Какие требования необходимо выполнять при многослойной сварке стальных труб систем водоснабжения
Обновлено: 10.05.2024
6.8.1 Расстояние между соседними кольцевыми стыковыми сварными соединениями должно быть не менее трехкратного значения номинальной толщины свариваемых элементов, но не менее 100 мм для диаметров до 219 мм вкл., 250 мм для диаметров до 550 мм вкл. и 400 мм для диаметров более 550 мм. В технически обоснованных случаях допускается для труб с наружным диаметром до 100 мм принимать расстояние между кольцевыми стыковыми швами равным наружному диаметру трубы.
В любом случае указанное расстояние должно обеспечивать возможность проведения местной термообработки и контроля шва неразрушающими методами.
Сварные соединения трубопроводов должны располагаться от края опоры в соответствии с 11.2.6.
6.8.2 Расстояние от начала изгиба трубы до оси кольцевого сварного шва должно быть не менее наружного диаметра трубы, но не менее 100 мм.
При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка, а также сварка между собой отводов без прямых участков.
6.8.3 Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при DNDN150.
6.8.4 При угловых (тавровых) сварных соединениях труб (штуцеров) с элементами трубопроводов расстояние от наружной поверхности штуцеров до начала гиба или до оси поперечного стыкового сварного шва должно составлять:
- для труб (штуцеров) с наружным диаметром до 100 мм - не менее наружного диаметра трубы, но не менее 50 мм,
- для труб (штуцеров) с наружным диаметром 100 мм и более - не менее 100 мм.
6.8.5 Наименьшее расстояние между краями ближайших угловых швов приварки штуцеров или труб к сборочной единице определяется проектной (конструкторской) организацией при условии выполнения расчета в полном объеме, требуемом нормами расчета на прочность.
6.8.6 Расстояние между краем шва приварки накладки и краем ближайшего шва трубопровода или шва приварки патрубка, а также между краями швов приварки соседних накладок должно быть не менее трехкратной толщины стенки трубы, но не менее 20 мм.
6.8.7 Для поперечных стыковых сварных соединений, подлежащих местной термической обработке, длина свободного прямого участка трубы в каждую сторону от оси шва (до ближайших приварных деталей и элементов, начала гиба, соседнего поперечного шва) должна быть не менее величины L, определяемой по формуле (1), но не менее 100 мм:
где - номинальный наружный диаметр трубы, мм;
- номинальная толщина стенки трубы, детали, мм.
Для поперечных стыковых сварных соединений, подлежащих ультразвуковому контролю, длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва (до ближайших приварных деталей, начала гиба, оси соседнего поперечного сварного шва) должна быть не менее величин, приведенных в таблице 6.1.
Таблица 6.1 - Минимальная длина свободного прямого участка
Номинальная толщина стенки свариваемых труб (элементов) , мм
Минимальная длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва, мм
6.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Какие требования необходимо выполнять при многослойной сварке стальных труб систем водоснабжения
- отделочные работы (в том числе заделка отверстий в перекрытиях, стенах и перегородках после прокладки трубопроводов и воздуховодов);
- общестроительные работы для интегрированных в здание помещений индивидуальных тепловых пунктов (ИТП), крышных, пристроенных и встроенных котельных.
При проведении монтажа санитарно-технических систем, а также смежных общестроительных работ не должно быть повреждений ранее выполненных работ.
4.5 Размеры отверстий и борозд для прокладки трубопроводов в перекрытиях, стенах и перегородках зданий и сооружений принимают в соответствии с приложением А, если другие размеры не предусмотрены рабочей документацией.
Типы сварных соединений стальных трубопроводов, форма, конструктивные размеры сварного шва должны соответствовать требованиям ГОСТ 16037.
Соединение стальных труб диаметром условного прохода до 25 мм включительно на объекте строительства следует проводить сваркой внахлестку (с раздачей одного конца трубы или безрезьбовой муфтой). Стыковое соединение труб диаметром условного прохода до 25 мм включительно допускается выполнять на заготовительных предприятиях.
При сварке резьбовые поверхности и поверхности зеркала фланцев должны быть защищены от брызг и капель расплавленного металла.
В сварном шве не должно быть трещин, раковин, пор, подрезов, незаверенных кратеров, а также пережогов и подтеков наплавленного металла.
Отверстия в трубах диаметром до 40 мм для приварки патрубков необходимо выполнять, как правило, путем сверления, фрезерования или вырубки на прессе.
4.7 При пресс-соединении концы труб должны быть чистыми, не должны иметь царапин и бороздок по всей длине или хотя бы по всей длине вставки. При поставке труб с синтетическим покрытием, выполненным на предприятии-изготовителе, поверхность труб при снятии этого покрытия не должна быть повреждена.
Техническое обслуживание полного комплекта пресс-инструмента следует выполнять не реже одного раза в год, если предприятие-изготовитель не указывает иных интервалов.
4.8 Монтаж внутренних санитарно-технических систем в сложных, уникальных и экспериментальных зданиях следует выполнять в соответствии с требованиями настоящего свода правил и рабочей документации.
5 Заготовительные работы при устройстве внутренних санитарно-технических систем
5.1 Изготовление узлов и деталей трубопроводов из стальных труб
5.1.1 Изготовление узлов и деталей трубопроводов из стальных труб следует проводить в соответствии с техническими условиями и стандартами. Допуски на изготовление не должны превышать значений, указанных в таблице 1.
5.1.2 Соединение стальных труб, а также деталей и узлов из них следует выполнять сваркой, на резьбе, на накидных гайках и фланцах (к арматуре и оборудованию), на пресс-соединениях (за счет холодной механической деформации металла между пресс-фитингом и покрываемой им на глубину раструба пресс-фитинга трубой).
Оцинкованные трубы, узлы и детали следует соединять на резьбе с применением оцинкованных соединительных частей или неоцинкованных из ковкого чугуна, на накидных гайках, на фланцах (к арматуре и оборудованию), на пресс-фитингах или на фитингах, специально предназначенных для использования в трубопроводных системах с пазовыми соединениями.
5.1.3 Для резьбовых соединений стальных труб следует применять цилиндрическую трубную резьбу, выполненную по ГОСТ 6357-81 (класс точности В) накаткой на легких трубах и нарезкой на обыкновенных и усиленных трубах.
При изготовлении резьбы методом накатки на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
Повороты трубопроводов в системах отопления и теплоснабжения следует выполнять путем изгиба труб или применения бесшовных приварных отводов из углеродистой стали по ГОСТ 17375.
Радиус гиба труб с условным проходом до 40 мм включительно должен быть не менее 2,5Dнар, а с условным проходом 50 мм и более - не менее 3,5Dнар трубы.
5.1.4 В системах холодного и горячего водоснабжения повороты трубопроводов следует выполнять путем установки угольников по ГОСТ 8946, отводов или изгиба труб. Оцинкованные трубы следует гнуть только в холодном состоянии.
Для труб диаметром 100 мм и более допускается применение гнутых и сварных отводов. Минимальный радиус этих отводов должен быть не менее полуторного диаметра условного прохода трубы.
При гибке сварных труб сварной шов следует располагать с наружной стороны трубной заготовки, при этом плоскость шва должна быть под углом не менее 45° к плоскости гиба.
5.1.5 Подварка сварного шва на изогнутых участках труб в нагревательных элементах отопительных панелей не допускается.
В качестве уплотнителя для резьбовых соединений при температуре перемещаемой среды до 378 К (105 °С) рекомендуется применять ленту ФУМ или льняную прядь по ГОСТ Р 53484, пропитанную свинцовым суриком или белилами, замешанными на натуральной олифе, или специальными уплотняющими пастами-герметиками; при температуре выше 378 К (105 °С) и для конденсационных линий - волокно хризотила по ГОСТ 12871 вместе с льняной прядью, пропитанные графитом, замешанным на натуральной олифе, а также другие материалы, разрешенные к применению в установленном порядке.
Лента ФУМ и льняная прядь должны накладываться ровным слоем по ходу резьбы и не выступать внутрь и наружу трубы.
В качестве уплотнителя для фланцевых соединений при температуре перемещаемой среды не более 423 К (150 °С) следует применять паронит толщиной 2 - 3 мм или фторопласт-4, а при температуре не более 403 К (130 °С) - прокладки из термостойкой резины.
Для герметизации резьбовых и фланцевых соединений допускаются и другие уплотнительные материалы, указанные в рабочей документации.
Отклонение от перпендикулярности фланца, приваренного к трубе, по отношению к оси трубы допускается до 1 % наружного диаметра фланца, но не более 2 мм.
Поверхность фланцев должна быть гладкой и без заусенцев. Головки болтов следует располагать с одной стороны соединения.
Концы болтов, как правило, не должны выступать из гаек более чем на 0,5 диаметра болта или 3 шага резьбы.
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
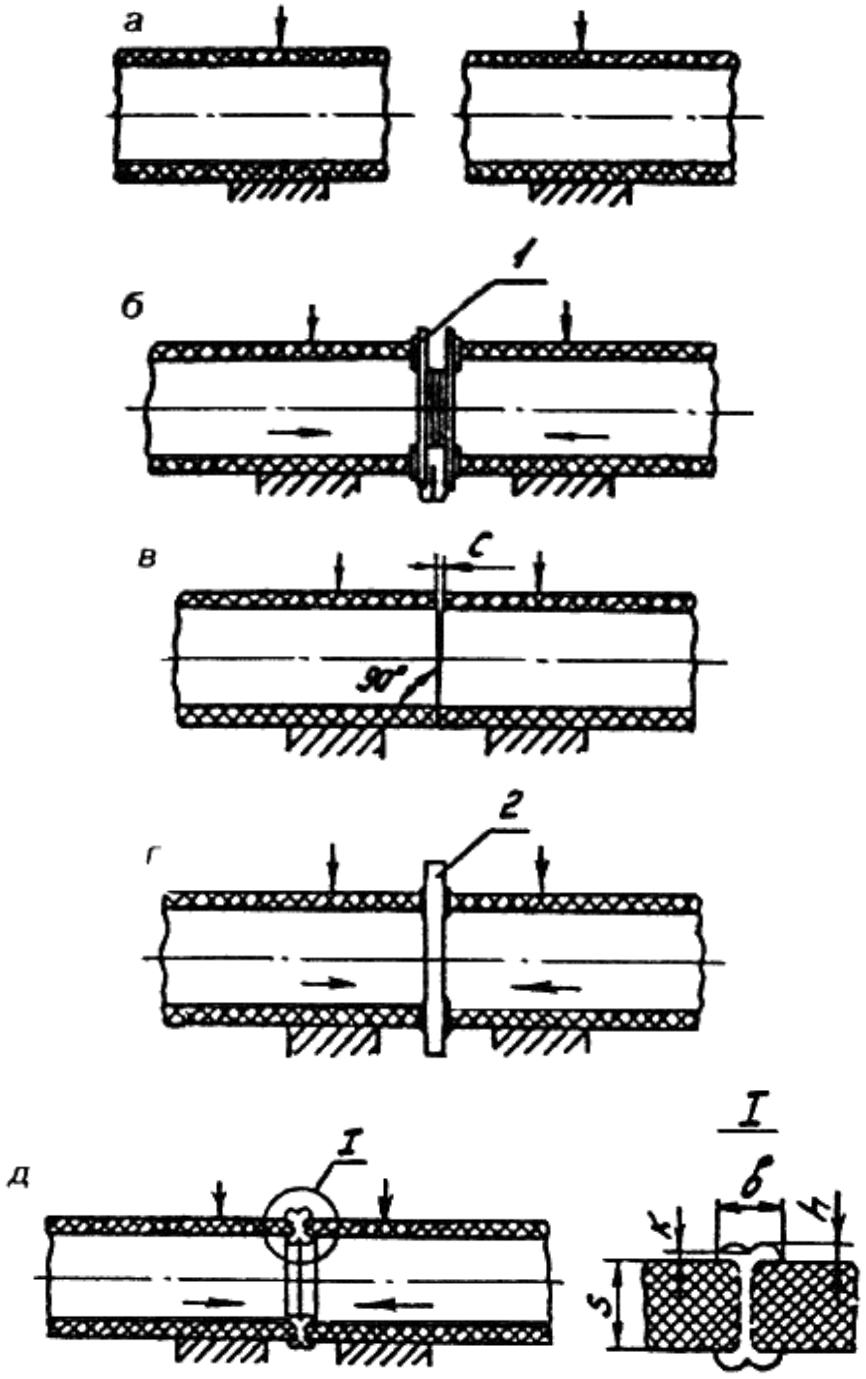
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА
НАРУЖНЫЕ СЕТИ И СООРУЖЕНИЯ
ВОДОСНАБЖЕНИЯ И КАНАЛИЗАЦИИ
____________________________________________________________________
Текст Сравнения СП 129.13330.2019 с СП 129.13330.2011 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________
Дата введения 1986-07-01
РАЗРАБОТАНЫ ВНИИ ВОДГЕО Госстроя СССР (канд. техн. наук В.И. Готовцев - руководитель темы, В.К. Андриади), с участием Союзводоканалпроекта Госстроя СССР (П.Г. Васильев и А.С. Игнатович), Донецкого Промстройниипроекта Госстроя СССР (С.А. Светницкий), НИИОСП им. Н.М. Герсеванова Госстроя СССР (канд. техн. наук В. Г. Галицкий и Д.И. Федорович), Гипроречтранса Минречфлота РСФСР (М.Н. Доманевский), НИИ коммунального водоснабжения и очистки воды АКХ им. К.Д. Памфилова Минжилкомхоза РСФСР (д-р техн. наук Н.А. Лукиных, канд. техн. наук В.П. Криштул), института Тульский Промстройпроект Минтяжстроя СССР.
ВНЕСЕНЫ ВНИИ ВОДГЕО Госстроя СССР.
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Главтехнормированием Госстроя СССР (Н. А. Шишов).
УТВЕРЖДЕНЫ постановлением Госстроя СССР от 31 мая 1985 г. N 73
ВЗАМЕН СНиП III-30-74 в части требований по производству и приемке работ по строительству и реконструкции наружных сетей и сооружений водоснабжения и канализации.
СНиП 3.05.04-85* является переизданием СНиП 3.05.04-85 с изменением N 1, утвержденным постановлением Госстроя СССР от 25 мая 1990 г. N 51.
Переиздание с изменениями на 1 июля 1990 г.
Изменение разработано ВНИИ ВОДГЕО Госстроя СССР и ЦНИИЭП инженерного оборудования Госкомархитектуры.
Разделы, пункты, таблицы, в которые внесены изменения, отмечены звездочкой.
Согласовано с Главным санитарно-эпидемиологическим управлением Минздрава СССР письмом от 10 ноября 1984 г. N 121212/1600-14.
Настоящие правила распространяются на строительство новых, расширение и реконструкцию действующих наружных сетей** и сооружений водоснабжения и канализации населенных пунктов и объектов народного хозяйства.
** Наружных сетей - в последующем тексте «трубопроводов».
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. При строительстве новых, расширении и реконструкции действующих трубопроводов и сооружений водоснабжения и канализации кроме требований проектов (рабочих проектов)** и настоящих правил должны соблюдаться также требования СНиП 3.01.01-85*, СНиП 3.01.03-84, СНиП III-4-80* и других норм и правил, стандартов и ведомственных нормативных документов, утвержденных в соответствии со СНиП 1.01.02-83.
** Проектов (рабочих проектов) - в последующем тексте «проектов».
1.2. Законченные строительством трубопроводы и сооружения водоснабжения и канализации следует принимать в эксплуатацию в соответствии с требованиями СНиП 3.01.04-87.
2. ЗЕМЛЯНЫЕ РАБОТЫ
2.1. Земляные работы и работы по устройству оснований при строительстве трубопроводов и сооружений водоснабжения и канализации должны выполняться в соответствии с требованиями СНиП 3.02.01-87.
3. МОНТАЖ ТРУБОПРОВОДОВ
3.1. При перемещении труб и собранных секций, имеющих антикоррозионные покрытия, следует применять мягкие клещевые захваты, гибкие полотенца и другие средства, исключающие повреждение этих покрытий.
3.2. При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует допускать попадания в них поверхностных или сточных вод. Трубы и фасонные части, арматура и готовые узлы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов.
3.3. Монтаж трубопроводов должен производиться в соответствии с проектом производства работ и технологическими картами после проверки соответствия проекту размеров траншеи, крепления стенок, отметок дна и при надземной прокладке - опорных конструкций. Результаты проверки должны быть отражены в журнале производства работ.
3.4. Трубы раструбного типа безнапорных трубопроводов следует, как правило, укладывать раструбом вверх по уклону.
3.5. Предусмотренную проектом прямолинейность участков безнапорных трубопроводов между смежными колодцами следует контролировать просмотром "на свет" с помощью зеркала до и после засыпки траншеи. При просмотре трубопровода круглого сечения видимый в зеркале круг должен иметь правильную форму.
Допустимая величина отклонения от формы круга по горизонтали должна составлять не более 1/4 диаметра трубопровода, но не более 50 мм в каждую сторону. Отклонения от правильной формы круга по вертикали не допускаются.
3.6. Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ±100 мм в плане, отметок лотков безнапорных трубопроводов - ±5 мм, а отметок верха напорных трубопроводов - ±30 мм, если другие нормы не обоснованы проектом.
3.7. Прокладка напорных трубопроводов по пологой кривой без применения фасонных частей допускается для раструбных труб со стыковыми соединениями на резиновых уплотнителях с углом поворота в каждом стыке не более чем на 2° для труб условным диаметром до 600 мм и не более чем на 1° для труб условным диаметром свыше 600 мм.
3.8. При монтаже трубопроводов водоснабжения и канализации в горных условиях кроме требований настоящих правил следует соблюдать также требования разд. 9 СНиП III-42-80.
3.9. При прокладке трубопроводов на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по всей окружности.
3.10. Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
3.11. Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии.
3.12. Для заделки (уплотнения) стыковых соединений трубопроводов следует применять уплотнительные и "замковые" материалы, а также герметики согласно проекту.
3.13. Фланцевые соединения фасонных частей и арматуры следует монтировать с соблюдением следующих требований:
фланцевые соединения должны быть установлены перпендикулярно оси трубы;
плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается;
сваривание стыков смежных с фланцевым соединением следует выполнять лишь после равномерной затяжки всех болтов на фланцах.
3.14. При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
3.15. Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
3.16. Защиту стальных и железобетонных трубопроводов от коррозии следует осуществлять в соответствии с проектом и требованиями СНиП 3.04.03-85 и СНиП 2.03.11-85.
3.17. На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ по форме, приведенной в СНиП 3.01.01-85* следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров и выполнение уплотнений стыковых соединений, устройство колодцев и камер, противокоррозионная защита трубопроводов, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением и др.
3.18. Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать требованиям ГОСТ 16037-80.
3.19. Перед сборкой и сваркой труб следует очистить их от загрязнений, проверить геометрические размеры разделки кромок, зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
3.20. По окончании сварочных работ наружная изоляция труб в местах сварных соединений должна быть восстановлена в соответствии с проектом.
3.21. При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20% толщины стенки, но не более 3 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1 мм.
3.22. Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов можно не производить.
3.23. Поперечные сварные соединения должны быть расположены на расстоянии не менее чем:
0,2 м от края конструкции опоры трубопровода;
0,3 м от наружной и внутренней поверхностей камеры или поверхности ограждающей конструкции, через которую проходит трубопровод, а также от края футляра.
3.24. Соединение концов стыкуемых труб и секций трубопроводов при величине зазора между ними более допускаемого следует выполнять вставкой "катушки" длиной не менее 200 мм.
3.25. Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
3.26. Сборка труб для сварки должна выполняться с помощью центраторов; допускается правка плавных вмятин на концах труб глубиной до 3,5% диаметра трубы и подгонка кромок с помощью домкратов, роликовых опор и других средств. Участки труб с вмятинами свыше 3,5% диаметра трубы или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм следует обрезать.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
3.27. К сварке стыков стальных трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
3.28. Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной стык в производственных условиях (на объекте строительства) в случаях:
если он впервые приступил к сварке трубопроводов или имел перерыв в работе свыше 6 месяцев;
если сварка труб осуществляется из новых марок сталей, с применением новых марок сварочных материалов (электродов, сварочной проволоки, флюсов) или с использованием новых типов сварочного оборудования.
На трубах диаметром 529 мм и более разрешается сваривать половину допускного стыка.
Допускной стык подвергается:
внешнему осмотру, при котором сварной шов должен удовлетворять требованиям настоящего раздела и ГОСТ 16037-80;
радиографическому контролю в соответствии с требованиями ГОСТ 7512-82;
механическим испытаниям на разрыв и изгиб в соответствии с ГОСТ 6996-66.
В случае неудовлетворительных результатов проверки допускного стыка производятся сварка и повторный контроль двух других допускных стыков. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и может быть допущен к сварке трубопровода только после дополнительного обучения и повторных испытаний.
3.29. Каждый сварщик должен иметь присвоенное ему клеймо. Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30 - 50 мм от стыка со стороны, доступной для осмотра.
3.30. Сварку и прихватку стыковых соединений труб допускается производить при температуре наружного воздуха до минус 50°С. При этом сварочные работы без подогрева свариваемых стыков допускается выполнять:
при температуре наружного воздуха до минус 20°С - при применении труб из углеродистой стали с содержанием углерода не более 0,24% (независимо от толщины стенок труб), а также труб из низколегированной стали с толщиной стенок не более 10 мм;
при температуре наружного воздуха до минус 10°С - при применении труб из углеродистой стали с содержанием углерода свыше 0,24%, а также труб из низколегированной стали с толщиной стенок свыше 10 мм.
При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы следует производить с подогревом в специальных кабинах, в которых температуру воздуха следует поддерживать не ниже вышеуказанной, или осуществлять подогрев на открытом воздухе концов свариваемых труб на длину не менее 200 мм до температуры не ниже 200°С.
После окончания сварки необходимо обеспечить постепенное понижение температуры стыков и прилегающих к ним зон труб путем укрытия их после сварки асбестовым полотенцем или другим способом.
3.31. При многослойной сварке каждый слой шва перед наложением следующего шва должен быть очищен от шлака и брызг металла. Участки металла шва с порами, раковинами и трещинами должны быть вырублены до основного металла, а кратеры швов заварены.
3.32. При ручной электродуговой сварке отдельные слои шва должны быть наложены так, чтобы замыкающие участки их в соседних слоях не совпадали один с другим.
Читайте также: