Какое напряжение на выходе сварочного трансформатора
Обновлено: 30.06.2024
С появлением электричества появилась возможность соединять металлические элементы с помощью сварки. Для этого применяются специальные сварочные трансформаторы, работающие от трёхфазного и однофазного напряжения. Однофазные модели предназначены для включения в стандартную бытовую сеть 220 Вольт. А трехфазный сварочный аппарат, чаще всего, применяется в производственных целях, он обладает большой мощностью, габаритами и продолжительной эксплуатацией без перерыва. Однако есть на рынке данной техники и универсальные устройства, которые могут работать и от 220 В, и от 380В. Разумеется, что для разных материалов существует свой индивидуальный процесс сварки, поэтому каждый сварочный агрегат оборудован системой регулировки и точной настройки.
Принцип действия сварочного трансформатора
По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт.
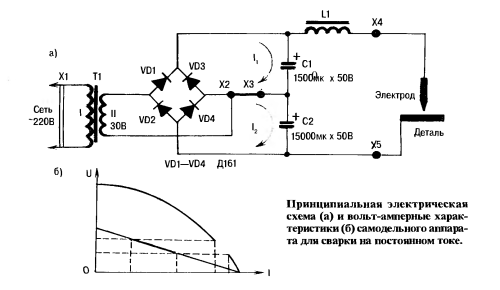
На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику.
Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Как рассчитать сварочный трансформатор
Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника.
Существует два вида сердечника:
- броневой;
- стержневой;
- тороидальный (круглый).
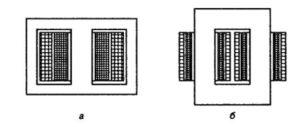
При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые.
Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А.
Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна:
P = U2 × I2 × cos (φ) / η
где, U2 — напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7.
А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час.
Pдл = U2 × I2 × (ПР/100)1/2 × 0.001
ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %;
Намотка сварочного трансформатора
Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков
С обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
С разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
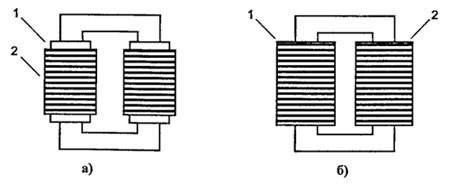
Sиз — измеренное сечение магнитопровода (см2)
Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить.
Улучшение сварочного трансформатора
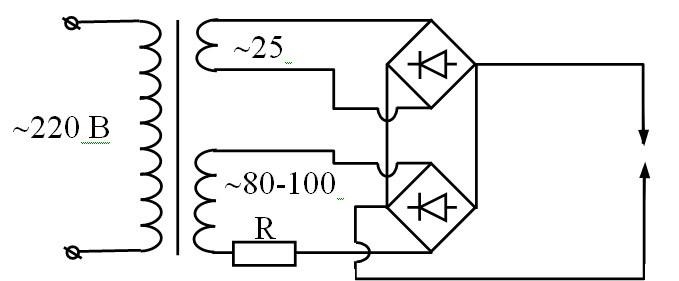
Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу.
Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию.
Виды и устройство сварочных трансформаторов
Сварочный трансформатор представляет собой оборудование, применяемое для дуговой ручной и прочих видов сварки. В зависимости от модели, технических характеристик существуют бытовые и промышленные разновидности. Сварочный выпрямитель или трансформатор преобразует электричество сети до требуемого значения. В состав аппарата входит несколько основных узлов. Их совместное действие образует электрическую дугу. Она плавит металл, соединяя детали сварным швом.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.

Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Возможные неисправности
Сварочные трансформаторы могут выходить из строя по нескольким причинам. В большинстве случаев ремонт можно произвести самостоятельно. Для этого необходимо определить причину поломки.
Чаще всего аппарат для сварки выходит из строя при замыкании в цепи. Оно происходит между элементами конструкции. Замыкание вызывает отключение аппарата. Чтобы возобновить работу агрегата, необходимо его разобрать. Неисправный элемент потребуется заменить. Чаще всего причиной такой поломки становится клеммная колодка или проходящая рядом с ней обмотка.
Второй причиной выхода аппарата из строя является перегрев. Он происходит, если устанавливается значение напряжения больше, чем рекомендовано производителем. Если подобная проблема появляется часто, перемотку потребуется частично или полностью заменить. Для этого приобретается провод с таким же диаметром сечения.
Если в процессе работы появился сильный шум, гудение, потребуется разобрать корпус. Причиной является ослабление зажима гайки или болта. Все соединения потребуется подтянуть.
После проведения ремонта работу оборудования тестируют. Если все в порядке, можно приступать к сварке снова. Конструкция агрегата отличается простотой и надежностью. Поэтому поломки и сбои в его работе появляются редко.
Оборудование для сварки широко применяется как любителями, так и профессионалами. При помощи такого устройства можно соединять тонкие и толстые заготовки, листы из различных материалов посредством электрической дуги. В зависимости от назначения и условий применения аппаратуры, следует приобретать прибор с требуемыми техническими характеристиками.
Для чего служит сварочный трансформатор: устройство и принцип работы
Для монтажа металлоконструкций в промышленности и при проведении самостоятельного ремонта до сих пор применяют сварочный трансформатор. В зависимости от того для каких условий предназначен аппарат выпускаются модели бытового и промышленного назначения. Независимо от типа сварочный трансформатор сохраняет работоспособность даже при неблагоприятных погодных условиях.
Как устроен сварочный трансформатор
В классическую конструкцию включены следующие элементы:
- магнитопровод (сердечник);
- жестко закрепленная первичная катушка, намотанная изолированным проводом;
- подвижная вторичная обмотка, иногда неизолированная для лучшего охлаждения;
- вертикально расположенный винт с ленточной резьбой;
- гайка винта, скрепленная с вторичной обмоткой;
- ручка, закрепленная на верхнем конце винта;
- клеммы для подсоединения кабелей.

Элементы смонтированы внутри прямоугольного корпуса с продольными вырезами на стенках для прохода воздуха, отводящего тепло. В устройстве сварочного трансформатора сердечник не оказывает влияния на параметры тока, а предназначен для передачи магнитного потока между обмотками. Магнитопровод собирают из пакета пластин электротехнической стали, поверхность которых покрыта оксидной изоляцией или лаком. Таким способом снижают потери на вихревые токи, которые образуются при взаимодействии магнитного потока со сплошным проводником.
При прохождении по обмоткам переменного тока во время работы пластины вибрируют, издавая дребезжащий звук. Для уменьшения шума пакет стягивают как можно туже.
Для улучшения эксплуатационных характеристик и безопасности в трансформатор для сварки устанавливают дополнительные узлы:
- вентиляторы;
- конденсаторы;
- автоматические выключатели для защиты от перегрева и перегрузки;
- несколько вторичных обмоток;
- регуляторы тока на тиристорах;
- стабилизаторы напряжения.
Чтобы расширить диапазон регулирования тока, при сварке тонкостенного металла добавляют сопротивление в отдельном корпусе. Нужное значение устанавливают контакторами. Как дополнительное сопротивление можно также использовать стальную пружину, подключив ее последовательно с кабелем массы.
Принцип работы сварочного трансформатора
При работе трансформаторного сварочного аппарата происходит понижение сетевого напряжения с одновременным возрастанием тока. Принцип действия основан на простом физическом процессе:
- после подачи напряжения ток, протекающий по виткам первичной катушки, создает переменное магнитное поле;
- по сердечнику оно передается на вторичную обмотку;
- магнитной индукцией в катушке наводится электродвижущая сила (ЭДС), которая придает электронам направленное движение, поэтому по виткам начинает протекать ток;
- из-за меньшего числа витков во вторичной обмотке, напряжение на ней меньше, чем на сетевой катушке.
Способ регулирования сварочного тока путем изменения расстояния между обмотками основан на зависимости магнитного сопротивления сердечника от величины зазора между ними. Чем меньше промежуток, тем больше ток и наоборот. В трансформаторных сварочных аппаратах с закрепленной вторичной обмоткой магнитное сопротивление изменяют регулировкой зазора на сердечнике подвижным шунтом.
Холостой ход
Когда выполняется сварка, трансформатор работает под нагрузкой. После завершения шва переходит в режим холостого хода. Однако это не означает, что на вторичной обмотке нет напряжения. ЭДС наводится за счет ответвлений от магнитного потока.
Безопасной считается величина напряжения холостого хода сварочного трансформатора в пределах 48 — 70 В. При превышении обязательна установка автоматического ограничителя. Он снижает напряжение холостого хода до безопасной величины сразу после погасания дуги. Для защиты от поражения электрическим током при пробое изоляции первичной катушки корпус должен быть заземлен.
Преимущества и недостатки трансформатора перед инвертором
При сравнении сварочного аппарата трансформаторного типа с инвертором к достоинствам относят:
- цена в 2 — 3 раза меньше;
- конструкция проще, так как нет электронных компонентов;
- ремонт обходится дешевле;
- легкость сборки своими руками.
- вес и габариты, при равных характеристиках, больше;
- большее потребление электроэнергии при работе с одинаковыми электродами;
- нестабильность дуги при колебаниях сетевого напряжения;
- отсутствие дополнительных функций, которые есть даже у бюджетных инверторов.
Несмотря на недостатки трансформаторов не нужно забывать, что качество швов зависит не от сложности аппарата, а от мастерства сварщика.
Классификация сварочных трансформаторов
По назначению аппараты классифицируются как однопостовые для бытовых нужд и многопостовые. Мощность первых обычно не превышает 10 кВт, так как большую нагрузку не выдержит домашняя электропроводка. Промышленный многопостовой сварочный трансформатор мощностью 500 кВт поддерживает ток до 1000 А. Этого достаточно для одновременной работы нескольких сварщиков.
В зависимости от схемы подключения сварочного трансформатора на первичную обмотку подают одно или трехфазное напряжение. Есть модели с переключателем 220/380 В. Для бытовых нужд выпускают оборудование в однофазном исполнении на 220 В. Трехфазные сварочные трансформаторы промышленного назначения рассчитаны на подсоединение к сети 380 В.
Классификация по конструкции содержит следующие типы аппаратов:
- С амплитудным регулированием при номинальном магнитном рассеивании. Выходное напряжение изменяют дросселем, который расположен на сердечнике.
- С амплитудным регулированием, но повышенным магнитным рассеиванием. В конструкцию добавляются подвижные или разнесенные обмотки, шунты, конденсаторные или импульсные стабилизаторы.
- С фазовым регулятором на тиристорах.
К первым двум категориям относятся разновидности с регулированием тока за счет изменения магнитного сопротивления сердечника или напряжения без изменения формы. Фазовые регуляторы преобразуют синусоиду в последовательность прямоугольных импульсов разной полярности. Также выпускаются аппараты постоянного тока, на выходе которых установлен выпрямитель. Из-за больших габаритов и цены их относят к категории промышленного оборудования. Такой сварочный трансформатор позволяет работать с заготовками из цветного металла и нержавеющей стали.
Какие параметры учитывать при выборе
Отправляясь за трансформаторным сварочным аппаратом нужно знать об условиях эксплуатации и виде выполняемых работ. Выбор осуществляют по следующим параметрам:
Несмотря на простую конструкцию, сварочный трансформатор обеспечивает высокое качество швов. Поэтому они по-прежнему широко используются для бытовой и промышленной сварки. За счет низкой цены однофазный аппарат быстро окупится даже при проведении эпизодических работ.
Сварочный трансформатор: устройство и принцип действия
![]()
Сварочный трансформатор является, пожалуй, самым распространенным видом промышленного оборудования. Его основу составляют несколько ключевых узлов, которые, взаимодействуя, генерируют сварочную дугу. Ее мощности достаточно для того, чтобы соединить две металлические заготовки или разрезать цельный кусок металла. В зависимости от конструктива, функционала и силы генерируемого напряжения оборудование делится на несколько видов. Каков принцип действия сварочного трансформатора, какие происходят при этом процессы, отличительные особенности моделей – это неполный список вопросов, которые рассмотрены ниже.
Устройство сварочного трансформатора
Для плавки металла необходимо настроить в нужных значениях параметры потребляемого сетевого тока. В сварочном оборудовании изменяются основные его значения: понижается напряжение и возрастает сила тока. Сварка металлических заготовок была бы невозможна без основных комплектующих, которые входят в состав даже самого простого сварочного трансформатора:
- первичная обмотка (выполняется из изолированного провода);
- вторичная обмотка (очень часто для лучшей теплоотдачи выполняется неизолированной);
- магнитопровод;
- вертикальный винт крепления;
- крепление к обмотке и гайка винта;
- зажимы для фиксации проводов;
- рукоятку зажима винта;
- металлический корпус.
Помимо основного в сварочных трансформаторах используется дополнительное оборудование, улучшающее их работу и расширяющие функционал.
Для любого сварочного аппарата необходим магнитопровод. Он никак не влияет на параметры тока, но без сердечника невозможно образовать магнитное поле. Он состоит из набора металлических пластин своеобразной формы. Поверхность пластин покрыта оксидом, а в некоторых случаях защищена лаком. Изоляция необходима по техническим соображениям. Если бы сердечники делались из металла и не изолировались, то из-за действий магнитного поля генерировались бы токи Фуко. Они снижают индукцию поля.
Для снижения шумов, которые генерируются при работе трансформатора, важно максимально туго стянуть пластины. При ослаблении соединения усиливается вибрация, причиной возникновения которой является проходящий ток. Следует учесть, что избавиться от шума полностью не удастся. И его наличие в умеренной степени даже в новом оборудовании является нормой.
Итак, настало время рассмотреть детальнее, что такое сварочный трансформатор и как он функционирует. Алгоритм работы оборудования включает несколько основных этапов:
- Из сети энергоснабжения ток подается на первичную обмотку. В результате этого генерируется магнитный поток, замыкающийся на сердечнике устройства;
- Далее напряжение поступает на вторичную обмотку.
- Изготовленный из ферромагнитных материалов сердечник, на котором располагаются обе обмотки – первичная и вторичная, генерирует магнитное поле.
- По количеству витков катушки, точнее их разницы, изменяются напряжение и сила тока. По данным параметрам и рассчитывается трансформатор.
Есть прямая зависимость между количеством витков вторичной обмотки и выходным напряжением. Если нужно повысить напряжение на выходе, то следует прибавить количество витков вторичной катушки, и наоборот. Сварочный трансформатор является понижающим устройством. По этой причине количество витков на вторичной обмотке у него меньше, чем на первичной.
Помимо этого, устройство и узлы сварочного аппарата позволяют регулировать и силу тока. Для этого необходимо изменять расстояние между вторичной и первичной обмотками. Здесь наблюдается обратная зависимость: чем меньше расстояние, тем сильнее сила тока, и наоборот – чем больше расстояние, тем меньше значение. Данные регулировки дают возможность сварщику работать с материалами, которые отличаются и по составу, и по толщине.
Любые представленные на потребительском рынке сварки оснащены двумя режимами работы: под нагрузкой и холостой. Во время сварочного процесса между изделием и электродом замыкается вторичная обмотка. Образуется ток большой мощности, которой хватает для того, чтобы плавить металл. По окончании работ вторичная цепь размыкается. Дается старт работе оборудования в режиме холостого хода.
В первично катушке генерируемые электрическим током силы имеют двойное происхождение. Первые из них образуются магнитным потоком, а другие – рассеиванием. Электродвижущие силы создаются в магнитопроводе, и между витками обмоток замыкаются по воздуху (между пластинами есть изоляция). Они формируют величину холостого хода.
Важно, чтобы сила тока холостого тока не представляла угрозы здоровью и жизни сварщика. Она ограничена величиной 48V. И только некоторые модели имеют этот показатель 60-70В. В случаях, когда электродвижущие силы, которые образуются от потока рассеивания, имеют большее значение, то дополнительно устанавливается автоматический ограничитель. Его нормативное срабатывание составляет меньше 1 секунды после окончания сварочного процесса. Корпус варочного аппарата всегда необходимо заземлять. В случае нарушения изоляции первичной обмотки напряжение пойдет путем наименьшего сопротивления и уйдет в землю, миную человеческий организм.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Сварочный трансформатор: схемы и модификации
Как уже упоминалось, помимо стандартного набора узлов сварочный аппарат может содержать и дополнительные компоненты, призванные улучшить его функционал и качество работы. Схемы дополняются:
- конденсаторами;
- тиристорными фазорегуляторами;
- дополнительными вторичными обмотками;
- импульсными стабилизаторами.
Помимо этого, нередко схема оборудования комплектуется дополнительным сопротивлением. Оно позволяет продолжить регулировку силы тока в тех случаях, когда разведение обмоток не может принести нужного результата. Это характерно для очень мощных моделей оборудования или в случаях работы с особо тонкими заготовками. Дополнительное сопротивление может представлять собой отдельный блок, оснащенный коннекторами для подключения к цепи или обычной пружиной, изготовленной из высокоуглеродистой стали. В любом случае через сопротивление следует пропустить ток, который идет от вторичной обмотки.
Расчет трансформатора для сварки
Для разных видов сварочных работ необходима различная мощность оборудования. Основной расчет показатели выполняется на основании разницы в количестве витков между катушками первичной и вторичной обмоток. Важно понять основной принцип действия сварочного трансформатора. Для понижающих устройств выработано правило, которое выражает зависимость между коэффициентом понижения и количеством витков.
Так, если выходное напряжение нужно понизить в 100 раз по сравнению со входящим, то количество витков вторичной катушки должно быть в 100 раз меньше сравнительно с количеством витков на первичной катушке. Точно такое же правило работает и в обратном направлении. Погрешность вычислений не превышает 3%.
Каждое устройство характеризуется так называемым коэффициентом трансформации. Данный показатель обозначает величину масштабирования при переходе от первичного (i1) значения до вторичного (i2). Формула для расчета выражается в таком виде: n = i1/i2. Вооружившись формулой, несложно определить значения для изготовления оборудования под конкретный вид сварки.
Классифицировать сварочные трансформаторы принято по их назначению. Они отличаются по таким показателям:
- Габаритами и весом. На рынке представлены как небольшие модели, которые комплектуются наплечным ремнем для переноски; так и большие агрегаты, для перемещения которых потребуется тельфер или тележка.
- Напряжение холостого хода. Оно варьируется в широком диапазоне значений: от 48 до 70V.
- Сила тока. На большинстве серийного оборудования данный параметр колеблется в диапазоне от 50 до 400А. Встречаются крупные промышленные образцы, генерирующих ток силой в 1000А.
- Количество фаз и потребляемый ток. Одно и трехфазные сварочные трансформаторы под линии энергоснабжения 220 и 380В.
- Подача тока. Может быть непрерывной или импульсной.
- Используемые в работе электроды. Расходники различаются по составу и диаметру (2-6 мм).
Получить надежное соединение двух металлических элементов проще всего с помощью электрической сварки. Она отлично подойдет для выполнения разных видов работ на производстве, дома или в любом ином месте. Сварочные аппараты отличаются простотой использования, надежностью и эффективностью. Сварные швы намертво соединяют заготовки и служат на протяжении многих десятилетий.
Читайте также: