Как влияет подогрев изделий в процессе сварки на величину сварочных деформаций
Обновлено: 26.04.2024
Термические воздействия, которым подвергаются свариваемые соединения, приводят к образованию напряжений в узлах кристаллической решетки и даже к определенным деформациям. Напряжения и деформации могут быть как собственными, существующими в кристаллической решетке без приложения внешних сил, так и внешними, возникающими под действием приложенных нагрузок.
Собственные напряжения и деформаций могут быть временными, то есть существовать только в процессе термического воздействия, и остаточными, устойчиво сохраняющимися после прекращения сварки. Если деформация после прекращения сварки исчезает, то ее называют упругой. Деформация, полностью или частично оставшаяся после прекращения приложения сил, называется пластической. Некоторые виды сварочных деформаций приведены на рис. 4. Если деформации меняют размеры изделия или искажают его геометрию, то их называют общими. Общие деформации обычно проявляются в небольших по размерам деталях, когда термическое воздействие охватывает значительную часть их объема. В крупногабаритных деталях, когда термическое влияние сварочного процесса распространяется на относительно небольшие зоны, могут возникать местные деформации, проявляющиеся в виде выпучин, хлопунов и других местных искажений.
Различают деформации в плоскости, когда размеры детали меняются и вне плоскости и проявляются в виде серповидиости, грибовидности и т. д.
Рис. 4. Сварочные деформации:
А — деформация пластины; Б — деформация углового соединения; В — деформация стыкового соединения
Причинами образования собственных напряжений и деформаций сварных соединений является неравномерное распределение температурных воздействий и охлаждения. Кроме того, деформации могут вызываться механическим вмешательством в процессе правки сварных узлов, сборки и монтажа конструкций.
Механизм возникновения деформаций в сварочном шве рассмотрим на примере стержня, подвергающегося термическому воздействию (рис. 5). Если такой стержень А жестко закрепить с одной стороны и подвергнуть термическому воздействию, то его линейный размер увеличится на некоторую длину Д L, величина которой зависит от коэффициента линейного расширения и температуры нагрева. После прекращения термического влияния стержень охладится, и его длина вернется к исходному значению, поскольку этому ничто не препятствует. Если же на пути удлинения стержня Б установить жесткую преграду (например, стену), то при нагреве стержень начнет удлиняться и давить с одинаковой силой на преграды, расположенные с его обоих концов. Так как по законам физики всякому действию соответствует равное ему и противоположно направленное противодействие, то преграды начнут давить на стержень с обоих концов, сжимая его к центру. По мере роста температуры силы, действующие на стержень, возрастают, вызывая напряжения в крис-
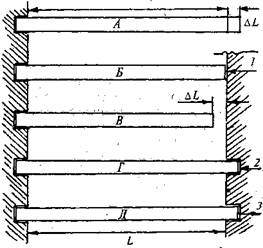
Рис. 5. Деформации при различных условиях закрепления при нагреве:
/ — сжатие; 2— сжатие; 3— растяжение
таллической решетке металла. При небольшом удлинении М стержня в кристаллической решетке металла возникают упругие напряжения, и после прекращения термического воздействия стержень охладится без остаточных напряжений и деформаций.
Если же удлинение стержня превысит критическое значение, при котором силы сжатия вызовут пластическую деформацию в кристаллической решетке металла, то после остывания длина стержня В станет меньше первоначального значения. Это значит, что в стержне проявилась остаточная деформация, вызванная сжатием кристаллической решетки.
Если же стержень /'жестко закрепить с обоих концов, то при незначительном нагреве (для стали это температура ІОО'С), будет проявляться только упругая деформация, не вызывая остаточных явлений. При высоких температурах стержень расширяется настолько, что силы, действующие вдоль оси и направленные к центру, вызовут изменение его длины. Но так как препятствия, расположенные с обоих концов стержня, не позволяют ему увеличить свою длину, то возникнут изменения в кристаллической решетке. При охлаждении стержня до нормальной темпе-
ратуры происходит обратный процесс. Жесткое закрепление обоих концов будет препятствовать нормализации кристаллической решетки металла и появятся остаточные напряжения (стержень Л).
Этим примером полностью объясняется механизм возникновения напряжений и деформаций в сварочном шве, так как его можно представить как нагревающийся стержень, закрепленный с обоих концов холодным металлом.
Остаточные сварочные деформации изменяют геометрию деталей, что сказывается на их качестве.
Снижение сварочных напряжений и деформаций выполняют несколькими методами. Различают термические, механические и термомеханические методы снижения сварочных деформаций;
К термическим методам относят отпуск после сварки и предварительный нагрев во время сварки.
Подогрев металла перед сваркой (или в процессе сварки) снижает предел его текучести, тем самым уменьшает величину остаточных напряжений и деформаций. И хотя' этот метод не полностью исключает появление сварочных деформаций, при достаточно сильном нагреве (250°С и более) можно добиться положения, когда их величина будет находиться в допустимых пределах.
Отпуск металла после сварки более эффективен и позволяет снизить величину остаточных напряжений и деформаций на 85—90%. Кроме того, отпуск способствует улучшению пластических свойств сварочного шва. Отпуск может быть общим и местным.
При общем отпуске сваренную деталь нагревают до температуры 650°С и медленно охлаждают. При местном отпуске нагреву подлежит только часть конструкции в области сварочного шва.
Под механическими методами понимают обработку (проковку, прокатку, вибрацию, приложение местных нагрузок, ультразвуковое воздействие и т. д.) сваренных деталей, позволяющую снизить остаточные напряжения в кристаллической решетке.
Самым эффективным методом является прокатка металла, но для этого требуется специальное оборудование. Поэтому прокатку выполняют только в условиях крупных производственных подразделений. Наиболее доступным и простым методом является проковка. Для этого горячий
шов подвергают ударной обработке, снимая остаточные напряжения. Под приложением местных нагрузок понимают изгиб, кручение и т. д. в направлении, противоположном остаточным деформациям. Вызванные местными нагрузками Деформации сварочного соединения накладываются на остаточные деформации, полученные при сварке, снижая их величину.
Термомеханические методы предусматривают одновременно термическую и механическую обработку свариваемых конструкций и позволяют добиться максимального эффекта.
Этими методами не ограничиваются возможности борьбы с остаточными напряжениями и деформациями. Снизить вероятность появления этих вредных явлений помогают рациональные приемы проведения сварочных работ, суть которых заключается в правильном проектировании и конструировании сварного изделия, уменьшении количества наплавленного металла, снижении вносимого в зону шва тепла за счет уменьшения сварных швов и сечений.
Именно для этого следует избегать скоплений и перекрещиваний сварочных швов, симметричного их расположения и т. д. Препятствуют деформациям свариваемых деталей ребра жесткости, накладки, косынки и прочие приспособления, о которых мы расскажем в соответствующих разделах данной книги.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления металла.
2. Повышает устойчивость горения дуги, образует комбинированную газо-шлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва, улучшает формирование шва.
3. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
ВОПРОС 2. Какой буквой русского алфавита обозначают кремний и кобальт в маркировке стали?
1. Кремний — К, кобальт — Т.
2. Кремний — Т, кобальт — М.
3. Кремний — С, кобальт — К.
ВОПРОС 3. Какие стали относятся к группе углеродистых сталей?
1. Ст3сп5, Сталь10, Сталь15, 20Л, 20К, 22К.
2. 45Х25Н20, 15ГС, 09Г2С.
3. 08Х14МФ, 1Х12В2МФ, 25Х30Н.
ВОПРОС 4. Укажите правильное название источников постоянного тока
1. Сварочные выпрямители, генераторы, агрегаты.
2. Специализированные сварочные установки.
ВОПРОС 5. Для чего служит трансформатор?
1. Для преобразования частоты переменного тока
2. Для преобразования напряжения электрической сети
3. Для преобразования напряжения электрической сети при постоянной силе тока.
ВОПРОС 6. Какие параметры необходимо контролировать после выполнения подготовки деталей и сборочных единиц под сварку?
1. Форму, размеры и качество подготовки кромок; правильность выполнения переходов от одного сечения к другому; другие характеристики и размеры, контроль которых предусмотрен ПКД или ПТД.
2. Форму и размеры расточки или раздачи труб; качество зачистки подготовленных под сварку кромок; химический состав металла.
3. Все параметры, указанные в п.п. 1 и 2.
ВОПРОС 7. Для какой группы сталей применяют при сварке электроды типов Э50, Э50А, Э42А, Э55?
1. Для сварки конструкционных сталей повышенной и высокой прочности.
2. Для сварки углеродистых конструкционных сталей.
3. Для сварки высоколегированных сталей.
ВОПРОС 8. Что обозначает в маркировке типов электродов буква «А», например Э42А?
1. Пониженное содержание легирующих элементов.
2. Пониженное содержание углерода.
3. Повышенные пластические свойства наплавленного металла.
ВОПРОС 9. Нужен ли предварительный подогрев для сварки хорошо свариваемых малоуглеродистых и сталей толщиной менее 30 мм?
3. По усмотрению руководителя работ.
ВОПРОС 10. Каким инструментом определяют соответствие ширины шва стандартным требованиям?
1. Шаблоном сварщика
ВОПРОС 11. Укажите место возбуждения и гашения дуги при ручной дуговой сварке
1. На поверхности изделия.
2. В разделке кромок или на ранее выполненном шве.
3. В кратере шва.
ВОПРОС 12. Какие источники питания дуги рекомендуется применять для сварки электродами с основным покрытием?
1. Источники питания дуги переменного тока.
2. Любые источники питания.
3. Сварочные преобразователи постоянного тока и выпрямители.
ВОПРОС 13. Укажите, как влияет увеличение скорости ручной дуговой сварки на размеры сварного шва?
1. Глубина проплава уменьшается.
2. Влияния не оказывает.
3. Увеличивается ширина шва.
ВОПРОС 14. Какая зона в сварочной дуге называется анодным пятном?
1. Высокотемпературный участок дуги на отрицательном электроде.
2. Высокотемпературный участок дуги на положительном электроде.
3. Наиболее яркий участок в столбе дуги.
ВОПРОС 15. Какие характерные дефекты может вызвать избыток водорода в сварочной дуге?
2. Шлаковые включения.
3. Повышенная пористость металла шва.
ВОПРОС 16. Что может вызвать прожог металла при сварке?
1. Слишком малое притупление кромки.
2. Слишком малый зазор между кромками.
3. Слишком большая скорость сварки.
ВОПРОС 17. Как влияет равномерный подогрев изделий в процессе сварки на величину сварочных деформаций?
1. Увеличивает деформацию изделия.
2. Уменьшает деформацию изделия.
ВОПРОС 18. Что входит в понятие металлургической свариваемости металлов?
1. Влияние на свариваемость химического состава металла и отсутствии дефектов в результате химического взаимодействия элементов в сварочной ванне и кристаллизующемся металле шва?
2. Влияние на свариваемость способа сварки и возможность появления дефектов в результате воздействия термического цикла на сварочную ванну и кристаллизующейся металл шва.
3. Влияние на свариваемость объема сварочной ванны и кристаллизующегося металла шва.
ВОПРОС 19. Какое напряжение считается безопасным в сухих помещениях?
ВОПРОС 20. Что входит в обозначение сварного соединения на чертеже?
1. Обозначается тип соединения, метод и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
1. Род тока, полярность, толщина свариваемого металла.
2. Величина сварочного тока, диаметр электрода, род тока и полярность.
3. Напряжение на дуге, марка свариваемого металла.
ВОПРОС 2. Какой буквой русского алфавита обозначают титан и хром в маркировке стали?
ВОПРОС 3. Какие стали относятся к высокохромистым сталям?
1. 03Х16Н9М2, 15Х1М1Ф, 10Х18Н9.
2. 08Х13, 06Х12Н3Д, 1Х12В2МФ.
3. 10Х2М, 20ХМА, 10ХН1М.
ВОПРОС 4. Какая причина образования кратера?
1. В результате резкого отвода дуги от сварочной ванны.
2. Кратер образуется на месте выделения газов в процессе сварки.
2. Кратер образуется из-за значительной усадки металла в процессе кристаллизации.
ВОПРОС 5. Что необходимо предпринять, если установленный режим сварки не обеспечивает заданную глубину проплавления?
1. Увеличить длину дуги при сварке.
2. Увеличить скорость сварки.
3. Увеличить силу тока.
ВОПРОС 6. С какой целью производят подогрев свариваемых кромок при низких температурах?
1. Чтобы увеличить глубину проплавления кромок.
2. Чтобы сплавления между собой основного и наплавленного металла.
3. Чтобы снизить скорость охлаждения шва после сварки и избежать появления трещин.
ВОПРОС 7. Для какого класса сталей применяют при сварке электроды типов Э70, Э85, Э100, Э125, Э150?
1. Для сварки теплоустойчивых сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки углеродистых и низколегированных конструкционных сталей.
ВОПРОС 8. Укажите роль шлакообразующих веществ в электродном покрытии?
1. Защищают расплавленный металл от взаимодействия с воздухом.
2. Легируют наплавленный металл.
3. Защищают расплавленный металл от разбрызгивания.
ВОПРОС 9. Для чего нужна спецодежда сварщику?
1. Для защиты сварщика от тепловых, световых, механических и других воздействий сварочного процесса.
2. Для защиты сварщика от поражения электрическим током.
3. Для защиты сварщика от выделяющихся вредных аэрозолей.
ВОПРОС 10. Укажите наиболее полный перечень требований поверхности свариваемых элементов?
1. Горячекатаный метал разрешается применять в состоянии поставки.
2. Поверхность свариваемых кромок должна быть чистой, без окалины, ржавчины, масла, смазки и грязи.
3.Поверхность свариваемых элементов не должна иметь следов влаги.
ВОПРОС 11. Укажите место возбуждения и гашения дуги при ручной дуговой сварке кольцевых соединений.
1. На поверхности изделия на расстоянии не менее 20мм.
3. На внутренней поверхности трубы на расстоянии не менее 10мм.
ВОПРОС 12. Какие углеродистые стали относятся к удовлетварительно свариваемым?
1. С содержанием углерода до 0,25 %.
2. С содержанием углерода от 0,25 % до 0,35 %.
3. С содержанием хрома и марганца от 0,4% до 1,0%.
ВОПРОС 13. Влияет ли род и полярность тока на величину провара при ручной дуговой сварке?
2. Влияет незначительно.
3. Влияет существенно.
ВОПРОС 14. К каким последствиям может привести чрезмерное увеличение угла разделки свариваемых кромок?
1. К прожогу металла.
2. К увеличению трудоемкости сварки и расхода сварочных материалов.
3. К несплавлению кромок.
ВОПРОС 15. Как влияет величина объема металла, наплавленного в разделку за один проход, на величину деформации сварных соединений?
1. С увеличением объема увеличивается деформация сварного соединения.
2. С увеличением объема уменьшается деформация сварного соединения.
3. Объем наплавленного металла практически не влияет на деформация сварного соединения.
ВОПРОС 16. Как влияет содержание серы и фосфора на свариваемость?
2. Повышает свариваемость, при условии предварительного подогрева стали.
3. Их повышение способствует появлению трещин, ухудшает свариваемость стали.
ВОПРОС 17. При какой форме разделки кромок под сварку величина остаточных деформаций сваренных между собой листов (плит) окажется меньше?
ВОПРОС 18. Какой дефект сварного соединения называют наплывом?
1. Дефект в виде металла, натекшего на поверхность сваренного металла и не сплавившегося с ним.
2. Неровности поверхности металла шва или наплавленного металла.
3. Несплавление валика металла шва с основным металлом.
ВОПРОС 19. Можно ли использовать электроды, хранившиеся зимой в сухом не отапливаемом помещении?
2. Можно после прокалки в печи.
ВОПРОС 20. С какой целью уменьшают величину сварочного тока при сварке в потолочном положении?
1. Чтобы исключить появление прожогов в сварном соединении.
2. Чтобы исключить появление непроваров в сварном соединении.
3. Чтобы уменьшить объем расплавленной ванны металла.
3. Обозначение химических элементов и их содержание в стали.
ВОПРОС 3. Укажите причины образования кратера?
1. Кратер образуется в месте выделения газов в процессе сварки.
2. Из-за резкого отвода дуги от сварочной ванны.
3. Из-за значительной усадки металла в процессе кристаллизации.
ВОПРОС 4. Зависит ли напряжение дуги от ее длины при ручной дуговой сварке?
3. Зависит при малых и больших величинах сварочного тока
ВОПРОС 5. Кто должен производить подключение и отключение сварочного источника питания к силовой сети?
1. Электротехнический персонал данного предприятия.
2. Сварщик, работающий на данной установке.
3. Сварщик, работающий на данной установке под наблюдением мастера.
ВОПРОС 6. Какие должны быть род и полярность тока при выполнении горячего прохода соединений из углеродистых сталей электродами с целлюлозным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие поверхности подлежат зачистке при подготовке под сборку деталей трубопровода пара и воды?
1. Должны быть очищены от загрязнений и ржавчины до металлического блеска торцы труб.
2. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки и наружные поверхности деталей.
3. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки, а также прилегающие к ним внутренние и наружные поверхности деталей.
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э-09М и Э-09МХ?
1. Для сварки теплоустойчивых низколегированных сталей.
ВОПРОС 9. С какой целью на электродный стержень наносят покрытие?
1. Для стабилизации горения дуги, легирования металла шва и защиты сварочной ванны от попадания газов из воздуха и формирования шва.
2. Для предохранения стержня от попадания влаги.
3. Для снижения вероятности образования как холодных, так и горячих трещин в металле шва.
ВОПРОС 10. Как влияет длина дуги на устойчивость ее горения?
1. С увеличением длины дуги устойчивость горения снижается.
2. С увеличением длины дуги устойчивость горения увеличивается.
3. Не оказывает практического влияния.
ВОПРОС 11. Выберите наиболее полные рекомендации по защите места сварки в условиях монтажа?
1. Необходимо обеспечить защиту места сварки от ветра.
2. Необходимо обеспечить защиту в виде навеса от воздействия атмосферных осадков.
3. Необходимо защищать от ветра, сквозняков и атмосферных осадков.
ВОПРОС 12. Листы какой толщины можно сваривать ручной дуговой сваркой без разделки кромок?
ВОПРОС 13. Как влияет увеличение тока при ручной дуговой сварке на геометрические размеры сварного шва?
1. Уменьшается глубина провара и увеличивается высота усиления шва.
2. Увеличиваются глубина проплавления и высота усиления шва.
3. Уменьшается высота усиления шва и увеличивается глубина проплавления.
ВОПРОС 14. Как включают амперметр в электрическую цепь?
1. Последовательно в электрическую цепь с вольтметром.
2. Последовательно в общую электрическую цепь.
3. Параллельно в общую электрическую цепь.
ВОПРОС 15. Для чего сварщику нужна спецодежда?
1.Для защиты сварщика от тепловых, световых, механических и других воздействий при сварке.
2. Для защиты его от выделяющихся вредных аэрозолей и свечения дуги.
3. Для защиты его от поражения электрическим током.
ВОПРОС 16. Что из перечисленного ниже наиболее сильно влияют на свариваемость металла?
1. Химический состав металла.
2. Механические свойства металла.
3. Электропроводность металла.
ВОПРОС 17. Как влияет величина объема металла, наплавленного за один проход, на величину деформаций?
1. Увеличивает остаточные деформации сварных конструкций.
2. Уменьшает остаточные деформации сварных конструкций.
3. Не влияет на остаточные деформации сварных конструкций.
ВОПРОС 18. В какой момент следует исправлять дефекты сварных соединений подлежащих последующей термообработке?
1. До термообработки
2. По согласованию с головной материаловедческой организацией.
3. После термообработки.
ВОПРОС 19. Граждане какого возраста могут быть допущены к выполнению сварочных работ?
ВОПРОС 20. Какой линией условно изображают видимый сварной шов на чертеже?
1. Сплошной основной.
3. Штрих – пунктирной.
Влияние подогрева и охлаждения
Подогрев свариваемых листов может применяться не только при сварке конструкционных сталей, как средство борьбы со структурными напряжениями, но и при сварке обычных малоуглеродистых сталей, как средство уменьшения сварочных деформаций и напряжений.
Для установления влияния подогрева на сварочные деформации и напряжения необходимо прежде всего уточнить характер подогрева. Следует различать общий равномерный подогрев свариваемых деталей и местный подогрев, обычно распространяющийся только на свариваемые кромки.
Влияние общего подогрева скажется в том, что все точки свариваемой детали будут при сварке иметь температуру более высокую, нежели при сварке без подогрева, на величину, равную температуре подогрева. На рис. 71 приведены данные, относящиеся к случаю наплавки валика на кромку узкой (50-миллиме - тровой) полосы при применении общего подогрева и подогрева и закрепления.
Сопоставляя деформации, получающиеся при наплавке без подогрева (рис. 71, а), С деформациями при подогреве на 100° (рис. 71, б), можно установить, что как в случае свободной полосы (пунктирные линии), так и з случае закрепленной полосы подогрев приводит к уменьшению конечной кривизны более значительному при свободной полосе и весьма малому — при закрепленной. При этом пластические деформации сжатия (имеющие место в момент наибольшего нагрева) как при свободной, так и при закрепленной полосе уменьшаются, в связи с чем почти пропадают и конечные пластические деформации растяжения при закреплении, которые имеют место в случае наплавки без подогрева.
Более заметное влияние в смысле уменьшения конечной кривизны и пластических деформаций оказывает подогрев на 200° (рис. 71, в).
Таким образом, в рассмотренном случае (50-миллиметровой полосы) подогрев уменьшает конечные деформации и напряжения тем в большей степени, чем выше температура подогрева.
Если же проделать аналогичные подсчеты и построения для 100-миллиметровой полосы, то результат окажется несколько иной. Если при выполнении наплавки на закрепленную полосу тем же режимом, что и в предыдущем случае (h = 50 мм), конечная кривизна составляла Спр = 0,000295, то при применении подогрева на 200° она возросла до Спр = 0,000328.
Полученные результаты станут совершенно понятными, если учесть, что действие подогрева можно рассматривать эквивалентным применению повышенных тепловых режимов сварки без
подогрева. Тогда, пользуясь установленными выше зависимостями деформаций от силы тока или мощности д^ги (рис. 55), можно приближенно оценить влияние подогрева. Действительно, если подогрев применить при режимах ниже критического, т. е. при таких режимах, когда дальнейшее увеличение силы тока или уменьшение скорости сварки приводит к возрастанию деформаций,— подогрев вызовет увеличение конечных деформаций. Если подогрев применить при режимах выше критического, тогда он приведет к уменьшению конечных деформаций свободной полосы.
Рис. 71. Влияние подогрева на деформации полосы при наплавке валика
Применение закреплений, как было установлено выше, равносильно увеличению ширины полосы, а потому критический режим для закрепленной полосы будет сдвинут в сторону более высоких сил тока. Так что, если наплавку производить при критической силе тока для свободной полосы, то подогрев понизит конечные деформации свободной полосы, но повысит их для закрепленной полосы.
Приведенные выше примеры легко могут подтвердить сказанное. Режим, применявшийся для наплавки (/=155 a, v = = 0,12 см! сек.) свободной 50- и 100-миллиметровой полосы, является режимом выше критического (рис. 55), поэтому подогрев свободной 50-миллиметровой полосы приведет к уменьшению конечной кривизны тем большему, чем выше температура ПОДО - 88
грева, что и было установлено на рассмотренном примере. Закрепление 50-миллиметровой полосы как бы увеличило ее ширину, доведя до 100 мм. Но так как и для этой ширины принятый режим выше критического, то и в случае закреплений подогрев приведет к уменьшению конечных деформаций.
В то же время закрепление 100-миллиметровой полосы равносильно увеличению ее ширины примерно до 200 мм, при которой выбранный режим ниже критического и, следовательно, подогрев должен привести к увеличению конечных деформаций.
При местном подогреве его влияние будет зависеть от месі а расположения и интенсивности дополнительного источника тепла. Если бы распределение температуры от дополнительного источника тепла было известно, то, суммируя вызываемый им нагрев с нагревом от сварки,
можно было бы получить г исходные данные для определения деформаций и напряжений тем же методом, который применялся в ранее рассмотренных случаях.
Рис. 72. Влияние места расположения дополнительного источника тепла.
Необходимо отметить, что в целях уменьшения остаточных деформаций и напряжений следует, применяя местный подогрев, стремиться к такому расположению дополнительного источника тепла,
при котором распределение температуры по сечению, перпендикулярному к оси шва, было бы возможно более плавным и приближалось к линейному. Исходя из этих соображений, нецелесообразно вести подогрев свариваемых кромок, так как при этом неравномерность подогрева только увеличится (рис. 72, а). Наиболее целесообразно располагать дополнительный источник тепла, отступя от кромки, с тем чтобы он выравнивал температуру и приближал температурную кривую к прямой (рис. 72, б).
Что касается влияния охлаждения свариваемых листов, то оно проявляется двояко: путем прямого понижения температуры нагрева от сварки на величину общего охлаждения свариваемых листов (действие, обратное общему подогреву) и за счет со Дания более неравномерного распределения температуры с более узкой зоной йагрева вследствие более интенсивной теплоотдачи в окружающую среду. Последнее обстоятельство может быть вызвано ветром, увеличивающим теплоотдачу путем вынужденной конвекции, наличием на поверхности свариваемых листов воды, снега или льда, на таяние и испарение которых тратится значительное количество тепла.
Таким образом, влияние низких температур, а также условий, способствующих увеличенной теплоотдаче в окружающую среду
(сварка при ветре, при отсутствии защиты от атмосферных осадков и др.), может рассматриваться как применение пониженных режимов сварки. Соответственно в тех случаях, когда, например, сварка на морозе производится на режимах ниже критических, можно ожидать пониженных конечных деформаций. При сварке широких листов это и имеет место в действительности. При выполнении сварки на морозе режимами выше критических можно ожидать повышенных конечных деформаций, что может иметь место главным образом при сварке узких листов (рис. 55).
Очевидно, что применение при сварке на морозе повышенных сил тока и местного подогрева по схеме рис. 72, б может значительно снизить пластические деформации растяжения, особенно неприятные при низких температурах.
Из приведенного видно, что, регулируя надлежащим образом тепловой режим сварки и учитывая собственную жесткость свариваемых листов, а также наличие дополнительных закреплений, можно получить желаемый конечный эффект от применения сварки.
Следует отметить, что регулирование теплового режима сварки может быть осуществлено не только путем выбора надлежащего режима сварки или применения подогрева, но и выбором надле* жащего метода наложения шва (сварка на проход одним или несколькими слоями, сварка участками, обратноступенчатая, от •середины к краям и до.), о чем будет сказано ниже.
Читайте также:
- Требования к производству сварочных работ требования фнп обязательны
- Zt751 транзистор в сварочном инверторе
- Как корректируют величину сварочного тока при сварке в вертикальном положении по сравнению в нижнем
- Как клеить стыки линолеума на бетонный пол холодной сваркой
- Запчасти для сварочных аппаратов вд 306