Как устроена лазерная сварка
Обновлено: 17.05.2024
Лазерная сварка — это один из видов сварки плавлением с нагревом рабочей зоны энергией лазерного излучения. Она относится к термическому классу сварочных технологий и входит в одну группу с плазменной, дуговой и электронно-лучевой сварками.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Лазерные установки применяют для сварочного соединения металлов с разными физическими свойствами. С их помощью сваривают сталь и медь с алюминиевыми сплавами, а также разнотипные цветные металлы. Новым направлением сварочных технологий является сварка лазером чугуна, которую применяют при производстве корпусов, элементов шестерен, запорной арматуры и других узлов и компонентов.
Стоимость лазерного оборудования снижается с каждым годом. Сейчас небольшие установки импульсной лазерной сварки доступны даже малому бизнесу и частным лицам. Они имеют небольшую мощность и их обычно применяют для резки, сварки и гравировки листовых материалов.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).
Заключение
Лазерная сварка является самой молодой из сварочных технологий — в промышленности она применяется только с конца семидесятых годов XX века. Сразу после своего появления она начала активно замещать традиционные методы сварки. Наибольшее распространение лазерная сварка получила в передовых производствах с инновационными технологиями.
В наше время лазерная сварка вышла далеко за пределы своего первоначального применения. Сейчас она используется не только в промышленности, но и в часовом производстве, при изготовлении и ремонте ювелирных украшений и даже при создании рекламных конструкций.
Как это сделано: лазерная сварка

Лазерная сварка применяется в промышленности уже более полувека. Обосновать в теории возможность концентрации светового потока для достижения в точке фокуса высочайшей температуры удалось советским физикам Н. Г. Басову и А. М. Прохорову, за что они были удостоены Нобелевской премии.
Ученым по всему миру удалось быстро построить работающие устройства, позволявшие благодаря достижению в малой точке очень высокой температуры соединять различные металлы, при этом повреждая их лишь незначительно (по сравнению с электродуговой или газовой сваркой). Лазерная сварка позволяет выполнять микроскопические сварные швы даже на драгоценных металлах.
Электричество — свет — тепло
Основные элементы лазера — это генератор накачки и активная среда. Генератор создает мощное излучение, передающее энергию в активную среду. По типу используемой активной среды различают твердотельные, газовые и диодные лазеры.
Первые лазеры 60-х годов прошлого века использовали натуральные рубины для создания лазерного луча. При облучении ионы хрома, входящие в состав рубина, переходят в возбужденное состояние и отдают запасенную энергию в виде света. Это световое излучение ионов хрома, отражаясь от зеркальных торцов рубинового кристалла, циркулирует параллельно оптической оси, возбуждая все новые ионы. Лавинообразный процесс приводит к созданию мощного светового потока, который излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки, что создает в точке фокуса температуру в миллионы градусов Цельсия.
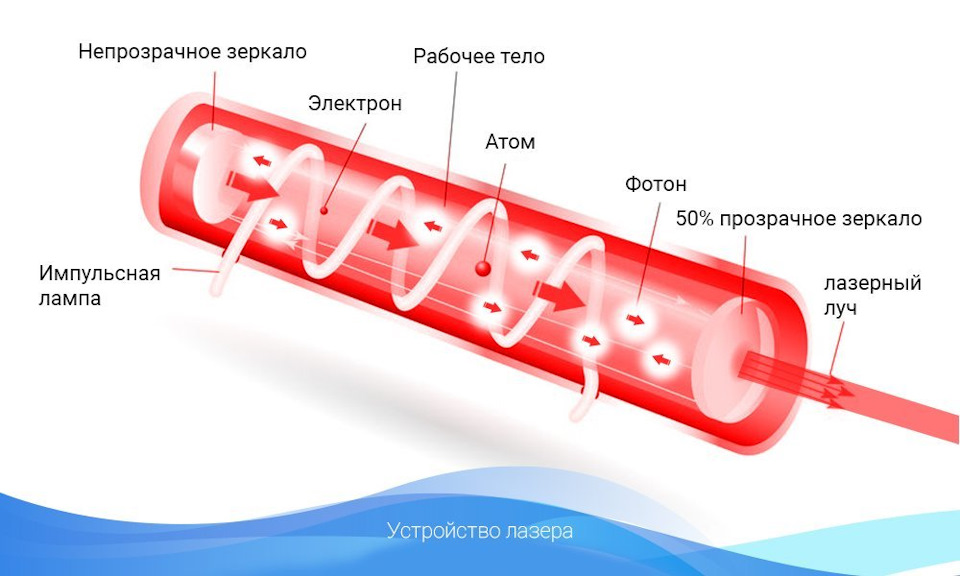
Такие твердотельные лазеры дороги и обладают низким КПД, поэтому уже в 70-х появились СО2-лазеры, в которых в качестве активной среды используется смесь газов. Наполненная газом трубка ограничивается с двух сторон строго параллельными зеркалами — непрозрачным и полупрозрачным. В результате электрического разряда между введенными в трубку электродами возникают быстрые электроны, которые возбуждают газовые молекулы. Возвращаясь в стабильное состояние, эти молекулы образуют кванты света так же, как и в твердотельном лазере.
На сегодня наиболее дешевыми и распространенными являются диодные лазеры, в которых диод может выполнять роль как активной среды, так и генератора накачки.
Благодаря малому размеру полупроводников и их низкому энергопотреблению удалось сделать маломощные лазеры компактными и приспособить для многих нужд.
Сварка — только плюсы
Сварка различных металлов является одним из важнейших применений лазера сегодня. По сравнению с традиционными методами, лазерная сварка обладает рядом неоспоримых преимуществ.
• Управление лазерным потоком с помощью системы зеркал и отражателей позволяет достигать труднодоступных мест и участков, что важно при потоковом производстве.
• Сварка лазером обеспечивает глубокий, почти сквозной провар, но не оставляет наплывов с обратной стороны.
• Узкое воздействие света не позволяет перегреваться всей поверхности изделия. Это сохраняет целостность его форм и ровность линий, что находит свое применение в автомобильной промышленности.
• Использование лазера позволяет соединять такие тонкие элементы, которые неподвластны аргоновой сварке, что применяется в микроэлектронике.
• Безопасность при ведении работ за счет отсутствия широкой зоны распространения тепла позволяет вести некоторые операции по сварке даже без защитных перчаток.
• Лазерные сварные соединения, как правило, выдерживают статический изгиб на 180°, а при испытании на растяжение и ударный изгиб детали разрушаются по основному металлу, поскольку из-за высокой скорости лазерной сварки сам шов имеет чрезвычайно плотную структуру и высокую прочность.
Лазерная сварка уже прочно обосновалась в автопроме. С ее помощью соединяют элементы кузовов, детали многих узлов и агрегатов.
Лазерная сварка используется там, где традиционные методы пасуют. Чтобы соединить сверхтонкий иридиевый наконечник свечи зажигания DENSO с телом электрода, используют именно этот метод — это особая запатентованная DENSO технология 360-градусной лазерной сварки. Она позволяет создать сверхпрочный сварной шов, при этом не повреждая и не оплавляя миниатюрный наконечник.
Лазерная сварка используется при создании управляющих микросхем во многих датчиках DENSO. Особенно там, где требуется высокая прочность и виброустойчивость, например в датчиках EGTS (температуры выхлопных газов).

По мере удешевления самих лазерных установок лазерная сварка все больше начинает преобладать над аргоновой, стремительно вытесняя все традиционные методы. Все большее количество изделий DENSO изготавливается с помощью этой высокоточной технологии. Найти запчасти, прочность которых гарантирована лазерной сваркой, можно в нашем электронном каталоге.
Все что нужно знать о лазерной сварке от А до Я
Если Вы хотите узнать все о лазерной сварке металла, то вы пришли по адресу. В нашей статье Вы найдете подробное описание процесса, используемое оборудование, его разновидности и параметры.
Сущность и основные преимущества сварки лазерным лучом
Весь процесс построен на применении инновационной технологии фокусирования луча. Лазерный луч под воздействием системы линз и зеркал фокусируется в точку крайне малого диаметра, тем самым формируя в этой точке максимум передаваемой энергии.
Попадая на свариваемые детали, луч мгновенно разогревает место падения до температуры плавления металла данного типа, и тем самым соединяет детали между собой.
Данный метод применим абсолютно к любым материалам, в том числе цветным и черным металлам, поливинилхлориду, полипропилену и т.д. Среди основных достоинств выделяют хороший КПД и производительность, точность, эстетику получающихся швов, часто не требующих дополнительной обработки, и возможность работы с поверхностями, находящимися в местах со сложным доступом.
Классификация лазерной сварки
Все сварочные швы, изготовленные с использованием лазера, выполняются по одному из трех основных способов.
Способ точечного схватывания
Применяется в основном для тонкостенных материалов и легкоплавких металлов. Суть способа в том, что сварочный аппарат формирует не непрерывный сварочный шов, а прихватывает детали точками на определенном расстоянии. Такой способ хорош, когда требуется надежное соединение, но при этом существует опасность прожога тонкого металла.
Способ сплошной сварки
При сварке данным способом лазер может работать как импульсным, так и непрерывным излучением. Главный принцип данного способа – это полное перекрытие места стыка деталей сварным швом. Сварной шов, изготовленный таким способом, отличается высокой прочностью и эстетическим видом. Может применяться как для полного, так и для поверхностного схватывания деталей сварных конструкций.
Комбинированный способ сварки
При данном способе сварочные аппараты дополнительно оборудуются системой подачи и продвижения сварочной проволоки. Сварка производится материалом присадочной проволоки (иногда еще и в газовом облаке). Диаметр и состав проволоки выбирается исходя из состава материала, который необходимо сварить, а также требований к сварному шву. Способ хорошо зарекомендовал себя в работе с изделиями, имеющими проблемные геометрические формы и при работе в местах со сложным доступом.
Аппараты лазерной сварки металлов
Промышленностью и частными компаниями выпускаются аппараты с различными принципами рождения луча. Лазерная сварка двух металлических изделий возможна при применении любого из них, но у каждого есть различия в условиях эксплуатации.
Лазеры с твердым активным элементом
Конструктивно выполнены в виде небольших устройств с основным элементом, состоящим из рубинового кристалла и возбуждающего устройства. Аппараты просты в изготовлении и обслуживании, как правило не требуют серьезного обучения для уверенной работы.
Аппараты с элементами на основе газовой среды
Устройства, рассчитанные на работу с крупными деталями и материалами большой толщины. Из-за высокой стоимости и сложностей с монтажом всех систем охлаждения, подачи газа и компенсации порового облака, практически не встречаются в частном владении.
Оправдывают свое приобретение и обслуживание только в случае выполнения крупных заказов на постоянной основе, в противном случае лучше обратить внимание на аппараты, принцип работы которых основан на твердотельном кристалле.
Ручная сварка
Современный уровень приборостроения позволил вывести на рынок аппарат ручной лазерной сварки весьма компактных размеров. Аппарат имеет очень малую мощность, но тем не менее его стоимость сравнима с полноценным стационарным вариантом. Объясняется это тем, что при изготовлении ручного сварочного аппарата использовались субкомпактные элементы и двухсторонний монтаж высокой плотности.
С помощью ручных устройств можно проводить даже такие тонкие работы как пайка электронных компонентов и полупроводниковых приборов.
Лазерно-дуговая сварка
Принцип работы основан на применении положительных качеств сразу двух самостоятельно существующих аппаратов. Готовое изделие совмещает в себе элементы ручной дуговой сварки и лазерного генератора.
Сварка осуществляется за счет поджигания электрической дуги традиционным способом и расплавлении внешней поверхности металла. На последующих этапах процесса, к работе подключается лазерная установка, которая направляет лазерный луч в уже полученную ванну расплавленного металла.
Попадая на хорошо прогретый металл, лазер способствует его скорейшему расплавлению именно в тех местах, где это наиболее необходимо. Тем самым ускоряется процесс работы и предотвращается перегрев детали вблизи сварного шва.
Технологические особенности процесса лазерной сварки
К основным технологическим особенностям лазерной сварки относится соблюдение ряда правил:
- тщательная очистка металла перед сваркой;
- плотное прижатие деталей между собой;
- плавное и равномерное ведение луча вдоль оси предполагаемого шва;
- обработка сваренных деталей (при необходимости).
Лазерная сварка стекла и пластмассы
Как и в случае с тонкими изделиями, спаивание изделий из легкоплавких материалов производится преимущественно маломощными устройствами. За исключением того, что поверхности свариваемых деталей перед работой тщательно обезжириваются, суть применения специального оборудования для пайки всех видов пластика и стекла ничем не отличается от аналогичного процесса с металлическими изделиями.
А вы знаете что такое ппр на сварочные работы? Подробнее в статье по ссылке.
Особенности сварки тонкостенных изделий
Основное достоинство показываемое лучевой сваркой, это ее универсальность. Для любого материала всегда можно подобрать необходимую концентрацию энергии светового потока. Тонкие материалы лучше и безопаснее всего свариваются твердотельными лазерами на минимальной мощности.
При выборе мощности, дополнительно можно поэкспериментировать с длительностью импульсов сварки или расфокусировкой лазерного луча. Расфокусировка даст уменьшение мощности на единицу площади, но будет способствовать паразитному нагреву детали вблизи места сварки.
Лазерная сварка деталей разной толщины
Лазерная сварка металлов разной по отношению друг к другу толщины проводится одним из двух методов.
- Соединяемые детали плотно прижимаются и с детали имеющей большую толщину снимается небольшая фаска. Таким образом достигается примерное выравнивание толщин материалов в месте сварки.
- Две детали также плотно прикладываются одна к другой, но механического воздействия на них не осуществляется. Для компенсации разной толщины деталей и как следствие разного времени прогрева, лазерный луч направляют в большей степени на толстое изделие чем достигают равномерность прогрева обеих деталей.
Качество защита шва и дефекты при лазерной сварке
Лазерная сварка сама по себе считается высокоточным процессом, но дефекты и недостатки в работе случаются даже при ее использовании. Вот основные из них:
- прожог металла – случается, когда неверно выставлена мощность, частота импульсов или скорость лазера;
- лишние добавки – как правила являются следствием плохой очистки поверхности материалов перед сваркой;
- плохой провар шва. Так же проявляется при недостаточной мощности лазера, реже как результат мало-опытности самого сварщика.
Как показывает практика, 90% дефектов можно избежать просто качественно, проводя подготовительные мероприятия и настройку оборудования.
Преимущества и недостатки лазерной сварки
Лазерная сварка, как и любой другой сложный физико-химический процесс имеет свои достоинства и недостатки. Разберем основные из них.
К преимуществам относится:
- способность соединять материалы разного состава, в том числе и между собой;
- точность проведения работ и ровность шва;
- температурное воздействие только на область провара;
- возможность работы в труднодоступных местах и даже сквозь свето-прозрачные перегородки.
Недостатки у лазерной сварки тоже имеются:
- высокая цена на сами устройства и их обслуживание;
- малая продуктивность (в случае использования аппаратов малой мощности);
- необходимость работы только в пределах специально оборудованных рабочих мест.
Техника безопасности
Техника безопасности при работе с лазерной сваркой проста, но требует обязательного исполнения.
- Рабочее место должно быть очищено от посторонних предметов и мусора.
- Само рабочее место должно хорошо проветриваться или быть оборудованным принудительной системой вентиляции.
- Поблизости от рабочего места не должны находиться легковоспламеняющиеся вещества.
- Работа должна проводиться в защитных очках.
- Так как велика опасность получения ожогов, на руки лучше надеть защитные перчатки.
Как сделать аппарат для лазерной сварки своими руками
Простейшее устройство для лазерной сварки способен изготовить в домашних условиях имея под рукой набор копеечных деталей даже неподготовленный человек. Для создания понадобится:
- паяльник;
- припой и флюс;
- детская лазерная указка;
- пишущий DVD привод (можно даже неисправный);
- небольшой отрезок соединительных проводов.
Работа по созданию сварочного аппарата начинается с разборки DVD привода и извлечении из него мощного светодиода, который и используется в штатном режиме для прожига дисков.
Полученный диод устанавливается в лазерную указку вместо имеющегося там простого светодиода. Соединительные проводки припаиваются к диоду и выводятся через кнопку указки на элементы питания. Простейший сварочный аппарат готов.
При желании такой аппарат можно усовершенствовать, подключив к нему Ардуино, сервопривод и шаговые двигатели.
Что такое лазер
Лазер представляет собой особый вид передачи энергии, основанный на принудительном генерировании световых волн определенной длины. Физически, чаще всего представляет собой полый цилиндр с размещенным внутри кристаллом рубина (или его аналога) и устройством по принципу работы схожем с катушкой индуктивности.
Лазерная сварка получается, когда под воздействием приложенного к обмотке катушки индуктивности электрического тока, атомная решетка помещенного в цилиндр кристалла начинает испускать волны равной длины и лавинообразно принуждать к этому все больше и больше атомов рубина.
После достижения пика интенсивности получившийся лазерный луч фокусируется в точку нужного диаметра (и как следствие мощности) и передается на нужный материал.
Принцип лазерного излучения
Сварка лазером не была бы возможна как процесс без формирования определенных принципов:
- принцип одно-направленности – лазерный луч параллелен на всем своем протяжении. Естественное рассеивание конечно присутствует, но его значение настолько мало, что при проведении сварочных работ в расчет не берется;
- принцип малой спектральности – рубиновый кристалл излучает волны настолько малой ширины спектра, что становится возможным их концентрация и фокусировка;
- принцип когерентности – в разных участках луча тепловое поле лазера будет отличаться. Этот принцип очень помогает при расчетах теплового воздействия на свариваемый металл в зависимости от его плотности и толщины стенок.
Виды лазеров
Несмотря на схожий результат, добиться получения лазерного излучения можно разными способами. В настоящее время получили распространение лазеры на основе твердотельного оборудования и так называемые «газовые» лазеры.
Вид применяемого для сварки оборудования выбирается исходя из анализа металла – (толщина, вид, твердость и т.д.), характера формирования необходимого шва (сплошной шов, шов с точечной лазерной сваркой) и массогабаритных параметров самого оборудования.
В принципе добиться необходимого результата можно любым из них, но каждый имеет собственный набор характеристик, достоинств и недостатков набор которых зачатую играет решающую роль.
Твердотельные лазеры
Твердотельные лазеры имеют массу достоинств в том числе и перед лазерами других типов. Они более компактные и как следствие могут быть без проблем доставлены и размещены практически в любое помещение.
Стоимость твердотельных лазеров невысока и его может позволить себе даже небольшая мастерская или простой гаражный цех. Лазеры данного типа потребляют мало энергии и не требуют сложной системы подачи и стабилизации напряжения питания.
Мощность таких установок невелика – максимальное значение в пределах 5-6 кВт. Чаще всего ориентированы на сварку металлов с малым и сверхмалым сечением, цветных металлов а также различных других легкоплавких материалов (оргстекло и прочие).
Газовые лазеры для сварки
Газовые лазеры намного мощнее ранее рассмотренных, их мощностные показатели начинаются от 15-20 кВт. Такая мощность позволяет продуктивно работать с материалами большого сечения и высокой твердости. Но большая мощность влечет за собой и основной недостаток – габариты.
Для полноценной работы газового лазера необходим мощный источник питания, газовый баллон, насос для прокачки казовой смеси, газоразрядная трубка, жидкостная система охлаждения сложной конфигурации и масса других нюансов.
Газовые установки применяются преимущественно в производственных цехах и там, где необходима высокая скорость сварки без оглядки на габариты и потребляемую мощность.
Работа с газовыми лазерами как правило проводится в атмосферных условиях, но с использованием одной особенности – при попадании лазера на металл он плавится, и в точке плавления образуется облако выделяемых при кипении металл паров.
При достаточно интенсивной работе такое облако может вносить искажение в подводимый луч и мешать процессу сварки. Чтобы этого не происходило, дополнительно применяется газ создающий защитное облако. В качестве такого газа как правило выбирают аргон.
Особенности газодинамических лазеров
Газодинамические лазеры обладают являются лидерами в мощностных показателях среди всех типов лазерных установок. Принцип работы таких лазеров основан на разогреве до высоких температур активного вещества – окиси углерода. Применяется исключительно в тяжелой промышленности для работы с массивными деталями из черных металлов.
Основным недостатком являются массогабаритные показатели оборудования и сложность самого процесса сварки.
Использование гибридных установок
Гибридная лазерная сварка характеризуется введением в зону плавления металла двух деталей, третьего материала, в частности, сварочной проволоки. Проволока расплавляясь заполняет собственной массой зазоры и промежутки между свариваемыми деталями.
Применение дополнительных присадок упрощает процесс соединения деталей и частично повышает прочность сварного шва.
Видео лазерной сварки — 5 подробных роликов
Лазерная сварка становится все более популярным методом сварки благодаря своим многочисленным преимуществам. Мы подобрали для Вас полезные видео для более глубокого понимания процесса.
Процесс
Процесс и принцип работы лазерной сварки смотрите на видео ниже, он относительно прост.
Сначала сварщик выбирает правильные параметры сварки для проекта, а затем размещает свариваемые детали. Затем он или она начинает сварку, перемещая лазер вперед и назад по шву. Весь процесс, как и показано на видео, занимает меньше минуты.
Оборудование
Об принципе и оборудовании для лазерной сварки металла смотрите следующее видео ниже.
При работе лазером вам необходимо иметь правильное оборудование, чтобы обеспечить бесперебойную работу процесса. Конечно, вам понадобится аппарат, а также соответствующее защитное снаряжение. Сюда входят защитные очки для защиты глаз от лазерного луча и сварочные перчатки для защиты рук.
Вам также понадобится рабочая поверхность, способная выдерживать тепло, выделяемое в процессе. Многие сварщики используют сварочный стол, специально предназначенный для работы при высоких температурах.
Если у вас нет сварочного стола, вы можете использовать обычный верстак, но убедитесь, что он покрыт огнеупорным материалом, таким как асбест или стекловолокно.
Оборудование и процесс лазерной сварки детально показан на видео.
Безопасность
Есть некоторые проблемы с безопасностью лазерных сварочных аппаратов. Сварщики подвергаются ряду потенциальных опасностей. Травмы могут быть вызваны летящими искрами, парами, электрическим током и излучением.
Во избежание травм сварщики должны носить соответствующее защитное снаряжение, включая сварочные каски, защитные очки, перчатки и фартуки.
Подробно об этом на видео.
Также должны применяться меры предосторожности во избежание возгорания, например, держать легковоспламеняющиеся материалы вдали от зоны сварки.
Области применения
Этот способ используется в самых разных областях. Он широко используется в аэрокосмической и оборонной промышленности из-за его высокой степени точности и способности создавать очень маленькие сварные швы. В этих отраслях он используется для сварки деталей самолетов, компонентов ракет и другого тяжелого оборудования.
Широко используется в автомобильной промышленности. Автопроизводители используют его для кузова автомобиля, а также для соединения таких деталей, как двигатель и шасси. Это позволяет им создавать более прочные и долговечные автомобили.
Также может использоваться в медицине. Например, его можно использовать для сращивания костей во время операции или для герметизации ран. Это помогает сократить время заживления и свести к минимуму образование рубцов.
Преимущества
Она имеет много преимуществ по сравнению с традиционными методами сварки.
Первое преимущество заключается в том, что она очень точная. Луч можно направлять с большой точностью, поэтому его можно использовать для сварки очень мелких деталей. Эта точность делает технологию идеальной для таких направлений, как медицинские имплантаты и микроэлектроника.
Еще одним преимуществом является то, что она производит меньше тепла, чем традиционные методы сварки. Это означает, что свариваемые детали не так сильно нагреваются, поэтому они с меньшей вероятностью деформируются.
Лазерная сварка является универсальным и эффективным методом, имеющим множество преимуществ по сравнению с другими способами как это было показано на видео. Его можно использовать для соединения различных материалов, включая металлы, сплавы и пластмассы.
Она также очень быстрая и может производить высококачественные швы с небольшими деформациями. Кроме того, это относительно чистый процесс и производит мало отходов.
Всё о лазерной сварке: преимущества и недостатки, характеристика, виды, дефекты
Лазерная сварка - это способ соединения деталей за счет локального плавления. Встречается при обработке изделий из металла, пластика, стекла и других твердых материалов, когда нужно точное соединение деталей при сложной конфигурации.
Эта технология дает гладкий шов без следов деформации в виде неровностей, искривлений, шероховатости.
Общая характеристика
Лазерная сварка активно используется в промышленных масштабах для формирования высокоточного и неразъемного соединения.
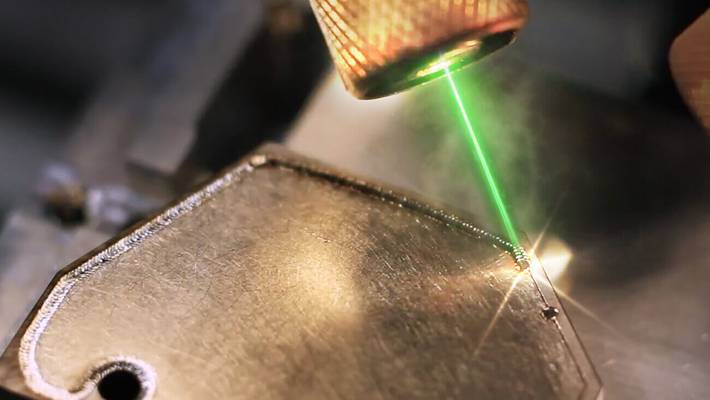
Во время лазерной сварки металлических изделий прибегают к специальному оборудованию, которое при нужных навыках и правильно подобранных настройках обеспечивает высокое качество фиксации и аккуратный шов.

Рис.1. Сварка металлических изделий лазером
Процесс этой технологии обеспечивает преобразование металлического элемента на стыке. Луч лазера способствует процессу нагревания и дальнейшего плавления на обрабатываемом участке. Лазер создает световой поток с характерной монохромность.
Длина волн идентична. Это упрощает контроль потоков при фокусировке линз или отклонения рабочих призм. Мощность пуска повышается за счет появления волнового резонанса.
При лазерной сварке используются следующие сварочные аппараты:
- роботизированные (работа без человеческого присутствия и контроля);
- автоматические;
- полуавтоматические.
Всем трем видам характерно формирование лазерного луча, который воздействует на определенный участок - способен нагревать и расплавлять на ней металл.
Технология лазерной сварки
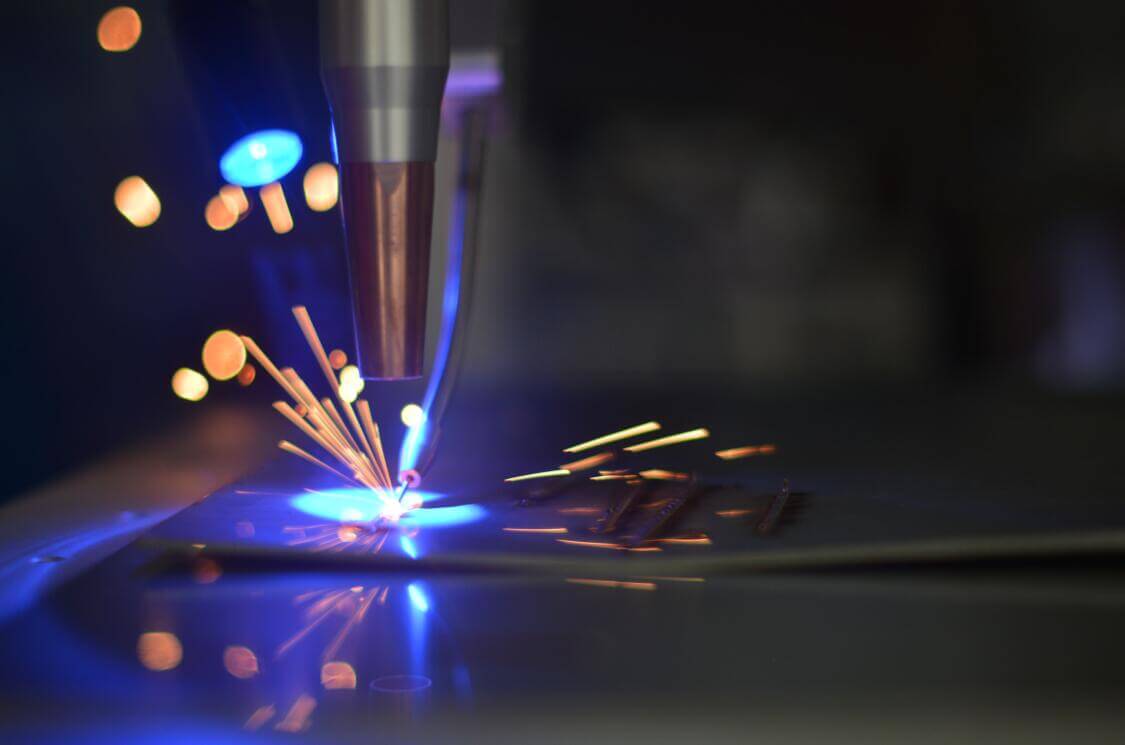
Рис.2. Технология лазерной сварки металлов
Лазерной сварке свойственны показатели:
- когерентности. Сочетание фаз теплового поля луча лазера в разных областях;
- монохроматичности. Малая ширина линий спектра-источника;
- направленности. Отсутствие рассеивания лазерного луча при его перемещении от источника к области для сварки во время сварочного процесса.
Из-за этих свойств мощность луча значительно увеличивается. Он отвечает за равномерное плавление, а также за испарение металлов в свариваемой зоне.
Особенностью сварочного процесса является факт того, что источник может находиться на удалении от области сварки, в то время как в промежутке лазерной ванны не обязательно наличие вакуума.
Как работает лазерная сварка
Лазерный луч производит фиксацию изделий следующим образом:
- Соединяемые элементы плотно фиксируется у соединительной линии;
- Лазерный луч направляется на стык;
- Происходит активизация генератора. Устройство равномерно разогревается и затем плавит металлические частицы на кромках. Лишние элементы при данной технологии испаряются.
У луча лазера сечение с небольшими размерами, поэтому полученный сплав исправляет неровности, заполняет трещинки и другие недочеты, попавшие на территорию обработки лазерным лучом.
Во время сварки лазером формируется сварное соединение изделий с большей плотностью. Для него не характерна пористость, которая встречается при других типах сварки. Также при лазерном типе отсутствует окисление металла из-за высокой скорости лазерного луча, который перемещается по поверхности изделия.
В этой технологии применяются два вида шва:
- Сплошной. Необходим при сваривании труб из нержавеющей стали. Нужны в операциях, где нужен высокий уровень герметичности
- Прерывистый. Подходит для сварки малых конструкций с поверхностными повреждениями.
В лазерной сварке можно найти много преимуществ, из-за чего она и стала более востребованной. Рассмотрим их поближе:
- Сварка лазером подходит для обработки многих материалов: различные магнитные сплавы и сплавы металла, стекло, термопласты, керамика.
- Обладает высокой точностью. Траектория пятна нагревания отличается стабильностью.
- Сварное соединение небольшого размера, из-за чего оно становится незаметным.
- Область около шва не нагревается, поэтому деформация свариваемых элементов минимальна.
- Во время нагревания не выражается рентгеновское излучение и не создаются продукты сгорания.
- У сварочного процесса высокая химическая чистота, так как в процессе сварки не прибегают к дополнительным электродам, флюсам и присадкам.
- Отличный вариант для сварки в труднодоступных местах. Может использоваться на большом расстоянии от области расположения лазера.
- С помощью данной техники можно обработать материалы, которые находятся за прозрачными элементами.
- Может применяться для сварки элементов, которые находятся за прозрачными материалами.
- Созданным во время сварки сварным швам свойственны высокие показатели качества и прочности.
- При переходе на создание нового изделия можно происходит быстрая перенастройка системы.

Рис.3. Преимущества и недостатки сварки при помощи лазера
Перед подготовкой к лазерной сварке стоит учитывать и минусы данного вида сварки. В первую очередь, это следующие:
- Высокая стоимость. Инструменты и комплектующие для лазерной сварки относительно дорогие. Это причина, по которой данный тип преимущественно встречается в промышленности и на производстве. Можно попробовать создать оборудование для лазерной сварки самостоятельно, но для этого нужно обладать особыми навыками и знаниями, иметь специальные инструкции и схемы с чертежами.
- Обслуживающий персонал для устройств по лазерной сварке должен обладать высокой квалификацией.
- Также особые требования выдвигаются и к помещениям, где будет размещено оборудование для лазерной сварки. Рассматриваются все показатели - от запыленности до показателей вибрации и влажности.
- Низкий КПД у лазерно-дуговой сварки. В целом, для газовых сплавов он составляет 10%, а для твердотельных - лишь 1.
- Кроме этого, существует высокая зависимость от отражающей способности у самой заготовки. Если она низкая, то такой будет и эффективность.
Условия и способы лазерной сварки
Лазерная сварка металлов имеет разные требования и условия для проведения операций.
Для сварки изделий из нержавеющей стали, металлов и деталей из схожих сплавов необходим луч с повышенной мощностью. Во время операции нужно добиваться его точной фокусировки. Луч перемещается на рабочую поверхность через направляющие линзы и центр переднего зеркала, как только интенсивность пучка достигает самых высоких показателей.
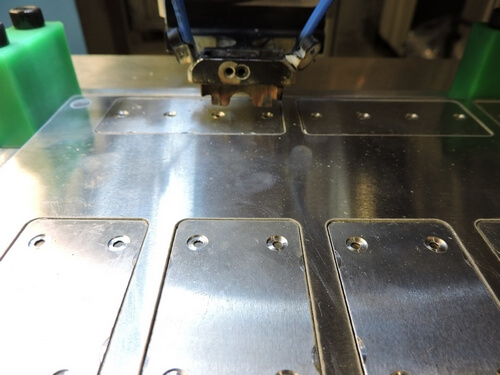
Рис.4. Лазерная сварка металла
Также в зависимости от твердости материала, сварка нержавеющей стали и других металлов может проводиться по разному с точки зрения глубины проплава. Он может быть как поверхностный - эти показатели регулируются во время проплавления металлических частей.
Сварка проводится двумя способами:
- непрерывным лучом;
- прерывистыми импульсами.
Лазерная сварка импульсом лучше всего подходит для сварки изделий из тонколистового проката, толстостенных деталей и сложных профилей.
Методы лазерной сварки могут отличаться за счет специфики материала. Для обработки нержавеющей стали, алюминия и меди подойдут следующие:
- Стыковой метод. Для него не нужны дополнительные присадки или флюс. Размер стыка между металлическими деталями - не более 0,2 мм. Этого достаточно, чтобы создать корректную фокусировку луча лазера на стыке. “Кинжальное” проплавление металла происходит по всей толщине. В случае стыкового способа лазерной сварки на изделии проводится дополнительная защита шва азотом или газом от окисления металла. Интенсивность лазерного излучения до 1 мВт/см2.
- Нахлёсточный метод. В процессе операции происходит наложение металлических листов внахлест. Мощное излучение создает отличное соединение с дополнительным прижимом элементов. Зазор между ними составляет до 0,2 мм.
Лазерная сварка проводится при помощи разных лазеров в зависимости от обрабатываемого материала. Для нержавейки, алюминиевых сплавов или меди применяется другой тип, нежели тот, к которому прибегают для обработки стекла и керамики.
Оборудование бывает следующих типов:
Каждому из них соответствуют определенные характеристики.
Твердотельные лазеры используются для сварки лазером серебра, пластмасс, нержавейки, меди, стекла и других твердых элементов. В составе таких лазеров имеется особый рубиновый стержень, который также производится из неодимового стекла. Располагается внутри специальной осветительной камеры.
Процесс использования данного вида лазеров выглядит следующим образом:
- В осветительную камеру с выбранной частотой направляется луч света с высокими показателями мощности. При этом возникает возбуждение атомных частиц.
- Появляется световое излучение. Его волны обладают одинаковой длиной.
- Так как части стержневой детали на торцах состоят из отражающих зеркал, а одно из них является частично прозрачным, именно через него проходит энергия в качестве лазерного излучения.
Газовые сварочные лазеры отличаются большими мощностными показателями и производительностью. Это их отличает от твердотельных лазеров.
Активный компонент в случае таких устройств - газовая смесь.
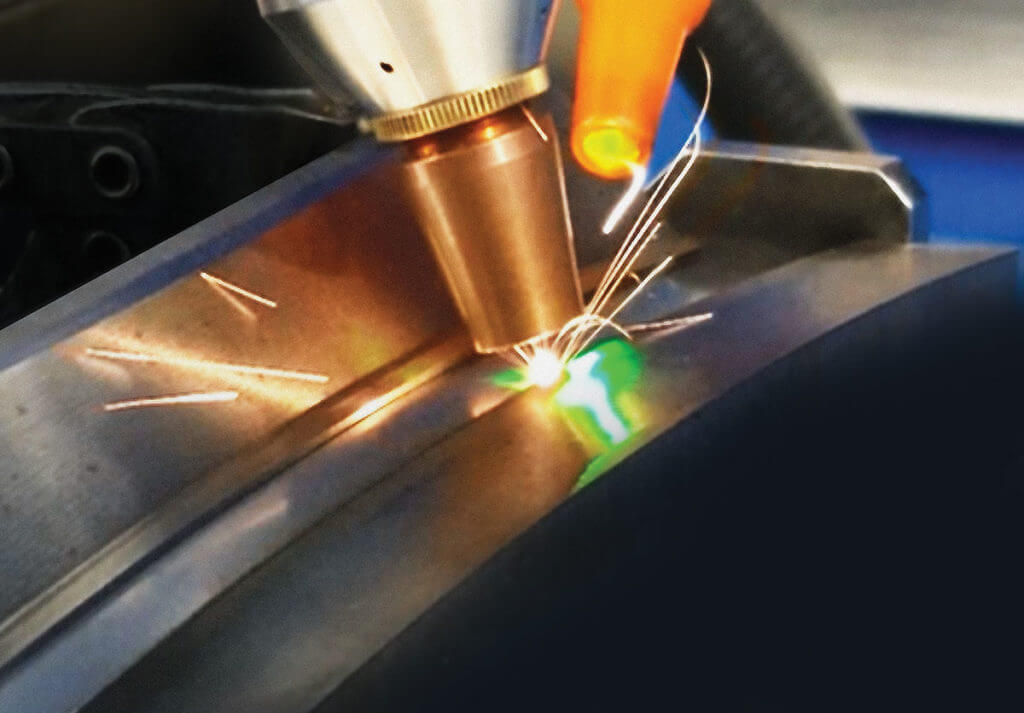
Рис.5. Сварка металла газовым лазером
Они проводят сварку таких материалов, как алюминий, титан, нержавейка и других похожих по параметрам металлов с использованием вспомогательных средств:
- прокачивание газа и передача его из баллонов происходит через насос, поэтому в качестве дополнительного элемента с ним используется газоразрядная трубка;
- между электродами проходит электрический разряд (ток). Из-за этого возбуждается газовая смесь;
- лазерные лучи проходят через установленные зеркала. Они располагаются в торцевой области газоразрядной трубы;
- при лазерной сварке крупных деталей (автомобильный кузов, детали с большой толщиной и др.) источник питания соединяется с электродами;
- охлаждается за счет водяной системы.
Газовое оборудование отличается большими габаритами, что не для всех удобно. В то же время существуют лазерные устройства, которым характерна поперечная прокачка газа. Они отличаются небольшими размерами и считаются более компактными. Показатели мощности подобных устройств - от 20 кВТ. Это позволяет проводить сварку толстостенного металла с высокой скоростью - приблизительно до 60 метров в час.
Такой метод лазерной сварки применим не только для прочных металлических сплавов - с его помощью обрабатываются драгоценные металлы (платина, золото, серебро), алюминий, медь, титан. Так как это специфические материалы, для них проведение операций по сварке происходит в атмосферных условиях со специально созданным вакуумом. Дополнительные средства формируют защиту от воздушного воздействия на расплавленный металл. В первую очередь, это газы. В особенности - аргон.
Из-за того, что во время сварки создается высокая тепловая мощность лазерного луча, процесс испарения металлических частиц проходит еще активнее. Параллельно с этим проводится ионизация паров, чтобы луч лазера экранизировался и рассеялся.
Газовые лазеры для сварки используются не только для металла, но также для стекла или пластмассы. В их обработке встречаются два вида газа:
Чаще всего, это гелий - он не рассеивает луч лазера и легче, чем аргон.
Сварщики с большим опытом работы упрощают процесс использованием комбинированных смесей газов, у которых есть защитные и плазмоподавляющие параметры.
У газодинамических лазеров самые высокие показатели мощности. Они относятся к устройствам с использованием окиси углерода. Данный состав нагревается до 3000 К. После проходит через сопло Лаваля, после чего происходит снижение давления и последующее охлаждение газового компонента.
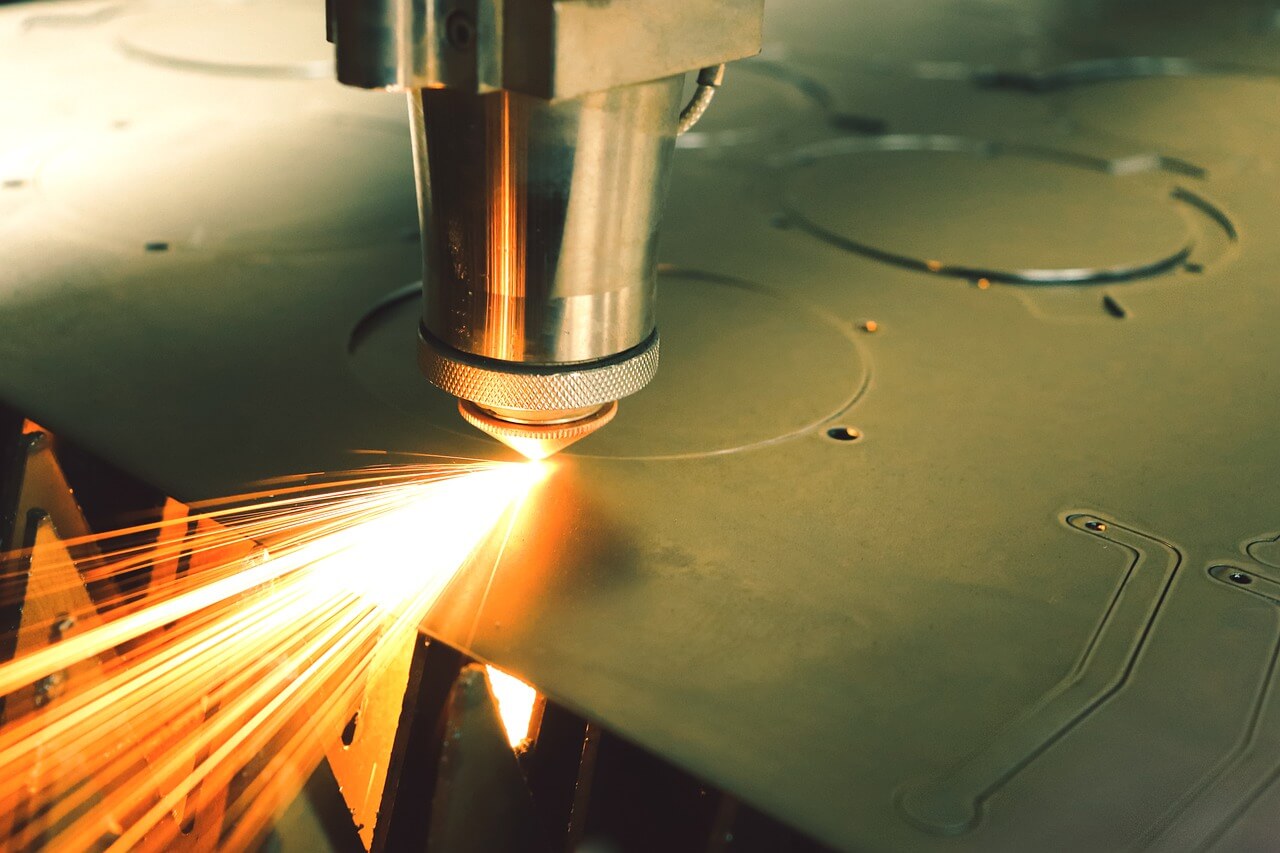
Рис.6. Применение лазеров для сварки по металлу
Лазерная сварка специальных элементов в виде толстостенных деталей, элементов с зазорами или большими металлическими плоскостями проводится при помощи дополнительных материалов для присадки. В первую очередь, это проволока для зажигания электрической дуги. За счет этого заполняется пространство между пластинами и создается соединительный шов с высокой прочностью.
Обдув инертным газом производит защиту толстостенных металлических конструкций и автомобильных деталей. Его подача происходит через сопло, которое крепится рядом с лазерной головкой.
Их сварка проходит на столе и на отдельных подставках от оборудования. Процесс осуществляется поэтапно:
- Сначала металл очищается от загрязнений, окалин, масляных остатков, водяных капель и влаги в цело.
- Детали плотно подгоняются стык в стык.
- Создается химическое травление металлической поверхности.
- Аппарат лазерной сварки настраивается с выставлением необходимых параметров. Для этого обращаются к типу свариваемого материала и подбивают параметры под него.
- Головка сварочного инструмента размещается у линии начала соединения.
- Активируется кнопка запуска сварки.
Во время сварочного процесса нужно следить за тем, как луч попадает на стыковую область.
Тонкостенные детали представлены в виде небольших изделий из области микроэлектроники. Это могут быть проволочные выводы, чей диаметр варьируется от 0,01 до 0,1 мм, или же фольгированные элементы с диаметром точки лазера 0,5-0,9 мм. Их обработка производится твердотельными лазерами. Твердотельная лазерная установка способна провести точечную лазерную сварку для катонного соединения с высокой герметичностью. Необходимая деталь в современных кинескопах.
Для работы по мелким деталям с тонкими стенками подходит минимальная мощность проведения.
Операции проводятся импульсным или непрерывным режимом.
При импульсном режиме необходимо повышается скважность импульса и сокращать длительность. При непрерывном режиме - повышать скорость лазера.
Что касается изделий из стекла и пластмассы, лазерная сварка также проводится благодаря твердотельным установкам. Они представляют собой простое устройство, которое состоит из отражательной трубки с двумя электродами, а также смеси из ионизирующих газов в пространстве между ними.
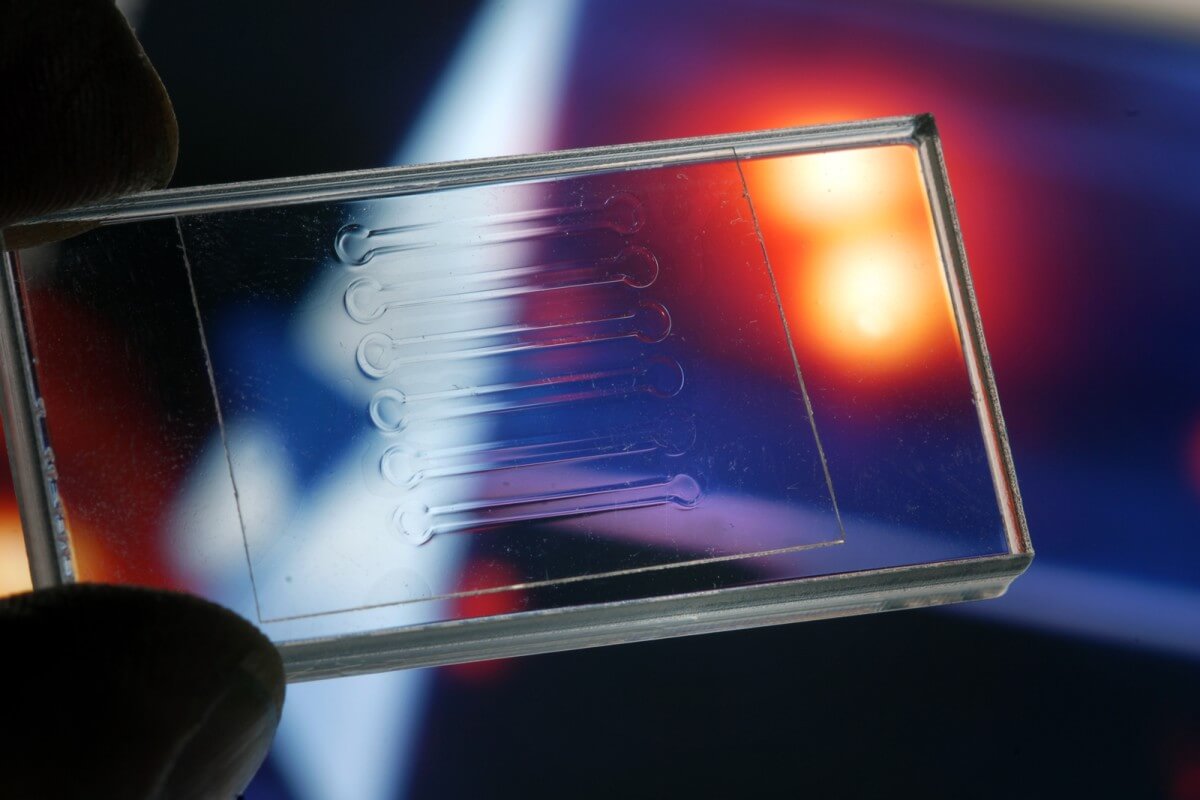
Рис.7. Лазерная сварка по стеклу
Такое устройство встречается во время ремонта очков - как пластиковых, так и стеклянных элементов. Сварка таким образом не требует дополнительного припоя при сваривании оправ.
Лазерная сварка деталей из стекла и пластика происходит с той же последовательностью, что и металлические изделия:
поверхности элементов, которые будут подвержены сварке, очищаются от пятен, пыли и других загрязнений
подготавливаются установка и электроды к дальнейшей работе, настраивается линза для фокусировки. В случае использования расфокусированной линзы есть риск смазанного лазерного луча. В таком в случае не получится сделать четкий локальный расплав металла. Корректно сфокусированный пучок обладает круглой формой
устанавливается нужное значение мощности сварки
можно приступать к работе.
Лазерная сварка в промышленности
В промышленной технологии лазерной сварки используются следующие устройства:
Читайте также: