Какая ширина валиков рекомендуется при ручной дуговой сварке
Обновлено: 20.09.2024
6.1.1. К сварке металлоконструкций следует приступать после приемки сборочных работ мастером по сварке или другим ответственным лицом, а также после проверки условий производства работ и выполнения организационных мероприятий по обеспечению безопасности производства работ (защита от атмосферных осадков, наличие площадок, лесов, подмостей, приставных лестниц и т.д.).
Сварку конструкций при укрупнении и в проектном положении следует проводить после проверки правильности сборки.
6.1.2. Последовательность выполнения сварных швов должна быть такой, чтобы обеспечивались минимальные деформации конструкции и предотвращались появления трещин в сварных соединениях.
Сварка сложных узлов металлоконструкций (двутавровых балок большого сечения, монтажных стыков подкрановых балок, узлов соединения балок с колоннами и др.) должна выполняться по технологическим картам или инструкциям, в которых указаны последовательность наложения швов и приемы, обеспечивающие минимальные деформации и остаточные напряжения в конструкции.
6.1.3. Сварку необходимо выполнять на стабильном режиме. Допускаемые отклонения принятых значений силы сварочного тока и напряжения на дуге не должны превышать6.1.4. Подключение постов автоматической и механизированной сварки, а также однопостовых источников питания дуги должно быть произведено к распределительным шкафам (сборкам), соединенным с подстанцией отдельным фидером.
 | |
| 1289 × 1825 пикс. Открыть в новом окне | |
Источник сварочного тока должен подключаться к сети через индивидуальную пусковую аппаратуру (электромагнитный пускатель, рубильник).
6.1.5. Швы длиной более 1 м, выполняемые ручной или механизированной сваркой, следует сваривать обратноступенчатым способом (рис. 6.1, а).
При толщине стали 15-20 мм и более рекомендуется применять сварку способом "двойного слоя" (рис. 6.1, б). Заваривают на участке I длиной 250-300 мм первый слой шва 1, быстро счищают (после потемнения) с него шлак и заваривают на этом же участке второй слой 2. Затем в таком же порядке заваривают участки II, III и т.д. Сварку второго слоя выполняют по горячему первому слою. Остальные слои (валики) выполняют обычным обратноступенчатым способом.
Сварка листовых объемных конструкций из стали толщиной более 20 мм, особенно из стали с пределом текучести 390 МПа и более, должна производиться способами, обеспечивающими уменьшение скорости охлаждения - каскадом или "горкой" (рис. 6.1, в, г).
6.1.6. При изготовлении металлоконструкций следует по возможности создавать условия для наиболее удобного выполнения сварных соединений: в нижнем положении, с поворотом изделия; тавровые соединения предпочтительно выполнять "в лодочку" с кантовкой или поворотом изделия.
6.1.7. При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов.
6.1.8. При перерыве процесса сварки под флюсом возобновлять сварку можно только после очистки конца шва на длине не менее 50 мм и кратера от шлака; этот участок и кратер следует перекрыть швом.
6.1.9. При ручной дуговой и механизированной сварке сварные швы необходимо выполнять многослойным способом слоями высотой 4-6 мм; каждый слой шва перед наложением последующего слоя должен быть очищен сварщиком от шлака и брызг металла, после чего нужно провести визуальный контроль поверхности шва.
Участки слоев шва с порами, раковинами и трещинами должны быть удалены механическим способом. Допускается выборка дефектного участка огневым способом с последующей механической зачисткой мест выборки.
6.1.10. При многослойной сварке разбивать шов на участки следует с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
6.1.11. При двусторонней ручной или механизированной сварке стыковых, угловых и тавровых соединений необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного места.
6.1.12. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления (если это предусмотрено чертежами КМД), как правило, осуществляют подбором режимов сварки и соответствующим пространственным расположением свариваемых деталей или механизированной зачисткой абразивным инструментом. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
6.1.13. При температуре окружающего воздуха ниже 0°С ручную дуговую сварку металлоконструкций независимо от марки свариваемой стали следует выполнять электродами с основным (фтористо-кальциевым) типом покрытия.
6.1.14. Ручную и механизированную дуговую сварку стальных конструкций разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 6.1, автоматическую сварку под флюсом - при температуре окружающего воздуха, приведенной в табл. 6.2. При более низкой температуре окружающего воздуха сварку надлежит производить с предварительным местным подогревом металла до 120-160°С в зоне шириной не менее 100 мм с каждой стороны соединения.
6.1.15. Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (40Какая ширина валиков рекомендуется при ручной дуговой сварке
5.1.8. При температуре эксплуатации ниже минус 40 О С сварку труб из углеродистой стали производят только электродами с основным покрытием.
5.1.9. Минимальная температура окружающего воздуха при которой может выполняться прихватка и сварка стыков трубопроводов, приведена в таблице 5.2. При более низкой температуре воздуха сварка должна выполняться в помещении или укрытии (кабине, палатке), где поддерживается температура выше 0 о С.
Т а б л и ц а 5.2 - Требования к температуре окружающего воздуха при сварке и прихватке стыков газопроводов
5.1.10 При температуре окружающего воздуха ниже 0 о С сваривать и прихватывать стыки трубопроводов необходимо с соблюдением следующих требований:
а) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и подогрет с доведением его температуры до положительной;
б) во время всех операций прихватки и сварки стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
- при ручной дуговой сварке вертикального неповоротного стыка: высота 6-10 мм, ширина не более 35 мм;
П р и м е ч а н и е - Горизонтальными называют стыки, шов которых располагается в горизонтальной плоскости или отклоняется от нее на угол не более 45°.
5.1.12 В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. Облицовочный шов должен отвечать следующим требованиям:
выпуклость шва должна составлять для труб с толщиной стенки до 10 мм не более 3 мм, с толщиной стенки свыше 10 мм не более 3,5 мм.
5.1.13 Сваренный и зачищенный стык труб сварщик должен заклеймить присвоенным ему клеймом на расстоянии 50-100 мм от сваренного им стыка со стороны, доступной для осмотра. При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается.
5.2 Ручная дуговая сварка
5.2.1 Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу.
Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
5.2.1 Во избежание зашлаковки металла шва около кромок труб следует выполнять возможно более плоский валик, избегая выпуклого валика. Для этого нужно несколько задерживать электрод у кромки трубы или отводить его немного назад.
5.2.1 Величина сварочного тока должна подбираться в зависимости от диаметра электрода, типа покрытия (основное или рутиловое) и положения шва. При вертикальном и потолочном положении шва ток должен быть уменьшен на 10-20% по сравнению со сваркой в нижнем положении. Потолочные участки шва следует выполнять электродами диаметром не более 4 мм.
5.2.1 Вертикальные неповоротные стыки сваривают в направлении снизу вверх. Начиная сварку слоя в потолочной части стыка, следует отступить на 10-30 мм от нижней точки.
Порядок наложения слоев, когда вертикальный стык сваривает один сварщик без поворота труб, показан на рисунке 5.1.
 | |
| 274 × 294 пикс. Открыть в новом окне | |
Рисунок 5.1 - Порядок наложения слоев при сварке одним сварщиком вертикальных неповоротных стыков труб диаметром до 150 мм;
5.2.5 Горизонтальные стыки труб диаметром до 150 мм сваривает один сварщик с учетом правил смещения «замков» в соседних слоях или участках.
6. Контроль сварочных работ и сварных соединений
исправность и комплектность сборочно-сварочного оборудования и приспособлений, также соответствие их геометрических и технологических параметров предстоящим операциям по сборке и сварке трубопроводов;
наличие проверенных амперметров и балластных реостатов на постах для ручной дуговой сварки (допускается применение переносных амперметров для периодического контроля величины сварочного тока);
6.1.4 При контроле подготовки и сборки деталей под сварку проверяется соблюдение требований проектной документации на трубопроводы.
качество и чистоту подлежащих сварке кромок (поверхностей), а также прилегающих к ним участков основного металла;
6.1.8 После окончания сварки контролируют наличие и правильность маркировки (клеймения) выполненных сварных швов.
6.2 Контроль сварных соединений
6.2.1. Контроль готовых сварных соединений и нормы оценки их качества выполняют в соответствии с СП 62.13330.2011, СП 42-102-2004 [1], РД 01-001-06 [3].
6.2.2.1. Визуальным и измерительным контролем проверяют тип, размеры и наличие дефектов на каждом из сварных стыковых соединений газопроводов.
8.1. Аргонодуговая и комбинированная сварка труб малых диаметров
8.1.1. Требования данного подраздела распространяются на сборку и сварку неповоротных стыков труб наружным диаметром 100 мм и менее, при этом предусматривается два технологических варианта сварки:
сварной шов выполняется комбинированным способом: корневой слой - ручной аргонодуговой сваркой неплавящимся электродом, последующие слои - ручной дуговой сваркой покрытыми электродами;
Для стыков труб при толщине стенки 4 мм и более предпочтение следует отдавать комбинированному способу; при меньшей толщине нужно сваривать стык полностью ручной аргонодуговой сваркой.
8.1.2. Для ручной аргонодуговой сварки неплавящимся электродом рекомендуется использовать однопостовый источник постоянного тока, оснащенный устройством бесконтактного или контактного возбуждения дуги на малых токах и плавного снижения сварочного тока при заварке кратера шва (в частности, ТИР-300ДМ1, УДГ-350, УПС-301), или многопостовый источник с балластным реостатом для регулирования сварочного тока и обеспечения стабильного горения сварочной дуги.
Аргон из баллона должен поступать в горелку через редуктор с дозирующим устройством; могут быть также применены редукторы-расходомеры АР-10, АР-40 или любой кислородный редуктор с ротаметром типа РМ.
Для ручной сварки неплавящимся электродом в среде аргона стыков труб в монтажных и ремонтных условиях рекомендуется применять малогабаритные горелки МАГ-3, АГМ-2 и др.
8.1.3. Конструкция сварных соединений должна соответствовать требованиям, приведенным в табл.6.2 (разделки Тр-1 или Тр-2).
8.1.4. Собранные стыки прихватывают в одном или двух местах ручной аргонодуговой сваркой с применением присадочной проволоки или без нее. Исключение составляют стыки труб из углеродистой стали, которые всегда следует прихватывать с применением присадочной проволоки, а также стыки труб из стали других марок при зазоре между трубами более 0,5 мм. Используется присадочная проволока той же марки, какая будет применяться для сварки данного стыка. Размеры прихваток и их число должны отвечать требованиям подраздела 6.3.
Подогрев стыков при выполнении прихватки регламентирован требованиями, приведенными в подразделе 6.4.
8.1.5. Ручную аргонодуговую сварку производят сразу после выполнения прихватки. При комбинированной сварке стыки, в которых заварен корневой слой, должны быть полностью сварены во время той же рабочей смены.
Корневой слой (первый проход) выполняется ручной аргонодуговой сваркой с использованием присадочной проволоки или без нее. Корневые слои стыков труб из углеродистой стали, а также стыки труб из стали других марок при зазоре более 0,5 мм должны свариваться с присадкой. Последующие слои шва выполняются с применением присадочной проволоки диаметром 1,6-3 мм. Марка проволоки выбирается по данным табл.4.4.
8.1.7. Ручную аргонодуговую сварку нужно выполнять возможно короткой дугой на постоянном токе (70-100 А) прямой полярности вольфрамовым электродом диаметром 2-4 мм. Значение тока сварки уточняют при выполнении пробных стыков.
8.1.8. Зажигание и гашение дуги следует производить в разделке трубы или на уже наложенном шве на расстоянии 20-25 мм от его конца.
Подачу аргона необходимо прекращать спустя 5-8 с после обрыва дуги и в течение этого времени подавать аргон на кратер для защиты металла шва от воздействия воздуха.
8.1.9. Высота слоя (валика), выполненного ручной аргонодуговой сваркой, должна быть 2-4 мм. Примерное расположение слоев и валиков в сечении шва показано в табл.8.1. Порядок наложения слоев (валиков) такой же, как при ручной дуговой сварке стыков труб аналогичного диаметра (см. рис.7.3, а; 7.5, а; 7.13-7.14).
Предпочтительно, чтобы сварку стыков труб поверхностей нагрева котлов, собранных в блоки, выполняли одновременно два сварщика одним из способов, приведенных в п.7.2.5.
8.1.10. При комбинированной сварке основную часть разделки (после наложения корневого слоя ручной аргонодуговой сваркой) следует заполнять дуговой сваркой в соответствии с требованиями, изложенными в подразделе 7.2.
8.1.11. Размеры выпуклости швов (независимо от метода сварки) должны соответствовать приведенным в п.6.5.7.
8.2. Аргонодуговая сварка корневого слоя шва стыков толстостенных трубопроводов
8.2.1. Требования данного подраздела распространяются на сборку и ручную аргонодуговую сварку неплавящимся электродом корневого слоя шва неповоротных стыков труб при толщине стенки 10 мм и более, собранных без остающихся подкладных колец (с заполнением остальной части разделки ручной дуговой сваркой, механизированной в углекислом газе либо автоматической под слоем флюса).
8.2.2. Оборудование поста для ручной сварки в среде аргона корневого слоя шва стыков толстостенных трубопроводов должно соответствовать указанному в п.8.1.2.
8.2.3. Конструкция сварных соединений должна отвечать требованиям табл.6.2 (разделки типов Тр-2, Тр-6, Тр-7).
8.2.4. Собранные в приспособлении стыки прихватываются ручной аргонодуговой сваркой. Количество прихваток, а также требования к подогреву стыка приведены в подразделах 6.3 и 6.4.
Прихваточные швы выполняются без применения присадочной проволоки, кроме стыков труб из углеродистой стали, которые всегда накладываются с использованием присадочной проволоки, а также стыков труб из других сталей при зазоре более 0,5 мм. Применяется проволока диаметром 1,6-3 мм марки Св-08Г2С или Св-08ГС независимо от марки стали свариваемых труб.
8.2.5. Аргонодуговая сварка корневого слоя шва осуществляется в сборочном приспособлении сразу после прихватки стыка. Корневой слой (1-3 проходы) выполняется, как правило, с применением присадочной проволоки; в стыках с разделкой кромок типа Тр-7 первый проход может выполняться без присадочной проволоки, если зазор в стыке не превышает 0,5 мм.
Марка присадочной проволоки выбирается в зависимости от марки свариваемой стали по табл.4.4. Сила тока 90-110 А при диаметре проволоки 1,6-3 мм.
Толщина корневого слоя, выполненного аргонодуговой сваркой, во избежание его прожога при наложении основного шва, должна быть не менее значений, приведенных в табл.8.2.
8.2.6. Взаимное расположение горелки и проволоки при сварке корневого слоя вертикального и горизонтального стыков показано на рис.8.1. Присадочная проволока 1 всегда располагается перед горелкой, которой одновременно с перемещением вдоль шва сообщают поперечные колебания амплитудой 3-4 мм. Присадочную проволоку следует вводить в ванну равномерно, перемещая ее впереди дуги. Конец проволоки должен постоянно находиться в сварочной ванне расплавленного металла.
8.2.7. Направление и порядок сварки корневого слоя шва вертикального и горизонтального неповоротных стыков показаны на рис.8.2. Последующий участок должен перекрывать предыдущий на 10-20 мм. Сварку стыков труб диаметром более 219 мм следует вести обратноступенчатым способом при длине участка не более 250 мм.
Толщина корневого слоя шва, выполненного аргонодуговой сваркой в комбинированном стыке без подкладного кольца
8.3. Приварка подкладного кольца к трубе аргонодуговой сваркой
8.3.1. Требования данного подраздела распространяются на стыки труб, собираемых и свариваемых на остающихся подкладных кольцах с разделкой любого типа (см. табл.6.2 и рис.7.1).
8.3.2. Кольцо плотно, но без натяга устанавливают в трубу; допускается зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Установленное кольцо прихватывают снаружи угловым швом длиной 10-20 мм, катетом 2,5-3 мм; количество прихваток, равномерно расположенных по периметру, для труб диаметром до 200 мм должно быть две, для труб большего диаметра - три-четыре. Прихватку (независимо от марки стали трубы и кольца) производят с применением присадочной проволоки Св-08Г2С, Св-08ГА-2 или Св-08ГС диаметром 1,6-3 мм.
8.3.3. Кольцо к трубе приваривают однослойным угловым швом катетом 3-4 мм при использовании присадочной проволоки марки Св-08Г2С, Св-08ГА-2 или Св-08ГС диаметром 1,6-3 мм независимо от марки стали трубы и кольца. Прихватку и приварку кольца к трубе производят без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф при толщине стенки более 10 мм; в этом случае конец трубы перед прихваткой и приваркой кольца подогревают до 200-250°С газовым пламенем.
8.3.4. Кольцо к трубе приваривает один сварщик. Порядок наложения шва такой же, как при сварке корневого слоя неповоротных стыков труб соответствующего диаметра и пространственного положения (см. п.8.2.7).
8.3.5. После приварки подкладного кольца шов осматривают для выявления возможных наружных дефектов и определения его размеров и формы.
9. Автоматическая аргонодуговая сварка неплавящимся электродом неповоротных стыков труб
В сварочной практике, в нормативной и технической документации имеются некоторые разногласия в требованиях к выполнению облицовочных и заполняющих слоев. В данной публикации рассмотрим и проведем небольшой анализ требований к ширине валиков.
В технической литературе и нормативных документах встречается несколько значений терминов: узкий, ниточный, стрингерный, уширенный, широкий шов, проход, валик. Определения этих швов, как и поперечные размеры, разнятся от источника к источнику. Для примера можете ознакомиться приведенными ниже выдержками из различных источников.
- Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах:
Stringer bead — Узкий валик.
Валик непрерывного сварного шва без заметного колебания в поперечном сечении. В отличие от волнистого шва.

п. 7.14.9. В случаях указанных в пп. 7.14.7 и 7.14.8 ремонт сварных соединений (наплавку валиков) проводить по технологиям сварки как для разнотолщинных соединений одного диаметра с выполнением ниточных (стрингерных) швов для обеспечения плавного перехода от сварного соединения к основному металлу.
п. 3.12. Ниточный валик: Одиночный сварной шов, выполняемый без поперечных колебаний и накладываемый на основную трубу или на торец муфты при заварке коррозионных и механических повреждений, а также установке приварных ремонтных конструкций (муфт, усиливающих накладок и патрубков).
п. 7.1.5. Сварка стыков труб в узкую разделку с углом скоса кромок 7° (тип Тр-3а по табл. 6.2) во избежание зашлаковки и несплавлений в корневой части шва должна выполняться следующим образом:
корневой слой накладывается ниточным швом без колебательных поперечных движений электрода; диаметр электрода – не более 3 мм;
п. 13.2. Сварка стыков труб из аустенитных сталей должна производиться с минимальным тепловложением. С этой целью следует:
ручную дуговую сварку вести почти без поперечных колебаний электрода узкими валиками шириной не более трех диаметров электрода; при диаметре электрода 2,5 мм высота валика должна быть 2,5 - 4 мм, при диаметре электрода 3 мм высота валика - 3 - 5 мм.
- Сварка за один проход предпочтительнее при ширине шва не более 14-16мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины [Лосев В.А., Юхин Н.А. - Иллюстрированное пособие сварщика]
- Валик – Металл сварного шва, наплавленный или переплавленный за один проход [ГОСТ 2601-84 Сварка металлов. термины и определения основных понятий]
- Уширенный валик – валик, полученный при сварке с поперечными колебаниями сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]

- Валик/проход – валик, полученный при сварке без поперечных колебаний сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]
- Узкий валик – валик сварного шва, образованный без заметного поперечного движения [ASME SECIX-2001 QW/QB-492];
- Уширенный валик – для ручного или полуавтоматического процесса, валик сварного шва, сформированный с помощью возвратно-поступательного поперечного движения. Смотрите также осцилляция [ASME SECIX-2001 QW/QB-492]
- Узкий валик; ниточный валик (stringer bead) - Валик, наплавленный без поперечных колебаний прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 - Термины и определения по сварке в соответствии с EN 1792]
- Широкий валик (weave bead) - Валик, наплавленный при поперечном колебании прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 - Термины и определения по сварке в соответствии с EN 1792]
- Если продольное перемещение электрода производить без поперечных колебаний, то ширина валика обычно составляет: b = (0,8 ÷ 1,5) dэл. Такие валики применяют при выполнении первого слоя в разделку многопроходного шва, при сварке тонкого металла, а также при сварке с опиранием на чехольчик толстого покрытия. Нормально сформированный однопроходный шов в большинстве случаев должен иметь ширину b = (2 ÷ 4) dэл. [Думов С.И. - Технология электрической сварки плавлением]

- Узкий валик накладывают при проваре корня шва, сварке тонких листов и других случаях. Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. Обычно при сварке тонкопокрытыми электродами ширина узкого валика колеблется в пределах 0,8 – 1,5 диаметра стержня электрода. При узком, но высоком валике объем наплавленного металла невелик, он застывает быстрее и растворенные в металле невыделившиеся газы делают шов пористым. Поэтому чаще применяют уширенные валики. Лучшее качество сварки получается при ширине валика, равной 2,5 – 3 диаметра электрода. [Глизманенко Д.Л. - Сварка и резка металлов]
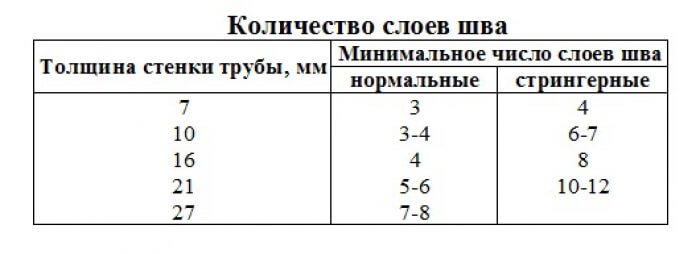
В нормативной и технической документации требования к ширине облицовочных и заполняющих валиков сварного соединения даны в очень малом объеме. Таблица ниже взята из Рекомендаций по применению РД 03-615–03.

Выдержки из документов, рекомендующих сварку облицовочного и заполняющего слоя в несколько валиков:
ОСТ 36-57-81 Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс/см2). Ручная аргонодуговая сварка. Типовой технологический процесс. П. 2.4.22 Таблица 4.
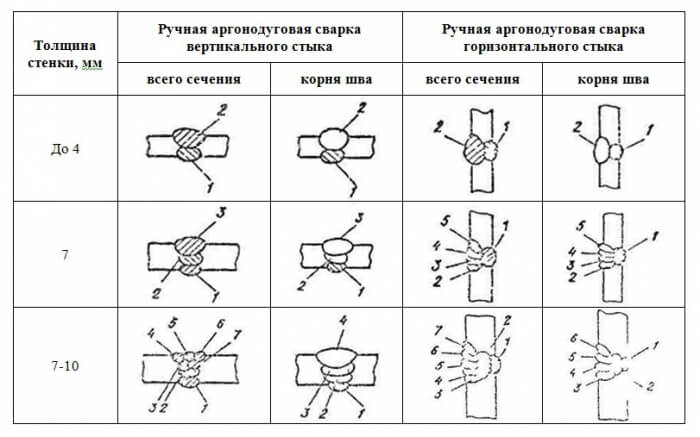
Примечания. Заштрихованы валики сварных швов, выполненных аргонодуговым способом.
Цифры обозначают последовательность наложения валиков в слоях сварного шва
Проанализировав информацию из различных источников, я условно выделил три разновидности валиков, применительно к РД сварке:
1) Ниточный / узкий валик – валик, накладываемый без поперечных колебаний электрода или сварочного инструмента.
Чаще всего применяется для заварки корневого слоя, сварки аустенитных сталей, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.

2) Уширенный валик – валик шириной до 14 мм (в среднем не более 3-х диаметров электрода).
Чаще всего применяется для сварки угловых швов, горизонтальных швов, толстостенных конструкций, сварки аустенитных сталей.

3) Широкий валик – валик шириной 14-35 мм.
Чаще всего применяется для заполняющих слоев в нижнем и вертикальном положениях (техника сварки слоями повышенной толщины по РТМ-1с).

Необходимо указать, что для других способов сварки и марок сталей размеры этих валиков будут существенно различаться.
В заключение хотелось бы отметить, почему сварка узкими валиками более предпочтительна.
Сварка уширенными и в обоснованных случаях узкими валиками (многослойными многопроходными швами) способствует следующему:
- остаточные сварочные напряжения имеют более низкие значения [Каракозов Э.С. - Справочник молодого электросварщика]
- металл сварного шва имеет более мелкозернистую структуру за счет меньшего объема сварочной ванны [Каракозов Э.С. - Справочник молодого электросварщика]
- облегчается обеспечение более плавного перехода к основному металлу [СТО Газпром 2-2.4-083-2006]

- При слишком широком валике производительность сварки будет меньше [Глизманенко Д.Л. - Сварка и резка металлов]
* Тудвасев в своей книге указывает, что ширину валика брать по диаметру электрода с покрытием. Ниточный валик по ширине равен 1-2 диаметрам электрода с покрытием, среднее значение ширины валика – 1,5-3 диаметра электрода с покрытием.
Такие швы, сваренные узкими валиками, отличаются надлежащим качеством и хорошим внешним видом шва. Это показывает высокую квалификацию сварщика.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Читайте также: