Как закрепить сварочный кабель в держателе
Обновлено: 02.05.2024
При проведении сварочных работ обязательно нужно пользоваться специальными клеммами. Данные элементы позволяют делать заземление. Оно обеспечивает безопасность, защищает от возможного поражения электрическим током. Рассмотрим, какими бывают такие детали, и как их правильно использовать.
Что это и зачем нужны?
Сварочные клеммы представляют собой специальный держатель в виде прищепки. Такие зажимы типа «крокодил» соединяют между собой кабель и металлическую деталь.
Такие клеммы часто называют зажимами массы. Они создают максимально надежный контакт в зоне подключения. А также они применяются для надежной фиксации деталей.
Подобные элементы используются для создания заземления – это дает возможность сделать сварочную работу более безопасной, предотвратить воздействия электрического тока.
Технические характеристики
В специализированных магазинах любой покупатель сможет увидеть большое разнообразие различных сварочных клемм с разными техническими параметрами. Важной характеристикой для данного инструмента является значение номинального тока. Чаще всего оно составляет 200, 300 и 500 ампер.
При выборе подходящей клеммы следует обязательно учитывать силу тока, при которой будут проводиться работы.
Еще одним важным показателем будет продолжительность включения при максимальной величине токе. Для клемм данное значение чаще всего составляет 35%. К таким параметрам можно отнести и массу изделий. Как правило, она достигает 300-500 граммов. Самые легкие модели можно прикрепить практически к любому месту – благодаря маленькой массе они не будут смещаться во время сварки, обеспечивая довольно хороший контакт.
Какими бывают?
Клеммы для сварочных работ могут быть разных видов. К основным из них относятся следующие разновидности:
- «крокодил»;
- фиксирующие элементы;
- магнитные прищепки.
«Крокодил»
Данный вариант является самым распространенным. Нередко такие зажимы продаются в одном комплекте со сварочным оборудованием. Приспособление довольно удобно в применении, при необходимости его можно быстро и легко поменять одним нажатием руки. А также такой стандартный вариант можно прикрепить к металлической конструкции любой формы.


Но при этом он обладает и некоторыми недостатками:
- сложность присоединения к трубам с большим значением диаметра;
- трудное использование на угловых поверхностях (в таких случаях к изделию дополнительно приваривают небольшой «рожок», также можно взять провод с большой длиной).
Фиксирующие элементы
Такие разновидности не только обеспечивают заземление, но и позволяют легко зафиксировать металлические детали между собой в процессе сварочных работ. Эти элементы также подразделяются на несколько отдельных групп:
- стяжки и зажимы;
- струбцины;
- распорки и центраторы.


Фиксирующие зажимы и стяжки чаще всего используются для стягивания концов изделий и кромок, закрепления их в таком положении. Это дает возможность сделать конструкцию более устойчивой к возможным ударам электродов, а также предотвращает деформацию металла при повышении температурного режима.
Положение фиксации производится плотным сжатием ручек. При этом нужно выставить подходящие размеры зева. Делают это при помощи небольшого винта на инструменте.
Струбцины представляют собой специальные стягивающие инструменты, оснащенными зажимными винтами. Они позволяют закреплять металл определенных размеров и форм.
Сами струбцины также могут быть разных форм и размеров. Все они оснащены регулятором зева. Наиболее распространенными являются угловые модели. Они обеспечивают фиксацию металлических элементов, которые свариваются под углом 90 градусов встык.
Центраторы представляют собой особые устройства, которые обеспечивают совмещение друг с другом осей и кромок деталей. Такие модели могут быть или внутренними, или внешними.
Магнитная прищепка
Такие клеммы производятся в 2-х вариантах: постоянные и электромагнитные модели. А также они подразделяются на универсальные (применяются для простого крепления к металлическим деталям) и угольники (предназначаются для сварки конструкций под определенным углом).
Магнитная основа позволяет обеспечивать прочное присоединение и к самим клеммам, и к отдельным металлическим частям. После их использования на поверхности изделия не будет следов, хотя многие модели других клемм оставляют их на металле.
Магнитные образцы прочно фиксируются во время сварки, их смещения в процессе работы не произойдет. Кроме этого, такие модели можно закрепить практически в любое место, поэтому их удобно использовать при сварке в труднодоступных местах конструкций.
Но магнитные клеммы лучше не брать для работы с мелкими изделиями, в том числе с проволокой или арматурой. Данное устройство следует регулярно полностью очищать от металлической стружки.
Место под его креплением надо своевременно зачищать, чтобы на нем не образовался слой грязи.
Как пользоваться?
Чтобы клемма выполняла все свои функции, ее следует правильно прикрепить к изделию. На концах таких устройств имеются специальные наконечники прямоугольной или круглой формы. Именно эту часть нужно цеплять к металлу.
Перед креплением внимательно посмотрите на контакты – они должны быть чистыми. Если они даже немного загрязнены, предварительно нужно провести тщательную чистку. Если этого не сделать, то тогда дугу невозможно будет разжечь из-за слишком плохого контакта.
В процессе использования внимательно следите за нагреванием кабеля. Не допускайте, чтобы он сильно перегревался. Чтобы этого не произошло, следует просто соблюдать допустимое значение сварочного тока, также рекомендуется делать небольшие регулярные перерывы во время сварочных работ.
Более наглядный обзор сварочных клемм и их правильное использование смотрите в следующем видеоролике.
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


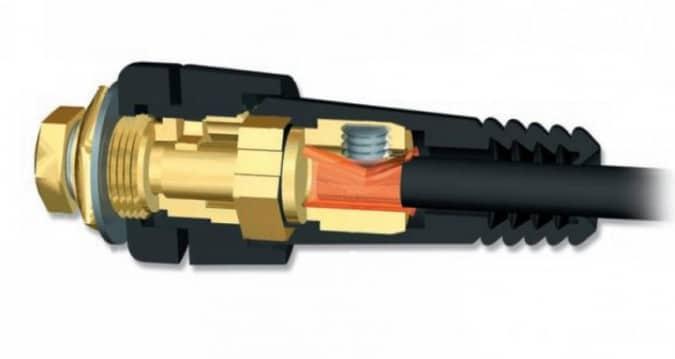
Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:

Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Держатель электродов для сварочного аппарата
Даже сварщик со стажем будет работать медленно, если держак сварочный выбран неправильно. От того насколько он удобен зависит производительность и качество швов. Сейчас выпускаются разнообразные по цене и конструкции фиксаторы. При необходимости удобный держатель для конкретной работы не трудно сделать самостоятельно.

Требования к сварочным держакам
Несмотря на простую конструкцию сварочные держаки должны обеспечивать:
- прочное удерживание и изменение угла фиксации электрода;
- надежность электрического контакта;
- быструю замену сварочных стержней;
- прочное крепление кабеля;
- теплоизоляцию;
- диэлектрическую защиту;
- длительный срок эксплуатации;
- выполнение сварки на труднодоступных участках.
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
- Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.

- Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.

- Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.

- Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.

- Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
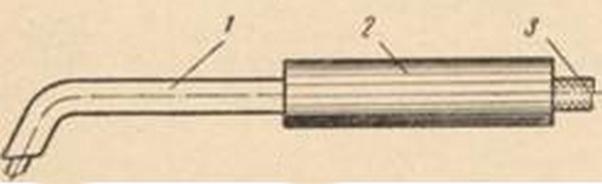
Безогарковый держатель: 1. Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питания
Кроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.
На что обратить внимание при выборе
Прежде всего следует учитывать, что у качественных держателей электродов для сварочных аппаратов токоведущие детали сделаны из меди. У подделок они из стали, покрытой тонким слоем меди, которая быстро выгорает. По внешнему виду они неотличимы от оригиналов, поэтому для проверки потребуется магнит.
Держак для сварки выбирают по следующим критериям с учетом особенностей работы:
- Вес и габариты. Для периодической сварки на дому эти параметры не критичны. Однако для длительной работы лучше выбрать легкую модель, так как лишние граммы долго удерживать на весу будет утомительно.
- Эксплуатационные характеристики. Максимальный ток держака должен быть на 10% больше чем у сварочного аппарата. При меньшем значении быстро выгорят места контакта с электродом. Однако не стоит увлекаться повышением запаса по току, так как габариты и вес увеличатся, а срок службы не изменится.
- Надежность. У сварочного держака для работы на улице материал рукояти должен быть стойким к низкой температуре и высокой влажности. Модели с литыми губками прослужит дольше, чем с наборными. Самыми надежными по способу крепления расходников считаются винтовые сварочные держатели с резьбовым зажимом.
- Способ соединения со сварочным кабелем. Лучшим вариантом будет болтовое. На держаки, сделанные в Китае, с обжимным способом подключения, не стоит тратить деньги.
- Диаметр электродов. При выборе необходимо обращать внимание, на какие по диаметру сварочные стержни рассчитан понравившийся держак. Иначе может случиться так, что купленная модель предназначена для работы с расходниками от 5 мм, поэтому «четверку» и меньше не зажимает.
- Стоимость. Производители предлагают сварочные держаки по цене от 100 до 10000 рублей. При этом по конструкции дешевые модели не отличаются от дорогих. Разница в цене объясняется качеством материалов и сборки. Для начинающего сварщика, выполняющего разовые работы, вполне достаточно недорогой модели. Дешевый держак полезно иметь в качестве запасного, если основной сломается во время сварки.
Для продления срока службы держателя зажим регулярно очищают от грязи и окалины, чтобы не было подгорания из-за плохого контакта. Подвижные детали смазывают, аккуратно переносят, хранят в чистом месте. Не допускают расплавления электродов вплотную к зажиму.
Качественный и удобный держак не отвлекает от процесса сварки.
Как сделать держак для сварки своими руками
Несмотря на то, что качество и надежность у сделанного сварочного держака своими руками хуже, чем у заводских моделей, он успешно выполняет свои функции. Простые конструкции собирают их подручных материалов.
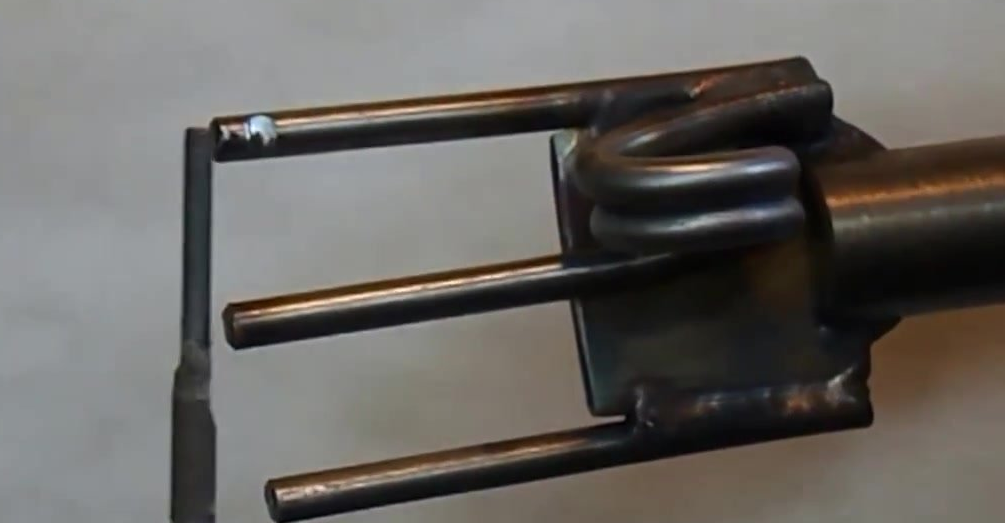
Держак в виде трезубца
Зажим сваривают из трех отрезков рифленой арматуры диаметром 8 мм по схеме треугольника. Средний зубец выгибают так, чтобы он прочно удерживал сварочный пруток. В качестве изоляции используют кусок резинового шланга или пластиковую ручку с велосипедного руля. Для подключения кабеля к самодельному держаку для электродов приваривают трубку. Свободный конец расплющивают и сверлят отверстие под болт.

Вилка-трезубец с пружиной
В отличие от предыдущего варианта у этого держака зубцы располагаются линейно. Средний палец сделан в виде пружины с прямым концом, который прижимает сварочный стержень. Такая конструкция обеспечивает надежный электрический контакт и легкое удаления огарка. Однако эта разновидность держака для электродов обойдется дороже, так как изготавливается из легированной нержавеющей стали.
Держатель из уголка и арматуры
В отличие от вилки у этого держателя сварочного два крайних зубца заменены уголком, к которому приварен средний палец. За счет увеличения площади соприкосновения сварочного стержня с токоведущими частями контакт становится надежней. Однако проблема с удалением огарков остается.

Держак с зажимным винтом
Для сборки такого электрододержателя для сварки подготавливают два отрезка из полосы шириной 30 мм с закругленными концами. Длиной 220 и 80 мм. Также потребуются отрезок прутка с отверстием для электрода и болт с барашком. Диаметры зависят от электродов.

На полосах сверлят по два отверстия. На короткой полосе на 2 — 3 мм больше. Между ними поперек длинной полосы приваривают отрезок электрода. На другом конце сверлят отверстие для подключения кабеля. Болт и отрезок прутка вставляют на место, затем приваривают. Устанавливают короткую полосу. При закручивании барашка один конец опускается, а другой поднимается, прочно зажимая электрод, вставленный в отверстие прутка.
У каждого мастера свое мнение по поводу того, что лучше ― заводской или самодельный сварочный держатель. Однако результаты опросов показывают, что большинство предпочитает второй вариант. Выбор обосновывают низкими затратами и удобством для работы.
Все о сварочных держаках
Покупка хорошего сварочного агрегата еще не дает гарантию высокого качества сварочных работ. Поскольку сварка, осуществляемая и профессиональными сварщиками, и домашними умельцами, должна обязательно носить безопасный характер при соответствующем комфорте и несложности ее исполнения. Гарантией удобства в работе и получения высококачественного шва будет добротный электрододержатель для сварочного агрегата.


Особенности
Держак сварочного агрегата является приспособлением, управляющим электродом в ходе сварочных работ. Он должен на совесть удерживать электрод какого угодно сечения и подавать к нему электроток, предоставляя контролируемое управление процессом без дополнительных усилий.
Многообразие конструкций определяет и разброс в технических и эксплуатационных характеристиках держателей, однако имеются и конечные значения, утвержденные ГОСТом. К примеру, длина защищенной части рукояти должна быть не меньше 110 миллиметров, а поперечное сечение усредненно находится в диапазоне 36-40 миллиметров. Размер фиксатора также оказывает влияние на возможность работы с электродами, предназначенными для различных уровней силы электротока.


Начальный уровень 200-300 А, с подобными параметрами функционируют держаки диаметром 36 миллиметров, а образцы для 400-500 А, следовательно, обязаны иметь сечение ориентировочно 40 миллиметров.
Необходимо принимать во внимание и материалы изготовления устройства. Они же обусловливают и возможность работы с различными границами силы электротока, и устойчивость перед неблагоприятными условиями внешней среды.
Сочетание окалиностойкой стали и высокопрочного пластика с рифлями на поверхности даст возможность защитить рабочую основу электрододержателя и от воздействий высоких температур, и от холода, если работа происходит на открытом воздухе зимой.
Обзор видов
Как правило, держатели подразделяют на многофункциональные и модели, имеющие узкую специализацию. Они производятся в строгом соблюдении ГОСТа. Имеются разные виды устройств.



Прищепки
Наиболее часто встречающийся ручной держак. Он, подобно прищепке, фиксирует электрод посредством пружины. Оснащен медными губками, имеющими насечки, и надежно держит стержень в каком угодно положении, в том числе и под углом 180° относительно ручки. Накладки из изолирующей пластмассы прикрывают все металлические элементы и защищают от соприкосновения. Зажим дает возможность быстро менять электроды, надавив на рычаг. Остатки незначительные, не больше 30 миллиметров.


Вилки-трезубцы
Это наистарейшая конструкция держака, которая делается кустарным способом. Она запрещена во многих государствах. У нее множество оголенных областей, проводящих ток, которые представляют опасность для жизни пользователя. При работе сварщик может получить лучевое повреждение.
Электроды порошкового и угольного типов с невысокой пластичностью вставить невозможно – они крошатся.
Профессиональный электросварщик без затруднений пользуется вилкой-трезубцем. Новичку непросто работать с держаком, где возможность настраивать угол электрода ограничена, и есть открытые проводящие ток детали.


Цанга
Цанговый держак узкоспециализирован. Его применяют при аргонной сварке неплавящимся стержнем. Вольфрамовый электрод вставляется в держатель неизолированным концом и прижимается гайкой.


Безогарковые
Обеспечивают быструю фиксацию электрода. Эти держатели выполнены в форме ручки цилиндрического вида, к которой прикреплен металлический штырь. Ключевым преимуществом подобной конструкции является безотходность. Электрод приваривается к торчащему стержню и сгорает без остатка. Затем вставляется новый электрод. Изменять угол наклона нет возможности.


Винтовые
Держатель с зажимным винтом характеризуется крепкой фиксацией электрода. Стержень вставляется в специализированное отверстие и зажимается винтом. Минус – большие затраты времени в процессе установки и извлечения электрода. Угол наклона изменять нет возможности.
Как говорилось выше, наряду с представленными образцами, имеются еще и узкоспециализированные держаки, которые предназначены для производства конкретных типов швов и изделий.
К этим модификациям можно причислить держаки для нескольких электродов сразу либо для функционирования под напряжением 3-фазной электродуги. Ключевым отличием является большая масса и сложное строение, что причисляет подобные модификации к специальным, не имеющим большого применения. Каждый сварщик персонально под себя осуществляет выбор необходимого оснащения на основании собственных нужд и условий работы.
Популярные бренды
Проведем краткий обзор популярных производителей держаков для электродов.
Telwin относится к мировым фаворитам по изготовлению сварочных агрегатов, установок для резки и зарядных приборов. Компания из Италии реализует держаки под брендом с таким же названием.



Электрододержатели с пружинным механизмом для сварочных работ компании Abicor Binzel из Германии характеризуются следующими параметрами:
- прочная и теплоизолирующая рукоять;
- крепкая фиксация электрода в 4-х положениях;
- эргономичность;
- надежность;
- многофункциональность.
Итальянская компания Trafimet создана в 1974 г. в провинции Виченца. Изготовитель предлагает инструментарий с пружинным механизмом, обладающий такими техническими характеристиками:
- малый вес устройства;
- надежность;
- простота в использовании.
Предприятие из России «Сварог» производит инверторное оснащение. Держатели от этого изготовителя выполнены с соблюдением всех ГОСТов; дают возможность осуществлять сварку в каком угодно положении, а также в малодоступных местах.


Компания ESAB из Швеции считается одним из глобальных лидеров по выпуску оснащения, материалов, аксессуаров, средств индивидуальной защиты и иных атрибутов для сварки.
Обширный ассортиментный набор содержит в себе также винтовые держаки, отличающиеся предельной электробезопасностью и качеством работ.
Главный офис и производство компании EWM располагаются в г. Мюндерсбах (Германия). EWM занимается производством и сбытом обширного ассортиментного перечня оснащения, включая и электрододержателей всевозможного вида.
Отечественный бренд Brima удерживает одно из лидирующих мест на рынке оснащения, составных частей и материалов для сварочных работ. Держаки разработаны для 3-х категорий пользователей:
- бытовые;
- профессиональные;
- промышленные.


Компания Santool является надежным изготовителем и поставщиком изделий для сварки высокого качества. Оснащение выпускается под различными торговыми брендами. Устройства имеют надежную фиксацию, токопроводящие элементы изолированы от нечаянного касания.


Российская компания Skrab выпускает изделия под своим брендом, носящим то же название, а также осуществляет поставки профессионального снаряжения от ведущих компаний. Оборудование используется во многих отраслях.
«Сибртех» – российский производитель инструментария и оснащения высокого качества. Компания реализует держатели-прищепки.
Итальянская компания Quattro Elementi осуществляет производство и продажу оснащения, материалов и аксессуаров для сварки. Изделия выпускаются под брендом Ergus.
Компания «Корд» является крупнейшим российским производителем инновационного оснащения и аксессуаров для сварочных работ. Представленные в ассортиментном наборе держаки изготовлены согласно ГОСТу и имеют разнообразный вид конструкции.
Компания «Асанта» (Россия) в 2014 году открыла собственное промышленное предприятие по выпуску сварочных контактов и электрододержателей под брендом «Сатурн». Держаки несложны в эксплуатации, безупречно годятся как для домашних, так и для промышленных сварочных инверторов.
Нюансы выбора
Выбор лучшего держака является весьма серьезным занятием, от которого находится в зависимости то, до какой степени будет безопасна и удобна работа сварщика. В процессе выбора необходимо учитывать несколько характеристик.
Ампераж
Держак должен отвечать силе электротока используемого сварочного оснащения. Так, при применении сварочного инвертора с силой электротока в 300 А подсоединять к нему держак, предназначенный на 150 А, будет плохой идеей. Держак в подобном режиме будет служить не больше 2-х дней, поскольку зажим электрода обгорит и станет неработоспособен. К тому же применять держак с меньшей силой электротока попросту опасно.
При противоположной ситуации, если покупаются держаки «с заделом» (другими словами, на агрегат в 160 А ставят держак на 300 А), решение является безопасным, только для работы это не совсем комфортно.
При большем токе больше и размеры, и вес держака (толстая изоляция, массивнее литые детали), что утомляет сварщика, и возможность добраться в малодоступные области снижается. Потому выбирать инструмент нужно, отталкиваясь от силы сварочного электротока.
Размеры и масса
Для большего комфорта устройство должно иметь маленький вес и небольшие размеры. Лишние граммы никак не отразятся на выполнении кратковременных работ, а вот при продолжительных циклах, которые требуют сосредоточенности и точности, тяжелое устройство способно вызывать неудобство и мускульное перенапряжение. В связи с этим, делая выбор среди нескольких образцов со схожими техническими параметрами, надо выбирать более легковесный и малогабаритный.
Надежность
Нередко работы проводятся при плохих условиях: сырость, грязь, пыль, чрезмерно повышенные либо пониженные температуры. Компенсировать эти моменты должна высокая надежность держателя.
Корпус устройства обычно изготавливается из пластмассы с повышенными токоизолирующими свойствами.
Что касается зажима, специалисты выбирают литой, так как наборные пластинчатые губки больше подвержены поломке. Наиболее надежным решением считается винтовое устройство – его зажимной винт обеспечивает однозначную позицию электрода.
Производитель
Именитые компании следят за своей репутацией, держат под контролем качество изготавливаемой продукции. Вследствие этого известные бренды пользуются большим спросом у покупателя. Тут надо следовать принципу достаточности – дешевый держак неизвестного изготовителя не протянет, по всей вероятности, и месяца, например, на судостроительной верфи при использовании его в 2 смены, а сварщику-любителю его будет достаточно на 2-3 сезона, а может и на более продолжительный срок.
Стоимость
От предшествующего момента находится в прямой зависимости следующий, особенно немаловажный момент – цена. Стоимость колеблется во внушительных границах. Недорогие образцы, по сути, не могут обладать высокого уровня качеством и прочностью, технологичностью конструкции, конечно, они редко предназначены на долговременное использование. Но дешевый инструментарий прекрасно подойдет непрофессиональному сварщику для осуществления единичных работ.
Универсальность
Лучше выбирать держаки, которые имеют свойства фиксировать электроды самых разных диаметров. Такие устройства являются универсальными и могут практиковаться при выполнении различных работ.
На заметку! При покупке уделите внимание сечению электродов, под которые изготовлен держак – в противном случае вы можете приобрести, например, предназначенный на стержни от 6 миллиметров, и варить «двоечкой» у вас не будет возможности.
Советы по эксплуатации
Чтобы правильно подсоединить клеммы держателей электродов дуговой сварки, требуется принимать в расчет полярность.
Практикуются прямая и обратная полярности подключения:
- прямая — это когда заземляющий зажим подключается к гнезду инвертора «плюс», а держак – к клемме «минус»;
- обратная — наоборот, соединение держака необходимо подключить к «плюсу», а заземляющего зажима – к «минусу» аппарата.
Правильное использование сварочного оснащения подразумевает также выбор режима сварки, поскольку от него зависит результат всей работы.
Под этим понятием имеется в виду целый перечень настроек, которые производятся перед сваркой: напряжение, род и сила электротока и многое другое.
После всех подсоединений и настройки режима сварки можно начинать работу. Вставьте в держатель электрод, постучите кончиком последнего по металлу, для того чтобы зажечь электродугу. Можно не стучать, а попросту провести по детали электродом, будто вы зажигаете обыкновенную спичку.
Менять электрод следует, когда в электрододержателе осталось 2-3 сантиметра стержня. Для этого временно остановите работу, надавите на ручку держателя и извлеките электрод. Потом вставьте на его место другой и зафиксируйте.
Важно правильно держать в руке сварочный держатель, чтобы было предельно комфортно варить. Главное – научиться осуществлять контроль над сварочной ванной, и тогда швы получатся качественными. Такой контроль ведется посредством манипуляций держателем и электродом в процессе сварки. Главное, удерживать держатель в руке без напряжения – в противном случае, если сжимать что есть мочи, скоро утомится рука и станет дрожать, что отрицательно отразится на качестве шва. Желательно вести держатель двумя руками, в особенности на первых порах, пока электрод длинный. Таким образом значительно проще осуществлять контроль над сварочной ванной. Одной рукой можно работать, когда электрод будет меньше половины.
Чтобы рука сильно не уставала (особенно при сварке длинных заготовок, при больших объемах), можно использовать регулируемую по высоте подставку для рук.
Устанавливайте электрод в держатель под углом 45°. При подобном положении электрода кисть особенно расслаблена в процессе сварки, нет необходимости ее выворачивать, чтобы сообщить необходимый электроду угол – он уже под требуемым уклоном.
К дополнительным рекомендациям можно отнести совет по покупке резервного сварочного кабеля и держателя, которые могут выручить в случае неожиданного выхода из строя основного.
Обзор электродержателя для сварки смотрите далее.
Читайте также: