкретных условий и требований, предъявляемых к формируемому соединению.
Сварка покрытыми электродами (ММА)
Сварка деталей из нержавейки по технологии ММА, предусматривающая использование покрытых электродов, является самой распространенной технологией. Этот способ достаточно прост, его можно применять и дома, но он не позволяет получать шов самого высокого качества.
Что удобно, такую сварку нержавейки можно выполнять даже в домашних условиях, но для этого вам понадобится специальный сварочный аппарат, который называется инвертор. Чтобы сварка нержавейки инвертором позволила получить соединение, обладающее высокой надежностью, необходимо правильно подобрать электрод для определенной марки нержавейки. Все электроды, с помощью которых проводится сварка изделий из нержавеющих сталей, делятся на два основных типа:
- с рутиловым покрытием на основе двуокиси титана (сварка такими электродами, обеспечивающими небольшое разбрызгивание металла и стабильную дугу, выполняется на постоянном токе и обратной полярности);
- с покрытием на основе карбоната магния и кальция (такими электродами нержавейка сваривается на постоянном токе обратной полярности).
Чтобы понять, какими электродами варить нержавейку, достаточно заглянуть в ГОСТ 10052-75, в котором представлены все типы таких расходных материалов, а также оговаривается, какой из них следует использовать для работы с металлом конкретного химического состава. Для того чтобы выбрать электроды по нержавейке, соответствующие требованиям данного ГОСТа, достаточно знать марку металла, детали из которого необходимо соединить.
Со всеми требованиями к электродам для сварки нержавейки можно ознакомиться, бесплатно скачав ГОСТ 10052-75 в формате pdf по ссылке ниже.
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
Для выполнения ручной сварки нержавейки в среде аргона применяются электроды из вольфрама. Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной. Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.

Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностью
У данной технологии есть определенные особенности.
- Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
- Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
- Режимы подбираются в зависимости от толщины соединяемых деталей. К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
- Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
- В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.
При использовании данной технологии можно сократить расход вольфрамового электрода. Для этого нужно некоторое время (10–15 секунд) не отключать подачу аргона после окончания сварочного процесса. Подобная процедура способствует защите раскаленного вольфрамового электрода от активного окисления.
У полуавтоматической сварки нержавейки в среде аргона, по сути, мало отличий от обычного ручного способа. Основное ее отличие заключается в том, что подача проволоки в зону сварки осуществляется при помощи специального оборудования. Благодаря механизации процесс протекает значительно точнее и с большей скоростью.
Благодаря использованию полуавтоматического оборудования могут быть реализованы следующие техники сварки деталей из нержавеющей стали:
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.

Аргонодуговая сварка нержавеющей стали
Другие технологии сварки нержавеющей стали
Существует еще несколько способов сварки нержавейки, которые лучше демонстрируют себя в определенных ситуациях, то есть не отличаются универсальностью. Сюда относятся следующие способы, предполагающие использование специального оборудования.
Сварка нержавеющей стали с использованием лазерного луча
Такой способ сварки, который даже на видео выглядит очень впечатляюще, обладает целым рядом весомых преимуществ: металл в зоне сварки не теряет свою прочность из-за чрезмерного температурного воздействия, быстро остывает, на нем не появляются трещины, а в его структуре формируются зерна минимального размера. Оборудование для лазерной сварки и сама технология находят широкое применение в различных отраслях промышленности (автомобиле- и тракторостроение, монтаж коммуникаций из труб и др.).
Холодная сварка под большим давлением
Данная технология не предусматривает плавления материала в зоне сварки, а металлические детали соединяются на уровне их кристаллических решеток. В зависимости от получаемого соединения и конфигурации деталей давление может оказываться на одну или сразу на обе металлические заготовки. Очень интересно посмотреть на видео такого процесса: две детали, находясь в холодном состоянии, как будто вдавливаются друг в друга.
Контактная сварка изделий из нержавейки
Такая сварка может выполняться по точечной или роликовой технологии. В результате могут быть соединены тонкие листы нержавейки с толщиной не более 2 мм. При этом используется то же самое оборудование, что и для других металлов.
На видео ниже подробно объясняются и наглядно демонстрируются нюансы подачи присадочного прутка при сварке нержавейки неплавким электродом в среде аргона и прочие нюансы работы.
Как и чем паять нержавейку в домашних условиях: советы, видео, фото
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.

Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.

Для отжига используйте газовую горелку
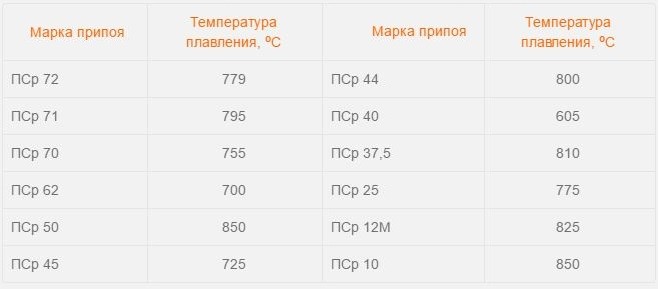
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.

Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.

Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.

Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.

При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Использование холодной сварки для соединения различных изделий и деталей из нержавеющей стали
Нержавеющая сталь – это особый вид металла, который практически не подвержен коррозионным поражениям за счет добавления различных химических элементов. Однако прочности данные присадки этому металлу не добавляют, в результате чего нередкими являются случаи поломки изделий из нержавеющей стали. Соединять их возможно различными способами, одним из которых является холодная сварка.
Случаи использования холодной сварки
Холодная сварка – это особый состав, предназначенный для соединения деталей или частей изделия, например, в случае поломки. По своей сути, это клей, который позволяет достаточно надежно соединить части изделия или некоторые детали. Использовать холодную сварку можно для различных видов материалов, например, для металлов, керамики, дерева.
При сравнении с настоящей сваркой можно отметить, что данный вариант менее прочный, но при сравнении с другими клеящими составами он обладает большей прочностью, в том числе по причине наличия металлических элементов в самом составе.
Чаще всего использование холодной сварки для нержавеющей стали характерно для следующих случаев:
- выполнение экстренного ремонта деталей, когда необходимо осуществить прочное соединение для временной эксплуатации такого соединения;
- скрепление небольших деталей для постоянной эксплуатации изделия, в том числе если речь идет о необходимости длительной эксплуатации при условии небольших постоянных нагрузок;
- соединение деталей изделий в таких условиях, когда нет возможности использовать классическую сварку, как способ для соединения.
Однако в случае использования холодной сварки следует помнить о том, что данный способ не является постоянным и при возникновении возможности воспользоваться стандартной сваркой необходимо переделать выполненное соединение, так как холодная сварка – это, прежде всего, временная мера, используемая чаще всего при ремонте деталей.
Правила выбора
Для того чтобы холодная сварка, используемая для соединений деталей из нержавеющей стали, максимальным образом выполнила отводимую ей роль, необходимо учесть следующие правила, характерные для этого клеящего состава:
- наличие электропроводности клея и, соответственно, созданного с его помощью соединения. Изучить данный фактор необходимо для того, чтобы приобрести тот вариант холодной сварки, который подойдет наибольшим образом. Критерий электропроводности необходимо изучить в том случае, если планируется работать с данным составом на изделиях, которые предназначены для пропуска через себя электрического тока. В том случае, если необходимо получить соединение, обладающее электропроводностью, в составе данного вида клея должен присутствовать металлический наполнитель, так как он придает такое свойство созданному соединению;
- температурный режим эксплуатации изделия. Далеко не все виды клея, именуемого холодной сваркой, могут работать при высоких или низких температурах, поэтому в случае, если изделие планируется использовать в условиях высоких или низких температур, клеящий состав должен соответствовать данным требованиям, так как, в противном случае, полученное соединение потеряет свою прочность;
- срок начала эксплуатации изделия после создания соединения. Данный параметр влияет на определение скорости застывания состава на соединении. Чем выше скорость застывания, тем быстрее можно использовать изделие. Однако совсем высокие параметры данного критерия выбирать не следует, так как работать с таким составом на протяжении длительного времени не получится;
- объем клеящего состава. Данный критерий будет играть роль в том случае, если планируется осуществить большое соединение или несколько мелких ремонтов, в результате чего может потребоваться большое количество клеящего состава. В то же время следует также помнить о том, что в случае с двухкомпонентным клеем сам состав начинает работать только после того, как компоненты будут перемешаны между собой: в этом случае можно не переживать по поводу того, что клей придет в негодность. Для однокомпонентных составов, хотя они встречаются значительно реже, необходимо следить за соблюдением срока годности, так как при его истечении состав не только потеряет свои клеящие свойства, но также может стать токсичным и оказывать негативное влияние на организм того человека, который с ним работает.
Технологии использования холодной сварки
Соединение деталей из нержавейки с использованием холодной сварки происходит в два этапа: подготовительный и основной. При необходимости может возникнуть также и завершающий этап, если нужна финишная обработка готового изделия. При этом независимо от того, о каком именно этапе идет речь, при работе с данным видом клеящего состава необходимо тщательным образом обеспечить безопасность работающего с этим составом. Это касается, главным образом, рук, которые следует защитить перчатками, так как непосредственный контакт с клеем до его полного высыхания запрещен.
Подготовительный этап
Подготовительный этап состоит из двух шагов:
- первым шагом становится собственно подготовка деталей изделия, которые предстоит соединить с помощью клея. Сначала необходимо убедиться в отсутствии металлических зазубрин, ржавчины и иных механических примесей, которые могут негативным образом сказаться на прочности шва. В случае присутствия таких вкраплений их необходимо зачистить до металлического блеска. Следующим действием станет обезжиривание поверхностей с целью исключить контакт клеящего состава с посторонними примесями, так как сам состав должен контактировать непосредственно с металлической поверхностью;
- вторым шагом будет являться подготовка самого клея. В однокомпонентных составах это приведение клеящей массы в пластичное состояние, а в двухкомпонентных – соединение таких составов с целью получить клеящую массу. Соединять двухкомпонентные составы необходимо в равных количествах для того, чтобы получить максимально качественный состав, который затем создаст прочное соединение.
Основной этап
Основной этап состоит из трех шагов:
- первым шагом становится нанесение состава на края деталей или трещин либо на отверстие. Предельная толщина слоя не может превышать пяти миллиметров, так как, в противном случае, увеличивается срок высыхания и застывания холодной сварки, что негативным образом сказывается на итоговом результате. В том случае, если толщина слоя должна быть больше, потребуется повторить процесс после того, как первый слой полностью высохнет;
- следующим шагом является изоляция выполненного соединения от влияния окружающей среды. Выполнить такую изоляцию возможно посредством использования хомута, который надевается на место соединения. Снимать его нельзя до тех пор, пока не просохнет минимум девяносто процентов состава (определяется по времени, прошедшем с момента нанесения состава);
- завершающий шаг – прогрев соединения. Это необходимо для того, чтобы убедиться в качестве выполнения соединения и исключить возможности возникновения брака в виде трещин или деформаций самого соединения или всего изделия.
Завершение работы
В случае необходимости может быть также и завершающий этап, на котором происходит финальная обработка изделия.
На этом этапе соединение с холодной сваркой можно шлифовать, красить или обрабатывать иными способами таким образом, чтобы придать ему законченный вид.
Такую обработку возможно проводить только после полного высыхания самого клеящего состава (предельное время такого высыхания можно уточнить на упаковке самого состава).
Как сварить нержавейку с черным металлом: особенности технологии
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.

Сварка нержавеющего фланца с отводом из углеродистой стали
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
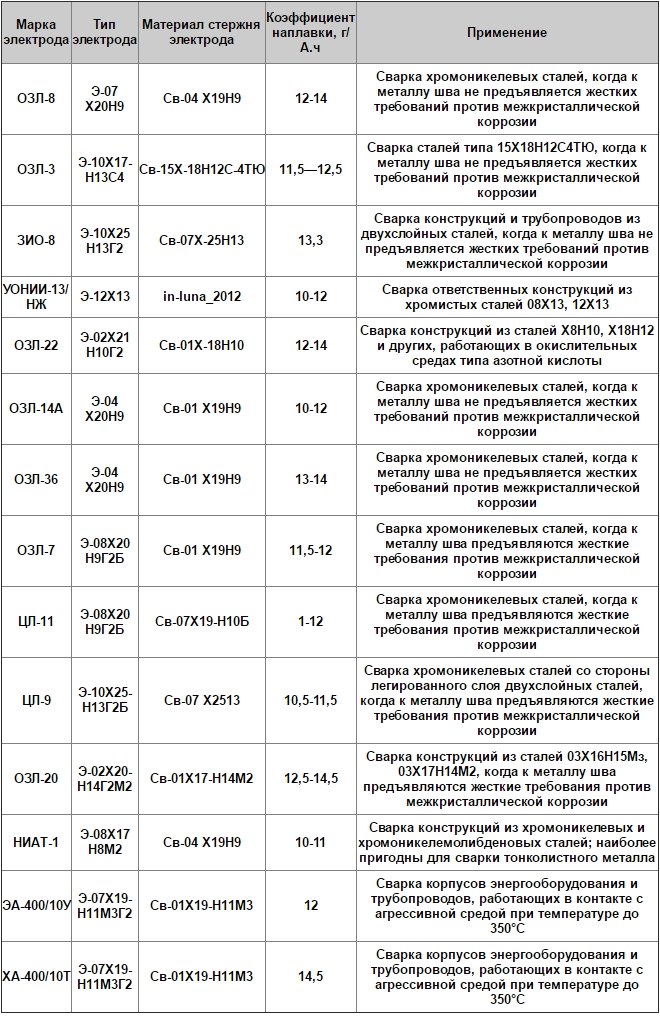
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.

Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Выбор электродов
Чтобы надежно приварить изделие, изготовленное из нержавейки, к детали из обычного черного металла, следует учитывать ряд важных нюансов. В первую очередь они касаются выбора присадочной проволоки определенного химического состава. В металле присадочной проволоки, степень легирования которого должна быть выше, чем аналогичный параметр материала свариваемого изделия, обязательно должны содержаться такие элементы, как марганец, никель и иногда хром.
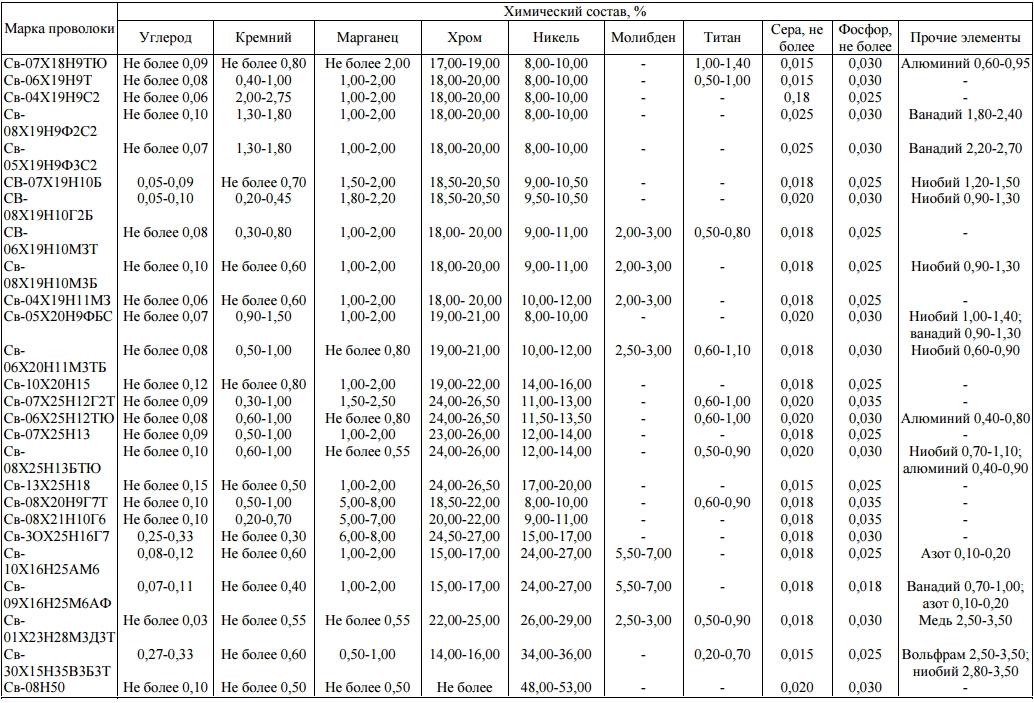
Марки и химический состав высоколегированной сварочной проволоки (нажмите для увеличения)
Важным условием формирования качественного сварного соединения является наличие в составе формируемого шва некоторой доли основного металла. В зависимости от используемой технологии сварки количество основного металла в материале сварного шва может составлять 30–40%.
Прежде чем варить заготовку из нержавейки с деталью из черного металла, следует выяснить химический состав свариваемых сталей, чтобы правильно подобрать тип электродов.
Разнородные материалы, которые необходимо соединить при помощи сварки, могут отличаться по целому ряду параметров:
- способности образовывать неразъемные соединения (свариваемости);
- теплопроводности;
- механическим характеристикам;
- степени легирования;
- химическому составу.
При этом стальные сплавы, изделия из которых необходимо сварить между собой, могут относиться к одной из следующих категорий:
- углеродистые;
- низколегированные;
- теплоустойчивые;
- легированные;
- отличающиеся высокой степенью легирования – высоколегированные.
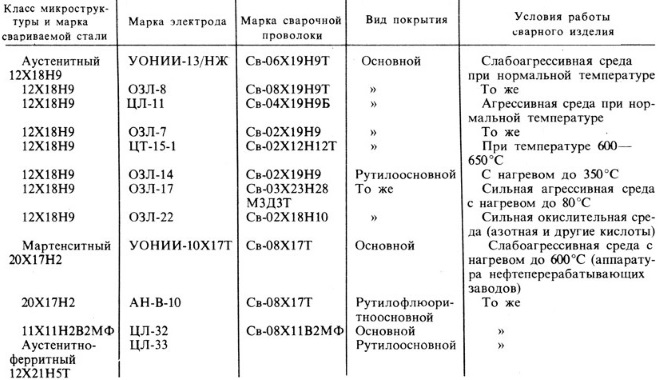
Ориентировочный выбор сварочного материала в зависимости от назначения сварочного шва
Основная проблема, с которой связана сварка разнородных сталей (нержавейки и черных металлов), заключается в образовании трещин в сформированном сварном шве. Очень часто, чтобы избежать такой проблемы, для сварки изделий из нержавейки с деталями из черных металлов специалисты используют высоколегированные электроды, позволяющие сформировать сварной шов с высокими прочностными параметрами.

Результат дуговой сварки нержавейки с черной сталью электродом ОЗЛ-6. Швы хоть и темнее, но не поржавели за несколько месяцев
Вообще для сварки изделий из нержавейки с деталями, изготовленными из черных металлов, используют несколько основных типов электродов:
Читайте также: