Возбудитель стабилизатор сварочной дуги
Обновлено: 20.09.2024
Аргоновая сварка переменным током применяется главным образом для алюминия и его сплавов. С ее помощью получают соединения с более высоким качеством, чем это можно сделать при использовании электродуговой или газовой сварки. Аппаратура для такой сварки считается самой сложной и дорогостоящей. Переменный ток при аргоновой сварке не позволяет работать при низком напряжении холостого хода трансформатора, что вызывает значительное потребление тока из сети.
Для создания аргоновой установки переменного тока вам потребуются следующие устройства: аргоновый баллон с редуктором и расходомером, газоэлектроподводящий шланг, аргоновая горелка, вольфрамовые электроды, сварочный трансформатор, компенсатор постоянной составляющей тока дуги, осциллятор.
Если вы уже построили аргоновую установку постоянного тока, то из нее можете использовать аргоновый баллон с редуктором и расходомером, газоэлектроподводящий шланг, аргоновую горелку.
Почему необходим переменный ток?
Алюминий является очень активным металлом, из-за этого окисляется практически мгновенно и покрывается пленкой окиси. Эта пленка в дальнейшем предохраняет сам алюминий от окисления, но она же значительно затрудняет процесс сварки.
Для ликвидации окисной пленки существуют три способа: химический, механический и электрический. С химическим и механическим способами вы уже познакомились, изучая процесс газовой и электродуговой сварки алюминия.
Аргоновая сварка обеспечивает процесс электрического удаления окисной пленки. Разрушение окисной пленки алюминия происходит тогда, когда к нему подключен минус питания, то есть используется ток обратной полярности.
В принципе, алюминий можно варить и на постоянном токе обратной полярности. Вырывающиеся из алюминиевого изделия электроны эффективно разрушают окисную пленку. Однако при этом сильно перегревается вольфрамовый электрод, и приходится значительно ограничивать сварочный ток (Таблица 5. 3.). На таком токе можно варить алюминий незначительной толщины.
На переменном токе одновременно протекают два процесса: в те моменты времени, когда на электроде минус, происходит разогрев и плавление алюминиевой детали; когда направление тока меняется и на электроде появляется плюс, происходит разрушение окисной пленки. Электрод перегревается намного меньше, чем на постоянном токе обратной полярности, соответственно допускается увеличение сварочного тока (Таблица 6. 1.).

Защитные газы
Для защиты расплавленного алюминия применяется аргон марки Б. Аргоном этой марки можно пользоваться и при сварке постоянным током, так что вам лучше сразу приобрести аргон этой марки и использовать его как универсальный. По сравнению с защитой стали, расход аргона придется увеличить в 2 раза.
Кроме аргона желательно приобрести баллон гелия. На практике часто приходится сваривать довольно массивные изделия. Может быть так, что подогревающая пропановая горелка работает на полную мощность, электрическая проводка на пределе, трансформатор дымится, а металл все никак не удается расплавить. В этом случае вместо аргона подключаем гелий.
Электрическая дуга в гелии имеет в два раза более высокое напряжение, чем в аргоне, что позволяет при том же токе увеличить проплавляющую способность.
Используйте гелий только в таких критических ситуациях, так как он дороже аргона, и расход его придется устанавливать в два раза больше.
Баллоны с гелием окрашены в коричневый цвет и часто используются на народных гуляниях для наполнения летающих игрушек.
Аргоновая горелка
Аргоновая горелка воздушного охлаждения, которую вы с успехом применяли для работы на постоянном токе, при работе на переменном токе может оказаться недостаточно мощной.
Постоянный ток обладает одной особенностью: в том месте, куда подводится плюс питания, выделяется намного больше тепла, чем на минусе. Как вы уже убедились, при аргоновой сварке постоянным током используется прямая полярность, то есть на электрод подается минус. Из-за этого электрод, нагреваясь незначительно, допускает применение больших токов.
Совсем иная ситуация при сварке переменным током. Здесь тепловыделение как на электроде, так и на изделии, примерно одинаково. Из-за этого перегревается как электрод, так и горелка.
Горелка воздушного охлаждения может выдержать максимум 160-180 А. Этого не всегда бывает достаточно при сварке массивных блоков цилиндров. В этом случае вам придется приобрести горелку с водяным охлаждением.
При замкнутой системе охлаждения используется циркуляционный насос, радиатор и охлаждающий его вентилятор.

Аргоновые горелки водяного охлаждения, ко всему прочему, допускают использование электродов диаметром 4 мм и более.


Вольфрамовые электроды
Для сварки алюминия используются электроды марки ЭВЧ (электрод вольфрамовый чистый). Они ничем не покрыты и на вид блестящие. Конец электрода затачивается в виде полусферы. Можно вообще их не затачивать, а, как говорят сварщики, «обжечь». Перед сваркой электрод зажигается на медной пластине, дуга удерживается до тех пор, пока на конце не образуется искомая полусфера.


Сварочный трансформатор
Для аргоновой сварки переменным током требуется трансформатор с напряжением холостого хода от 60 до 80 В. В принципе, дуга горит и при меньшем напряжении, но в этом случае ее необходимо держать короткой, что приводит к частым касаниям концом электрода изделия. Трансформатор с напряжением 60 – 80 В применяется только вместе с осциллятором.
Если осциллятор у вас отсутствует, следует использовать трансформатор с напряжением холостого хода 100 – 120 В. Такой трансформатор трудно приобрести, поэтому вместо одного трансформатора лучше использовать два, включив их вторичные обмотки последовательно. При этом не забывайте, что вместе с ростом напряжения холостого хода растет потребляемый из сети ток (см. Главу 3.).
Если вы решились на покупку готовой аргоновой установки переменного тока, то приобретайте ту, что преобразует синусоидальную форму переменного тока в прямоугольную. Прямоугольная форма переменного тока наиболее благоприятна для сварки; в частности, после касания концом электрода изделия, сварку можно не останавливать, дуга самоочищает шов и электрод (правда, не всегда).

Компенсатор постоянной составляющей тока дуги
Дуга, горящая между вольфрамовым электродом и алюминием, искажает форму кривой переменного тока. Это связано с разной проводимостью дуги прямой и обратной полярности.
Дуговой промежуток прямой полярности имеет небольшое сопротивление, и через него течет максимальный ток. Дуговой промежуток обратной полярности отличается повышенным сопротивлением, протекающий через него ток намного ниже. В результате общий ток дуги прямой полярности вызывает постоянную составляющую тока дуги.
Небольшой по величине общий ток дуги обратной полярности не может эффективно удалять окисную пленку. Для нормальной сварки алюминия эти два тока необходимо выровнять.
Устройство, выравнивающее токи дуги прямой и обратной полярности, получило название «компенсатор постоянной составляющей сварочного тока».
Осциллятор
Дуга переменного тока аргоновой сварки может гореть устойчиво только при высоком напряжении холостого хода трансформатора (100 – 120 В). Такое напряжение вызывает повышенный расход тока из сети и опасно для сварщика. Сварку при обычном напряжении холостого хода можно производить, используя специальное устройство, называемое осциллятором.
Осциллятор подает на дуговой промежуток импульсы с напряжением несколько тысяч вольт. При таком напряжении дугу можно зажечь, просто поднеся конец электрода к металлу. Кроме этого, такое напряжение стабилизирует горение дуги, и она начинает гореть устойчиво при небольших напряжениях холостого хода трансформатора.
Чтобы сделать высокое напряжение осциллятора безопасным для сварщика, его преобразовывают в импульсы высокой частоты. Высокочастотное напряжение не ощущается сварщиком, так как высокочастотный ток проходит по поверхности кожи, не задевая нервных окончаний. Основные характеристики осцилляторов смотрите в Таблице 6. 3.

Схемы аргонодуговых установок переменного тока
Простейшую аргоновую сварку переменного тока можно собрать, соединив вместе два обычных трансформатора. Первичные обмотки включаются параллельно, вторичные – последовательно (Рис. 6. 3.).

Трансформаторы возьмите с напряжением 50 – 60 В. В качестве компенсатора постоянной составляющей здесь используется аккумулятор.
В те полупериоды, когда на минус аккумулятора подается минус с трансформаторов, происходит зарядка аккумулятора. Когда на минус аккумулятора подается плюс с трансформаторов, напряжение аккумулятора складывается с напряжением трансформаторов, и в полупериоды обратной полярности начинает течь повышенный ток. Таким образом, за счет более высокого напряжения дуги обратной полярности происходит компенсация ее низкой проводимости, токи дуги прямой и обратной полярности выравниваются.
Аккумулятор возьмите автомобильный или тракторный. При сварке следите, чтобы электролит аккумулятора не выкипал, своевременно его доливайте.
Если у вас отсутствует аккумулятор, компенсатор постоянной составляющей тока дуги можно сделать из диода и проволочного сопротивления (Рис. 6. 4.).

Диод D 1 включается так, что свободно пропускает ток дуги обратной полярности; ток дуги прямой полярности сварщик уменьшает с помощью проволочного сопротивления R 1. Диод должен быть рассчитан на ток 100 – 200 А (зависит от мощности ваших трансформаторов). Длину проволочного сопротивления подберите экспериментально.
Возьмите две однотипные лампочки (на напряжение от двух до шести вольт) и два диода небольшой мощности (Д 226 или им подобные). Все спаяйте, как указано в схеме, и с помощью разъемов типа «крокодил» подсоедините к проволочному сопротивлению R 2. Это сопротивление здесь играет роль регулятора тока, и ранее оно уже описывалось. (Рис. 3. 22.).
Разъемы типа «крокодил» вначале подключите недалеко друг от друга. Зажгите дугу на угольной пластине и перенесите ее на алюминий. Если ни одна лампочка не горит, увеличьте расстояние между разъемами.
В случае, если одна лампочка горит сильнее другой, регулированием длины проволочного сопротивления R 1 выровняйте их яркость.
Компенсатор данного типа удобен тем, что позволяет использовать для сварки так называемый ассиметричный ток. Такой ток применяется в двух случаях:
1) очистка поверхности шва от пленки происходит хорошо, но алюминий расплавляется слишком медленно. Сопротивлением R 1 устанавливаем свечение лампочки Л 2 более ярким, чем Л 1;
2) недостаточная очистка поверхности; электрод данного диаметра допускает увеличение нагрева. Сопротивлением R 1 устанавливаем свечение лампочки Л 1 более ярким, чем Л 2.
В случае, если ваша электропроводка не обеспечивает необходимого тока, придется делать установку с использованием осциллятора (Рис. 6. 5.).

Осциллятор приобретите в специализированном магазине. Если там будет выбор, лучше приобрести современную версию осциллятора. Она называется «импульсный возбудитель-стабилизатор сварочной дуги» и позволяет с помощью регулировки точно подстроиться к вашему трансформатору.
Трансформатор должен иметь повышенную мощность. Как показывает опыт, лучше всего использовать самоделку весом не менее 40 кг. Напряжение холостого хода трансформатора 60 – 80 В.
Свариваемость алюминиевых сплавов
Из литейных сплавов наиболее широко применяются силумины – сплавы алюминия, содержащие от 4 до 13% кремния. Из них изготавливают различные детали автомобилей, тракторов, сельскохозяйственных машин. Такие сплавы достаточно хорошо поддаются ремонтной сварке.
Из сплавов, упрочняемых термообработкой, больше всего известен дюралюминий (сплав алюминия с медью). Для термически упрочняемых сплавов сварка почти не применяется, так как происходит сильное ослабление прочности околошовной зоны. Детали из таких сплавов соединяют клепкой (самолеты).
Технология сварки чистого алюминия
Если вы, например, занялись мелкосерийным изготовлением алюминиевых лодок, то здесь проблем со сваркой, скорее всего, не возникнет.
Подготовка под сварку проводится путем очистки будущего места сварки и присадочной проволоки от пленки окислов. Очистку лучше всего производить круглой проволочной щеткой, насаженной на «болгарку». Большие обороты позволяют эффективно удалять пленку.
Присадочную проволоку можно очищать также шлифовальной шкуркой. Шкурку возьмите белого цвета, так как в темных сортах шкурок возможно наличие окислов алюминия, что нежелательно.
Если на металле и проволоке имеются следы жира, то их перед механической очисткой протирают чистой тряпкой, смоченной в ацетоне.
В качестве присадочной проволоки можно использовать электротехническую проволоку из чистого алюминия. Она широко используется в электрической проводке и не дефицитна.
Режим сварки установите по Таблице 6. 4.

Если толщина свариваемого металла более 8 мм, то алюминий нужно предварительно подогревать до температуры 150 - 300°С пропановоздушной горелкой.
Сварку ведут без поперечных колебаний аргоновой горелки и присадочной проволоки. Проволока должна все время находиться в защитной зоне. Движение горелки – справа налево, проволоку держите впереди горелки.
Расстояние от конца электрода до металла – 2 мм. При соприкосновении электрода с металлом процесс сварки прекращается, электрод перезатачивается, а металл в месте соприкосновения удаляется.
Сваривать алюминий лучше всего в нижнем положении, при недостаточном опыте используйте асбестовые подкладки с обратной стороны шва.
В начале сварки разведите сварочную ванну, то есть нагрейте металл до плавления. Индикатором плавления является удаление окисной пленки и появление блестящего металла серебристого цвета. Затем отведите горелку немного вправо, окуните присадочную проволоку в ванну, расплавьте дугой. Весь шов в дальнейшем формируйте такими возвратно-поступательными движениями.
В конце сварки удлините дугу и наплавьте небольшое возвышение, оно предотвратит образование в конце шва кратера.

Технология ремонтной сварки алюминиевых сплавов
Довольно часто приходится заниматься ремонтом литых алюминиевых изделий: головок и блоков цилиндров, картеров, водяных насосов и др.
Алюминиевые сплавы, какое-то время контактировавшие с различными жидкостями, при сварке ведут себя совершенно иначе, чем чистые алюминиевые сплавы. Жидкости проникают в структуру сплавов, и их не удается удалить поверхностной очисткой.
Удалите все горючие детали: манжеты, сальники, кабель и т. д. Алюминий обладает хорошей теплопроводностью, поэтому удаляйте и те горючие детали, что находятся далеко от места сварки.
Пропановоздушной горелкой прогревайте деталь до тех пор, пока из нее не перестанет выходить дым. Дополнительно очистите место сварки щеткой.
Горячую деталь можно попытаться сварить. Если удалось с первого раза, считайте, что вам повезло. Сварка с нагревом - самая благоприятная и практически не дает трещин. Оставьте деталь медленно остывать.
Нередки случаи, когда при сварке нагретой детали из расплавленной ванны начинают выходить фракции контактирующей с алюминием жидкости. Скапливаясь на поверхности расплава, они создают пленку, не позволяющую продолжать процесс сварки. В таком случае вам придется освоить метод кратковременно-прерывистой сварки.
Дождитесь остывания детали после отжига. Очистите место сварки до блеска. Сварку произведите до образования пленки. Прекратите сварку, дайте детали остыть, зачистите шов щеткой и опять продолжайте сварку. Такие циклические процессы повторяйте в процессе всего наложения шва. Долго, но других вариантов здесь нет.
Если при остывании деталь дает трещины, охлаждение шва сопровождайте проковкой молотком. Мягкий алюминиевый шов хорошо раздается вширь, не стягивая основной металл.
Осцилляторы и импульсные возбудители дуги
Осциллятор — это устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты (150—500 тыс. Гц) и высокого напряжения (2000—6000 В), наложение которого на сварочную цепь облегчает возбуждение и стабилизирует дугу при сварке.
Основное применение осцилляторы нашли при аргно-дуговой сварке переменным током неплавящимся электродом металлов малой толщины и при сварке электродами с низкими ионизирующими свойствами покрытия. Принципиальная электрическая схема осциллятора ОСПЗ-2М показана на рис. 1.
Осциллятор состоит из колебательного контура (конденсатора С5, в качестве индукционной катушки используется подвижная обмотка трансформатора ВЧТ и разрядника Р) и двух индуктивных дроссельных катушек Др1 и Др2, повышающего трансформатора ПТ, высокочастотного трансформатора ВЧТ.
Колебательный контур генерирует ток высокой частоты и связан со сварочной цепью индуктивно через высокочастотный трансформатор, выводы вторичных обмоток которого присоединяются: один к заземленному зажиму выводной панели, другой — через конденсатор С6 и предохранитель Пр2 ко второму зажиму. Для защиты сварщика от поражения электрическим током в цепь включен конденсатор С6, сопротивление которого препятствует прохождению тока высокого напряжения и низкой частоты в сварочную цепь. На случай пробоя конденсатора С6 в цепь включен плавкий предохранитель Пр2. Осциллятор ОСПЗ-2М рассчитан на подключение непосредственно в двухфазную или однофазную сеть напряжением 220 В.
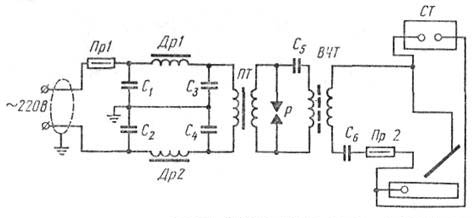 |  |
| Рис. 1. Принципиальная электрическая схема осициллятора ОСПЗ-2М: СТ — сварочный трансформатор, Пр1, Пр2 — предохранители, Др1, Др2 — дроссели, С1 — С6 — конденсаторы, ПТ — повышающий трансформатор, ВЧТ — высокочастотный трансформатор, Р - разрядник | Рис. 2. Схема включения осциллятора М-3 и ОС-1 в сварочную цепь: Тр1 — трансформатор сварочный, Др — дроссель, Тр2 — повышающий трансформатор осциллятора, Р — разрядник, С1 — конденсатор контура, С2 — защитный конденсатор контура, L1 — катушка самоиндукции, L2 — катушка связи |
При нормальной работе осциллятор равномерно потрескивает, и за счет высокого напряжения происходит пробой зазора искрового разрядника. Величина искрового зазора должна быть 1,5—2 мм, которая регулируется сжатием электродов регулировочным винтом. Напряжение на элементах схемы осциллятора достигает нескольких тысяч вольт, поэтому регулирование необходимо выполнять при отключенном осцилляторе.
Осциллятор необходимо зарегистрировать в местных органах инспекции электросвязи; при эксплуатации следить за его правильным присоединением к силовой и сварочной цепи, а также за исправным состоянием контактов; работать при надетом кожухе; кожух снимать только при осмотре или ремонте и при отсоединенной сети; следить за исправным состоянием рабочих поверхностей разрядника, а при появлении нагара — зачистить их наждачной бумагой. Осцилляторы, у которых первичное напряжение 65 В, подключать к вторичным зажимам сварочных трансформаторов типа ТС, СТН, ТСД, СТАН не рекомендуется, так как в этом случае напряжение в цепи при сварке понижается. Для питания осциллятора нужно применять силовой трансформатор, имеющий вторичное напряжение 65—70 В.
Схема подключения осцилляторов М-3 и ОС-1 к сварочному трансформатору типа СТЭ показана на рис.2. Технические характеристики осцилляторов приведен в таблице.
Технические характеристики осцилляторов
| Тип | Первичное напряжение, В | Вторичное напряжение холостого хода, В | Потребляемая мощность, Вт | Габаритные размеры, мм | Масса, кг |
| М-3 ОС-1 ОСЦН ТУ-2 ТУ-7 ТУ-177 ОСПЗ-2М | 40 — 65 65 200 65; 220 65; 220 65; 220 220 | 2500 2500 2300 3700 1500 2500 6000 | 150 130 400 225 1000 400 44 | 350 x 240 x 290 315 x 215 x 260 390 x 270 x 310 390 x 270 x 350 390 x 270 x 350 390 x 270 x 350 250 х 170 х 110 | 15 15 35 20 25 20 6,5 |
Импульсные возбудители дуги
Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного напряжения на сварочную дугу переменного тока в момент изменения полярности. Благодаря этому значительно облегчается повторное зажигание дуги, что позволяет снизить напряжение холостого хода трансформатора до 40—50 В.
Импульсные возбудители применяют только для дуговой сварки в среде защитных газов неплавящимся электродом. Возбудители с высокой стороны подключаются параллельно к сети питания трансформатора (380 В), а на выходе — параллельно дуге.
Мощные возбудители последовательного включения применяют для сварки под флюсом.
Импульсные возбудители дуги более устойчивы в работе, чем осцилляторы, они не создают радиопомех, но из-за недостаточного напряжения (200—300 В) не обеспечивают зажигания дуги без соприкосновения электрода с изделием. Возможны также случаи комбинированного применения осциллятора для начального зажигания дуги и импульсного возбудителя для поддержания ее последующего стабильного горения.
Стабилизатор сварочной дуги
Для повышения производительности ручной дуговой сварки и экономичного использования электроэнергии создан стабилизатор сварочной дуги СД-2. Стабилизатор поддерживает устойчивое горение сварочной дуги при сварке переменным током плавящимся электродом путем подачи на дугу в начале каждого периода импульса напряжения.
Стабилизатор расширяет технологические возможности сварочного трансформатора и позволяет выполнять сварку на переменном токе электродами УОНИ, ручную дуговую сварку неплавящимся электродом изделий из легированных сталей и алюминиевых сплавов.
Схема внешних электрических соединений стабилизатора показана на рис. 3, а, осциллограмма стабилизирующего импульса — на рис. 3, б.
Сварка c применением стабилизатора позволяет экономичнее использовать электроэнергию, расширить технологические возможности применения сварочного трансформатора, уменьшить эксплуатационные расходы, ликвидировать магнитное дутье.
Сварочное устройство «Разряд-250». Это устройство разработано на базе сварочного трансформатора ТСМ-250 и стабилизатора сварочной дуги, выдающего импульсы частотой 100 Гц.
Функциональная схема сварочного устройства и осциллограмма напряжения холостого хода на выходе устройства показаны на рис. 4, а, б.
Рис. 3. Схема внешних электрических соединений стабилизатора и осциллограмма стабилизирующего импульса: а — схема: 1 — стабилизатор, 2 — трансформатор варочный, 3 — электрод, 4 — изделие; б — осцилограмма: 1 — стабилизирующий импульс, 2 — напряжение на вторичной обмотке трансформатора
Устройство «Разряд-250» предназначено для ручной дуговой сварки переменным током плавящимися электродами любого типа, в том числе предназначенными для сварки на постоянном токе. Устройство может использоваться при сварке неплавящимися электродами, например, при сварке алюминия.
Устойчивое горение дуги обеспечивается подачей на дугу в начале каждой половины периода переменного напряжения сварочного трансформатора импульса напряжения прямой полярности, т. е. совпадающего с полярностью указанного напряжения.
Возбудитель-стабилизатор сварочной дуги УВК-7
Думаю, приведенная вами информация, конечно, имеет место быть, но тоже не надо уж так сгущать краски, если все рассматривать через такую призму, можно и проглядеть что-нибудь хорошее!
Оказывается, что и не у всех тех, кто успел обзавестись хорошим оборудованием все складывается благополучно. Например, завод Ростсельмаш приобрел роботизированную линию, состоящую из десяти роботов, которые варят полуавтоматами. Варить они должны кабины комбайнов. Но беда, нет ни документации, ни специалистов, которые бы разбирались в программировании этих роботов. Приезжают специалисты раз в шесть месяцев из Германии, настраивают роботов, но все-равно все работает не очень то слажено. И смех и грех! Рядом с роботизированной линией стоит пять сварщиков, которые доваривают кабины вручную, исправляя брак РТС, который доходит до 70%! Не знаю, как обстоит ситуация на других заводах, а здесь вот такое дело.
Да на многом работал , был ТИР315 (500КГ) очень надежен да и сейчас работает у человека связь есть . Был Технотрон самый первый , но еще не доведенный до ума переменка немного страдала , отдал и по сей день работает у человека правда сказать он только постоянный ток использует , Ал его не интересует.
Вот это зверь! Я про ТИР-315.
Да нечему в них ломаться. Трансформаторные источники питания очень надежны, так как устроены достаточно просто. А как известно, что устроено просто, то и реже всего ломается!
Че, правда, что ли?
То есть, мы дошли уже до того, что даже настроить линию - надо звать инженеров из Германии? Легковые и грузовые МерсИдесы с БМВ скоро тоже будут чинить только немецкие техники? Вот это поворот! Если так пойдет и дальше, то наше [импортное] оборудование [сделанное в германии и сша] скоро тоже будут диагностить немцы? Сначала через Интернет, через Teamviewer, а потом и лично приезжать будут? (Мы без штанов останемся). Сейчас это делают русские инжи, из российских представительств зарубежного производителя. (Они же даже иногда ездят по Азии, устанавливая кругом и пуская в эксплуатацию оборудование "своей" головной компании). Наши приборчики-то будут посложнее ваших линий сварки кузовов. Наших инжей научили наспех, кое-как диагностить оборудование и менять в нем блоки. (Пользуясь служебными мануалами для сервис-инженеров). Те, что постарше из них, умеют еще что-то покрутить ручками. Наши же вчерашние студенты. Но ниче, справляются, привозя с собой платы для проверки. А потом нам же втюхивают их втридорогА, покупая у своей фирмы за бугром за треть цены. Такой вот бизнес. Ваш завод пожопился обучить своих наладчиков за бугром? Вместо этого, начальство, как водится, само прокатилось (раз пять ) за бугор отдохнуть "по делу"? Пусть теперь жрет кактус и плачет платит за немецких инжей. Как был совок, так и остался. А вы говорите -
Пару лет назад заменили РСВ (плату), размером поменьше клавиатуры. Инж приезжал на пару дней за 100 тыс. руб., сама деталька обошлась всего в 450 тыс. руб. Поначалу просили 640 тыр. Но нашлись другие поставщики на тендере. Реально эта плата производится на амерском заводе в китае и стоит пару тысяч евро, но продается в европе за 4 тыс.евро, у нас - зависит от жадности продавана - от 6 до почти 10 тыс. евро. Ремонтируется оно только в штатах (кто-то из разработчиков), можно отремонтить всего за 2500 американских рублей (ремонт продается на е-бэй). Эта деталька для девайса стоимостью всего в 100 тыс. $, а что если цена идет на миллион евро?
Живьём я его не видел, схему тоже. Ничего хитрого в нём нет, на современной элементной базе такую штуку сделать легко. Вопрос в другом - кому она на сегодняшний день нужна? И для чего?
SergDemin , нашел я описание патента с некоторыми подробностями. Разбираться не стал. Я понял, что горели они от того, что подключали ее часто к инверторам (а не к выходной обмотке транса с синусоидой, как было задумано изобретателем). Фиг с ним. В этой истории забавно другое поучительное свойство.
Ни в бывшем совке, ни в нынешних условиях, никому нафиг не сдались всякие изобретатели, чьи идеи могли бы пригодиться в жизни. В той же Южной Корее и Японии это дало толчок капитальному прогрессу, в итоге они делают ВСЁ. А у нас как было все лапотное, так и осталось. Мы даже инвертор сами следать не можем, потому что силовые диоды и транзисторы уже разучились делать. Тоскливо все это. Предел мечтаний - Сварог или Аврора, выделанные руками китайцев и из китайской же комплектухи. Тот же Форсаж имеет половину импортных элементов.
serga01net , честно говоря, не понимаю, почему речь идёт о изобретении, ничего принципиально нового здесь нет. Обычная мелкая разработка, по уровню между курсовиком на старших курсах и дипломной работой. Или мелкая заводская разработка для затыкания дыры в плане по культбыту . Я когда то что то подобное делал.
Возможно. (Вероятно, что от этой конкретной приблуды толку вообще на копейку или нет совсемм. Я не знаю).
Я не про то. Развитие любого производства состоит из мелочей. Японцы собирали и изучали ВСЕ мелкие предложения по "рацухе" от рабочих. И внедряли, если в них есть хоть капля рационального зерна. Так и достигается совершенство. Самое главное в жизни - это как раз мелочи. Мелкая разработка тут, мелкая добавка там. Самолеты падают тогда, когда несколько мелочей складываются некстати.
А у нас все - глобально. Мы не мелочимся. Потому и в жо** У нас даже инверторы, и те - китайские.
Так весь мир живет, кто-то что-то у кого-то покупает. Не все производства имеют полный замкнутый производственный цикл, приходится пользоваться или мощностями сторонних предприятий или закупать что-то в готовом виде. В этом ничего такого нет.
Сэлма; Форсаж; Технотрон (делают аппараты на 380В для нефтегазового хозяйства); Неон; Торус; Феб, Циклон. Не так уж и мало отечественных производителей инверторов.
Это нам так по ТВ объясняют. И то правда- кто-то производит IGBT транзисторы, кто-то - самолеты с паровозами, кто-то инверторы, а мы производим нефть, газ, лес.
Удовольствие от высокого качества длится дольше чем радость от
Америка , Америка и посмотрите видео вся сидит на Китае и своих производителей у них всего то два Lincoln да Miller и полагаю тоже на китайских "запчастях" сидят.
Это нам так по ТВ объясняют. И то правда- кто-то производит IGBT транзисторы, кто-то - самолеты с паровозами, кто-то инверторы, а мы производим нефть, газ, лес.
Ну и еще многое чего , правда пока не совсем доходит это до простого обывателя .
Но по этому поводу можно так сказать и на примере нашего Evospark , аппарат супер и т.д., дорог, но скорее всего обыватель выберет китай "чумодан" так как он дешев и этим все сказано , впрочем и америка простой обыватель пошел "нашем путем" и выбирает дешевый китай . Миллеры и Линкольны у них тоже относительно дороги , правда надо учесть то что у них зарплаты пока выше наших но "жадность" берет верх.
и т.д. список можно увеличить в разы
selco ,вчера набрел на страничку в инстаграм не понять, все на английском, но вот этот снимок очень заинтересовал, неужели это тиг ас/дс и полуавтомат в одной коробке?
Прикрепленные изображения
А где снимок то и не совсем понял.

BAN ,
Да похоже делают Китай в Америке .
Видел еще лет десять назад на выставке и там Италия вроде ну и тогда китая почти не было .


Ну и лет десять назад в инете находились наши универсалы и специально для АЭС были созданы и кстати инверторного типа. Сейчас инет не находит такого.
P.S. как правило все "универсальное" сильно уступает по параметрам да и качеством самой сварки , аппаратам "специализированным".
selco , две штуки долларов для американца, разве это деньги за такую игрушку?! Нет, ну напрочь загнили сволочи.
Китай для Америки, наши интересно могут такое слепить
Спасибо за Евоспарк, не знал, про такую штуку, да еще и производимую в России. Но кто же виноват, что покупательная способность наших граждан находится на уровне плинтуса. Как живет средний класс в США (это инженер, врач и т.д.), какой-нибудь задрыпаный работяга может себе позволить домик о котором можно только мечтать и не удивительно, что в гараже у американца среднего достатка стоит оборудование Линкольн Электрик, которое даже некоторые наши предприятия купить не в состоянии, не говоря уже о гражданах. Пусть варят Ресантами, кто захочет тратиться на более дорогое оборудование?
Вот я думаю и это мое мнение , депутатов очень много и получают они больше американца среднего . Раньше Брежнев раз в пятилетку их соберет на недельку речи потолкают и по домам , сейчас они круглый год заседают. У меня друг есть и в СССР он был комсомольский вожак , сейчас в Москве тоже как кой то депутат , так вот как то а гости приезжал и вечерком за столом поговорили и он так выразился примерно "комсомольских вожаков в СССР было не так уж и много так "шайка небольшая по меркам государства" , депутатов сейчас всех мастей " несколько миллионов в СССР армия меньше была".
А почему бы нет , и похоже китайцы взяли за основу ТИГ AC/DC и прилепили к нему П.А и получили комбайн.
В Evospark отослана "срочная телеграмма" на подумать в пользу "комбайна" 200 ампер ну и уж делать так делать да и Китай обогнать и ПА запихнуть в него с импульсом и всеми наворотами.
selco , А вот вы сами на каковском оборудовании работаете - на чистом импорте или на "российском" (российско-китайском)?
А почему бы нет , и похоже китайцы взяли за основу ТИГ AC/DC и прилепили к нему П.А и получили комбайн.
Начать с того, что сами китайцы ничего сделать НИКОГДА не могли, не могут и теперь. Вся их "продукция"- это калька с западных образцов, часто бестолково и неграмотно "модифицированная". Немцы, американцы и прочие перенесли туда (в свое время) заводы с технологиями ради их дешевой рабсилы. Китаезов надо жестко контролировать, иначе неизбежно начинается брак. И несмотря ни на что, брака с китайских заводов идет много и очень много.
Что касается "русского" оборудования, у нас его нет давно (и слава Б-гу!). Все эти производители ЦВЕТов и Биохромов разорились и без конкуренции (Дзержинское ОКБА, Научприбор г. Орел). Ох, и намаялся я с их продукцией еще при совке. (ЦВЕТы серий 100 и 500, Биохромы-1, Милихромы 1-4 и прочее МХ1320. Теперь они лепят хроматографы из запчастей американских заводов в китае, называют это русским названием (Кристалл, например). Лепят к нему криворуко сляпанную русскими программерами прогу. Что касается ПО, это отдельная тема. Но большей пакости, чем русское ПО, представить себе невозможно. По глюкам оно берет уверенное первое место.
Я УВЕРЕН, что в сварке - ровно такая же картина. Кто не смог обзавестись нормальным обрудованием, теперь мается с недосервисом от ГРПЗ или того же Евоспарка.
А вот вы сами на каковском оборудовании работаете - на чистом импорте или на "российском" (российско-китайском)?
Да на многом работал , был ТИР315 (500КГ) очень надежен да и сейчас работает у человека связь есть .
Был Технотрон самый первый , но еще не доведенный до ума переменка немного страдала , отдал и по сей день работает у человека правда сказать он только постоянный ток использует , Ал его не интересует.
Ну и сейчас Технотрон довел свою продукцию и все работает не хуже брендов иначе бы его не брали на "трубу".
Вот еще примерно в 1995 хотел импульс полуавтомат Ленинградский и бренды еще не делали может и были но не завозили к нам . А Ленинградский отлично работал да и имел очень крутой механизм протяжки " Изоплан" который и сейчас редкость . Но увы не продавали тогда частникам.
Хотел еще кое что импульсное достать есть на Преображенке организация но тоже не судьба но правда вот такую штучку мне принесли от них


Друг работал в Совтрансавто , дал ему денег на ПА от Кемппи на простой импульс они еще не делали , тоже не судьба не срослось что то у друга и привез кучу журналов "Kemppi" красивых и красочных и финны гордятся фирмой , хотя она и частная. Так вот вычитал я в этих журналах как подбирают электронные компоненты для продукции , 100% контроль и если транзистор или еще чо отходит от заявленных параметров производителем хоть +-5% , то выбраковывается и только полное совпадение параметров с заявленными . Вот например транзисторы Simens из 10шт , три в брак ,вот почему Кемппи и надежен .
Ну и дождался когда бренды наладили выпуск импульс ПА и это где то 2005 г , в 2008 купил Меркле ПА и ТИГ СЕЛКО .
Ну и приходится на них и работать , продавать дорого не купят за четверть цены - пусть у меня работают.
Ну и не было бы этого , то с удовольствием купил бы ТИГ Форсаж и Чуток бы поджиг на минусе сделали (гос предприятие и не дают им быстро сделать) и цены ему не было бы и он умеет практически все что и Селко.
Про Evospark и говорить нечего так как он и некоторые бренды переплюнул да далеко и пока с сервисом все нормально ребята работают как надо.
ПА импульсный пожалуй сейчас бы тоже Евоспарк купил и он у них уже наворочен и покруче чем Меркле мой .
Читайте также: