Как вести электрод во время сварки
Обновлено: 18.05.2024
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».
В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.
- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:
Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
Как правильно вести электрод во время сварки
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Как минимизировать ошибки в работе. Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)
Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.
*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
3. Процесс проходит с использованием постоянного тока и обратной полярности. Только в таких условиях удается разрушить оксидную пленку с помощью катодного распыления.
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.
Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.

Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками. В статье мастер сантехник расскажет, как правильно вести электрод во время сварки.
Строение сварочной дуги

Технология сварки, процесс образования шва: Под воздействием высокой температуры дуги (1) происходит расплавление электрода (2), его покрытия (6) и свариваемого металла (3). В месте расплава образуется сварочная ванна (4), в которую переносятся капли расплавленного электрода (5). Расплавленное покрытие (6) образует газовое облако (7) и шлаковую ванну (8), защищающие металл от воздействия кислорода и азота. По мере продвижения электрода металл охлаждается и кристаллизуется, образуя сварочный шов (9) со шлаковой коркой (10) на поверхности
Для создания электрического разряда, к свариваемому металлу и сварочному электроду подводится постоянное или переменное напряжение от источника тока (сварочного аппарата). В результате между стержнем электрода и металлом возникает сварочная дуга. Ее сопротивление превосходит сопротивление электрода и проводов, поэтому основная часть тепловой энергии выделяется именно в дуге.
Для образования дуги и поддержания ее горения, в пространстве между электродом и свариваемым металлом должны иметься положительно и отрицательно заряженные частицы - электроны и ионы. Процесс их образования, называемый ионизацией, осуществляется во время зажигания дуги и непрерывно поддерживается во время ее горения.
Необходимые компоненты электросварки
Чтобы иметь возможность сваривать металл электросваркой необходимо иметь:
- Источник тока (сварочный аппарат);
- Сварочные материалы (например электроды), соответствующие свариваемому металлу;
- Защитную одежду (главным образом защитную маску);
- Молоток и металлическая щетка для удаления шлака.
Перед тем как начинать работать сварочным аппаратом, необходимо очистить свариваемый металл от посторонних веществ и загрязнений - масла, краски, ржавчины, окалины и пр. Наличие их на металле приводит к нарушению однородности шва и образованию пор. Очистку делают любыми подходящими инструментами и материалами - металлической щеткой, молотком, ветошью с растворителем (например бензином). Трудноудаляемые загрязнения можно обработать пламенем газовой горелки (паяльной лампой) с последующей очисткой щеткой.

Чтобы зажечь дугу, электрод надо держать под прямым углом, затем наклоняя его на небольшой градус (около 15 °). Расстояние от поверхности составляет 1-2 мм. Для получения качественного стыка необходимо варить более короткой дугой.
При перпендикулярном положении электрода по отношению к основному металлу, в сварочной ванне он быстро растекается и заполняет расплавом все пустоты.
Для уменьшения разогрева пластины тонкого металла, необходимо положить шов с небольшим катетом. С уменьшением угла увеличивается теплоотдача, скорость сварки в этом случае понизится. Появляется возможность качественно сформировать валик.
Если угол наклона электрода будет очень острым, то материал основной конструкции не разогреется. Сварочная ванночка получается достаточно узкая. Шов получится высокий, но с непроваренными краями.
Для осуществления неразъемного соединения хорошо подогнанных деталей, при стыковом соединении необходимо поддерживать равномерное продвижение электрода под постоянным углом наклона.
Такой способ способствует заполнению присадочным металлом сварочной ванны и образованию шва с повышенной плотностью.
Но в некоторых случаях приходится менять угол наклона электрода, например, при сварке труб. Особенно важно соблюдать это правило для сваривания неповоротных стыков.
Для заполнения всех пустот в сварочной ванночке, иногда лучше сделать наклон более острым, замедляя заполнение шва присадочным металлом и сохраняя выбранный катет. Заканчивая проход, надо не забыть приподнять кончик электрода, чтобы не образовывался кратер.
Умение правильно держать электрод в процессе сварки приходит с опытом. Надо постоянно помнить о расположении сердечника и стараться удерживать ручку держателя без напряжения. Руки должны быть немного расслабленными, а движения свободными.

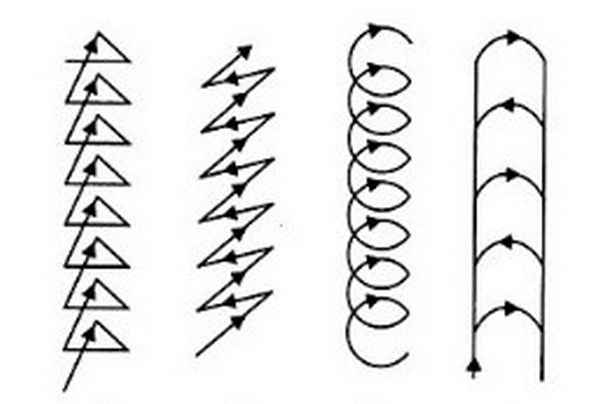
При соблюдении правил ведения сварки можно сгладить погрешности, возникающие от отклонения угла наклона держателя. В зависимости от необходимого наполнения сварочного шва, принято несколько способов ведения:
- Треугольник. Эта проводка позволяет надежно проваривать корень шва. Используется для сварки деталей толщиной свыше 6 мм и обеспечивает надежный разогрев средней части шва. Способ наиболее распространен, при сваривании труб с неповоротным стыком;
- Ведение электрода по ломаной зигзагообразной линии. Применяется при сварке конструкций с толщиной металла менее 6 мм. Наиболее качественные швы получаются при сварке встык и нижнем положении. Такой проводкой можно качественно варить стыки без обеспечения скоса кромок;
- Круговые или эллипсные движения электродом. При этом методе обеспечивается надежный разогрев обеих плоскостей свариваемых деталей. Применяется при сварке конструкций из легированных сталей и в вертикальном положении стыка.
При этом важно обеспечивать одновременное продвижение сердечника совместно с движениями, отвечающими за разогрев стыка и заполнение шва. Существует три варианта продвижения, которые могут сменять друг друга.

Первый вариант – это поступательное движение по оси сердечника. Такое движение необходимо, чтобы поддерживать дугу с постоянной длиной и обеспечивать определенную скорость сваривания конструкций.
Второй вид – движение по оси шва по прямой линии. В этом случае у сварщика появляется возможность контролировать время расплава металла и обеспечивать определенный катет.
Третий вариант – под углом 45 ° поперек шва совершаются колебательные движения. Этот способ используют для обеспечения разогрева кромки детали.
Сварщик может регулировать ширину валика на тонком металле. Такой вариант продвижения электродов незаменим при многослойном стыке. Применяется для корневого шва.
Выбор угла наклона

Вести электрод необходимо под различными углами. Выбор нужного положения зависит от вида материала, расположения деталей в пространстве и толщины металла. К основным способам ведения сердечника относятся три метода.
Сердечник в этом случае ведут под углом от 30 ° до 60 °. В этом положении электрода расплавленная обмазка образует шлак.
Он движется после сварочной ванночки и надежно прикрывает ее от вторжения вредных газов. Некоторое количество шлака, попадающее впереди шва, вытесняется расплавленным металлом по сторонам стыка.
Если впереди ванны образуется большое количества шлака, то наклон надо уменьшить. В редких случаях, можно доводить наклон до прямого угла. Это необходимо делать при сильном образовании шлака.
В этом случае он не успевает застывать и заливает ванну, гася сварочную дугу. Поэтому требуется проводить зажигание дуги под прямым углом, постепенно меняя его, добиваться нормального образования шлака.
Этот способ применяется при необходимости небольшой глубины разогрева основного металла, для сварки потолочных стыков, сваривания вертикального шва на швеллере, сварки труб с неповоротным стыком и для выполнения корневого шва на толстом металле заготовок.
Постоянно держать электрод перпендикулярно к поверхности довольно сложно, поэтому способ требует достаточных навыков электросварщика.
Применяется для сварки в недоступных местах, отсутствии возможности наклонить электрод под другим углом. В этом случае можно добиться небольшого проплава металла деталей.
Сварка производится наклоненным электродом, аналогичным как при сварке «углом вперед», только угол отсчитывается в другую сторону. В этом случае шлак в расплавленном виде вытесняется из сварочной ванночки и находится сразу за нею.
Для различных электродов необходимо подобрать определенный угол, который будет обеспечивать оптимальный режим выполнения работ. Расплавленный шлак должен успевать проходить сразу за электродом и закрывать расплавленный металл, обеспечивая его равномерное остывание.
Этот способ наиболее часто используется при сваривании с условием надежного расплава металла, независимо от толщины деталей конструкции. Незаменим этот метод ведения при сваривании сердечником с рутиловыми покрытиями.
Применяется для выполнения первого (корневого) шва толстых деталей в вертикальном или нижнем положении стыка. Этот способ обеспечит надежное неразъемное соединение угловых положений стыка, сварке швеллера, соединении труб. Для более опытного электросварщика возможна сварка с очень малой сварочной дугой.
Независимо от выбора способа наклона электрода при сварке, следует поддерживать баланс положения шлака в сварочной ванне. Он не должен быстро растекаться впереди шва, но и не должен сильно от него отставать.
В любом случае, правильно выбирать угол и стабильно держать электрод при электродуговой сварке можно только с опытом работ.
В сюжете - Как правильно вести электрод, на себя или от себя, угол наклона электрода
Как вести электрод

Как правильно вести электрод во время сварки начинающему
Более чем сто лет назад люди стали использовать сварку для соединения металлов. Для этих целей, как и сейчас, используется электрод.
Сварочный электрод — это металлический стержень с обмазкой. Состав обмазки, как и сталь из которой изготовлен стержень, играет важную роль.
Электрод, его состав и значение
Обмазка электрода состоит из различных компонентов. Это такая себе смесь из марганца, никеля, железа и минералов. Будучи в порошкообразном состоянии обмазка наносится на металлический стержень электрода.
В процессе сгорания, обмазка, как и металл, плавится, образуя в зоне сварки газообразное облако, состоящее из минералов. Основная задача этого облака — защита шва от воздействия кислорода. Такая защита необходима для усиления будущего соединения.

Основой в качестве электродного стержня выступает металлическая проволока. Вид сварочной проволоки зависит от того, для сварки каких именно металлов будут предназначены электроды. В основном используется проволока, выполненная из углеродистой и нержавеющей стали.
Как вести электрод во время сварки
Стержень, из которого изготовлен электрод, проводит ток. В результате короткого замыкания образуется сварочная дуга. Под воздействием высоких температур электрод начинает гореть, плавя основной металл и расплавляясь сам, заполняя собой образовавшуюся сварочную ванну.
Правильное движение электродом, как и расстояние его кончика до поверхности металла, играют ключевую роль в сварке. Расстояние между концом электрода и металлом называется сварочной дугой. Чем длинней сварочная дуга, тем больше разбрызгивание металла.
Вести электрод во время сварки можно различными колебательными движениями:
- Елочкой;
- Углом;
- Спиралью и полумесяцем.
При этом колебательные движения электродом должны быть небольшими, амплитуда которых не будет превышать три диаметра электрода. Очень важно при формировании сварочного валика держать металл в расплавленном состоянии.

Если по каким-то причинам слишком быстро перемещать и возвращать электрод обратно, может возникнуть кристаллизация сварочной ванны вследствие её охлаждения. Это поспособствует застыванию шлака в металле, что скажется на внешнем виде, прочности, а также, надежности будущего соединения.
Во время сварочного процесса сварщик должен все время следить за шириной и глубиной сварочной ванны. Нельзя слишком быстро перемещать электрод. При поперечных колебаниях электродом амплитуда должна быть несколько меньше ширины наплавленного валика. В конце каждого перемещения нужно делать небольшую паузу, и как бы на мгновение останавливать движение электродом.

Научиться правильно вести электрод во время сварки непросто. Здесь многое зависит не столько от знаний, сколько от опыта. Чем чаще вы будете варить, и тренироваться, тем лучше и качественней у вас будет получаться сварочный шов.
Сварка электродом для начинающих: Вопросы и Ответы
Сварка электродом для начинающих часто кажется затруднительной, хотя это не самый сложный процесс. Чтобы сэкономить средства на опытном сварщике, относительно легкие сварочные работы (при условии малого объема и простоты швов) можно выполнять самостоятельно.
Немного теории. Сваривание металла – это соединение металлических элементов (детали, пластины, листы и т.д.) в одно целое с помощью высокой температуры. Механизм действия следующий: электрическая дуга нагревает металл в необходимой зоне до температуры плавления. Она расплавляет его, в результате чего формируется прочное соединение.
Электрическая дуга создается двумя токопроводящими элементами противоположных зарядов (металл и электрод). Прикосновение деталей разной полярности ведет к возникновению дуги, которая плавит металл в месте воздействия. Сам электрод – это металлический сердечник со специальным защитным покрытием.

Когда образуется дуга, начинает плавиться обмазка на наконечнике. Она переходит в жидкое и газообразное состояние. Газы не дают кислороду добраться в зону сваривания, а жидкая часть покрывает металл, создавая защиту. Именно она при засыхании она образует шлак.
Зона плавления называется сварной ванной. Шов возникает именно из-за движения этой ванны с помощью электрода. Плавить нужно равномерно и одинаково с каждой стороны: необходимо выдерживать расстояние между двумя деталями. Тут требуются максимальный контроль дистанции и движение сварки с нужной скоростью – от этого зависит качество сварного шва.
Типы сварочников

- – создают дугу постоянным током.
- Трансформаторы – создают дугу переменным током.
Для бытовой работы и новичков подойдет простой электродуговой инвертор MMA: он работает от сети 220 В и мало влияет на напряжение, не создает сильного шума, удобный и компактный в использовании, весит 3-8 кг.
Сам по себе инвертор – высокотехнологичный аппарат в металлическом корпусе (иногда на нем присутствует отверстие для вентиляции). Некоторые модели имеют ремень/ручку для удобства переноски. Обычно на панели есть тумблер (кнопка) включения/выключения, элементы настройки тока и индикаторы сети, перегрева. Необходимым элементом также являются два разъема, куда подключаются кабели (+, -).
- Максимальный ток для сварки: разные детали требуют выставления определенного тока;
- Удобство (компактность, вес, размеры);
- Дополнительные функции.
- Hot Start. Технология быстрого розжига сварочной дуги (зажигание электрода).
- Anti Stick. Предотвращение пригара и залипания уменьшением тока (гарантия отсутствия залипания, которое ведет к потере напряжения).
- Arc Force. Функция поддерживает стабильную дугу. При уменьшении тока до критического значения, она мгновенно увеличивает силу тока, что позволяет избежать короткого замыкания и прикипания электрода.
Наличие функций Arc Force, Hot Start и Anti Stick
Функция VRD (с отключением)
Выполнить сварку возможно и без большого опыта. Но для этого стоит изучить правила использования аппарата для сварки, технику безопасности и почерпнуть нюансы процесса у более опытных товарищей.
Техника безопасности
- маску сварщика – для новичков подойдет «Хамелеон»;
- обувь с толстой кожей – защита от искр, окалины;
- одежду из плотного материала;
- краги – прочные перчатки;
- защитные очки для глаз;
- молоток, щетку, чтобы очищать шлаки.
Наличие этих изделий уменьшит шанс получить травму. Чтобы обезопасить себя от проблем, не нужно проводить сварку рядом с легко воспламеняемыми изделиями. При себе также стоит держать ведро с водой, чтобы затушить огонь в случае возгорания. Для использованных электродов можно подготовить специальное место.
Правила эксплуатации
Первые сварочные работы лучше проводить на пробном металле – это уменьшит ошибки при выполнении ответственных задач. Не менее важно выучить основы использования инвертора.
Подключение электрода

Для первых экспериментов новичкам стоит брать электрод диаметром 3,2 мм. Первые попытки сварки лучше проводить на подготовленных (очищенных) металлических заготовках, которые не жалко испортить.
Электрод закрепляется в специальном держателе. В зависимости от вида фиксатора (пружинный, винтовой), изделие подключается по-разному. В пружинном фиксаторе достаточно нажать на кнопку и вставить его в открывшееся гнездо, а в винтовом – нужно раскручивать ручку и только тогда вставлять электрод.
В MMA-инверторе существуют плюс (положительный), минус (отрицательный) выходы и два кабеля: один с металлическим зажимом, другой – с держателем.
Кабель зажима (на электроде)
Кабель массы (на деталь)
Подключение с прямой полярностью
Подключение с обратной полярностью
Положительный полюс продуцирует больше энергии (тепла), нежели отрицательный. Потому для большинства работ используют инверторы с соединением с прямой полярностью (массивные детали, большие объемы работ). Но для некоторых случаев подходит именно обратная полярность (нержавеющая сталь, тонколистовые элементы).
Зажигание дуги

При соприкосновении электрода и металла зажигается дуга. Разжечь ее можно чирканьем или постукиванием. При первом способе проводят электродом вдоль шва, при втором – следует постучать им по металлу. Выбор способа остается за пользователем и ни на что не влияет.
Новый электрод хорошо зажигается, но вокруг использованного образуется специальное покрытие, которое препятствует нормальному зажжению. Его нужно сбить постукиванием.
Угол и положение

- «Угол назад». Сварочную ванну легко контролировать. Стоит следить за скоростью, чтобы шлак успевал покрыть металл.
- «Угол вперед». Большая глубина провара в начале шва. Способ препятствует стеканию металла, что делает его отличным решением для работы в вертикальной плоскости.
Сваривать детали между собою можно под углом 30°. Электрод двигается вдоль шва, по стыку. Если необходимо соединить углы, лучше выставить угол 45°: это обеспечивает максимальный прогрев всех деталей, исключая возможность дефектов. Углы можно исполнить в симметричном варианте и несимметричном: разница в наклоне (45° и 30°/60°).
Движение и швы
Сварка электродом в домашних условиях для начинающих не означает, что работа будет выполнена плохо. Чтобы варить MMA-инвертором, следует контролировать состояние и размер ванны. Правильное положение электрода сварки– 2-3 мм от изделия. Стоит учесть, что электродам разного диаметра нужна другая длина дуги (1-5 мм).
- направление шва;
- скорость движения;
- сохранение отступления в 2-3 мм (нужно поднимать и опускать кончик по мере его плавления и выжигания металла);
- сохранение траектории движения;
Передвижение сварки задает траекторию шва и его нельзя выполнять как угодно. Существует несколько способов: зигзаги, елочка, круги, треугольники и другие фигуры. Для разных работ нужно освоить разные типы движений, но для начинающих достаточно 2-3 видов.

Первоначально стоит опробовать на листе рекомендации по каждому пункту отдельно, чтобы выучить алгоритм действий. А затем на толстом листе металла нужно последовательно осуществить все этапы, пока не получится равномерный шовный валик с постоянными параметрами (ширина, высота).
Сваривание металла
Знания азов недостаточно, чтобы сварка электродом для начинающих была произведена наилучшим образом. Двигая ванну, шов тянет нагреваемые части: металлические элементы могут сместиться, тогда первоначальный проект сварки нарушится.
Чтобы детали не двигались, а сварка прошла успешно, их нужно закрепить струбцинами, стяжками, а также прочими приспособлениями. На каждых 10 см нужно сделать прихватки – поперечные швы небольшого размера. Стыки накладывают с двух сторон, чтобы компенсировать напряжение.

Не менее значимый фактор – это правильно выставленный ток. В стандартном понимании, существует некая зависимость между толщиной металла, током сварки и диаметром электрода: для каждого параметра нужно учитывать остальные.
Почему липнет электрод при сварке

Самая частая проблема при сварке инвертором, это залипание электрода. В статье мастер сантехник расскажет, почему прилипает электрод при сварке инвертором, и как собственно бороться с этой напастью.
Причины залипания электродов

Чаще всего с этой проблемой сталкиваются сварщики, использующие в своей работе трансформаторы без возможности точно настроить режим работы, или новички, использующие инверторы. В дорогих моделях современных инверторных аппаратов есть функция «Антизалипания», предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.
Специалисты при ответе на вопрос, почему залипает электрод, выделяют три категории:
- Проблемы с расходным материалом;
- Неправильная первоначальная настройка используемого аппарата и нестабильность электрической сети;
- Низкая квалификация пользователя.
К первой категории относятся следующие причины:
- в условиях повышенной влажности, что привело к накоплению избыточной влаги;
- Механические повреждения обмазки стержня;
- Неправильный выбор типа для проводимых работ (соответствие его марки свариваемому изделию);
- Повышенное загрязнение.
Вторая категория объединяет следующий комплекс причин:
- Перепады подаваемого напряжения (результатом становиться изменение параметров сварочного тока: его пониженное значение или резкое изменение);
- Не правильное подключение контактов;
- Сбой первичных настроек аппарата;
- Нарушение целостности кабеля (излом, нарушение оплётки);
- Изначально сварочный аппарат настроен не правильно.
К субъективным причинам относятся:
- Низкая квалификация работника (не правильное определение параметров тока);
- Не соблюдение режима нагрева сварочного держака;
- Отсутствует опыт поддержания стабильного уровня горения дуги;
- Плохая работа с инвертором.
Многообразие причин того, что расходник липнет к металлу, требует тщательной подготовки. Любая причина может привести к целому ряду негативных последствий. Залипание электрода произойти на этапе образования сварочной дуги, во время сварки. Любой способ сварки может привести к прилипанию, в том числе инверторный.
Повышенная влажность электрода

Состав так называемой обмазки, имеет пористую структуру, состоящую из мелкого порошка. От её качества зависит появление прилипания. Она имеет свойство постепенно накапливать влагу, даже при нахождении в помещении с естественной влажностью.
Применение расходника без предварительной просушки приводит к негативным последствиям, электрод залипает при сварке. Особенно этот эффект проявляется в тот момент, когда производится розжиг дуги. Прилипание может быть настолько прочным, что приводит к разрушению расходника и деформации стыка свариваемой детали.
Для устранения этой проблемы профессионалы рекомендуют использовать специальные приёмы для удаления избыточной влажности.
Возможные способы сушки электродов:
- Прокаливание при температуре 130-150 °C в течении 40-50 минут . Просушить можно в домашней газовой духовке (не СВЧ !) при температуре 250 °C в течении 30 минут.
- Прогрев током. Старый метод от бывалых мастеров, применяемый в отсутствии времени на сушку. Берут новый электрод и резким движением «прилепляют» к столу и считают до 7. Затем быстро отрывают, заламывая в сторону и вверх.Однако современные инверторы с функцией антизалипания проделать этот фокус не позволят.
Целесообразно хранить открытые пакеты с расходниками, которые остались от предыдущей сварки в специальном термопенале. Перед употреблением необходимо их поместить в сушильный шкаф. Перед проведением сварки следует проверить слипание кончика электрода на сторонней поверхности.
Низкое качество электродов

На прилипание электродов влияет их низкое качество. Современные производители предлагают большое количество различных видов таких изделий. Каждый из них предназначен для решения конкретных задач.
Большой ассортимент привел к негативному явлению, которое подталкивает производителя к наращиванию темпов производства с постепенным снижением качества своей продукции. Этот процесс наблюдается даже у хорошо зарекомендовавших себя на рынке производителей. Опытные сварщики замечали, что качество электродов в начале выпуска новой партии значительно выше, чем у последующих экземпляров. Вторым неприятным моментом является подделка изделий известных производителей.
Такие фирмы вообще не следят за технологическим процессом. Мелкие компании, работающие на рынке не всегда способны точно отслеживать технологию производства, что приводит к появлению некачественной продукции. Именно они обладают способностью прилипать в самый неподходящий момент. При покупке новых расходников необходимо тщательно осмотреть их внешний вид.
Неправильные настройки аппарата

Субъективным фактором, способствующим проявлению этого эффекта, является неправильная предварительная настройка сварочного аппарата.
Прежде чем взять в руки держак с электродом, следует почитать более подробно о процессе дуговой сварки. Здесь важно учитывать толщину свариваемого металла, от которого зависит диаметр электрода и сила тока для нормальной работы сварочным аппаратом. Если сила тока будет выставлена на инверторе слишком маленького значения, то получить стабильную дугу не удастся, она все время будет тухнуть, а электрод, соответственно, прилипать к поверхности металла.
Неочищенная поверхность заготовки
Предварительная подготовка деталей перед проведением сварки предполагает обработку поверхности, направленную на удаления различных видов загрязнения. Это необходимо для последующего получения качественного шва и предотвращения прилипания.
Для решения данной задачи применяют различные способы: механический, химический, термический, электромагнитный. Наиболее дешёвыми и распространёнными являются механические способы очистки поверхности.
В этих методах используются различные инструменты и абразивные материалы. Чтобы электрод перестал прилипать при проведении сварочных действий, необходимо выбрать метод обработки поверхности и тщательно провести необходимые операции.
Нестабильные параметры электросети и тока

Часто они могут липнуть из-за нестабильных параметров электрической сети, к которой подключён сварочный аппарат. Особенно этот эффект проявляется при снижении напряжения питающей сети ниже номинального или периодического колебания этого параметра. Для устранения такого недостатка целесообразно применять электронные устройства стабилизации напряжения.
Низкая квалификация сварщика

Важным субъективным фактором, приводящим к низким результатам получаемого шва, является слабая квалификация сварщика. Слабая теоретическая подготовка и недостаточный опыт позволяет периодически залипать электрод во время его контакта с заготовкой. Проводимая сварка таким специалистом может привести к получению шва низкого качества и порче самой детали.
Как предотвратить прилипание электрода

Теперь, когда мы выяснили, почему залипает электрод при сварке инвертором, мы расскажем о простых методах предотвращения ошибок. Что может сделать каждый сварщик, чтобы не прилипал электрод? Решение нетрудно найти исходя из сути проблемы.
Как правильно разжигать дугу

Ошибки во время розжига электрода, как правило, допускаются в самом начале своей карьеры, начинающими сварщиками. Электрод просто касается металла и не убирается вовремя от него, так и залипая на одном месте. Чтобы избежать подобной ошибки следует стукнуть электродом по заготовке, и тут же отвести его вверх, но не слишком высоко, чтобы дуга не погасла. В дальнейшем, с приходом опыта, данное действо будет происходить на полном автоматизме.
Слишком короткая дуга, также становится причиной залипания электрода при сварке инвертором. Многие опытные сварщики рекомендуют учиться варить инвертором на короткой дуге, порядка 3-4 мм. Меньшая дуга приведёт к залипанию электрода.
Электроды для сварки инвертором

Принято считать, что есть специальный вид электродов, которые используются для сварки инверторными автоматами. Но это не так, для варки инверторами можно использовать полный перечень в номенклатуре электродов, но среди них есть те, которые рекомендованы к сварке высокочастотными инвекционными токами.
Выбор качественных и правильных расходных материалов – это залог успешного проведения сварочных работ. Самым первым параметром, по которому выбираются электроды – это их диаметр.
Нормативные документы содержат полную информацию в каталогах, где указан диаметр электрода для каждой марки стали.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Стоит знать, что толщина шлаковой обмазки электрода не входит в расчетные параметры диаметра самого стержня электрода. Диаметр обмазки – параметр, который индивидуален для каждого вида электродов.
Все электроды маркируются одной из четырех букв, которые обозначают толщину обмазочного покрытия из шлака или силикатов:
- “М”, это значит, – 1,2 мм. – толщина обмазки для электродов с такой маркировкой. Кроме того буква “М” означает то, что электрод покрыт оксидами;
- “С” – толщина покрытия составляет 1,4 мм. Средняя толщина обсыпочного покрытия;
- “Д” – толщина составляет 1,6 мм;
- “ОС” – электроды с особо толстой обсыпочной частью, которая составляет 1,8 мм.
Необходимо отметить, что электроды иностранного производства маркируются аналогично, но в некоторых случая диаметр внутреннего стержня с обмазкой учитываются суммарно.
Для осуществления правильного подбора применительно к свариваемому металлу и чтобы избежать залипания электродов, нужно знать какие из них наиболее соответствуют соединяемым заготовкам. Технические характеристики покрытия и рекомендуемые для сварки металлы и сплавы соответствуют разным маркам электродов, а именно:
- Для работы с конструкционными низколегированными, углеродистыми сталями необходимо использовать УОНИ-13/55, ОМА-2, ОЗС-30, МР-3М, Ви-10-6, АНО-21 и ВСФ-65У;
- Легированные высокопрочные стали варят ЭА-981/15, ЭА-395/9, НИАТ-5, ОЗШ-1 и НИАТ-3М;
- Для теплоустойчивых и жаропрочных сталей используют АНЖР-2, ТМЛ-3У, ЦЛ-39, ИМЕТ-10, КТИ-7А и ОЗЛ-35;
- Нержавеющие и коррозионностойкие сплавы сваривают с помощью НЖ-13С, НИАТ-1, УОНИ-13НЖ, ЦТ-15, и ЭА-400/10Т;
- Разнородные сплавы и стали варят ЭА-391/15, ЦТ-28, ОЗЛ-32, АНЖР-2, НИИ-48Г, ИМЕТ-10, В-56У и ВИ-ИМ-1;
- Для спецсталей подходят ОЗЛ-44, АНВ-20, ЭА-112/15 и НИИ48Г;
- Чугун варится с помощью ОЗЖН-1, ОЗЧ-2, МНЧ-2, ЦЧ-4;
- Для алюминиевых сплавов нужны ОЗА-2, ОЗАНА-2, ОЗА-1 и ОЗАНА-1;
- Медь и её сплавы хорошо варятся АНЦ/ОЗМ-2, ОЗБ-2М (бронза), Комсомолец-100, ОЗБ-3;
- Для никеля и сплавов используют В-56У, ОЗЛ-32;
- Резку металла проводят АНР-2М, ОЗР-2, ОЗР-1.
Согласовав металл заготовки с маркой электрода, вы, скорее всего, сможете избежать залипания при работе с инверторными аппаратами.
Какой ток выставить на инверторе

Неправильно выставлен ток на инверторе — прежде чем приступить к сварке, следует разобраться с тем, какой должен быть выставлен ток на инверторе, для работы с теми или иными электродами, металлом и т. д. Многое здесь зависит, конечно же, от диаметра электродов и от толщины свариваемого металла. Однако неправильно подобранный ток сварочного инвертора, как раз и приводит к прилипанию электрода.
Так, для сварки инвертором, применимы следующие значения тока:
- При работе с электродами 2 мм — минимальный ток 40А, а максимальный ток 80А;
- Для работы с электродами 3 мм, сварочный ток должен быть в пределах от 80 до 120А;
- Чтобы варить электродом 4 мм, ток должен быть выставлен на инверторе в пределах 120-160 А.
Современные сварочные инверторы имеют плавную регулировку тока. Поэтому очень просто при залипании электрода подрегулировать сварочный ток в большую сторону, а при прожиге металла, наоборот.
Видео
В сюжете - Почему липнут электроды и как с этим бороться
В сюжете - Как зажигать электрод что бы не прилипал
В сюжете - Как отрывать прилипший электрод
В сюжете - Что происходит с инвертором при нехватке напряжения в сети
Теперь вы знаете, как правильно варить электросваркой, чтобы электрод не прилипал к металлу и ваши труды не были напрасны. Кратко резюмируя, следите за выставленными параметрами тока на вашем инверторе, не экономьте на качественных электродах и учитесь правильно поджигать дугу.
В продолжение темы посмотрите также наш обзор Как правильно вести электрод во время сварки
Читайте также: