Какие виды сварки должны применяться при изготовлении неразъемных звеньев
Обновлено: 20.09.2024
Сварка. Основные виды сварки. Сварка различных металлов с сплавов.
Сварка - это технологический процесс получения неразъёмного соединения материалов за счёт образования атомной связи. Процесс создания сварного соединения протекает в две стадии.
На первой стадии необходимо сблизить поверхности свариваемых материалов на расстояние действия сил межатомного взаимодействия (около 3 А). Обычные металлы при комнатной температуре не соединяются при сжатии даже значительными усилиями. Соединению материалов мешает их твердость, при их сближении действительный контакт происходит лишь в немногих точках, как бы тщательно они не были обработаны. На процесс соединения сильно влияют загрязнения поверхности - окислы, жировые пленки и пр., а также слои абсорбированных примесных атомов. Ввиду указанных причин выполнить условие хорошего контакта в обычных условиях невозможно. Поэтому образование физического контакта между соединяемыми кромками по всей поверхности достигается либо за счёт расплавления материала, либо в результате пластических деформаций, возникающих в результате прикладываемого давления. На второй стадии осуществляется электронное взаимодействие между атомами соединяемых поверхностей. В результате поверхность раздела между деталями исчезает и образуется либо атомная металлическая связи (свариваются металлы), либо ковалентная или ионная связи (при сварке диэлектриков или полупроводников). Исходя из физической сущности процесса образования сварного соединения различают три класса сварки: сварка плавлением, сварка давлением и термомеханическая сварка (рис. 1.25).

Рис. 1.25. Классификация видов сварки
К сварке плавлением относятся виды сварки, осуществляемой плавлением без приложенного давления. Основными источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло». В этом случае расплавы соединяемых металлов объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
При термомеханической сварке используется тепловая энергия и давление. Объединение соединяемых частей в монолитное целое осуществляется за счет приложения механических нагрузок, а подогрев заготовок обеспечивает нужную пластичность материала.
К сварке давлением относятся операции, осуществляемые при приложении механической энергии в виде давления. В результате металл деформируется и начинает течь, подобно жидкости. Металл перемещается вдоль поверхности раздела, унося с собой загрязненный слой. Таким образом, в непосредственное соприкосновение вступают свежие слои материала, которые и вступают в химическое взаимодействие.
2. Основные виды сварки
Ручная электродуговая сварка. Электрическая дуговая сварка в настоящее время является важнейшим видом сварки металлов. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых является свариваемые заготовки. Электрическая дуга является мощным разрядом в газовой среде.
Процесс зажигания дуги состоит из трех стадий: короткое замыкание электрода на заготовку, отвод электрода на 3-5 мм и возникновение устойчивого дугового разряда. Короткое замыкание производится с целью разогрева электрода (катода) до температуры интенсивной экзо- эмиссии электронов.
На второй стадии эмитированные электродом электроны ускоряются в электрическом поле и вызывают ионизацию газового промежутка «катод-анод», что приводит к возникновению устойчивого дугового разряда. Электрическая дуга является концентрированным источником тепла с температурой до 6000 оС. Сварочные токи достигают 2-3 кА при напряжении дуги (10-50) В. Наиболее часто применяется дуговая сварка покрытым электродом. Это ручная дуговая сварка электродом, покрытым соответствующим составом, имеющим следующее назначение:
1. Газовая и шлаковая защита расплава от окружающей атмосферы.
2. Легирование материала шва необходимыми элементами.
В состав покрытий входят вещества: шлакообразующие - для защиты расплава оболочкой (окислы, полевые шпаты, мрамор, мел); образующие газы СО2, СН4, ССl4; легирующие - для улучшения свойств шва (феррованадий, феррохром, ферротитан, алюминий и др.); раскислители - для устранения окислов железа (Ti, Mn, Al, Si и др.) Пример реакции раскисления : Fe2O3+Al = Al2O3+Fe.

Рис. 1.26. Ручная сварка покрытым электродом: 1 - свариваемые детали, 2 - сварной шов, 3 - флюсовая корочка, 4 - газовая защита, 5 - электрод, 6 - покрытие электрода, 7 - сварная ванна
Рис. 1.26 иллюстрирует сварку покрытым электродом. По указанной выше схеме между деталями (1) и электродом (6) зажигается сварочная дуга. Обмазка (5) при расплавлении защищает сварочный шов от окисления, улучшает его свойства путем легирования. Под действием температуры дуги электрод и материал заготовки плавятся, образуя сварную ванну (7), которая в дальнейшем кристаллизуется в сварной шов (2), сверху последний покрывается флюсовой корочкой (3), предназначенной для защиты шва. Для получения качественного шва сварщик располагает электрод под углом (15-20)0 и перемещает его по мере расплавления вниз для сохранения постоянной длины дуги (3-5) мм и вдоль оси шва для заполнения разделки шва металлом. При этом обычно концом электрода совершают поперечные колебательные движения для получения валиков требуемой ширины.
Автоматическая сварка под флюсом.
Таким образом, автоматическая сварка под слоем флюса отличается от ручной сварки по следующим показателям: стабильное качество шва, производительность в (4-8) раз больше, чем при ручной сварке, толщина слоя флюса - (50-60) мм, сила тока - (1000-1200) А, оптимальная длина дуги поддерживается автоматически, шов состоит на 2/3 из основного металла и на 1/3 дуга горит в газовом пузыре, что обеспечивает отличное качество сварки.
Электрошлаковая сварка.
Электрошлаковая сварка является принципиально новым видом процесса соединения металлов, изобретенном и разработанным в ИЭС им. Патона. Свариваемые детали покрываются шлаком, нагреваемом до температуры, превышающей температуру плавления основного металла и электродной проволоки.
На первой стадии процесс идет так же, как и при дуговой сварке под флюсом. После образования ванны из жидкого шлака горение дуги прекращается и оплавление кромок изделия происходит за счет тепла, выделяющегося при прохождении тока через расплав. Электрошлаковая сварка позволяет сваривать большие толщи металла за один проход, обеспечивает большую производительность, высокое качество шва.

Рис. 1.27. Схема шлаковой сварки:
1 - свариваемые детали, 2 - сварной шов, 3 - расплавленный шлак, 4 - ползуны, 5 - электрод
Схема электрошлаковой сварки показана на рис. 1.27. Сварку ведут при вертикальном расположении деталей (1), кромки которых так же вертикальны или имеют наклон не более 30 o к вертикали. Между свариваемыми деталями устанавливают небольшой зазор, куда насыпают порошок шлака. В начальный момент зажигается дуга между электродом (5) и металлической планкой, устанавливаемой снизу. Дуга расплавляет флюс, который заполняет пространство между кромками свариваемых деталей и медными формующими ползунами (4), охлаждаемыми водой. Таким образом, из расплавленного флюса возникает шлаковая ванна (3), после чего дуга шунтируется расплавленным шлаком и гаснет. В этот момент электродуговая плавка переходит в электрошлаковый процесс. При прохождении тока через расплавленный шлак выделяется джоулево тепло. Шлаковая ванна нагревается до температур (1600-1700) 0С, превышающих температуру плавления основного и электродного металлов. Шлак расплавляет кромки свариваемых деталей и погруженный в шлаковую ванну электрод. Расплавленный металл стекает на дно шлаковой ванны, где и образует сварочную ванну. Шлаковая ванна надежно защищает сварочную ванну от окружающей атмосферы. После удаления источника тепла, металл сварочной ванны кристаллизуется. Сформированный шов покрыт шлаковой коркой, толщина которой достигает 2 мм.
Повышению качества шва при электрошлаковой сварке способствует ряд процессов. В заключение отметим основные преимущества электрошлаковой сварки.
- Газовые пузыри, шлак и легкие примеси удаляются из зоны сварки по причине вертикального расположения сварного устройства.
- Большая плотность сварного шва.
- Сварной шов менее подвержен трещинообразованию.
- Производительность электрошлаковой сварки при больших толщинах материалов почти в 20 раз превышает аналогичный показатель автоматической сварки под флюсом.
- Можно получать швы сложной конфигурации.
- Этот вид сварки наиболее эффективен при соединении крупногабаритных деталей типа корпусов кораблей, мостов, прокатных станов и пр.
Электронно-лучевая сварка.
Источником тепла является мощный пучок электронов с энергией в десятки килоэлектронвольт. Быстрые электроны, внедряясь в заготовку, передают свою энергию электронам и атомам вещества, вызывая интенсивный разогрев свариваемого материала до температуры плавления. Процесс сварки осуществляется в вакууме, что обеспечивает высокое качество шва. Ввиду того что электронный луч можно сфокусировать до очень малых размеров (менее микрона в диаметре), данная технология является монопольной при сварке микродеталей.
Плазменная сварка.
При плазменной сварке источником энергии для нагрева материала служит плазма - ионизованный газ. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. В электрическом поле электроны и ионы ускоряются, то есть увеличивают свою энергию, а это эквивалентно нагреванию плазмы вплоть до 20-30 тыс. градусов. Для сварки используются дуговые и высокочастотные плазмотроны (см. рис. 1.17 - 1.19). Для сварки металлов, как правило используют плазмотроны прямого действия, а для сварки диэлектриков и полупроводников применяются плазмотроны косвенного действия. Высокочастотные плазмотроны (рис. 1.19) так же применяются для сварки. В камере плазмотрона газ разогревается вихревыми токами, создаваемыми высокочастотными токами индуктора. Здесь нет электродов, поэтому плазма отличается высокой чистотой. Факел такой плазмы может эффективно использоваться в сварочном производстве.
Диффузионная сварка.
Способ основан на взаимной диффузии атомов в поверхностных слоях контактирующих материалов при высоком вакууме. Высокая диффузионная способность атомов обеспечивается нагревом материала до температуры, близкой к температуре плавления. Отсутствие воздуха в камере предотвращает образование оксидной пленки, которая смогла бы препятствовать диффузии. Надежный контакт между свариваемыми поверхностями обеспечивается механической обработкой до высокого класса чистоты. Сжимающее усилие, необходимое для увеличения площади действительного контакта, составляет (10-20) МПа.
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная электрическая сварка.
При электрической контактной сварке, или сварке сопротивлением, нагрев осуществляется пропусканием электрического тока достаточной иглы через место сварки. Детали, нагретые электрическим током до плавления или пластического состояния, механически сдавливают или осаживают, что обеспечивает химическое взаимодействие атомов металла. Таким образом, контактная сварка относится к группе сварки давлением. Контактная сварка является одним из высокопроизводительных способов сварки, она легко поддается автоматизации и механизации, вследствие чего широко применяется в машиностроении и строительстве. По форме выполняемых соединений различают три вида контактной сварки: стыковую, роликовую (шовную) и точечную.
Стыковая контактная сварка.
Это вид контактной сварки, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Стыковой сваркой соединяют проволоку, стержни, трубы, полосы, рельсы, цепи и др. детали по всей площади их торцов. Существует два способа стыковой сварки:
- Оплавлением: детали соприкасаются в начале по отдельным небольшим контактным точкам, через которые проходит ток высокой плотности, вызывающий оплавление деталей. В результате оплавления на торце образуется слой жидкого металла, который при осадке вместе с загрязнениями и окисными плёнками выдавливается из стыка.
Полезная информация
Изготовление грузозахватных приспособлений и тары должно производиться в соответствии с нормативными документами и технологическими картами. В случае применения сварки в проектной документации должны содержаться указания по ее выполнению и контролю качества.
При изготовлении грузозахватных приспособлений и тары предприятие-изготовитель обязано выполнять требования Правил к их конструкции, изготовлению и эксплуатации, а также требования других нормативных документов и технологических карт на их производство.
Требования к материалам, сварке и контролю качества при изготовлении грузозахватных приспособлений и тары устанавливаются конструкторской документацией.
Изготовление стропов, захватов, траверс и других грузозахватных приспособлений должно проводиться в организациях, располагающих техническими средствами и квалифицированными специалистами, обеспечивающими их качественное изготовление.
Грузовые канатные стропы должны изготавливаться в соответствии с требованиями Правил, РД 10-33-93 "Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации".
Конструктивные размеры и способы крепления деталей и звеньев грузозахватных приспособлений устанавливаются проектом исходя из условий качества их изготовления и обеспечения надежности при эксплуатации.
Например, для навески ветвей стропа на грузовой крюк применяются звенья в виде неразъемных и разъемных петель (рис. 1).
Для захвата груза применяются звенья в виде крюков, скоб и петель (рис. 2).
Звенья (подвески), петли и скобы должны изготавливаться гибкой; допускается изготовление их ковкой, штамповкой или плазменной резкой из листового или полосового материала.

Рис. 1. Звенья (подвески) для навески ветвей стропа на крюк крана:
1 - звено типа Ов1; 2 - звено типа Т с одним упором; 3 - звено типа О;
4 - звено типа Т с двумя упорами; 5 - звено типа Рт1; 6 - двухветвевой строп

Рис. 2. Звенья стропов для захвата груза:
1 - крюк; 2 - предохранительный замок; 3 - цепной двухветвевой строп;
4 - канатный двухветвевой строп; 5 - скоба
Применение других способов резки допускается при согласовании технологического процесса резки со специализированной организацией по кранам.
Крюки должны изготавливаться ковкой или штамповкой. Допускается изготовление крюков из листовой или полосовой стали при условии направления волокон вдоль вертикальной оси крюка. Крюки грузоподъемностью до 1 т допускается изготавливать гибкой из прутков по технологии, согласованной со специализированной организацией по кранам.
При изготовлении кованых и штампованных крюков сварка не допускается.
Крюки, изготовленные из листовой стали и круглого прутка, после сварки должны подвергаться нормализации.
Крюки должны снабжаться предохранительными замками (рис. 3).
На поверхности крюков, звеньев и других элементов стропов не допускаются трещины, плены, расслоения, волосины и надрывы.
Сварной шов треугольного звена (петли) должен располагаться в центре нижней прямолинейной части звена, а овального кольца - на прямолинейной части.
Крюки после ковки или штамповки, разъемные звенья после гибки и неразъемные звенья после сварки должны пройти термообработку и быть очищены от окалины. Вид термообработки - нормализация.
Для элементов, изготовленных из низколегированных сталей, твердость после нормализации не должна превышать НВ 140.
При изготовлении неразъемных звеньев рекомендуется применять электрическую контактную сварку оплавлением; допускается применять электрическую дуговую сварку и кузнечно-горновую сварку.

Рис. 3. Крюк стропа
Другие виды сварки могут быть применены по согласованию со специализированной организацией по кранам.
Конструкция шва, сварочные материалы, технология выполнения сварного соединения и методы контроля должны обеспечить прочность соединения не ниже прочности основного металла.
При применении контактной сварки увеличение диаметра сечения d в месте сварки не должно превышать 0,1d. Образовавшийся в месте стыка грат должен быть зачищен заподлицо с основным металлом.
В местах сварки не должно быть непроваров и подрезов. Глубина местных выжигов и пригаров при контактной электросварке не должна превышать 0,7 мм.
Канатные стропы должны изготовляться из цельного каната. Сращивание канатов не допускается. При изготовлении ветвей стропов концы канатов должны заделываться способом заплетки, гильзоклиновым соединением или алюминиевой втулкой.
Заплетка канатов способом через одну под две пряди выполняется в следующем порядке. Сначала на расстоянии 0,5-0,7 м от конца каната накладывают перевязку, конец каната расплетают на пряди, вырезают сердечник и накладывают перевязки на концы всех прядей. Затем конец каната огибают вокруг коуша и перевязывают расплетенный конец с основным канатом в том месте, где будет начинаться пробивка.
Первую прядь для пробивки выбирают так, чтобы после снятия перевязки не было закручивания конца, при этом она должна лежать ближе к низу справа, если смотреть со стороны ходового конца. При первой пробивке ходовую прядь пробивают под одну коренную прядь, вторую - под две пряди, третью - под три пряди, четвертую ходовую прядь пробивают через то же место, что и первые три, но в обратном направлении под две коренные пряди, пятую - в том же месте под одну прядь, шестую - в обратном направлении под ту же прядь, что и первую. При последующих пробивках производят пробивку каждой ходовой пряди через одну смежную под две следующие коренные. В последней пробивке три пряди оставляют, а три пробивают.
Во время заплетки пробитые пряди обстукивают молотком, ходовые - обтягивают. Концы прядей обрубают у самого каната и обматывают проволокой заплетенную часть каната. Число проколов каната каждой прядью при заплетке выбирается в зависимости от диаметра каната: при диаметре до 15 мм - 4 прокола, до 28 мм - 5 проколов, при 28 мм - 6 проколов.
Заплетка - операция трудоемкая, требующая высокой квалификации исполнителя. На соединенном участке каната должно быть обеспечено правильное положение и одинаковое натяжение прядей. Поэтому заплетку лучше выполнять на специальных машинах.
При гильзоклиновом способе крепления концы каната заделывают в круглую гильзу, которую крепят в специальной оправке. Часть каната пропускают через гильзу, которую затем через ручей коуша снова заводят в гильзу. Между ветвями каната в середину гильзы вставляют клин-вкладыш. Надежность гильзоклинового соединения зависит от качества очистки каната в месте соединения, правильности установки заготовки в штампе и величины усилия опрессовки.
Заделку концов канатов в алюминиевой трубке путем ее обжатия методом обкатки роликами или продавливания через волок выполняют на специальных прессах, снабженных комплектом матриц пуансонов. Прочность соединения контролируется величиной давления пресса.
Втулки после обжатия и гильзы после опрессовки не должны иметь трещин. Заделанный конец каната должен выступать из втулки или гильзы не менее чем на 2 мм.
Механическая обработка деталей должна выполняться по размерам, предельным отклонениям и шероховатости, указанным на чертеже. На обработанных поверхностях деталей не допускаются подрезы, забоины, задиры и другие механические повреждения. Резьбовые соединения, в т. ч. крепеж, должны выполняться в соответствии с государственными стандартами. В резьбе не должно быть сорванных ниток, искаженного профиля, забоин. На концах резьбы должны быть сделаны заходные фаски.
Цепные стропы изготовляются из цепей, выполненных из калиброванных и некалиброванных прутков. Прутки предварительно испытываются на разрыв, загиб в холодном и горячем состоянии, пробивку отверстий и свариваемость. При изготовлении цепных стропов на их концах заделывают овальные звенья или устанавливают крюк.
Грузозахватные приспособления (стропы, цепи, траверсы, захваты и т. п.) после изготовления подлежат испытанию на предприятии-изготовителе, а после ремонта (кроме стропов) - на предприятии, на котором они ремонтировались. Стропы ремонту не подлежат.
Грузозахватные приспособления должны подвергаться осмотру и испытанию нагрузкой, на 25% превышающей их паспортную грузоподъемность.
Для проверки качества изготовления грузозахватные приспособления (стропы, захваты, траверсы и т. п.) подвергаются на предприятии-изготовителе приемо-сдаточным испытаниям согласно Правилам и нормативным документам.
Например, элементы стропов (крюки, соединительные звенья, ветви стропов и др.) при их серийном изготовлении для поставки на предприятия, производящие стропы, подлежат испытанию статической нагрузкой, превышающей номинальную грузоподъемность элемента на 25%, на предприятии-изготовителе. Испытанию подвергают не менее 2% каждой партии изготавливаемых элементов, но не менее 2 ед.
Допускается испытывать указанные элементы непосредственно в составе стропа соответствующей грузоподъемности.
При индивидуальном изготовлении подлежат испытанию элементы каждого стропа или каждый строп.
При испытаниях стропов статической нагрузкой, превышающей грузоподъемность этого стропа на 25%, их ветви должны быть расположены под углом 90° друг к другу.
Допускаются испытания под другим углом с соответствующим пересчетом действующих нагрузок.
При серийном изготовлении стропов время их выдержки под нагрузкой составляет 3 мин, при индивидуальном изготовлении - 10 мин.
Испытательную нагрузку создают с помощью тарировочных грузов или нагрузочных приспособлений с контролем величины нагрузки посредством измерительных приборов.
Элементы стропов (соединительные звенья, крюки) испытывают с помощью нагрузочных устройств или стендов, снабженных приборами, контролирующими величину действующей нагрузки.
Соответствие материалов и полуфабрикатов элементов стропов и сварочных материалов установленным требованиям проверяют по технической документации на изготовление, утвержденной в установленном порядке.
Качество материалов проверяют по сертификатам или результатам лабораторного анализа.
Для элементов, подвергающихся выборочной проверке, при получении неудовлетворительных результатов по какому-либо из показателей должна производиться повторная проверка по этому показателю удвоенного числа образцов, взятых из той же партии.
При неудовлетворительных результатах повторной проверки партию бракуют.
Правилами не допускается проведение ремонта стропов, в связи с тем что для ремонта необходимо демонтировать звенья стропов и установить новые.
Если, например, нужно заменить крюк или подвеску (скобу) канатного стропа, то необходимо расплести канат или разрушить гильзоклиновую заделку каната, разобрать заделку концов, каната в алюминиевой трубке и в конечном итоге снова проводить изготовление деталей и узлов стропа и его испытание. Дешевле, надежнее и безопаснее будет в эксплуатации заменить непригодный строп новым.
Сведения об изготовленных грузозахватных приспособлениях Должны заноситься в Журнал учета грузозахватных приспособлений, в котором должны быть указаны наименование приспособления, паспортная грузоподъемность, номер нормативного документа (технологической карты), номер сертификата на примененный материал, результаты контроля качества сварки, результаты испытаний грузозахватного приспособления.
После изготовления и испытания грузозахватные приспособления на предприятии-изготовителе регистрируют в специальном журнале учета грузозахватных приспособлений и оформляют паспорт по форме, установленной Правилами.
Например, в паспорте канатного стропа указывают грузоподъемность, номер нормативного документа, предприятие-изготовитель и его адрес, массу стропа, порядковый номер, год выпуска стропа, дату испытаний, результаты испытаний, условия, при которых может эксплуатироваться строп.
При поставке партии однотипных стропов допускается изготавливать один паспорт на всю партию. При этом в паспорте должны быть указаны порядковые номера стропов, входящих в данную партию.
Грузозахватные приспособления должны снабжаться клеймом или прочно прикрепленной металлической биркой с указанием номера, паспортной грузоподъемности и даты испытания. Грузозахватные приспособления, кроме клейма (бирки), должны быть снабжены паспортом.
Каждый строп должен быть снабжен маркировочной биркой, на которой указывают:
- наименование предприятия-изготовителя или его товарный знак;
- порядковый номер стропа по системе нумерации предприятия-изготовителя;
- грузоподъемность стропа;
- дату испытаний (месяц, год).
- Способ крепления маркировочной бирки должен обеспечивать ее сохранность до конца эксплуатации стропа.
- Рекомендуемые размеры маркировочных бирок и способы их крепления приведены на рис. 4 и 5.
Рис. 4. Бирки маркировочные:
а - для стропов грузоподъемностью до 3,2 т; б - свыше 3,2 т
На каждом элементе и захвате стропа на установленном для маркировки месте методом штамповки или ударным способом должно быть нанесено:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение элемента или захвата по системе предприятия-изготовителя;
- порядковый номер по системе нумерации предприятия-изготовителя или номер партии.
Все стропы, согласно РД 10-33-93, должны иметь маркировочные бирки.
Бирки рекомендуется выполнять из стальных листов - марка стали СтЗ по ГОСТ 380, толщина 1-1,5 мм.
Крепежные кольца для навешивания бирок на строп рекомендуется выполнять из проволоки нормальной точности диаметром 2-3 мм.

Рис. 5. Кольца крепежные:
Размеры бирок и колец для стропов грузоподъемностью до 3,2 т приведены на рис. 4а и 5а, для стропов грузоподъемностью свыше 3,2 т - на-, рис. 4б и 5б.
Бирки рекомендуется крепить к звену стропа, навешиваемому на крюк крана, при помощи крепежного кольца или вплетать в канат универсального стропа.
Надписи на бирках следует выполнять ударным способом. Для стропов грузоподъемностью до 3,2 т следует применять шрифт 3-ПР 3 по ГОСТ 26.020, для стропов грузоподъемностью свыше 3,2 т - шрифт 5-ПР 3 по ГОСТ 26.020.
Виды неразъемных соединений деталей
Соединения – неподвижные связи между деталями или узлами механизмов. Классифицируют такие связи по различным признакам: по форме, методу образования, возможности перемещения. По способности разборки без повреждения соединяемых элементов связи делятся на разъемные и неразъемные соединения. Существует много способов стыковки узлов и деталей между собой, в небольшом обзоре рассмотрены самые распространенные.

Разъемные соединения
Когда производится регулярная замена изнашиваемых расходников, важно предусмотреть разъемные соединения – это связи, допускающие многократный монтаж/демонтаж узла при обслуживании, при этом детали остаются целыми, пригодными для сборки. К разъемным конструкциям относятся:
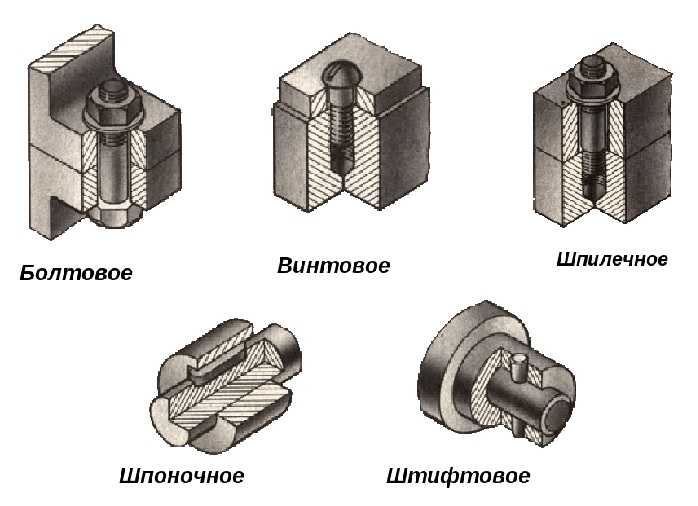
- Штифтовые, образованные с использованием специального стержня, который вставляется в специальные отверстия. Штифты бывают конические или в форме цилиндра, отличаются большой точностью. Удерживаются стержни за счет силы трения или устанавливаются с натягом, плотно вгоняются в отверстия. Главный минус штифтов – сверление ухудшает прочностные характеристики деталей и узла в целом. Штифты бывают насетчатыми (не требующими точности обработки), пружинными трубчатыми (разрезаются при разборке деталей) и установочными, обеспечивающими прочность стыка.
- Шпоночные передают крутящий момент, рассчитаны на радиальную нагрузку. Шпонки вставляются в специально сделанный зазор, монтируются между элементами узла так, что не допускают смещения при вращении. Шпоночные связи отличаются простотой конструкции, легко собираются и разбираются. Основные недостатки шпоночного стыка: а) наличие пазов, снижающих прочность деталей; б) ненадежность фиксации, шпонка при предельных нагрузках может вывернуться. Шпонки делают в форме призмы, сегмента, цилиндра, клина. Конструкция зависит от возможности изготовления пазов в соединяемых деталях.
- Резьбовые связи наиболее распространенные, бывают двух типов: а) с помощью болтов, гаек, винтов, резьбовых шпилек; б) нарезки резьбы на соединяемые детали. Поверхность с резьбой бывает конической и цилиндрической. По виду сечения, углу профиля резьба бывает метрической, дюймовой, трубной. Для стопорения накручивания или вкручивания используют пластическую деформацию или ограничительные шайбы. Минусы резьбы – низкая герметичность, чувствительность к вибрации, концентрация напряжения во впадинах резьбовой нарезки.
- Шлицевые передают вращающее усилие с вала на закрепляемые детали. Шлицы в сечении напоминают многошпоночную конструкцию с жестко зафиксированными в вале шпонками. По профилю выступов шлицы бывают прямобочными, треугольными и эвольвентными. Центрирование производится по внешнему или внутреннему диаметру. Шлицевая сборка предусматривает подвижное и неподвижное закрепление монтируемых на вал деталей.
- Профильные образуются за счет фасонных соприкасающихся поверхностей. Бывают трехгранные, овальные, прямоугольные и другие. При использовании профилей получаются прочные узлы с точным центрированием, не возникает дополнительных напряжений в стыке.
Любые разъемные конструкции быстро демонтируются, разбираются на отдельные детали, крепежные элементы. Подобные крепления используются для постоянной или временной фиксации, бывают подвижными и неподвижными.
Неразъемные соединения
Из названия понятно, что речь идет о сборке узлов, демонтаж которых без повреждения деталей невозможен. Существует несколько видов неразъемных соединений, это склейка, сварка, спайка стыков, фиксация деталей с помощью клепок или в процессе формовки, запрессовки, вальцовки, кернения.
Разработан ГОСТ 2.313-82, регламентирующий обозначение всех видов неразъемных соединений в технической документации, на чертежах. Указываются требования к швам, положение, размеры стыков и другие параметры.
Сварные
Сварка – процесс термического или пластического воздействия для получения надежного сцепления заготовок. Основные виды сварки:
- ручная дуговая на воздухе или с использованием защитного газа (формируется облако над ванной расплава);
- автоматическая;
- полуавтоматическая;
- газовая;
- контактная;
- плазменная;
- лазерная.
Части узла соединяют встык, под углом, внахлест, торцами, по типу тавра, можно делать изделия сложной формы. Швы бывают односторонние и двухсторонние, прерывные и непрерывные. Возможно формирование горизонтальных (ровных) швов, вогнутых и с шовным валиком.

Плюсы сварки:
- универсальность;
- прочность, образуется диффузный слой, выдерживающий большую нагрузку, давление;
- можно добиться герметичности стыков;
- ремонтопригодность.
Недостатками считают:
- возможное коробление из-за внутренних напряжений в зоне термического воздействия;
- необходимость внутреннего контроля шва (не все дефекты видимы);
- ограниченная надежность, зависит от физико-химических характеристик сплавов.
Сварка часто используется в строительстве, машиностроении, при производстве металлоизделий различной сложности.
Паяные
К категории неразъемных соединений относятся паяные, они используются в приборостроении, электронике, электротехнике, теплоэнергетике (выпускают паяные радиаторы). Связь образуется за счет расплава присадки, которая заполняет зазор между деталями. Припои с низкой температурой плавления при точечном термическом воздействии разогреваются. Остальные элементы, подвергающиеся спаиванию, не меняют своих физических свойств, не оплавляются. Методом пайки получают соединения встык, внахлест, телескопические, тавровые, сотовые конструкции.

Плюсы паяных неразъемных соединений:
- можно соединять элементы из разных сплавов;
- не возникает внутренних напряжений в соединяемых элементах;
- тонкостенные заготовки не успевают деформироваться от термовоздействия;
- расплавленный припой легко проникает в труднодоступные места;
- швы устойчивы к коррозии;
- получаются герметичные соединения.
Теперь о недостатках пайки:
- невысокая прочность;
- поверхность необходимо тщательно очищать, в ряде случаев протравливать.
- на низкотемпературные (например, свинец);
- среднетемпературные или мягкие (оловянные);
- твердые (медесодержащие сплавы).
При выборе присадки учитывают особенности деталей.
Температура плавления припоя всегда ниже, чем у элементов, которые соединяют пайкой. При необходимости для удаления пленки окислов используют твердые, газообразные, жидкие флюсы.
Клееные
Соединение формируется, когда жидкий клей при определенных условиях (нагреве или при комнатной температуре) полимеризуется, образует твердую структуру. В процессе получения неразъемного соединения материалов иногда происходит частичное растворение поверхности соединяемых элементов. В остальных случаях связь образуется за счет адгезии клеевого состава. Клеи классифицируют по степени прочности связующего слоя:
- конструкционные, выдерживающие усилия на отрыв, сдвиг деталей относительно друг друга (БФ, эпоксидная смола, столярный клей);
- составы, не рассчитанные на возможные нагрузки (канцелярский клей ПВА, резиновый).

Клеевые соединения прочнее на сдвиг, слабее на отрыв. Клеем при необходимости укрепляют разъемные соединения, стопорят резьбу.
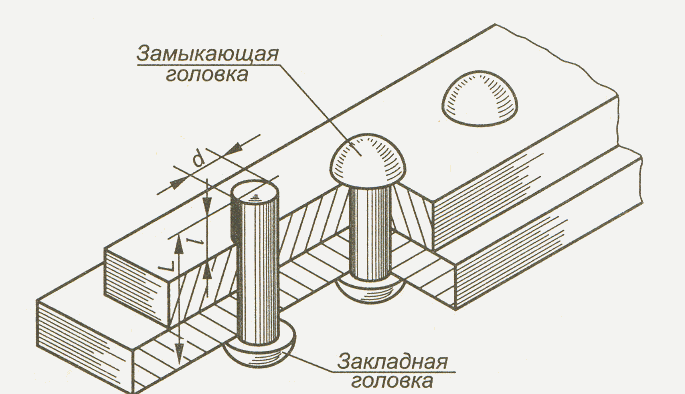
Заклепочные
С помощью заклепок соединяют сортовой и профилированный прокат, штампованные элементы. Соединения могут работать под вибрацией, разнонаправленными ударными нагрузками. Клепают разнородные детали или дополнительно упрочненные (нагортованные).
Преимущества заклепочных соединений:
- высокая стабильность;
- надежность;
- можно проверять клепки методами неразрушающего контроля;
- рассчитаны на различные виды нагрузки.
Главные недостатки:
- повышается расход металла;
- увеличивается время обработки (возрастают трудозатраты);
- необходимость делать отверстия, которые снижают прочность соединяемых деталей;
- плотность швов со временем ослабевает.

Заклепки устанавливают, соединяя детали внахлест, встык с использованием односторонней или двухсторонних накладок. Различают отдельные виды заклепочных соединений:
- прочные обеспечивают передачу усилия;
- плотные отличаются герметичностью;
- прочно-плотные объединяют свойства прочных и плотных связей.
Заклепки выпускаются по стандарту, бывают с полукруглой, цилиндрической, потайной или полупотайной головкой, со сплошным или полым стержнем.
Полиэтилен-сталь
Детали из отрезков труб из металла и полиэтилена называются переходами НСПС. В процессе соединения труб, по размеру соответствующих утвержденному стандарту удается добиться прочности и герметичности, соединение получается неразъемным. Полиэтилен в области стыка металла и полимера разогревается, плотно заполняет все пустоты, происходит процесс запрессовки. Метод также применяется для обустройства заглушек. Переходники НСПС необходимы:
- при частичной замене изношенных металлических трубопроводов на пластик или металлопластик;
- разводке магистралей по контуру;
- врезке новых веток;
- установке запорной арматуры или приборов учета.

Полиэтилен и сталь используются на водопроводах и газопроводах низкого давления в жилых домах, инженерных городских коммуникациях. Связь ПЭ–металл настолько прочная, что не требует профилактических осмотров, ревизионных ремонтов, переходники выдерживают давление до 1МПа, дополнительно усиливается муфтой.
Выбор крепления деталей связан с ограничениями применения неразъемных соединений. В некоторых случаях выгоднее делать разъемные узлы, которые легко разбираются. Неразъемные надежнее, герметичнее, меньше подвержены усталостному разрушению.
Что такое сварка и какие виды бывают
В промышленности, строительстве и при ремонте используются различные способы стыковки деталей конструкций. Наибольшее распространение получили разнообразные виды сварки, которыми скрепляют не только однотипные и разнородные металлы, но также стекло, пластик, керамику. Популярность технологии объясняется высокой прочностью и надежностью соединений.

Определение процесса сварки
Независимо от вида, сваркой называют технологию создания неразъемных соединений путем нагрева, деформирования или комбинированием обоих методов. Сущность сварки заключается в том, что под действием внешнего источника энергии (тепла, давления) между соединяемыми материалами образуются прочные связи на межатомном уровне. После кристаллизации в процессе остывания на стыке образуется сварочный шов. В зависимости от вида материала и условий проведения работы, это локальный или общий нагрев и деформирование стыкуемых поверхностей.
Классификация видов сварки
В зависимости от критериев, классификацию способов сварки выполняют по виду защиты расплавленного металла от кислорода воздуха, способу управления процессом, материалу и т. д. Также учитываются технологические особенности проведения сварочных работ. По способу воздействия на детали выделены три основных вида сварки:
- Механическую проводят внешним давлением, под действием которого поверхности деформируются, что приводит к плотному соединению.
- Термическую выполняют с применением дополнительных материалов, которые расплавляются теплом от источника энергии. Жидкий металл заполняет промежуток между заготовками, после остывания образуется прочное соединение.
- При термомеханических (комбинированных) видах сварки детали подвергаются совместному воздействию тепла и давления. Для повышения пластичности детали предварительно нагревают, затем сжимают.
Термический класс сварки
Эти способы сварки выполняются с образованием сварочной ванны из расплавленного металла деталей и электрода или присадочного материала.
Дуговая
Тепло для локального плавления металла заготовок выделяется при горении электрической дуги между электродом и заготовками. Для зажигания кратковременно касаются электродом поверхности, затем отводят на расстояние 2 — 5 мм. Чем короче дуга, тем выше ее температура.

Для соединения деталей используют следующие методы сварки:
- ручную, когда все манипуляции с электродом выполняет сварщик;
- полуавтоматическую с подачей электродной проволоки механизмом, установленным в аппарате;
- автоматическую, когда процесс выполняется по заданному алгоритму без вмешательства человека.
Дуговой вид выполняется плавящимися и неплавящимися угольными или вольфрамовыми электродами с введением присадочной проволоки в рабочую зону. Для защиты расплавленного металла от соприкосновения с воздухом механизированные способы проводят под флюсом или в среде инертного газа.
Газовая
В отличие от дугового вида при газовой сварке нагрев и охлаждение материала происходит более медленно. Поэтому этим методом проще сваривать тонкостенную сталь, цветные металлы, проводить наплавку. Независимость от электроэнергии позволяет работать в полевых условиях.

Стык нагревается факелом горелки, который образуется при сгорании в чистом кислороде ацетилена, пропана, водорода, паров бензина или керосина. Шов формируется за счет плавления присадочного материала. Для сварочных работ чаще используют ацетилен, температура пламени которого доходит до 3100⁰C. Похожая по принципу работы плазменная сварка выполняется струей ионизированного газа с температурой больше 10000⁰C.
Лучевая
Технология основана на плавлении материала деталей световым лучом лазера или потоком электронов, создаваемого электронной пушкой. Оба метода применяются преимущественно в радиоэлектронной отрасли для соединения и крепления микроэлементов. Чтобы луч не рассеивался, электронно-лучевая сварка проводится в вакуумной камере.

Лазерная сварка позволяет накладывать швы с высокой точностью. При этом, практически не нагреваются прилегающие поверхности, что исключает деформирование даже очень тонкого материала. Для работы в труднодоступных местах изменяют направление луча призмами. Процесс рекомендуется проводить в среде инертного газа.
Термитная
Для сварки этого вида используют порошкообразную смесь (термит), состоящую из алюминия, магния, окислов железа. При сгорании образуется тепло, которое расплавляет кромки заготовок. Расплавленный термит смешивается с металлом деталей, после кристаллизации образуется соединение.

Для запуска процесса термит дистанционно поджигают пиропатроном, электрическим разрядом, бикфордовым шнуром. Температура горения смеси достигает 2700⁰C, которой достаточно для сварки металлов распространенных видов. Термитным способом ремонтируют крупногабаритное оборудование, рельсы, сращивают провода на линиях электропередачи.
Электрошлаковая
Эта разновидность термической сварки применяется для соединения стали толщиной от 5 см до 3 м. Заготовки устанавливают вертикально, зазор между ними с обеих сторон закрывают подвижными ползунами из меди с водяным охлаждением. Снизу на поддон насыпают слой флюса, под которым зажигают дугу.

После расплавления флюса образовавшийся шлак становится электропроводным. Дуга гаснет, но проходящего через шлак тока хватает для плавления новых порций флюса, электрода и кромок. По мере остывания расплава в сварочной ванне ползуны постепенно передвигаются выше. Этим способом соединяют заготовки за один проход независимо от их толщины без образования трещин.
Термомеханический класс сварки
Комбинированными видами соединяют небольшие детали, если другими способами невозможно создать качественный шов. К термомеханическому классу относят следующие виды сварки:
- кузнечную;
- контактную;
- диффузионную.
Кузнечная
Этим способом соединяли железные заготовки задолго до изобретения современных классов сварки. Заготовки нагревают в горне, кладут одна на другую, скрепляют ударами молота. Механизированный подвид, когда заготовки сдавливаются прессом, называют прессовой сваркой.

Качество соединения зависит от опытности мастера. Перечень металлов, которые можно сваривать этим методом, ограничен видами с хорошей пластичностью. Из-за малой производительности и низкой надежности соединения кузнечный вид сварки применяется редко.
Контактная
Металл нагревают током, проходящим через место соприкосновения заготовок, затем сжимают или осаживают. Этот вид легко автоматизируется, поэтому широко используется на предприятиях машиностроительной отрасли в составе роботизированных комплексов.

В зависимости от решаемых задач контактный вид сварки выполняют как:
- Точечную, зажимая детали между электродами. После подачи тока в месте сдавливания образуется точечное соединение.
- Стыковую с нагревом всей площади соприкосновения.
- Рельефную с предварительным нанесением выступов (рельефов) на соединяемые плоскости. После подачи тока рельефы деформируются, поверхность выравнивается.
- Шовную, когда детали соединяют внахлест роликовыми электродами.
Диффузионная
Технология основана на взаимном проникновении (диффузии) атомов материалов, если их плотно прижать один к другому. При нагреве скорость обмена частицами увеличивается. Сварку проводят в вакуумной камере или среде инертного газа. Детали сжимают с усилием не меньше 20 МПа, поверхностные слои нагревают электротоком до температуры близкой к точке плавления. Для надежного сцепления заготовки оставляют в этом положении на некоторое время, не отключая ток.

Механический класс сварки
Эти виды сварки выполняют за счет энергии трения, взрыва, давления, ультразвука. При их воздействии выделяется тепло, достаточное для плавления материала.
Трением
Технология входит в список перспективных разработок. Одну из соединяемых заготовок крепят неподвижно, другая, прижатая к ней, вращается. Подробная классификация сварки трением включает следующие подвиды:
- С перемешиванием выполняется на оборудовании, оснащенном инструментом вращения с двумя элементами ― основанием (бурт) и наконечником (пин). Соединение создается методом выдавливания с последующим перемешиванием.
- Радиальной стыкуют трубы, помещая вращающееся кольцо между торцами.
- Штифтовой заделывают небольшие сквозные повреждения. На месте дырки просверливают круглое отверстие, в которое вставляют вращающийся штифт из такого же металла что и основной.
- Линейная выполняется без вращения. Заготовки трут одна о другую пока не начнут плавиться стыкуемые поверхности, затем повышают усилие сдавливания.
- При инерционном виде сварки заготовки двигают за счет энергии предварительно раскрученного маховика.

Холодная
В основу технологии заложен принцип сжатия деталей пуансонами с усилием 1 — 3 ГПа. Точечную сварку проводят стержнями, шовную роликами. Пуансон вдавливают в заготовку до образования пластической деформации, что способствует появлению межатомных связей и созданию соединения между деталями. Сварку выполняют простым сжатием или со сдвигом деталей после сдавливания. Прочность соединения зависит от качества подготовки места стыка, степени сжатия, характера воздействия (вибрационное либо статичное).

При соединении встык величину деформации ограничивают размером выступающих из зажимов частей заготовок. Чтобы предотвратить коробление листов при соединении внахлест, их закрепляют прижимами. После пластической деформации металл становится тверже, поэтому прочность шва выше, чем у заготовок.
Холодный вид соединения применяют для работы с алюминием, медью, цинком, серебром и другими металлами с низкой температурой плавления.
Взрывом
Для сварки этим способом над стационарной заготовкой под углом 3 — 10⁰ или параллельно с зазором 2 — 10 мм устанавливают подвижную (метаемую) деталь. На верхнюю пластину помещают равномерный слой взрывчатки с детонатором. Чтобы предотвратить боковой разлет металла, площадь подвижной заготовки делают больше чем у нижней.

После подрыва подвижная деталь под действием ударной волны с большой скоростью ударяется о нижнюю пластину. В месте соприкосновения образуется давление, значительно превышающее прочность металлов, при котором материал начинает течь как жидкость. В результате поверхности одновременно деформируются, создавая соединение. Длительность процесса не превышает миллионных долей секунды, поэтому диффузия происходит только в поверхностных слоях.
Несмотря на то, что до сих пор не разработана детальная методика этого вида, сварка взрывом получила широкое применение в промышленности для стыковки разнородных материалов. Таким способом получают биметаллические соединения, детали и заготовки больших размеров, наносят плакирующие слои толщиной до 45 мм.
Ультразвуковая
Такой вид сварки проводится преобразователем ультразвуковых волн в механические колебания в сочетании с небольшим давлением. При воздействии на поверхность сначала за счет сухого трения разрушается оксидная пленка, затем плавится материал. Поэтому нет необходимости в тщательной подготовке стыка. Для повышения прочности шва детали предварительно подогревают.

Помимо металлов, в том числе тугоплавких, этим видом соединяют пластик, кожу, ткани. Также доступно сваривание стекла и керамики с металлом, фольги толщиной 0,001 мм. При необходимости детали можно сваривать с металлической или пластмассовой прослойкой между ними.
В сварочном деле постоянно что-то меняется, улучшается, дорабатывается. Поэтому для повышения мастерства полезно знакомиться с новинками и тестировать на практике. Какие-то из них пригодятся профессиональным сварщикам, другие для домашних работ.
Читайте также: