Как уменьшить влияние магнитного дутья при сварке плавлением на краю детали
Обновлено: 20.09.2024
Так что же такое происходит во время сварки, если металл намагничен. С самой заготовкой все нормально, чего никак не скажешь о дуге. Она ведет себя совсем нетипично. Таким образом, магнитное дутье — это явление, заключающееся в отклонении дуги от оси электрода. Конец ее при этом в процессе ручной сварки блуждает по заготовке, тем самым мешая получению качественного шва. Помимо этого, могут наблюдаться прожоги, непровары, излишне сильное разбрызгивание металла, образование пор и даже залипание электрода.
Магнитное дутье: причины возникновения
Чаще всего эффект намагниченности остается после проведения неразрушающего контроля с использованием магнитного дефектоскопа. Данная процедура помогает быстро обнаружить любые изъяны, такие как, например, слишком тонкие участки труб, неровности. Все это, бесспорно, необходимо и очень важно. Но остаются последствия, устранять которые приходится сварщику.
Нередко намагниченность может быть следствием и таких явлений, как упругие механические напряжения в процессе производства и транспортировки. Оказывает свое влияние на металл и магнитное поле Земли. Аналогичное действие на трубопроводы производят и линии электропередач. Особенно актуальна такая проблема, если они находятся в непосредственной близости к объекту.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски; швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей; очень важно, чтобы в одной точке не было пересечений более чем трех швов; перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров; понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции; при выполнении длинных швов применять обратноступенчатый способ на проход; использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева; накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации; подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.. Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой
Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.







Борьба с магнитным дутьем
Уже понятно, что эффект магнитного дутья просто мешает специалистам работать. Теперь осталось только понять, как бороться с этой проблемой. Абсолютно полностью устранить магнитное поле невозможно, а вот сделать так, чтобы оно не оказывало воздействия на результат сварочных работ, можно. Сразу оговоримся, что существуют определенные общепринятые нормы. Обычно специалисты при работе с важными объектами ориентируются на стандарт СТО Газпром 2-2.2-136-2007. В инструкции очерчен максимально допустимый предел намагниченности, который установлен на показателе в 2 мТл или 20 Гс. В случае, если остаточная намагниченность переступает этот рубеж, специалисту стоит приступить к размагничиванию.
Всего же принято выделять три уровня намагниченности стуков трубопроводов: слабый до 20 Гс, средний — 20–100 Гс, высокий — свыше 100 Гс.
Конечно, истории известны случаи, когда сварщикам приходилось справляться с намагниченностью без дополнительных приспособлений, просто подстраиваясь под угол и силу отклонения дуги. Но получить шов достойного качества таким методом просто не получится. Поэтому мы предлагаем вашему вниманию три основных способа борьбы с намагниченностью:
- Импульсный. В его основе приложение нескольких импульсов магнитного поля к свариваемой поверхности. При этом направлены они должны быть в противоположную сторону относительно уже имеющегося поля. В результате этого общая намагниченность заметно снижается.
- Циклический. В данном случае размагничивание происходит благодаря приложению знакопеременного поля с амплитудой, которое постепенно уменьшается. При этом тут просматривается определенная закономерность. Чем будет больше проницаемость детали и ее толщина, тем ниже требуется частота поля.
- Компенсационный. Он считается самым простым и часто используемым. Суть метода в том, что к трубе прикладывают постоянное поле, которое обычно создают специальные магниты. Вектор его направлен навстречу намагниченности. Таким образом происходит компенсация, сварщик может спокойно выполнять свою работу. При этом по окончанию работ магниты убирают, тем самым отключая поле.

В нашем каталоге вы найдете все необходимое не только для размагничивания, но и для дальнейших работ. Мы предлагаем инверторы, комплектующие, аксессуары, расходные материалы, магниты для устранения магнитного дутья при сварке по отличным ценам и с быстрой доставкой. Заходите, выбирайте и заказывайте!
Магнитное дутье
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока. Заметное отклонение дуги и сильное ее блуждание наблюдается при токе 300 – 400 А и выше. Под воздействием магнитного дутья капли электродного металла разбрасываются в стороны, резко повышается разбрызгивание, ухудшается качество швов и снижается производительность, так как сварку швов приходится выполнять короткими участками.
| Отклонение дуги магнитными полями. |
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу.
Магнитное дутье создается электромагнитом, катушка которого включается последовательно в контур дуги. Важным элементом выключателя является камера гашения, которая способствует растягиванию и охлаждению дуги. На рис. 5 – 22, а показана камера с плоской узкой щелью, в которую дуга затягивается магнитным дутьем из широкой части камеры. Отдавая теплоту стенкам камеры, дуга гаснет. Третий тип камеры гашения показан на рис. 5 – 22, в. В этой конструкции узкая щель образуется за счет соответствующего расположения поперечных дугоегойких перегородок со смещенными относительно оси симметрии щелевыми вырезами.
Магнитное дутье ведет к непроварам и ухудшает внешний вид шва. Уменьшить или устранить влияние магнитного дутья на качество сварного шва можно изменением места токоподвода к изделию и угла наклона электрода, временным размещением в зоне сварки дополнительного ферромагнитного материала, создающего симметричное магнитное поле, а также заменой постоянного тока переменным, если это допустимо по условиям свариваемости данного металла.
Параллельное магнитное дутье обычно используется в контакторах, рассчитанных на небольшие номинальные токи. Контактор с системой параллельного дутья реагирует на направление тока. Если направление магнитного поля сохранится неизменным, а ток изменит свое направление, то сила F будет направлена в противоположную сторону. Дуга будет перемещаться не в дугога-сительную камеру, а в противоположную сторону – на катушку магнитного дутья, что может привести к аварии в контакторе. Это является недостатком рассматриваемой системы. Недостатком этой системы является также необходимость повышения уровня изоляции катушки в расчете на полное напряжение сети. Понижение напряжения сети приводит к уменьшению намагничивающей силы катушки и ослаблению интенсивности магнитного дутья, что снижает надежность дугогашения.
Меньшее магнитное дутье в дуге переменного тока является существенным преимуществом последнего.
| Удельное сопротивление некоторых металлов. |
Магнитное дутье дуги переменного тока значительно слабее, чем дуги постоянного тока. В ряде случаев это является существенным достоинством использования переменного тока для сварки.
Если магнитное дутье вызывается наличием в свариваемой конструкции больших ферромагнитных масс, рекомендуется присоединить обратный провод со стороны, противоположной отклонению дуги.
Уменьшить магнитное дутье можно применением многостороннего или переносного токопровода, наклоном сварочного электрода при сварке ( этим практически широко пользуются сварщики), наложением внешних ( продольных или поперечных) магнитных полей, стабилизацией столба дуги потоком защитных газов, а также другими приемами. В каждом конкретном случае необходимо опробовать несколько приемов и выбрать лучший.
Система магнитного дутья состоит из последовательной катушки 15, размещенной на стальном сердечнике 14 с двумя стальными пластинами – полюсами 13, охватывающими дугогасительную камеру. Ток нагрузки, протекающий по катушке 15, создает магнитный поток Фк ( рис. VII.4, б) в зоне горения дуги. Дуга растягивается, интенсивно охлаждается и гаснет. Для облегчения гашения дуги могут применяться камеры с изоляционными перегородками 10, которые способствуют увеличению длины дуги и ее сопротивления.
Магнитное дутье при сварке
Во время сварки массивных металлических изделий, таких, как трубопроводы большого диаметра или крупногабаритные емкости зачастую возникает явление магнитного дутья. Магнитное поле большой массы металла взаимодействует с электродугой, вызывая ее отклонение. Отклонение может достигать значительных величин, затрудняя электросварку или делая ее вовсе невозможной. Инженерами и учеными разработано несколько способов борьбы с этим негативным явлением.

Сущность и основные причины появления
Сильный электроток, протекающий по электродуге, создает собственное магнитное поле. Оно взаимодействует с постоянным полем массивной металлической конструкции. В результате этого взаимодействия возникает сила, направленная к центру поля. Если массовый провод подключен близко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Однако чем дальше подключена масса, тем более проявляется поперечная составляющая этой силы. Под ее действием электродуга отклоняется в сторону подключения. Степень отклонения пропорциональна расстоянию от места подключения, намагниченности металлической конструкции и квадрату рабочего тока.
Эффект проявляется особенно сильно при высоких значениях сварочного тока и при сварке постоянным напряжением. При работе переменным током эффект дуться ослабляется изменением направления отклонения с частотой сварочного напряжения. Кроме того, возникающая электродвижущая сила наводит вихревые токи в поверхностных слоях металла, также стабилизирующие положение электродуги. Даже при больших значениях рабочего электротока, достигающих тысяч ампер, магнитное дутье проявляется незначительно.

Причины отклонения дуги
Особую трудность создает эффект при работе с угловыми и стыковыми швами. Для определения степени намагниченности конструкции применяют — индикатор магнитного дутья
Влияние полей на сварочную дугу
На эффект дутья оказывают влияние несколько факторов
- Положение подключения массового провода. При присоединении кабеля в непосредственной близости к месту сварки возникает только вертикальная составляющая усилия, не отклоняющая, а, наоборот, стабилизирующая положение электродуги. По мере увеличения расстояния места сварки до места подключения горизонтальная составляющая силы проявляет себя все больше. Она действует на гибкий проводник, которым является столб электродуги, и отклоняет его по направлению, противоположному месту подключения.
- Угол наклона сварочного электрода. При наклоне в сторону подключения отклонение возрастает. При наклоне в противоположную сторону смещение ослабевает.
- Ферромагнитные массы. Массивные металлические конструкции обладают сильным собственным постоянным полем. Столб смещается к этим массам. Особенно сильно это проявляется при выполнении угловых и стыковых швов
- Сила тока. Отклонение увеличивается пропорционально квадрату электротока.

Магнитное дутье сварного шва
В некоторых случаях эффект магнитного дутья в сварке удается компенсировать, комбинируя воздействие этих факторов так, что их влияние взаимно компенсируется.
Методы борьбы
Для снижения негативного воздействия эффекта магнитного дутья применяют следующие меры борьбы с ним:
- Ведут сварку переменным напряжением (если это допустимо по техническим условиям).
- Массовый провод присоединяют по возможности ближе к месту сварных работ.
- Тщательно заземляют заготовки.
- Место работ ограждают антимагнитными металлическими экранами. Это помогает снизить влияние ферромагнитных масс и излучаемых ими полей.
В некоторых случаях эти меры не дают желаемого результата. Тогда для устранения явления дутья применяют более сложный метод размагничивания, связанный с использованием дополнительного оборудования. На заготовки наматывают по 5-7 витков сварного кабеля сечением от 25 кв. мм. По нему несколько минут пропускают ток 200-300 ампер от сварочного выпрямителя.
Почему прилипает электрод при сварке к металлу
Одним из неприятных моментов, который может возникнуть при проведении сварочных работ – это прилипание электродов. Он может проявиться у специалиста любой квалификации. Почему прилипает электрод при сварке достаточно сложный и многогранный вопрос. В зависимости от точности определения причины возникновения прилипания зависит дальнейшее качество шва.

Причины залипания электродов
Специалисты при ответе на вопрос, почему залипает электрод, выделяют три категории:
- Проблемы с расходным материалом.
- Неправильная первоначальная настройка используемого аппарата и нестабильность электрической сети;
- Низкая квалификация пользователя.
К первой категории относятся следующие причины:
- расходник хранился в условиях повышенной влажности, что привело к накоплению избыточной влаги;
- механические повреждения обмазки стержня;
- неправильный выбор типа для проводимых работ (соответствие его марки свариваемому изделию);
- повышенное загрязнение.

Вторая категория объединяет следующий комплекс причин:
- перепады подаваемого напряжения (результатом становиться изменение параметров сварочного тока: его пониженное значение или резкое изменение);
- не правильное подключение контактов;
- сбой первичных настроек аппарата;
- нарушение целостности кабеля (излом, нарушение оплётки);
- изначально сварочный аппарат настроен не правильно.
К субъективным причинам относятся:
- низкая квалификация работника(не правильное определение параметров тока);
- не соблюдение режима нагрева сварочного держака;
- отсутствует опыт поддержания стабильного уровня горения дуги;
- плохая работа с инвертором.

Многообразие причин того, что расходник липнет к металлу, требует тщательной подготовки. Любая причина может привести к целому ряду негативных последствий. Залипание электрода произойти на этапе образования сварочной дуги, во время сварки. Любой способ сварки может привести к прилипанию, в том числе инверторный. Несмотря на то, что в современных агрегатах такого типа предусмотрена функция так называемого антиприлипания, эффект прилипания всё равно проявляется.
Повышенная влажность электрода
Состав так называемой обмазки, имеет пористую структуру, состоящую из мелкого порошка. От её качества зависит появление прилипания. Она имеет свойство постепенно накапливать влагу, даже при нахождении в помещении с естественной влажностью. Применение расходника без предварительной просушки приводит к негативным последствиям. Во время работы залипает электрод при сварке инвертором. Особенно этот эффект проявляется в тот момент, когда производится розжиг дуги. Прилипание может быть настолько прочным, что приводит к разрушению расходника и деформации стыка свариваемой детали. Для устранения этой проблемы профессионалы рекомендуют использовать специальные приёмы для удаления избыточной влажности. Целесообразно хранить открытые пакеты с расходниками, которые остались от предыдущей сварки в специальном термопенале. Перед употреблением необходимо их поместить в сушильный шкаф. Перед проведением сварки следует проверить слипание кончика электрода на сторонней поверхности.
Низкое качество электродов
На прилипание электродов влияет их низкое качество. Современные производители предлагают большое количество различных видов таких изделий. Каждый из них предназначен для решения конкретных задач. Большой ассортимент привел к негативному явлению, которое подталкивает производителя к наращиванию темпов производства с постепенным снижением качества своей продукции. Этот процесс наблюдается даже у хорошо зарекомендовавших себя на рынке производителей. Опытные сварщики замечали, что качество электродов в начале выпуска новой партии значительно выше, чем у последующих экземпляров. Вторым неприятным моментом является подделка изделий известных производителей.

Такие фирмы вообще не следят за технологическим процессом. Мелкие компании, работающие на рынке не всегда способны точно отслеживать технологию производства, что приводит к появлению некачественной продукции. Именно они обладают способностью прилипать в самый неподходящий момент.При покупке новых расходников необходимо тщательно осмотреть их внешний вид.
Неправильные настройки аппарата
Субъективным фактором, способствующим проявлению этого эффекта, является неправильная предварительная настройка сварочного аппарата. Почему прилипает электрод при сварке инвертором – для этого может быть большое количество причин.
Неочищенная поверхность заготовки
Предварительная подготовка деталей перед проведением сварки предполагает обработку поверхности, направленную на удаления различных видов загрязнения. Это необходимо для последующего получения качественного шва и предотвращения прилипания. Для решения данной задачи применяют различные способы: механический, химический, термический, электромагнитный. Наиболее дешёвыми и распространёнными являются механические способы очистки поверхности. В этих методах используются различные инструменты и абразивные материалы. Чтобы электрод перестал прилипать при проведении сварочных действий, необходимо выбрать метод обработки поверхности и тщательно провести необходимые операции.

Нестабильные параметры электросети и тока
Часто они могут липнуть из-за нестабильных параметров электрической сети, к которой подключён сварочный аппарат. Особенно этот эффект проявляется при снижении напряжения питающей сети ниже номинального или периодического колебания этого параметра. Для устранения такого недостатка целесообразно применять электронные устройства стабилизации напряжения.
Низкая квалификация сварщика
Важным субъективным фактором, приводящим к низким результатам получаемого шва, является слабая квалификация сварщика. Слабая теоретическая подготовка и недостаточный опыт позволяет периодически залипать электрод во время его контакта с заготовкой. Проводимая сварка таким специалистом может привести к получению шва низкого качества и порче самой детали.
Как предотвратить прилипание электрода
Для предотвращения возможного прилипания необходимо осуществить следующие операции:
- Проверить качество верхнего слоя детали перед сваркой (насколько качественно проведена обработка по удалению лишнего слоя).
- Определить соответствие электродов решаемым задачам (марка и параметры металла), их качество (целостность стержня и обмазки), повышенное содержание влаги.
- Провести проверку параметров подводимого напряжения и уточнить стабильность электрической сети.
- Выставить необходимые значения на сварочном аппарате.
Качественное проведение этих операций позволит избавиться от неприятных последствий, связанных с прилипанием электрода.
Подготовка электродов и деталей
Процесс выбора и подготовки электродов заключается в выборе марки этого изделия и визуальной проверки его состояния. От правильно выбранной марки во многом зависит качество будущего шва и точность проведения сварочных работ. Опытные сварщики советуют при использовании электродов из уже использованной партии, произвести предварительную их подготовку. Она заключается в принудительной просушке или даже прокалке электродов. Для этого применяют специальные печи, которые позволяют удалить из обмазки электрода повышенное содержание влаги. После такой обработки изделия получаются сухими, пригодными к использованию и практически не прилипают.
Настройка оборудования
Одним из важных моментов, позволяющих избавиться от прилипания электродов во время сварочных работ, является предварительная настройка сварочного аппарата. Её необходимо делать перед каждым началом работы в соответствие с прилагаемой инструкцией. Решение задачи складывается из двух составляющих. Первое – это выбор агрегата с требуемыми характеристиками. Второе – это непосредственная настройка параметров.

Неправильный выбор сварочного агрегата приводит к некачественной сварке и разрушению всей конструкции. Например, использование инвертора пониженной мощности при сварке толстых деталей не позволит получить достаточную силу тока для сваривания и привести к залипанию. При правильном выборе инвертора следует точно выставить необходимые значения, которые позволят реализовать его возможности и получить качественный и надёжный шов. Для исключения ошибок при настройке разработаны специальные таблицы, в которых приведены выставляемые показатели в зависимости от характеристик металла и применяемых электродов.
При неправильной установке параметров электроды могут не только прилипать к поверхности, но и брызгать. Этот эффект наблюдается у некоторых марок электродов, и считается закономерным (например, МР-3, АНО-4(21), ОЗС-12 и некоторых других). Для других типов электродов он считается результатом нарушения выставленных параметров или не соблюдением технологии сварочных работ. Проверить соблюдение полярности, уменьшить силу сварочного тока, уменьшить длину сварочной дуги.
Правильная техника поджога дуги
Для образования сварочной дуги между поверхностью металла и стержнем электрода создаётся разность потенциалов. Её величина зависит от толщины свариваемого изделия и диаметра применяемого расходника.
Образование дуги производится при касании электродом поверхности металла (разность потенциалов должна быть около 60В). На скорость возникновения дуги наибольшее влияние оказывает значение силы тока, который возникает в момент касания электродом заготовки. Наиболее удобным способом поджога дуги считается механическое чирканье электродом по поверхности. Если при неудачной попытке произошло образование наплыва — электрод залипает. В случае образования наплыва его необходимо удалить механическим путём. Его удаляют обиванием кончика электрода о металл. Целесообразно это производить о металл, к которому не подключена «масса». В противном случае электрод может опять залипнуть. Чтобы не оставлять следов экспериментальных касаний эту операцию необходимо производить по направлению будущего шва.
Магнитное дутье и способы его устранения
Сварщики, по долгу своей службы занимающиеся сваркой трубопроводов, отлично знают, сколько проблем может принести остаточное магнитное поле. Это явление оказывает прямое воздействие на рабочий процесс, отрицательно сказывается на качестве и эффективности сварки. Актуальна подобная проблема и для тех, кто работает не только с трубами, но и просто металлическими заготовками. О том, что такое магнитное дутье дуги и как с ним бороться, мы расскажем в нашей статье.
Магнитное дутье при сварке: что это?
Так что же такое происходит во время сварки, если металл намагничен. С самой заготовкой все нормально, чего никак не скажешь о дуге. Она ведет себя совсем нетипично. Таким образом, магнитное дутье — это явление, заключающееся в отклонении дуги от оси электрода. Конец ее при этом в процессе ручной сварки блуждает по заготовке, тем самым мешая получению качественного шва. Помимо этого, могут наблюдаться прожоги, непровары, излишне сильное разбрызгивание металла, образование пор и даже залипание электрода.

Импульсный. В его основе приложение нескольких импульсов магнитного поля к свариваемой поверхности. При этом направлены они должны быть в противоположную сторону относительно уже имеющегося поля. В результате этого общая намагниченность заметно снижается.
Циклический. В данном случае размагничивание происходит благодаря приложению знакопеременного поля с амплитудой, которое постепенно уменьшается. При этом тут просматривается определенная закономерность. Чем будет больше проницаемость детали и ее толщина, тем ниже требуется частота поля.
Компенсационный. Он считается самым простым и часто используемым. Суть метода в том, что к трубе прикладывают постоянное поле, которое обычно создают специальные магниты. Вектор его направлен навстречу намагниченности. Таким образом происходит компенсация, сварщик может спокойно выполнять свою работу. При этом по окончанию работ магниты убирают, тем самым отключая поле.
В нашем каталоге вы найдете все необходимое не только для размагничивания, но и для дальнейших работ. Мы предлагаем инверторы, комплектующие, аксессуары, расходные материалы, магниты для устранения магнитного дутья при сварке по отличным ценам и с быстрой доставкой. Заходите, выбирайте и заказывайте!
Магнитное дутье при сварке — методы борьбы и уменьшения, причины

Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 3 января 2015; проверки требуют 7 правок.
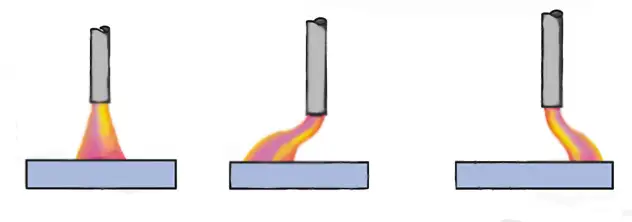
Отклонение дуги при магнитном дутье
Магнитное дутьё — явление отклонения электрической дуги от оси электрода, блуждание конца дуги по изделию при ручной дуговой сварке.
Магнитное дутьё приводит к разбрызгиванию металла при сварке, ухудшению качество шва.
Сущность
В процессе сварки в сварочной цепи протекает ток в электрической дуге и в сварочной цепи изделия. Эти токи создают магнитное поле.
Взаимодействие магнитного поля цепи тока в изделии с током столба дуги создает силу, направленную к его центру (явление пинч-эффекта). Эта сила, при подключении электрического провода к месту где заканчивается дуга, не вызывает отклонения столба, а возвращает его при отклонении в начальное положение.
Если место подключения провода находится на каком-либо расстоянии от перпендикуляра, то возникающее магнитное поле является поперечным и вызывает отклонение столба. Отклоняющая сила пропорциональна квадрату дугового тока, поэтому магнитное дутье увеличивается при увеличении сварочного тока. Дутье приводит к ограничению сварки постоянным током на больших значениях электрического тока.
Действие магнитного дутья сильно ослабляется при сварке на переменном токе. В этом случае под действием переменного магнитного поля тока в изделии наводится электродвижущая сила. Э. д. с. создает вихревые токи. Создаваемый ими магнитный поток меньше потока, создаваемого постоянным током. В результате при больших переменных токах (1000—2000 А) действие магнитного дутья незначительно.
Из-за магнитного дутья возникают трудности при сварке угловых и стыковых швов.
про размагничивание вот здесь:
Про компенсацию магнитного поля и устранения «магнитного дутья» магнитами
На фото: сварка намагниченных труб с магнитами у одного и «Трансгазов»
Прикрепленные изображения
Магнитное дутье, способы борьбы
Магнитное дутье. В литературе по этому вопросу указывается, что это явление происходит при сварке на больших токах около 300А. Но часто при сварке на небольших токах происходит уход дуги в сторону, причем на изменение угла наклона электрода реакции нет, дуга как завороженная дует в одну сторону. Наиболее часто это явление происходит /по моим наблюдениям/ при сварке нижнего углового шва, особенно если с торца угол закрыт металлом. Действует это явление на первых 2х-3х сантиметрах шва /если начинать варить от заторцованного угла/, а потом проходит. Начало шва получается зашлакованным, металл наплавляется на горизонтальную/вертикальную мет. поверхность деталей или попеременно, то туда, то сюда. Я так понимаю, что это и есть магнитное дутье.
Методы борьбы — короткая дуга, зажим массы нужно крепить ближе к зоне сварки, шов вести на зажим массы /мой опыт+литература/.
Еще варианты — установка магнитов, установка в зоне сварки массивных мет. деталей /литература, сам не пробовал/.
Буду благодарен за дельные советы и рекомендации по этой теме.
Последний раз редактировалось авк 76; 12.04.2013 в .
Мои сварочные аппараты: Патон ВДИ-160Р (2013г.в.) и самодельный трансформаторный выпрямитель. Работал на ИИСТ-140, ССВА160.2
Ещё как дует,но варить приходится всем ветрам на перекор. Не приятное явление конечно.
Последний раз редактировалось Андрюха; 16.04.2013 в .
Пользователь сказал cпасибо:
«Дует» только у меня и Андрюхи. Все остальные магнитное дутье уже побороли?
Всех форумчан от души поздравляю с праздником ВЕЛИКОЙ ПОБЕДЫ над фашизмом.
Ещё можно попробовать варить на переменном токе.
Это да,на переменке дутьё значительно меньше выраженное (а то и вообще редко встречающееся явление),но многие сейчас пользуются инверторами,а они все постоянка.
Да, магнитное дутье — это проблема сварки на постоянном токе. На переменке ни разу не встречал. Причем от источника сварочного тока практически ничего не зависит. Но, если бороться с этим явлением с помощью короткой дуги, необходимо наличие форсажа дуги и желательно регулируемого. На сварочных инверторах с нерегулируемым форсажем дуги очень важны характеристики автоматического форсажа. Если автоматический форсаж имеет незначительную величину прироста сварочного тока, то на короткой дуге не поработаешь — сработает антизалипание.
Такая ситуация, например, на ИИСТ-140. Прирост сварочного тока при форсаже незначительный /по моим ощущениям/. Приходилось повышать сварочный ток и работать с отрывом.
Я так понимаю намагниченность собранного стыка можно компасом проверять?
И ток увеличиваешь и полярность на обмотках меняешь пока стрелка компаса поперек стыка не встанет?
Литература
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
- Лесков Г. И. Электрическая сварочная дуга. М.: Машиностроение, 1970. — 335 с.
В данном случае определялась величина магнитного поля в стыке прибором «Дельта».
Почитал тему. С РДС вроде как бы понятно как бороться. А если П/А? Случается такое, что когда варю тавр в нижнем положении, при подходе к концу стыка дуга отклоняется влево. Это что то ужасное. В чем причина не могу разобраться. Или так же магнитом можно решить проблему?
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
alex937, переход в режим ВКЗ проблему не решает?
Вдохновлён сталью, бетоном и золотым сечением.
alex937, переход в режим ВКЗ проблему не решает?
Не понял что такое ВКЗ
alex937, вынужденные короткие замыкания. Это когда сварочная дуга сильно трещит, а перенос металла с проволоки не струйный, а крупными каплями в момент короткого замыкания. При этом длина дуги минимальная, следовательно, магнитное дутьё не так сильно должно проявляться.
alex937, вынужденные короткие замыкания. Это когда сварочная дуга сильно трещит, а перенос металла с проволоки не струйный, а крупными каплями в момент короткого замыкания.
Понял. И правда. Не наблюдал магнитного дутья при крупнокапельном переносе. В струйном переносе конечно комфортней варить, но придеться принебрегать.
Попробуйте не доваривать шов 300 мм и доварите его начиная с другой стороны.
А все извените не прочитал первую страницу,все как раз и показано
Как бороться с этим явлением ?
Вроде все просто по литературе но не всегда применимо.
Cварщик Джо, очень хорошая статья, но: нет никакого зажима — масса идёт через общую палубу пролёта. Св. ток только постоянный, от многопостового источника через балластный реостат. Сварка и так всегда ведётся на короткой дуге — лишние поры и непровары никому не нужны. Ваши практические рекомендации?
Ну если углубиться в теорию и мою фантазию можно рассматривать стык как магнит. Рисуем:
Как стык превращается в магнит?
Видимо к стыку прикреплен обратный сварочный провод и во время сварки через трубу идет ток, идет по зеленой траектории:
Так как ток проходит только через правую трубу то она намагничивается скажем становиться боле отрицательной чем левая труба.
Поэтому борьба с магнитным дутьем должна сводиться к следующим мероприятиям.
1. В начале шва прихватывается пластина на которую вешается зажим обратного провода. Когда труба заварена на четверть надо переместить пластину ближе к дуге и продолжить сварку.
2. Перед сваркой затяните на трубах петли из оголенного сварочного провода. Тогда ток к месту сварки будет двигаться не по трубам, а по медным петлям:
3. Что там еще можно нафантазировать: Возможно поможет предварительно перед сваркой положить на трубы свальцованные толстые металлические накладки желательно из ферритной стали. Возможно это уменьшит интенсивность намагничивания самой трубы так как намагничиваться будут еще и накладки.
Все на сегодня, креатив закончился. Все это можно попробовать, но не уверен что это действительно поможет. Если кто хочет может поэкпериментировать. Сам не пробовал. )
Кол-во блоков: 21 | Общее кол-во символов: 15883
Количество использованных доноров: 3
Информация по каждому донору:
Читайте также: