Какое расстояние должно быть от одно и многопостовых источников сварочного тока до стены
Обновлено: 15.05.2024
Раздел 7. Электрооборудование специальных установок
Глава 7.6. Электросварочные установки
Установки электрической сварки (резки, наплавки) плавлением
7.6.45. Проходы между однопостовыми источниками сварочного тока — преобразователями (статическими и двигатель-генераторными) установок сварки (резки, наплавки) плавлением должны быть шириной не менее 0,8 м и между многопостовыми — не менее 1,5 м. Расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Проходы между группами сварочных трансформаторов должны быть шириной не менее 1 м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе, должно быть не менее 0,1 м.
Регулятор сварочного тока (если он выполнен в отдельной оболочке) следует устанавливать рядом со сварочным трансформатором или над ним. Установка сварочного трансформатора над регулятором тока не допускается.
7.6.46. Проходы с каждой стороны стеллажа для выполнения ручных сварочных работ на крупных деталях или конструкциях должны быть шириной не менее 1 м. Столы для мелких сварочных работ допускается примыкать с одной стороны непосредственно к стене кабины, с других сторон должны быть проходы шириной не менее 1 м. Кроме того, в сварочной мастерской (на участке) должны быть предусмотрены проходы, ширина которых устанавливается в зависимости от числа работающих, но не менее 1 м.
7.6.47. Проходы с каждой стороны установки автоматической дуговой сварки под флюсом крупных изделий, а также установок дуговой сварки в защитном газе, плазменной, электронно-лучевой и лазерной сварки должны быть шириной не менее 1,5 м.
7.6.48. Дня подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки (резки, наплавки) или к дуговой плазменной горелке прямого действия установки плазменной резки (сварки) должен применяться гибкий провод с резиновой изоляцией и в резиновой оболочке. Применение проводов с изоляцией или в оболочке из материалов, распространяющих горение, не допускается.
7.6.49. Электрические проводки установок и аппаратов, предназначенных для дуговой сварки ответственных конструкций судовых секций, несущих конструкций зданий, мостов, летательных аппаратов, подвижного состава железных дорог и других средств передвижения, сосудов, котлов и трубопроводов на давление более 5 МПа, трубопроводов для токсичных веществ и т.п., должны быть выполнены проводами с медными жилами.
7.6.50. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока в указанных в 7.6.48 установках стационарного использования, могут служить гибкие и жесткие провода, а также, где это возможно, стальные или алюминиевые шины любого профиля достаточного сечения, сварочные плиты, стеллаж и свариваемая конструкция (см. также 7.6.51-7.6.52).
В электросварочных установках с переносными и передвижными сварочными трансформаторами обратный провод должен быть изолированным так же, как и прямой, присоединяемый к электрододержателю.
Элементы, используемые в качестве обратного провода, должны надежно соединяться сваркой или с помощью болтов, струбцин либо зажимов.
7.6.51. В установках для автоматической дуговой сварки в случае необходимости (например, при сварке круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта соответствующей конструкции.
7.6.52. В качестве обратного провода не допускается использование металлических строительных конструкций зданий, трубопроводов, технологического оборудования, а также проводников сети заземления.
7.6.53. Электрододержатели для ручной дуговой сварки и резки металлическим и угольным электродами должны удовлетворять требованиям действующих стандартов.
7.6.54. Напряжение холостого хода источников сварочного тока установок дуговой сварки при номинальном напряжении питающей электрической сети не должно превышать для источников постоянного тока 100 В (среднее значение) и для источников переменного тока (действующее значение):
- 80 В — для установок ручной и полуавтоматической дуговой сварки на номинальный сварочный ток 630 А;
- 100 В — для установок автоматической дуговой сварки на номинальный сварочный ток 1000 А;
- 120 В — для установок автоматической дуговой сварки на номинальный сварочный ток 1600 А;
- 140 В — для установок автоматической дуговой сварки на номинальный сварочный ток 2000 А.
В цепи сварочного тока допускаются кратковременные пики напряжения при обрыве дуги длительностью не более 0,5 с.
7.6.55. Для возбуждения дуги в установках дуговой сварки (резки) без предварительного замыкания сварочной цепи между электродом и свариваемым изделием и повышения стабильности горения дуги допускается применение преобразователей повышенной частоты (осцилляторов).
Для повышения устойчивости горения дуги переменного тока допускается применение в установках дуговой сварки (резки) импульсных генераторов, резко поднимающих напряжение между электродом и свариваемым изделием в момент повторного возбуждения дуги. Импульсный генератор не должен увеличивать напряжение холостого хода сварочного трансформатора более чем на 1 В (действующее значение).
7.6.56. Номинальное напряжение электродвигателей и электротехнических устройств, расположенных на переносных частях электросварочных автоматов и полуавтоматов, должно быть не выше 50 В переменного или 110 В постоянного тока. Электродвигатели и электротехнические устройства переменного тока должны подключаться к питающей сети через понижающий трансформатор с заземленной вторичной обмоткой или через разделительный трансформатор, являющийся частью сварочного устройства. Корпуса электродвигателей и электротехнических устройств при этом допускается не заземлять. Электродвигатели и электротехнические устройства, расположенные на частях стационарных и передвижных электросварочных автоматов, смонтированных на стационарных установках, допускается питать от сети 220 и 380 В переменного тока или 220 и 440 В постоянного тока при обязательном заземлении их корпусов, которые должны быть электрически изолированы от частей, гальванически связанных со сварочной цепью.
7.6.57. Напряжение холостого хода источника сварочного тока установок плазменной обработки при номинальном напряжении сети должны быть не выше:
- 500 В — для установок автоматической резки, напыления и плазменно-механической обработки;
- 300 В — для установок полуавтоматической резки или напыления;
- 180 В — для установок ручной резки, сварки или наплавки.
7.6.58. Установки для автоматической плазменной резки должны иметь блокировку, исключающую шунтирование замыкающих контактов в цепи питания катушки коммутационного аппарата без электрической дуги.
7.6.59. Управление процессом механизированной плазменной резки должно быть дистанционным. Напряжение холостого хода на дуговую головку до появления «дежурной» дуги должно подаваться включением коммутационного аппарата при нажатии кнопки «Пуск», не имеющей самоблокировки. Кнопка «Пуск» должна блокироваться автоматически после возбуждения «дежурной» дуги.
7.6.60. Источники питания сварочным током электронных пушек установок электронно-лучевой сварки должны иметь разрядник, установленный между выводом положительного полюса выпрямителя и его заземленным корпусом. Кроме того, для предотвращения пробоев изоляции цепей низшего напряжения установки и изоляции в питающей электрической сети, к которой установка присоединяется, вызванных наведенными зарядами в первичных обмотках повышающих трансформаторов, между выводами первичной обмотки и землей должны включаться конденсаторы или приниматься другие меры защиты.
7.6.61. Сварочные электронно-лучевые установки должны иметь защиту от жесткого и мягкого рентгеновского излучения, обеспечивающую их полную радиационную безопасность, при которой уровень излучения на рабочих местах должен быть не выше допускаемого действующими нормативами для лиц, не работающих с источниками ионизирующих излучений.
7.6. Электросварочные установки
Вопрос 650. На какие электросварочные установки распространяется настоящий раздел ПУЭ?
Ответ. Распространяется на оборудуемые и используемые в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные установки, предназначенные для выполнения электротехнологических процессов сварки, наплавки, напыления, резки плавлением (разделительной и поверхностной) и сварки с применением давления, в том числе:
дуговой и плазменной сварки, наплавки, переплава, напыления, резки;
электрошлаковой сварки, электрошлакового и плазменно-дугового переплава;
индукционной сварки и наплавления; электронно-лучевой сварки; лазерной сварки и резки; сварки контактным разогревом; контактной или диффузионной сварки;
дугоконтактной сварки (с разогревом до пластического состояния торцов свариваемого изделия возбужденной дугой, вращающейся в магнитном поле, с последующим контактным соединениям их давлением).
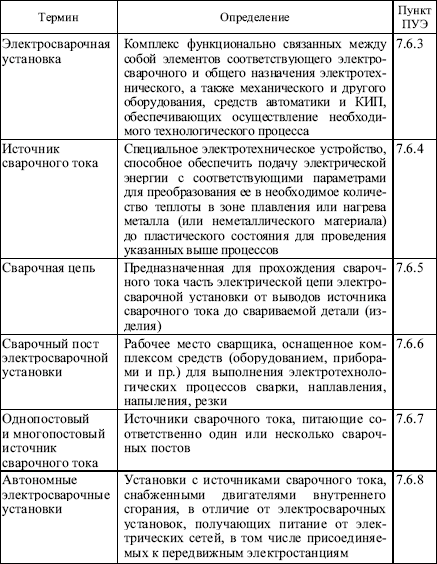
Вопрос 651. Какие термины и определения установлены настоящими Правилами к электросварочным установкам?
Ответ. Установлены термины и определения, приведенные в табл. 7.6.1.
Термины и определения электросварочных установок
Вопрос 652. Как разделяются электросварочные установки по степени механизации технологических операций?
Ответ. Разделяются на установки, на которых эти операции выполняются вручную, полуавтоматические (когда автоматически поддерживается электрический режим сварки, а остальные операции выполняются вручную) и автоматические.
Вопрос 653. К каким категориям в отношении обеспечения надежности электроснабжения следует относить электроприемники основного оборудования и вспомогательных механизмов электросварочных установок?
Ответ. Следует относить, как правило, к электроприемникам III или II категории. К III категории следует относить электроприемники всех передвижных и переносных электросварочных установок, стационарных электросварочных установок несерийных цехов и участков, а также других цехов и участков, если перерыв в электроснабжении используемого в них электросварочного оборудования не приводив к массовому недоотпуску продукции, простоям рабочих и механизмов.
Вопрос 654. Какие аппараты должны применяться в качестве источников сварочного тока?
Ответ. Должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы либо преобразователи статические или двигатель-генераторные с электродвигателями или двигателями внутреннего сгорания. Питание сварочной дуги, электрошлаковой ванны и сопротивления контактной сварки непосредственно от силовой, осветительной или контактной электрической сети не допускается.
Вопрос 655. Какие электрические аппараты должна содержать первичная цепь электросварочной установки?
Ответ. Должна содержать коммутационный (отключающий) и защитный электрические аппараты (аппарат), ее номинальное напряжение должно быть не выше 660 В. Сварочные цепи не должны иметь соединений с электрическими цепями, присоединяемыми к сети (в том числе с электрическими цепями, питаемыми от сети обмоток возбуждения генераторов преобразователей).
Вопрос 656. Какие коммутационные и защитные аппараты должны иметь электросварочные установки с многопостовым источником сварочного тока?
Ответ. Должны иметь устройство (автоматический выключатель, предохранители) для защиты источника от перегрузки, а также коммутационный и защитный электрические аппараты (аппарат) на каждой линии, отходящей к сварочному посту.
Вопрос 657. Каким защитным устройством должны быть оснащены шкафы комплектных устройств и корпуса сварочного оборудования (машин), имеющие неизолированные токоведущие части, находящиеся под напряжением выше 50 В переменного или выше 110 В постоянного тока?
Ответ. Должны быть оснащены блокировкой, обеспечивающей при открывании дверей (дверец) отключение от электрической сети устройств, находящихся внутри шкафа (корпуса). Допускается взамен блокировки применение замков со специальными ключами, если при работе не требуется открывать двери (дверцы).
Вопрос 658. Какие защитные меры должны быть предусмотрены в электросварочных установках, кроме защитного заземления ОПЧ и подключения к системе уравнивания потенциалов сторонних проводящих частей?
Ответ. Должно быть предусмотрено заземление одного из выводов вторичной цепи источников сварочного тока: сварочных трансформаторов, статических преобразователей и тех двигателей-генераторных преобразователей, у которых обмотки возбуждения генератора присоединяются к электрической сети без разделительных трансформаторов. В электросварочных установках, в которых дуга горит между электродом и электропроводящим изделием, следует заземлять вывод вторичной цепи источника сварочного тока, соединяемый проводником (обратным проводом) с изделием.
Вопрос 659. Какое требование предъявляется к втычным контактным соединителям проводов для включения в электрическую цепь выше 50 В переменного тока или выше 110 В постоянного тока переносных пультов управления сварочных автоматов или полуавтоматов?
Ответ. Они должны иметь заземляющие контакты.
Вопрос 660. Чем должны быть снабжены электросварочные установки, в которых по условиям электротехнологического процесса не может быть выполнено заземление, а также переносные и передвижные электросварочные установки, заземление оборудования которых представляет значительные трудности?
Ответ. Должны быть снабжены УЗО или устройством непрерывного контроля изоляции.
Вопрос 661. Какое устройство должны иметь конденсаторы, используемые в электросварочных установках в целях накопления электроэнергии для сварочных импульсов?
Ответ. Должны иметь устройство для автоматической разрядки при снятии защитного кожуха или при открывании дверей шкафа, в которых установлены конденсаторы.
Требования к помещениям для сварочных установок и сварочных постов
Вопрос 662. Что должно быть предусмотрено в помещениях для электросварочных установок?
Ответ. Должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
Вопрос 663. Какой должна быть площадь отдельного помещения для электросварочных установок?
Ответ. Должна быть не менее 10 м 2 , причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м 2 на каждый сварочный пост.
Вопрос 664. Где должны быть размещены сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах?
Ответ. Должны быть размещены в специальных кабинах со стенками из несгораемого материала. Глубина кабины должна быть не менее двойной длины, а ширина – не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2x1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены.
Вопрос 665. При каком условии допускается выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке?
Ответ. Допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
Установки электрической сварки (резки, наплавки) плавлением
Вопрос 666. Какие должны быть проходы между однопостовыми источниками сварочного тока – преобразователями (статическими и двигатель-генераторными) установок сварки (резки, наплавки) плавлением?
Ответ. Должны быть шириной не менее 0,8 м и между многопостовыми – не менее 1,5 м. Расстояние от одно– и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м. Проходы между группами сварочных трансформаторов должны быть шириной не менее 1 м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе, должно быть не менее 0,1 м.
Вопрос 667. Что не может быть допущено в качестве обратного провода?
Ответ. Не допускается использование металлических строительных конструкций зданий, трубопроводов, технологического оборудования, а также проводников сети заземления.
Вопрос 668. Какие значения не должно превышать напряжение холостого хода источников сварочного тока установок дуговой сварки при номинальном напряжении питающей электрической сети?
Ответ. Не должно превышать для источников постоянного тока 100 В (среднее значение) и для источников переменного тока (действующее значение):
80 В – для установок ручной и полуавтоматической дуговой сварки на номинальный сварочный ток 630 А;
100 В – для установок автоматической дуговой сварки на номинальный сварочный ток 1 000 А;
120 В – для установок автоматической дуговой сварки на номинальный сварочный ток 1 600 А;
140 В – для установок автоматической дуговой сварки на номинальный сварочный ток 2 000 А.
Вопрос 669. Каким должно быть номинальное напряжение электродвигателей и электротехнических устройств, расположенных на переносных частях электросварочных автоматов?
Ответ. Должно быть не выше 50 В переменного и 110 В постоянного тока. Электродвигатели и электротехнические устройства, расположенные на частях стационарных и передвижных электросварочных автоматов, смонтированных на стационарных установках, допускается питать от сети 220 и 380 В переменного тока или 220 и 440 В постоянного тока при обязательном заземлении их корпусов, которые должны быть электрически изолированы от частей, гальванически связанных со сварочной цепью.
Вопрос 670. Каким должно быть напряжение холостого хода источника сварочного тока установки плазменной обработки при номинальном напряжении сети?
Ответ. Должно быть не выше:
500 В – для установок автоматической резки, напыления и плазменно-механической обработки;
300 В – для установок полуавтоматической резки или напыления;
180 В – для установок ручной резки, сварки или наплавки.
Вопрос 671. Какую блокировку должны иметь установки для автоматической плазменной резки?
Ответ. Должны иметь блокировку, исключающую шунтирование замыкающих контактов в цепи питания катушки коммутационного аппарата без электрической дуги.
Вопрос 672. Какую защиту должны иметь сварочные электроннолучевые установки?
Ответ. Должны иметь защиту от жесткого и мягкого рентгеновского излучения, обеспечивающую их полную радиационную безопасность, при которой уровень излучения на рабочих местах должен быть не выше допускаемого действующими нормативами для лиц, не работающих с источниками ионизирующих излучений.
Установки электрической сварки с применением давления
Вопрос 673. Какой должна быть ширина проходов между машинами точечной, роликовой (линейной) и рельефной сварки при их расположении напротив друг друга?
Ответ. Должна быть не менее 2 м, а между машинами стыковой сварки – не менее 3 м. При расположении машин тыльными сторонами друг к другу ширина прохода должна быть не менее 1 м, при расположении передними и тыльными сторонами – не менее 1,5 м.
Вопрос 674. Каким должно быть напряжение холостого хода вторичной обмотки сварочного трансформатора машины контактной сварки при номинальном напряжении сети?
Ответ. Должно быть не выше 50 В.
Вопрос 675. Как должны присоединяться к сети подвесные машины точечной и роликовой сварки со встроенными сварочными трансформаторами?
Ответ. Должны присоединяться через разделяющий трансформатор и иметь блокировку, допускающую включение силовой цепи только при заземленном корпусе машины.
Вопрос 676. При каком условии допускается непосредственное подключение сварочного трансформатора (без разделяющего трансформатора) к сети не более 380 В?
Ответ. Допускается такое включение, если первичная цель встроенного трансформатора имеет двойную (усиленную) изоляцию или же машина должна быть оборудована УЗО.
Вопрос 677. Каким должно быть напряжение цепей управления в подвесных машинах точечной и роликовой сварки, расположенных непосредственно на сварочных клещах?
Ответ. Должно быть не выше 50 В для цепей переменного и 110 В для цепей постоянного тока. Как исключение допускается напряжение указанных цепей до 220 В переменного или постоянного тока при наличии двойной изоляции цепей управления, а также элементов заземления или УЗО.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Реактивные установки
Реактивные установки Реактивные минометыРаботы по созданию реактивного вооружения в Германии были начаты в 1929 г. при Морском министерстве, а в 1931 г. при Военном министерстве был создан специальный отдел, выдавший вопросами реактивного вооружения.Как и в СССР, наземные
Конденсаторные установки
Конденсаторные установки Вопрос. Через какие коммутационные аппараты присоединяются к сети конденсаторные установки?Ответ. Как правило, присоединяются через отдельный коммутационный аппарат или через общий коммутационный аппарат вместе с силовым трансформатором,
Глава 7.6. ЭЛЕКТРОСВАРОЧНЫЕ УСТАНОВКИ
Глава 7.6. ЭЛЕКТРОСВАРОЧНЫЕ УСТАНОВКИ Термины и
Глава 7.10. ЭЛЕКТРОЛИЗНЫЕ УСТАНОВКИ И УСТАНОВКИ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
Глава 7.10. ЭЛЕКТРОЛИЗНЫЕ УСТАНОВКИ И УСТАНОВКИ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ Термины и определения. Состав установок Окончание
САМОХОДНЫЕ УСТАНОВКИ «ХО-НИ» И «ХО-РО»
САМОХОДНЫЕ УСТАНОВКИ «ХО-НИ» И «ХО-РО» С 1941 года на базе среднего танка «Чи-ха» начали выпускаться САУ «Хо-ни» («артиллерийский четвёртый») и «Хо-ро» («артиллерийский второй») для оснащения танковых дивизий. Орудия устанавливались в открытой сверху и сзади клёпаной рубке,
7.5. Электротермические установки
7.5. Электротермические установки Область примененияВопрос 606. На какие электротермические установки распространяется настоящий раздел ПУЭ?Ответ. Распространяется на производственные и лабораторные установки электропечей и электронагревательных устройств
7.10. Электролизные установки и установки гальванических покрытий
7.10. Электролизные установки и установки гальванических покрытий Область примененияВопрос 678. На какие электролизные установки распространяется настоящий раздел ПУЭ?Ответ. Распространяется на расположенные внутри зданий (исключения приведены в табл. 7.10.1 пункт 7.10.4 ПУЭ)
10.2. Сушильные установки
10.2. Сушильные установки Технические требования Вопрос 375. Какие необходимо принять меры, если в конвейерных сушилках по условиям эксплуатации не могут быть устроены двери или конструкция сушилки не обеспечивает зону с нулевым давлением?Ответ. В этих случаях у входа и
10.3. Выпарные установки
10.3. Выпарные установки Технические требования Вопрос 382. Какими устройствами оборудуются коммуникации подогревателей?Ответ. Оборудуются запорными устройствами для отключения и обводными линиями, а также линиями для возврата подогретого раствора в промежуточный бак
10.4. Ректификационные установки
10.4. Ректификационные установки Технические требования Вопрос 385. Чем оборудуются ректификационные установки?Ответ. Оборудуются теплообменниками (нагревательными устройствами) для подогрева поступающих в колонку жидкостей.Длина витков змеевиковых подогревателей
2.1. Установки проекта
2.1. Установки проекта Прежде чем начать работу с новым проектом, необходимо определить его установки (settings). Установки являются комбинациями свойств фильма, который вы будете монтировать в рамках проекта и, соответственно, кадр из которого будете наблюдать в окне Monitor
3.4. Солнечные установки
3.4. Солнечные установки Распространение в солнечных местностях системы подогрева воды в «солнечных» коллекторах также требует установки расширительных баков. В таких системах циркулируют обычно гликолевые смеси (этиленгликоль, пропиленгликоль), которые в коллекторах
9.4. СВЕТОТЕХНИЧЕСКИЕ УСТАНОВКИ
9.4. СВЕТОТЕХНИЧЕСКИЕ УСТАНОВКИ Светотехнические установки (СТУ) представляют собой совокупность следующих элементов: источника, генерирующего излучение оптического диапазона спектра; прибора для перераспределения и трансформации этого излучения в пространстве;
Какое расстояние должно быть от одно- и многопостовых источников сварочного тока до стены?
![]()
Вопрос администрации
Тесты с ответами и комментариями, без рекламы.

Панель авторизации
Инструкция по пользованию сайтом
В данной инструкции изложены основные функции сайта, и как ими пользоваться
Здравствуйте,

Вы находитесь на странице инструкции сайта Тестсмарт.
Прочитав инструкцию, Вы узнаете функции каждой кнопки.
Мы начнем сверху, продвигаясь вниз, слева направо.
Обращаем Ваше внимание, что в мобильной версии все кнопки располагаются, исключительно сверху вниз.
Итак, первый значок, находящийся в самом верхнем левом углу, логотип сайта. Нажимая на него, не зависимо от страницы, попадете на главную страницу.
«Главная» - отправит вас на первую страницу.
«Разделы сайта» - выпадет список разделов, нажав на один из них, попадете в раздел интересующий Вас.

На странице билетов добавляется кнопка "Билеты", нажимая - разворачивается список билетов, где выбираете интересующий вас билет.

«Полезные ссылки» - нажав, выйдет список наших сайтов, на которых Вы можете получить дополнительную информацию.
В правом углу, в той же оранжевой полосе, находятся белые кнопки с символическими значками.
Опускаемся ниже, в серой полосе расположились кнопки социальных сетей, если Вам понравился наш сайт нажимайте, чтобы другие могли так же подготовиться к экзаменам.
Следующая функция «Поиск по сайту» - для поиска нужной информации, билетов, вопросов. Используя ее, сайт выдаст вам все известные варианты.
Последняя кнопка расположенная справа, это селектор нажав на который вы выбираете, сколько вопросов на странице вам нужно , либо по одному вопросу на странице, или все вопросы билета выходят на одну страницу.

На главной странице и страницах категорий, в середине, расположен список разделов. По нему вы можете перейти в интересующий вас раздел.
На остальных страницах в середине располагается сам билет. Выбираете правильный ответ и нажимаете кнопку ответ, после чего получаете результат тестирования.
Справой стороны (в мобильной версии ниже) на страницах билетов располагается навигация по билетам, для перемещения по страницам билетов.
На станицах категорий расположен блок тем, которые были добавлены последними на сайт.
Ниже добавлены ссылки на платные услуги сайта. Билеты с ответами, комментариями и результатами тестирования.
В самом низу, на черном фоне, расположены ссылки по сайту и полезные ссылки на ресурсы, они дублируют верхнее меню.
Надеемся, что Вам понравился наш сайт, тогда жмите на кнопки социальных сетей, что бы поделиться с другими и поможете нам.
Если же не понравился, напишите свои пожелания в форме обратной связи. Мы работаем над улучшением и качественным сервисом для Вас.
Купить Билеты с ответами в формате Word
Читайте также: