Как устроен сварочный преобразователь
Обновлено: 18.05.2024
Для монтажа металлоконструкций в промышленности и при проведении самостоятельного ремонта до сих пор применяют сварочный трансформатор. В зависимости от того для каких условий предназначен аппарат выпускаются модели бытового и промышленного назначения. Независимо от типа сварочный трансформатор сохраняет работоспособность даже при неблагоприятных погодных условиях.
Как устроен сварочный трансформатор
В классическую конструкцию включены следующие элементы:
- магнитопровод (сердечник);
- жестко закрепленная первичная катушка, намотанная изолированным проводом;
- подвижная вторичная обмотка, иногда неизолированная для лучшего охлаждения;
- вертикально расположенный винт с ленточной резьбой;
- гайка винта, скрепленная с вторичной обмоткой;
- ручка, закрепленная на верхнем конце винта;
- клеммы для подсоединения кабелей.

Элементы смонтированы внутри прямоугольного корпуса с продольными вырезами на стенках для прохода воздуха, отводящего тепло. В устройстве сварочного трансформатора сердечник не оказывает влияния на параметры тока, а предназначен для передачи магнитного потока между обмотками. Магнитопровод собирают из пакета пластин электротехнической стали, поверхность которых покрыта оксидной изоляцией или лаком. Таким способом снижают потери на вихревые токи, которые образуются при взаимодействии магнитного потока со сплошным проводником.
При прохождении по обмоткам переменного тока во время работы пластины вибрируют, издавая дребезжащий звук. Для уменьшения шума пакет стягивают как можно туже.
Для улучшения эксплуатационных характеристик и безопасности в трансформатор для сварки устанавливают дополнительные узлы:
- вентиляторы;
- конденсаторы;
- автоматические выключатели для защиты от перегрева и перегрузки;
- несколько вторичных обмоток;
- регуляторы тока на тиристорах;
- стабилизаторы напряжения.
Чтобы расширить диапазон регулирования тока, при сварке тонкостенного металла добавляют сопротивление в отдельном корпусе. Нужное значение устанавливают контакторами. Как дополнительное сопротивление можно также использовать стальную пружину, подключив ее последовательно с кабелем массы.
Принцип работы сварочного трансформатора
При работе трансформаторного сварочного аппарата происходит понижение сетевого напряжения с одновременным возрастанием тока. Принцип действия основан на простом физическом процессе:
- после подачи напряжения ток, протекающий по виткам первичной катушки, создает переменное магнитное поле;
- по сердечнику оно передается на вторичную обмотку;
- магнитной индукцией в катушке наводится электродвижущая сила (ЭДС), которая придает электронам направленное движение, поэтому по виткам начинает протекать ток;
- из-за меньшего числа витков во вторичной обмотке, напряжение на ней меньше, чем на сетевой катушке.
Способ регулирования сварочного тока путем изменения расстояния между обмотками основан на зависимости магнитного сопротивления сердечника от величины зазора между ними. Чем меньше промежуток, тем больше ток и наоборот. В трансформаторных сварочных аппаратах с закрепленной вторичной обмоткой магнитное сопротивление изменяют регулировкой зазора на сердечнике подвижным шунтом.
Холостой ход
Когда выполняется сварка, трансформатор работает под нагрузкой. После завершения шва переходит в режим холостого хода. Однако это не означает, что на вторичной обмотке нет напряжения. ЭДС наводится за счет ответвлений от магнитного потока.
Безопасной считается величина напряжения холостого хода сварочного трансформатора в пределах 48 — 70 В. При превышении обязательна установка автоматического ограничителя. Он снижает напряжение холостого хода до безопасной величины сразу после погасания дуги. Для защиты от поражения электрическим током при пробое изоляции первичной катушки корпус должен быть заземлен.
Преимущества и недостатки трансформатора перед инвертором
При сравнении сварочного аппарата трансформаторного типа с инвертором к достоинствам относят:
- цена в 2 — 3 раза меньше;
- конструкция проще, так как нет электронных компонентов;
- ремонт обходится дешевле;
- легкость сборки своими руками.
- вес и габариты, при равных характеристиках, больше;
- большее потребление электроэнергии при работе с одинаковыми электродами;
- нестабильность дуги при колебаниях сетевого напряжения;
- отсутствие дополнительных функций, которые есть даже у бюджетных инверторов.
Несмотря на недостатки трансформаторов не нужно забывать, что качество швов зависит не от сложности аппарата, а от мастерства сварщика.
Классификация сварочных трансформаторов
По назначению аппараты классифицируются как однопостовые для бытовых нужд и многопостовые. Мощность первых обычно не превышает 10 кВт, так как большую нагрузку не выдержит домашняя электропроводка. Промышленный многопостовой сварочный трансформатор мощностью 500 кВт поддерживает ток до 1000 А. Этого достаточно для одновременной работы нескольких сварщиков.
В зависимости от схемы подключения сварочного трансформатора на первичную обмотку подают одно или трехфазное напряжение. Есть модели с переключателем 220/380 В. Для бытовых нужд выпускают оборудование в однофазном исполнении на 220 В. Трехфазные сварочные трансформаторы промышленного назначения рассчитаны на подсоединение к сети 380 В.
Классификация по конструкции содержит следующие типы аппаратов:
- С амплитудным регулированием при номинальном магнитном рассеивании. Выходное напряжение изменяют дросселем, который расположен на сердечнике.
- С амплитудным регулированием, но повышенным магнитным рассеиванием. В конструкцию добавляются подвижные или разнесенные обмотки, шунты, конденсаторные или импульсные стабилизаторы.
- С фазовым регулятором на тиристорах.
К первым двум категориям относятся разновидности с регулированием тока за счет изменения магнитного сопротивления сердечника или напряжения без изменения формы. Фазовые регуляторы преобразуют синусоиду в последовательность прямоугольных импульсов разной полярности. Также выпускаются аппараты постоянного тока, на выходе которых установлен выпрямитель. Из-за больших габаритов и цены их относят к категории промышленного оборудования. Такой сварочный трансформатор позволяет работать с заготовками из цветного металла и нержавеющей стали.
Какие параметры учитывать при выборе
Отправляясь за трансформаторным сварочным аппаратом нужно знать об условиях эксплуатации и виде выполняемых работ. Выбор осуществляют по следующим параметрам:
Несмотря на простую конструкцию, сварочный трансформатор обеспечивает высокое качество швов. Поэтому они по-прежнему широко используются для бытовой и промышленной сварки. За счет низкой цены однофазный аппарат быстро окупится даже при проведении эпизодических работ.
Устройство сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к "мясу", а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) - 35А, обратное напряжение (VR) - 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого "косого моста". В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.

Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.

Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – "Зелёный"). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).

Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
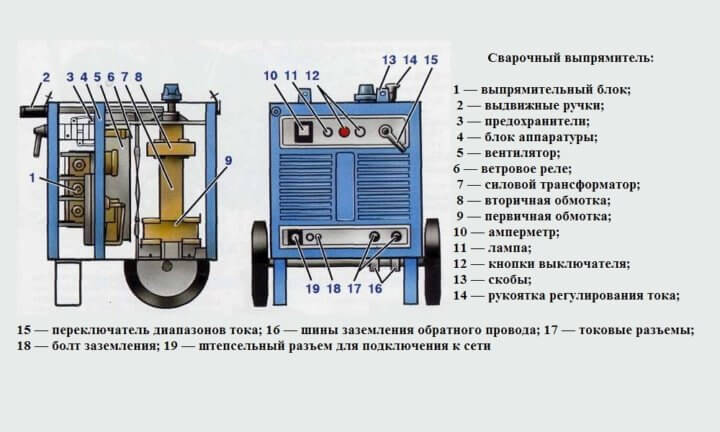
Что представляет собой сварочный выпрямитель. Схема и разновидности
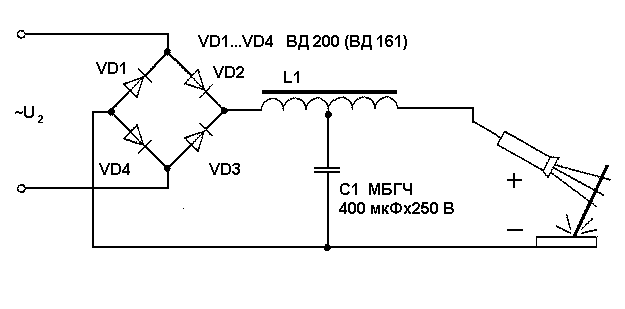
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Что такое сварочный преобразователь: его строение и назначение
Разновидностью источника рабочего тока считается сварочный преобразователь, объединяющий в одном корпусе электродвигатель, генератор и выпрямитель. Такая установка используется при проведении строительно-монтажных работ, когда электросеть провисает и другие сварочные аппараты работают нестабильно. Сварка преобразователем проводится током в пределах 500 ампер, можно варить толстые заготовки, формировать сварочный шов от 10 до 30 мм глубиной. Преобразователь меняет напряжение, тип токовых характеристик.

Принцип работы
Строение у всех видов сварочных преобразователей типовое:
- подводимый к асинхронному электродвигателю ток после включения установки преобразуется в механическую, которая подается на вал генератора;
- генератор выдает необходимую частотность токовых параметров, в работе использован метод электромагнитной индукции, на вал насажен якорь с обмотками;
- коллектор выполняет функцию выпрямителя, подает питание на выходные клеммы.
Сварочный преобразователь по сути – это комбинация электродвигателя, работающего от сети 220 или 380 В и генератора постоянного тока. Надежность преобразователя снижают вращающиеся узлы, велики энергопотери в процессе преобразования электротока.
Оборудование ценится за стабильность токовых характеристик вне зависимости от скачков подаваемого на двигатель напряжения. Регулятором рабочих характеристик является реостат, меняя число витков независимой обмотки изменяют ампераж. Выходной ток регулируется вручную по амперметру.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Устройство
Детально рассмотреть устройство оборудования можно на примере стационарного сварочного преобразователя ПСО 500, выдающего два рабочих режима с максимальными токовыми характеристиками 300 или 500 ампер. Между ротором электромотора и якорем генератора, расположенными на одном валу, размещен вентилятор с крыльчаткой, обеспечивающей направленное охлаждение контактной зоны, где большая сила трения. Подшипники размещены в корпусе преобразователя, он обязательно заземляется.

Катушечный якорь генератора с 4-мя независимыми обмотками соединен с коллектором, пластины выпрямителя подключены к концам якорных обмоток. При вращении катушек между полюсами магнитов, возникает электромагнитная индукция, наводится переменный ток. Для обмотки используют отожженную медную или алюминиевую проволоку – металлы с хорошей электропроводностью. Для защиты от внешних электромагнитных полей и вихревых, возникающих при работе преобразователя, предусмотрен «фильтр» – электроемкость (два конденсатора, стабилизирующие напряжение).
Блок управления у преобразователя модульный. Для запуска сварочного преобразователя вмонтирован пакетник. Рядом размещен амперметр, по которому определяют токовые параметры. Прибор подключен к реостату, регулирующему рабочие токовые показатели (измеряет ампераж в цепи независимой обмотки возбуждения).
После включения преобразователя важно проверять направление вращения обмоток генератора. При необходимости запитывающие клеммы меняют местами, чтобы ротор вращался против часовой стрелки. Для требуемой величины рабочего тока перемычка фиксируется в положении «300 А» или «500 А» (это максимальное значение генерируемого электротока).
Классификация
Производители выпускают преобразователи разных модификаций. При выборе генерирующих установок учитывают вид сварки, предполагаемое место работы. Классификация источников тока для сварных работ проводится по нескольким признакам:
- Количество сварочных постов. Однопостовые рассчитаны на подключение к одному аппарату, для работы одного сварщика. От многопостовых могут запитаться несколько сварщиков, выполнять работы одновременно на нескольких рабочих участках.
- Конструктивно различаются по габаритам, виду исполнения. Бывают:
передвижные сварочные установки, оснащаются колесиками или подставными тележками;
стационарными, крепятся к фундаменту или устанавливаются непосредственно у рабочего места сварщика.
- По количеству корпусов сварочные установки бывают одинарные или сдвоенные.
- По разновидности токовых показателей:
с падающей вольт-амперной характеристикой (однокорпусные модели ПСО/однопостовые/ и ПСМ/многопостовые/ с асинхронными трехфазными двигателями) предназначены для ручной электродуговой сварки плавящимся или неплавящимся электродом с использованием защитных флюсов или газов;
с жесткой или пологопадающей ВАХ необходимы для аргоновой, полуавтоматической, автоматической сварки (модельный ряд источников тока типа ПСГ);
универсальные, работающие в различных режимах (установки ПСУ с регулируемыми вольт-амперными характеристиками).
От ВАХ зависит функциональность генерирующих установок. При выборе оборудования важно это учитывать.
якорь с расщепленными полюсами, отдельно монтируются обмотки намагничивания и размагничивания;
раздельные обмотки размагничивания наводят ток от независимого возбуждения.
Физические электромагнитные особенности оборудования несущественно сказываются на КПД.
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила. Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.
Как работает сварочный инвертор?

Продолжаем изучение сварочного инвертора «Telwin». В первой части было рассказано о силовой части схемы аппарата. Пришло время разобраться в управляющей части схемы.
Вот принципиальная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Рисунок схемы откроется в новом окне. Так будет удобнее более детально изучить схему.
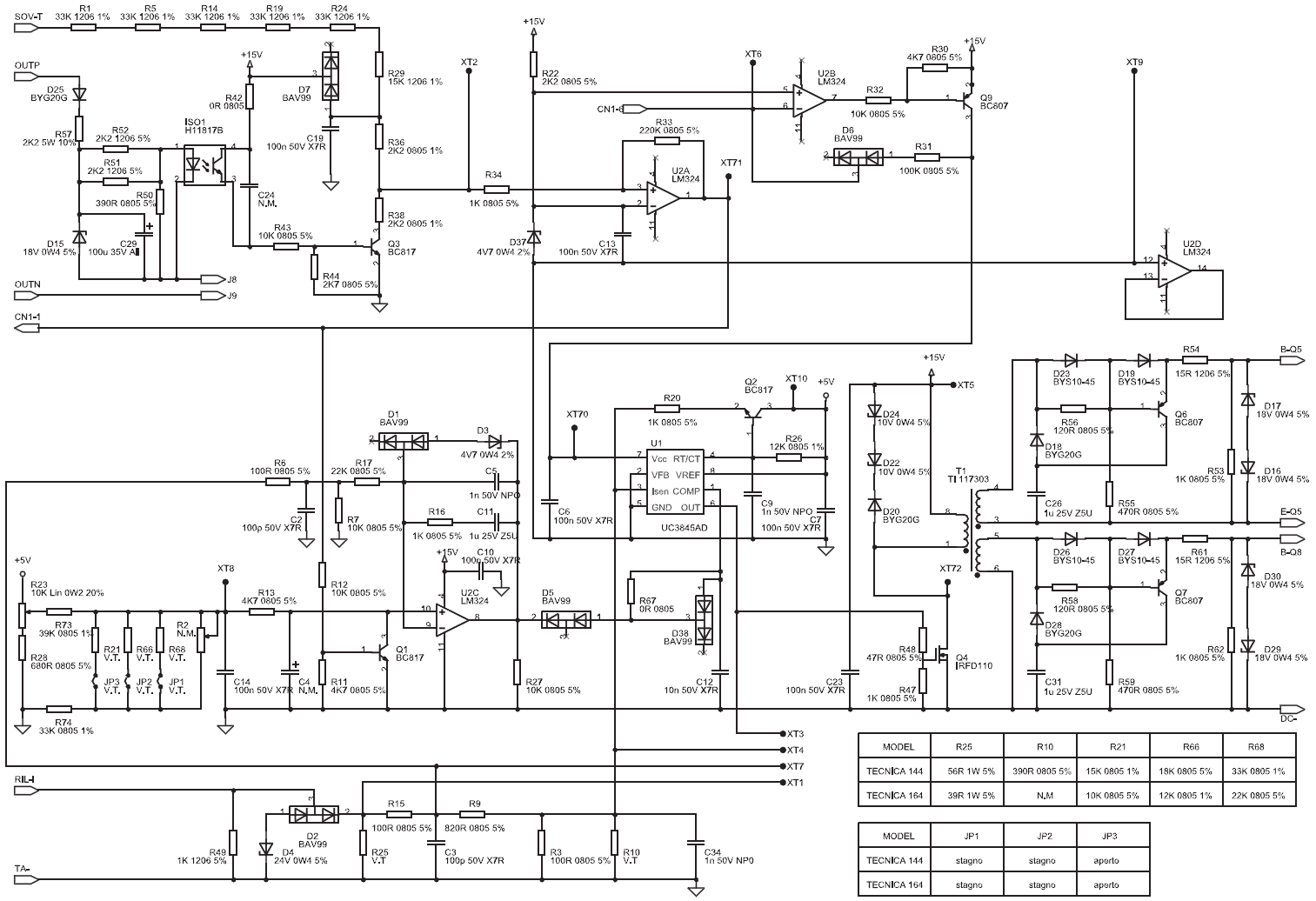
Схема управления и драйвер.
Мозгом устройства можно считать микросхему ШИМ-контроллера. Именно она управляет работой мощных транзисторов и, так сказать, задаёт темп работы преобразователя. В зависимости от модели аппарата могут использоваться микросхемы ШИМ-контроллера типа UC3845AD (Tecnica 144-164) или VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера легко найти на принципиальной схеме. Ну, а что в железе?
Далее на фото показана часть платы инвертора Telwin Force 165.

Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET-транзистора IRFD110 (Q4). Корпус у этого полевого транзистора довольно нестандартный (HEXDIP) – внешне похож на оптопару.

С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления мощными ключевыми транзисторами Q5, Q8 (см. схему силовой части).
Схема на транзисторах Q6, Q7 и "обвязка" этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения между затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора «TELWIN Force 165» можно обнаружить занятную деталь – трансформатор тока T2.

Эта деталь участвует в работе анализатора-ограничителя тока. По принципиальной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Далее это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10. За счёт этой схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, полученные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, а также выходного напряжения (OUT+, OUT-) сварочного аппарата используется схема, состоящая из элементов операционного усилителя (ОУ) на микросхеме LM324: U2A и U2B.
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного или заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При аварии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь блокирует работу генератора, а, следовательно, и всей схемы.

Выходное напряжение снимается с выходов «OUT+», «OUT-» и через элемент гальванической развязки – оптрон ISO1 (H11817B), поступает в схему контроля (U2A, U2B). Так осуществляется отслеживание параметров выходного напряжения.

В случае если напряжение в электросети завышено или занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 откроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Одновременно с этим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – "жёлтый"), указывающий на то, что в схеме неисправность или есть проблемы с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таким же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) параметры выйдут за рамки установленных. Такое может произойти, например, при неисправностях выпрямительных диодов или если выйдут из строя детали узла контроля – оптрон ISO1 или элементы его «обвязки», полупроводниковый диод D25, стабилитрон D15, резисторы R57, R52, R51, R50 и электролитический конденсатор C29.
О других элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который открывается и подаёт напряжение на микросхему U1.
Можно сказать, что эта схема участвует в запуске мощного инвертора, так как именно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.

Ручка резистора выводится на панель управления аппарата.

Также в цепи регулировки задействованы резисторы R73, R74, R21, R66, R68, R13 и конденсатор C14. Напряжение с цепи ручной регулировки поступает на 10 вывод элемента U2C суммирующего блока.
Как уже говорилось, сварочный инвертор имеет в своём составе множество регулирующих, контролирующих и защитных цепей. Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Теперь, когда мы разобрались в работе сварочного инвертора пора рассказать о реальном примере ремонта сварочного инвертора «TELWIN Force 165». Об этом читайте здесь.
Читайте также: