Каким способом допускается выполнять резку труб и подготовку кромок под сварку
Обновлено: 20.09.2024
Перед тем, как выполнять любую сварку деталей, необходимо правильно обработать их и придать краям нужную форму. Эту процедуру обычно называют «разделка». В данной статье мы постараемся рассказать все о разделке труб под сварку и не только.
Зачастую разделка выполняется на заготовках толщины больше средней. Для чего это нужно:
- Чтобы мастеру было удобно добраться своими инструментами к зоне выполнения шва;
- Выполнить высококачественную сварку по всей толщи свариваемых деталей.
Когда выполняется операция по разделке кромок труб под сварку, автоматически увеличивается область шва, а, следовательно, и количество расходуемого сырья. Самый малый расход материалов получается, когда разделка не осуществляется совсем. Сваривают детали без подготовки. Если толщина заготовки малая, то выполняется отбортовка.
Зачистка торцов труб перед подготовкой
Прежде чем начать подготовку труб, обязательно необходимо выполнить зачистку торцов. Обычно выполняется в 2 стадии:
- Механическая зачистка – первый этап, с помощью которого удаляется грязь, коррозия и всевозможные загрязнения. Такой вид зачистки проводится с помощью проволочных щеток-насадок или абразивных кругов, имеющих различные формы и зернистость. Маленькие элементы можно зачищать вручную, а вот для больших уже применяются угловые шлифовальные машины, или другими словами «болгарка».
- Химическая зачистка – второй этап, который используется, чтобы обезжирить зону шва и удалить из нее оставшиеся загрязнения, не поддавшиеся механической очистке. Для нее применяются растворители.

Если не выполнять очистку деталей перед сварочными работами, то вся грязь, оставшаяся в области шва, значительно сократят срок эксплуатации деталей: прочность и время эксплуатации будут под вопросом.
По завершению очистки металла, переходят непосредственно к разделке труб под сварку. Ее выполняют для освобождения места под инструмент для дальнейших работ, то есть увеличивается геометрия стыковки с одной или даже с двух сторон. Такая процедура важна, когда стены конструкции, с которыми работаем мастер, толстые, где необходимо проваривать по несколько раз. Основная задача разделки кромки труб под сварку – обеспечить полное и глубокое сваривание по длине шва.
Верное и тщательное приготовление заготовки – залог качества, ведь тем самым уменьшается риск дефектов, не создаются пустоты и не нарушается однородность материала в зоне шва.
Как подготовить изделие перед разделкой кромки под сварку
Подготовительные работы можно разделить на несколько видов:
- Ручная> – такой способ правки используется для присоединения плит с использованием молотка.
- Механическая – данный вид подготовки используется для устранения складок, неровностей и коробления (искажения формы) при помощи прокатки на правильных вальцах.
- Разметка – применяется при ремонте, для исправления криволинейных швов, когда необходимо просверлить отверстия.
- Термическая – используется для повышения эластичности и урегулирования внутреннего строения металла, для чего металлические изделия заблаговременно подогревают.

Также важно подготовить саму кромку. Подготовка различается:
- С разделкой: снимается фаска одной стороны, если нужно, то и с другой, зачастую с обоих изделий. Или же делают угловое скашивание.
- Разделка отсутствует: для этого необходимо хорошо зачистить поверхность и уложить на нужной дистанции.
- Отбортовка: сглаживаются заостренные бока.
Когда весь комплекс работ по подготовке проведен, переходят, непосредственно, к самой разделке кромки труб перед сваркой. Можно выделить одностороннюю разделку труб под сварку и двухстороннюю (так как скосы более сложной формы необходимо заваривать как с лицевой, так и изнаночной стороны детали).
Формы разделки кромок под ручную дуговую сварку
Рассмотрим различные виды скосов краев заготовок. Каждая форма используется при работе с конкретными деталями и при индивидуальных показаниях к сварочному соединению и различаются толщью, свойствами металла и методом сварки.
V-образная
Достаточно распространенный вид разделки кромки трубы под сварку — это прямолинейный скос с одной стороны. Такая разделка используется в работе с металлом в форме листов толщиной от 3 до 26 мм и подразумевает симметричный скос кромки либо у 1й, либо у 2х деталей. Угол разделки кромки под сварку:
- Односторонний – 50 градусов;
- двухсторонний – 60.

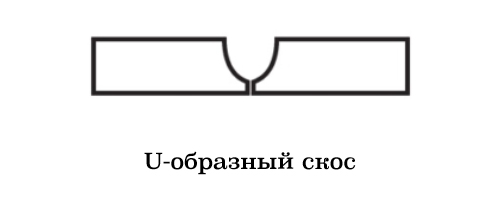
U-образная
Разделка не для новичков – это достаточно сложная форма. Края заготовки подлежат разделке либо с одной, либо с 2х сторон. Данный криволинейный скос используется при сваривании металла толщиной 20 – 60 мм и считается экономным в расходуемых материалах, а именно электродов. Также бонусом выступает быстрый провар шва. В результате образовывается идеальный валик.
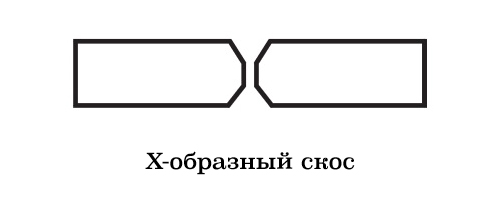
X-образная
Прямолинейный скос 2-ух кромок с двух сторон, похож на V-образную разделку, но только шов проваривается по всей глубине. Получившийся шов может работать под большими нагрузками. Заготовка должна быть в толщь 12 — 60 миллиметров, а угол разделки кромки под сварку — 60 градусов (в некоторых случаях – 45).
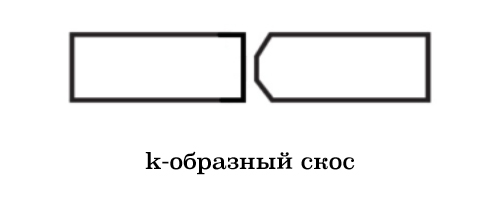
K-образная
Двусторонний скос 2х краев, который практически повторяет X-образный, но процедуру проводят лишь с одной заготовкой.
- Односторонняя разделка кромки используется для угловых и стыковых швов (V или U-образная);
- Двухсторонняя используется для стыковых швов, когда изделие проваривается по всей поверхности (X или K-образная).
Угол разделки кромки под сварку подбирается в зависимости от сварочного инструмента:
- Электродуговой сварки – в пределах 30 – 35 градусов;
- Для оборудования с газовой сваркой рекомендуется использовать угол наклона 45 градусов.
Важно, чтобы скосы не кончались острыми краями, т.к. может возникнуть риск непроваров в некоторых отдельных местах. А на концах кромки (ориентировочно 2-3 мм) необходимо формировать притупление.
Способы обработки кромок под сварку
Существует несколько способов как обработать кромку детали:
- Ручной – для этого используют такие инструменты, как зубило, наждачная бумага или напильник;
- Механический – различаются по типу используемого оборудования: 1) при помощи токарного или расточного станка деталь обтачивают на оси, которая вращается; 2) другие заготовки обрабатывают на фрезерных, шлифовальных, строгальных и других машинах; 3) фрезерные или универсальные станки используются для обработки криволинейных краев.
- Термический – 1) при помощи газового резака, которая переходит в ручную сварку; 2) плазмотроном – одна из самых точный обработок.
Разделка кромок под сварку гост
Подготовка элементов к сварочным работам может различаться и зависеть от типа соединения и толщины металла, упорядоченных системой ГОСТ.
Разделка кромок труб под сварку – ГОСТ 16037-80, а также подходит для соединений из такого материала, как сталь. Стоит учитывать специфику соединяемых элементов и видом соединений:
- Свойства конструкций труб;
- Размеры, т.е. толщина и диаметр трубы;
- Соединение.
Все условия, прописанные в межгосударственном стандарте для разделки труб под сварку 16037-80 обязательно нужно соблюдать для выполнения качественной сварки.
Важно правильно очистить и обезжирить поверхность кромок труб, которые будут подвергаться сварке.
Перед электродуговой сваркой с использованием газов, кромка детали обрабатывается вручную, термическим или механическим способом. Для лазерной необходимо тщательно очищать металл, протравляя края дальнейших швов, промыв и осушив их.
Острые края на скосах заготовки должны быть скруглены, иначе это может привести к прожжению или плохой проварке шва.
Разделка труб под сварку: этапы
Ранее уже говорилось, что разделка труб под сварку должна регулироваться ГОСТ, и мы уже определили, что тип соединения труб может быть:
- стыковым;
- под углом;
- внахлест, если диаметр трубы/трубопровода изменяется или к нему приваривается фланец.
Перед выполнением сварочных процедур проводятся подготовительные мероприятия, для труб это механическая зачистка, которая удаляет загрязнения, далее химобработка и, непосредственно, сама разделка труб под сварку.
Разделка кромки выполняется путем механической обработки. Для монтажа труб используют предназначенное для этого оборудование. Допускается использование угловых шлифовальных машин.
Разделка кромок труб под сварку выполняется только в случае, если толщина труба будет более 4 мм. Скашивание выполняется под углом 45 градусов 1-ой или двух кромок.
Стыки на трубах можно разделить на поворотные и неповоротные. Но в рекомендациях ГОСТ указано применение именно поворотных стыков, так как их сварка более удобна в нижней позиции, а разделка происходит по всей длине стыка.
Прежде, чем приступить к дуговой сварке под флюсом, нужно прихватить торцы труб:
- 4 прихватки для труб диаметром менее 300мм;
- каждые 200-300мм прихватка, если диаметр свыше 300мм.
В случае, когда толщь стенки трубопровода больше 12 мм включительно, то проварка должна осуществляться в 3 этапа. На первом формируется валик с возвышением от 1,5 до 3 миллиметров, который распределяется на протяжении всего стыка.
По ГОСТ для труб регламентирована U-образная разделка кромки – это, если толщина заготовки большая. А все делается для того, чтобы уменьшить площадь сечения шва, тем самым, снизив объемы расходников и увеличивая скорость выполнения работы. Какой скос использовать, если толщина трубы составляет:
- Х или V–образная — 3-25 миллиметров;
- U–образная — 26-60 миллиметров;
- другие специальные формы — более 60 миллиметров.
Разделка труб пол сварку подразумевает следующие способы:
- Газовый резак. Имеет низкую точностью и не совсем качественное покрытие. Нуждается во вспомогательной мехобработке.
- Механический способ обработки труб. Благодаря строгальным или фрезерным станкам получается в результате чистая поверхность.
Торцовочные машины предназначены для разделки кромок труб под сварку значительного диаметра. В то время, когда на магистралях отопления полным ходом идет ремонт, разделку выполняют шлифовальными машинами.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Распространенные ошибки при разделке труб под сварку

Зачастую ошибки возникают во время самой подготовке к разделке. Поэтому, чтобы работа была выполнена на высшем уровне и сварочный шов был идеальным, не допускайте следующих ошибок:
- Не оставляйте скос края с острым углом – это скорее всего приведет к тому, что шов плохо будет проникать внутрь соединения.
- Плохая чистка изделия от загрязнения и масел или неверно подобранный метод очистки – в результате шов будет пористым.
- Несоблюдение регламентов ГОСТа (неправильно подобранный угол скоса, размеры зазоров) – пусть работа и будет быстрее, но качество получившегося шва будет плачевным.
Специализированное оборудование
Не только универсальное оборудование, но и узко специализированное подойдет для разделки кромки труб под сварку применяется. Подобрать можно исключительно от объемов работ.
Если говорить об универсальных машиных, то можно выделить угловые шлифовальные станки, слесарные инструменты и напильники.
Компания Promotech представляет огромный выбор узко направленных машин для снятия фаски: кромкорезы и фаскосниматели серии BM и серии PRO, которые отлично подойдут для выполнения большого объема схожих швов.

Заключение
Важным регламентирующим документом по разделке труб под сварку является ГОСТ, которому не только важно, но и необходимо придерживаться. В нем заключены все правила, методы и углы сварки, типы соединений, формы разделки и другие параметры под каждый случай.
Так как трубопровод служит нам не один год, он должен быть выполнен качественно, чтобы выдержать давление жидкостей. Выполняйте все указания ГОСТ 16037-80, правильно проводите очистку и подготовку деталей – это сэкономит как деньги, так и время, и в результате Вы повысите производительность последующих операций.
Политика в отношении файлов cookie Этот веб-сайт использует файлы cookie, чтобы предоставить вам лучший пользовательский опыт и в статистических целях. Если вы не блокируете куки-файлы, вы соглашаетесь использовать их и сохранять в памяти вашего устройства.
Подпишитесь на новостную рассылку PROMOTECH --> Мы перезвоним Вам и расскажем больше о технике PROMOTECH
Каким способом допускается выполнять резку труб и подготовку кромок под сварку
6.1.4. Обработку кромок труб под сварку следует производить механическим способом (резцом, фрезой или абразивным кругом) с помощью труборезного станка либо шлифмашинки. Шероховатость поверхности кромок труб, подготовленных для сварки, не должна превышать норм, приведенных на рис. 6.2.
Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки. Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Трубы из высоколегированных сталей (мартенситного, мартенситно-ферритного и аустенитного классов) можно обрезать механическим способом, а также плазменно-дуговой, газофлюсовой или воздушно-дуговой резкой. При огневой резке этих сталей должен быть предусмотрен припуск не менее 1 мм на последующую механическую обработку.
Фаски на трубах из углеродистых и низколегированных сталей под ручную или автоматическую аргонодуговую сварку стыков без подкладных колец, а также на трубах из высоколегированных сталей независимо от способа сварки необходимо снимать только механическим способом.
Все местные уступы и неровности, имеющиеся на кромках собираемых труб и препятствующие их соединению в соответствии с требованиями чертежей или настоящего РД, следует до сборки устранить с помощью абразивного круга или напильника, не допуская острых углов и резких переходов.
При резке труб наружным диаметром более 76 мм на оставшейся ее части (которая в данный момент не идет в работу) должна быть сохранена маркировка завода-изготовителя или нанесены вновь несмываемой краской марка стали, номер плавки и размер трубы.
6.1.5. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха ниже 0 град. C нужно производить с предварительным подогревом до 200 град. C и медленным охлаждением под слоем асбеста.
6.1.6. Если разность внутренних диаметров стыкуемых труб превышает допустимую , для обеспечения плавного перехода в месте стыка может быть применен один из следующих способов:
а) раздача (без нагрева или с нагревом) конца трубы с меньшим внутренним диаметром (рис. 6.3 "а"). Области применения этого способа и допустимое значение раздачи приведены в табл. 6.1. После раздачи необходимо проверить соответствие толщины стенки трубы минимально допустимому расчетному значению;
б) механическая обработка (расточка) по внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис. 6.3 "б" (для стыка без подкладного кольца) или 6.3 "в" (для стыка с остающимся подкладным кольцом) при условии, что толщина стенки трубы после расточки будет не меньше расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца бета должен быть не более 6 град. на трубах из аустенитной стали и не более 15 град. - из других сталей;
6.1. Подготовка деталей к сварке
6.1.1. На всех поступающих на монтажную площадку блоках, трубах и деталях до начала сборки мастером (или другим ответственным лицом) должно быть проверено наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие блоков, труб и деталей их назначению. При отсутствии клейм, маркировки или сертификатов блоки, трубы и детали к дальнейшей обработке не допускаются.
6.1.2. При подготовке стыковых соединений труб для сварки необходимо проверить их соответствие чертежам и требованиям НТД. Отклонение плоскости реза от угольника (размер "е" на рис.6.1) должно быть не выше следующих значений (по ОСТ 24.125.60-89 и ОСТ 108.030.40-79):
соответствие формы, размеров и качества подготовки кромок (в том числе расточки под заданный внутренний диаметр, разделки для угловых и тавровых соединений) предъявляемым требованиям (обработку фасок под сварку и размеры кромок проверяют специальными шаблонами);
качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений;
правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров);
соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленным допускам (после расточки под подкладное кольцо или под заданный внутренний диаметр, зачистки наружной и внутренней поверхностей и после калибровки).
6.1.3. При обработке концов труб длина цилиндрической расточки l под подкладное кольцо (рис.6.2) должна быть (мм):
Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца (значение угла - см.п.6.1.6, б). Расточку можно не производить, если внутренние диаметры стыкуемых труб позволяют собрать стык в соответствии с требованиями п.6.2.5.
6.1.4. Обработку кромок труб под сварку следует производить механическим способом (резцом, фрезой или абразивным кругом) с помощью труборезного станка либо шлифмашинки. Шероховатость поверхности кромок труб, подготовленных для сварки, не должна превышать норм, приведенных на рис.6.2.
Трубы из высоколегированных сталей (мартенситного, мартенситно-ферритного и аустенитного классов) можно обрезать механическим способом, а также плазменно-дуговой, газо-флюсовой или воздушно-дуговой резкой. При огневой резке этих сталей должен быть предусмотрен припуск не менее 1 мм на последующую механическую обработку.
6.1.5. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха ниже 0°С нужно производить с предварительным подогревом до 200°С и медленным охлаждением под слоем асбеста.
6.1.6. Если разность внутренних диаметров стыкуемых труб превышает допустимую*(2), для обеспечения плавного перехода в месте стыка может быть применен один из следующих способов:
а) раздача (без нагрева или с нагревом) конца трубы с меньшим внутренним диаметром (рис.6.3, а). Области применения этого способа и допустимое значение раздачи приведены в табл.6.1. После раздачи необходимо проверить соответствие толщины стенки трубы минимально допустимому расчетному значению;
б) механическая обработка (расточка) по внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис.6.3, б (для стыка без подкладного кольца) или 6.3, в (для стыка с остающимся подкладным кольцом) при условии, что толщина стенки трубы после расточки будет не меньше расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца должен быть не более 6° на трубах из аустенитной стали и не более 15° - из других сталей;
в) наплавка на внутреннюю поверхность трубы, имеющей больший внутренний диаметр, слоя металла с последующей его обработкой резцом или абразивным камнем для снятия неровностей и обеспечения плавного перехода к поверхности труб (рис.6.3, г). Такой способ можно применять для труб диаметром 159 мм и более из углеродистых и низколегированных сталей перлитного класса.
Разделка кромок под сварку
Разделка кромок выполняется при сваривании металлических конструкций толщиной от 5 мм. Это следует воспринимать не как пожелание, а как необходимое условие потому, что такой порядок предусмотрен ГОСТом. Только такой подход к свариванию может обеспечить качественный шов и надежность сваренной конструкции.

Разделка кромок выполняется при сваривании металлических конструкций толщиной от 5 мм. Это следует воспринимать не как пожелание, а как необходимое условие потому, что такой порядок предусмотрен ГОСТом. Только такой подход к свариванию может обеспечить качественный шов и надежность сваренной конструкции. Квалифицированные сварщики обязаны владеть этими знаниями и применять их на практике. ГОСТы существуют для каждого вида сварки. В ГОСТе 5264-80 на ручную дуговую сварку описаны формы кромок для всех типов соединений:
- для стыкового - 15 видов;
- для углового - 5 видов;
- для таврового - 4 вида;
- для нахлесточного - без скоса.
Назначение разделки кромок под сварку
Разделка позволяет решить две основные задачи: провар по всей толщине листа и качественный провар корня шва. Скос, создаваемый при разделке, обеспечивает плавный переход от одной детали к другой, что снижает механические напряжения. Без правильно выполненного скоса электрод не сможет пройти к корню шва и осуществить полноценный провар. Отдельным вопросом стоит разделка при сваривании труб и сосудов, а также приваривание к трубам отводов и штуцеров.
Подготовка кромок под сварку
Процесс подготовки кромок под сварку можно условно разделить на два этапа: зачистку и разделку. Зачистка производится с целью удаления всех посторонних включений и мелких дефектов поверхности детали. Обработка кромок ведется до металлического блеска поверхности. Деталь зачищают с обоих сторон полосой до 20 мм. Далее проводят зачистку торцов и притуплений.
При небольших объемах работ зачистку производят ручными металлическими щетками, напильниками и шлифовальной бумагой. Места, загрязненные маслом и консервирующими составами, соскребаются скребками и протираются растворителями. При больших объемах работ применяют механические проволочные щетки или пескоструйные аппараты. С загрязнениями борются путем протравливания в растворах щелочей и кислот, с последующим промыванием чистой водой.
Разделка кромок
В зависимости от толщины свариваемого металла, разделка осуществляется либо с одной, либо с двух сторон. В любом варианте скосы выполняются без острой кромки, и на последних миллиметрах делают притупление, добиваясь плоской кромки. Разделка может производиться средствами механической обработки с применением следующих операций:
Прямые стыки подготавливаются на строгальных станках. Поступательное движение резца позволяет снять лишний металл и получить необходимую форму. Несколько сложнее обрабатывать швы криволинейной формы. В таких случаях приходится применять фрезерные станки. Движением фрезы можно управлять вручную, но чаще используются специальные программы. Таким образом, обработка происходит быстрее и точнее. При сложной конфигурации шва ручное управление движением фрезы невозможно.
При подготовке изделий, которые невозможно установить на станок из-за больших размеров или особенностей формы, используют переносные кромкосниматели. Они устанавливаются непосредственно на заготовке и обрабатывают её. Как нетрудно догадаться, форма и качество поверхности фаски оставляют желать лучшего, и заготовка требует дополнительной обработки.
Абразивная обработка применяется как дополнительная после фрезерования и скалывания, а также при удалении с поверхности незначительных изъянов на мелких деталях.
При разделке кромок термическими методами применяют:
- газовую резку (кислород);
- плазменную резку;
- лазерную резку.
Применение газовой резки к легированным сталям ограничено образованием на поверхности кромки трудноудалимых карбидов. Этот вид резки применяется, в основном, для подготовки изделий из углеродистых сталей. Намного качественнее работает плазменная резка. Высокая температура плазмы позволяет получить качественную кромку на заготовках из любых материалов. Лазерная резка пока встречается крайне редко, дает великолепные результаты, но стоит очень дорого, поэтому применяется только для разделки швов на самых ответственных изделиях.
Применяются следующие формы скосов кромок: V-образная, X-образная, U-образная и K-образная.
V-образная форма

Это самый популярный вид разделки. Популярность легко объясняется сравнительной простотой исполнения и возможностью применения на металлах различной толщины.
X-образная форма

Применяют при сварке толстостенных металлов.
U-образная форма

Этот сложный для выполнения скос применяется для сварки толстостенных металлов. Наиболее часто его применяют при ручной дуговой сварке, так как здесь получается существенная экономия электродов.
К – образный скос применяется крайне редко. Напоминает собой Х – образный скос, выполненный на одной половине заготовки.
Разделка кромок под сварку труб
Разделку производят только для толстостенных труб. Трубы имеющие стенки толщиной до 5 мм. свариваются без разделки. В таком случае ограничиваются только зачисткой проволочными щетками. При больших объемах производства могут применяться шлифовальные машинки или пескоструйные аппараты.
При подготовке толстостенных труб делают скос под углом 15 – 35 0 . Проверяют перпендикулярность и угол скоса специальными шаблонами и угольником. Кроме того, обязательной проверке подлежит соосность труб, которая производится различными средствами измерения. После чего наступает время центрирования стыков.
Важно, чтобы расстояния между швами на трубе были не менее 200 мм. Сварку начинают с 3 – 4 прихваток по всему диаметру трубы. При этом стараются выдержать зазор между стыками труб. Величина зазора определяется видом сварки:
- 0,5 – 2 мм для газовой сварки;
- 1,5 – 3 мм при сваривании ручной электросваркой труб со стенкой до 8 мм.;
- 2,5 – 3,5 мм при сваривании ручной электросваркой труб со стенкой более 8 мм.
В процессе подготовки к сварке необходимо уделить внимание проверке готовности фасок. Концы труб должны быть зачищены на 20 мм. с двух сторон и очищены от грязи, масла и консервирующих смесей.
Читайте также: