Какой дефект может возникнуть из за люфтов в зажимах центратора при сварке нагретым инструментом
Обновлено: 21.09.2024
ГОСТ Р 54792-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ДЕФЕКТЫ В СВАРНЫХ СОЕДИНЕНИЯХ ТЕРМОПЛАСТОВ
Описание и оценка
Imperfections in thermoplastic welding joints. Description and evaluation
Дата введения 2013-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ "НУЦСК" при МГТУ им.Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС), ЗАО "Полимергаз", ООО "ТЭП" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт является модифицированным по отношению к стандарту Немецкого союза по сварке и смежным технологиям ДВС 2202-1:1989* "Дефекты в соединениях термопластов: характеристики, описания, оценка" (DVS 2202-1:1989 "Imperfections in thermoplastic welding joints: features, descriptions, evaluation", MOD) путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Наименование настоящего стандарта изменено относительно наименования ДВС 2202-1:1989 для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Август 2020 г.
Введение
Настоящий стандарт разработан в рамках создания современной отечественной нормативной базы в области сварки термопластов, гармонизированной с международными региональными стандартами и стандартами технически передовых стран. Его введение будет способствовать повышению конкурентоспособности отечественной продукции.
Основными отличиями (техническими отклонениями) настоящего стандарта от стандарта Немецкого союза по сварке и смежным технологиям ДВС 2202-1:1989 являются следующие:
- установление единых наиболее высоких требований к сварным соединениям вместо их классификации по трем группам в зависимости от уровня предъявляемых требований, поскольку при этом возможно неоправданное снижение качества соединений из-за отсутствия четких критериев их классификации;
- ограничение области применения стандарта для свариваемых заготовок с толщиной стенки до 15 мм и труб с номинальным диаметром до 160 мм.
1 Область применения
Настоящий стандарт описывает дефекты в сварных соединениях термопластов и классифицирует в зависимости от их характеристик. Стандарт распространяется на сварные соединения заготовок с толщиной стенки не более 15 мм и труб с номинальным диаметром не более 160 мм.
Описание дефектов основано на терминологии немецкого национального стандарта ДИН 32502 [1].
Классификация позволяет определять, находятся дефекты в допустимых пределах или их наличие недопустимо с точки зрения обеспечения качества сварного соединения.
1.1 Сварочные процессы
В настоящем стандарте описаны дефекты для следующих сварочных процессов:
ГОСТ Р 54792-2011 Дефекты в сварных соединениях термопластов. Описание и оценка
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184 - ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0 - 2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно - учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ «НУЦСК» при МГТУ им. Н.Э. Баумана), Национальным агентством контроля и сварки (НАКС), ЗАО «Полимергаз», ООО «ТЭП» на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. № 1036 - ст
4 Настоящий стандарт является модифицированным по отношению к стандарту Немецкого союза по сварке и смежным технологиям ДВС 2202 - 1:1989 «Дефекты в соединениях термопластов: характеристики, описания, оценка» (DVS 2202 - 1:1989 «Imperfections in thermoplastic welding joints: features, descriptions, evaluation») путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту.
Наименование настоящего стандарта изменено относительно наименования ДВС 2202 - 1:1989 для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
1 Область применения
2 Требования к сварным соединениям
3 Испытания и оценка
4 Приемка
Приложение А (справочное) Допустимая ширина шва при сварке встык нагретым инструментом для труб из полиэтилена (ПЭ) и полипропилена (ПП)
Библиография. 3
Введение
Настоящий стандарт разработан в рамках создания современной отечественной нормативной базы в области сварки термопластов, гармонизированной с международными региональными стандартами и стандартами технически передовых стран. Его введение будет способствовать повышению конкурентоспособности отечественной продукции.
Основными отличиями (техническими отклонениями) настоящего стандарта от стандарта Немецкого союза по сварке и смежным технологиям ДВС 2202 - 1:1989 являются следующие:
- установление единых наиболее высоких требований к сварным соединениям вместо их классификации по трем группам в зависимости от уровня предъявляемых требований, поскольку при этом возможно неоправданное снижение качества соединений из - за отсутствия четких критериев их классификации;
- ограничение области применения стандарта для свариваемых заготовок с толщиной стенки до 15 мм и труб с номинальным диаметром до 160 мм.
ГОСТ Р 54792 - 2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ДЕФЕКТЫ В СВАРНЫХ СОЕДИНЕНИЯХ ТЕРМОПЛАСТОВ
Описание и оценка
Imperfections in thermoplastic welding joints. Description and evaluation
Дата введения - 2013 - 01 - 01
Настоящий стандарт описывает дефекты в сварных соединениях термопластов и классифицирует в зависимости от их характеристик. Стандарт распространяется на сварные соединения заготовок с толщиной стенки не более 15 мм и труб с номинальным диаметром не более 160 мм.
Описание дефектов основано на терминологии немецкого национального стандарта ДИН 32502 [1].
Классификация позволяет определять, находятся дефекты в допустимых пределах или их наличие недопустимо с точки зрения обеспечения качества сварного соединения.
1.1 Сварочные процессы
В настоящем стандарте описаны дефекты для следующих сварочных процессов:
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ СВАРКЕ
МЕТАЛЛОВ ПЛАВЛЕНИЕМ
Классификация, обозначение и определения
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Институтом электросварки им. Е.О. Патона Национальной Академии наук Украины; Межгосударственным техническим комитетом по стандартизации МТК 72 «Сварка и родственные процессы»
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 11 от 23 апреля 1997 г.)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Беларусь
3 Настоящий стандарт полностью соответствует ИСО 6520 - 82 «Классификация дефектов швов при сварке металлов плавлением (с пояснениями)»
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 2 марта 2001 г. № 115 - ст межгосударственный стандарт ГОСТ 30242 - 97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2003 г.
5 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
2 Классификация дефектов
3 Наименование, определение и обозначение дефектов
Группа 1. Трещины
Группа 2. Поры
Группа 3. Твердые включения
Группа 4. Несплавление и непровар
Группа 5. Нарушение формы шва
Группа 6. Прочие дефекты
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ СВАРКЕ МЕТАЛЛОВ ПЛАВЛЕНИЕМ
Классификация, обозначение и определения
Imperfections in metallic fusion welds.
Classification, designation and definitions
Дата введения 2003 - 01 - 01
Настоящий стандарт устанавливает классификацию, определения и условные обозначения дефектов швов, зон термического влияния и основного металла при сварке металлов плавлением.
2 Классификация дефектов
2.1 Дефекты при сварке металлов плавлением образуются вследствие нарушения требований нормативных документов к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
2.2 В настоящем стандарте дефекты классифицированы на шесть следующих групп:
1 - трещины;
2 - полости, поры;
3 - твердые включения;
4 - несплавления и непровары;
5 - нарушение формы шва;
6 - прочие дефекты, не включенные в вышеперечисленные группы.
3 Наименование, определение и обозначение дефектов
Наименование, определение и обозначение дефектов приведены в таблице 1.
В таблице приведены:
- в графе 1 - трехзначное цифровое обозначение каждого дефекта или четырехзначное цифровое обозначение его разновидностей;
- в графе 2 - буквенное обозначение дефекта, используемое в сборниках справочных радиограмм Международного института сварки (МИС);
- в графе 3 - наименование дефекта на русском, английском и французском языках;
- в графе 4 - определение и/или поясняющий текст;
- в графе 5 - рисунки, дополняющие определение при необходимости.
Таблица 1
Какой дефект может возникнуть из за люфтов в зажимах центратора при сварке нагретым инструментом
очистить поверхности концов свариваемых труб сначала увлажненной, затем сухой ветошью на длину не менее 50 мм от торцов;
центрировать трубы по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% от номинальной толщины стенки свариваемых труб;
еще раз проверить центровку труб и отсутствие недопустимых зазоров в стыке (допускается зазор в стыке не более 0,5 мм). Зазоры измеряют лепестковым щупом с погрешностью 0,05 мм;
произвести замер усилия при холостом ходе подвижного зажима центратора установки с закрепленной в нем трубой и скорректировать величину усилий Ро, Рн, Рос.
Удалить сварное соединение из установки для сварки и провести визуальный и измерительный контроль сварного соединения.
| Организация (предприятие) | ФИО | Подпись | Дата | |
| Утвердил | Главный инженер | |||
| Проверил | Ведущий инженер | |||
| Разработал | Технолог | |||
Библиография
Приложение Л (рекомендуемое) Технологическая инструкция «Сварка трубопроводов водоснабжения и канализации из полиэтилена соединительными деталями с закладными нагревателями» (ТИ-ЗН-СК)
1 Область применения
1.1. Технологическая инструкция применяется для выполнения сварки трубопроводов водоснабжения и канализации из полиэтилена соединительными деталями с закладным нагревателем.
1.2. Детали с закладными нагревателями: муфты, отводы, седловые отводы, тройники, переходы и т.д., применяют отечественного и зарубежного производства из ПЭ 80, зарубежного из ПЭ 100 (SDR 11, SDR 17 и SDR 26). Трубы из полиэтилена для водоснабжения изготавливают по ГОСТ 18599 и ГОСТ 32415, используются в основном трубы из ПЭ 63 и ПЭ 80.
2. Нормативные ссылки
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р ИСО 12176-2-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1 Сварщики и специалисты сварочного производства, выполняющие работы по сварке соединительными деталями с закладным нагревателем должны быть аттестованы в соответствии с ПБ 03-273-99 [1] и РД 03-495-02 [2].
3.2 Свариваемые материалы
Наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.3 Трубы и детали, подвергают визуальному и измерительному контролю с целью определения соответствия их проектной документации и обнаружения механических повреждений в процессе их транспортирования;
3.2.4 Внутренние и наружные поверхности деталей не должны иметь следов усадки (утяжины), трещин, вздутий и других дефектов, ухудшающие их эксплуатационные свойства.
Допускаются незначительные следы от формующего инструмента, следы от механической обработки и холодных спаев (стыков).
3.2.5 По истечении гарантийного срока хранения, указанного в нормативном документе на трубы и детали, нечеткой маркировке, несоответствии маркировки сопроводительному или нормативному документу или утере документа о качестве на изделия, решение о пригодности их для строительства трубопровода принимается по результатам испытаний по всем нормируемым показателям нормативного документа на продукцию, проведенных испытательной лабораторией, аттестованной на право проведения таких испытаний.
3.3 Сварочное оборудование
3.3.1 Для сварки труб соединительными деталями с закладными нагревателями применяют сварочные аппараты, работающие от сети переменного тока напряжением 230 В (190—270 В), от аккумуляторных батарей или от передвижных источников питания (мини-электростанций).
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
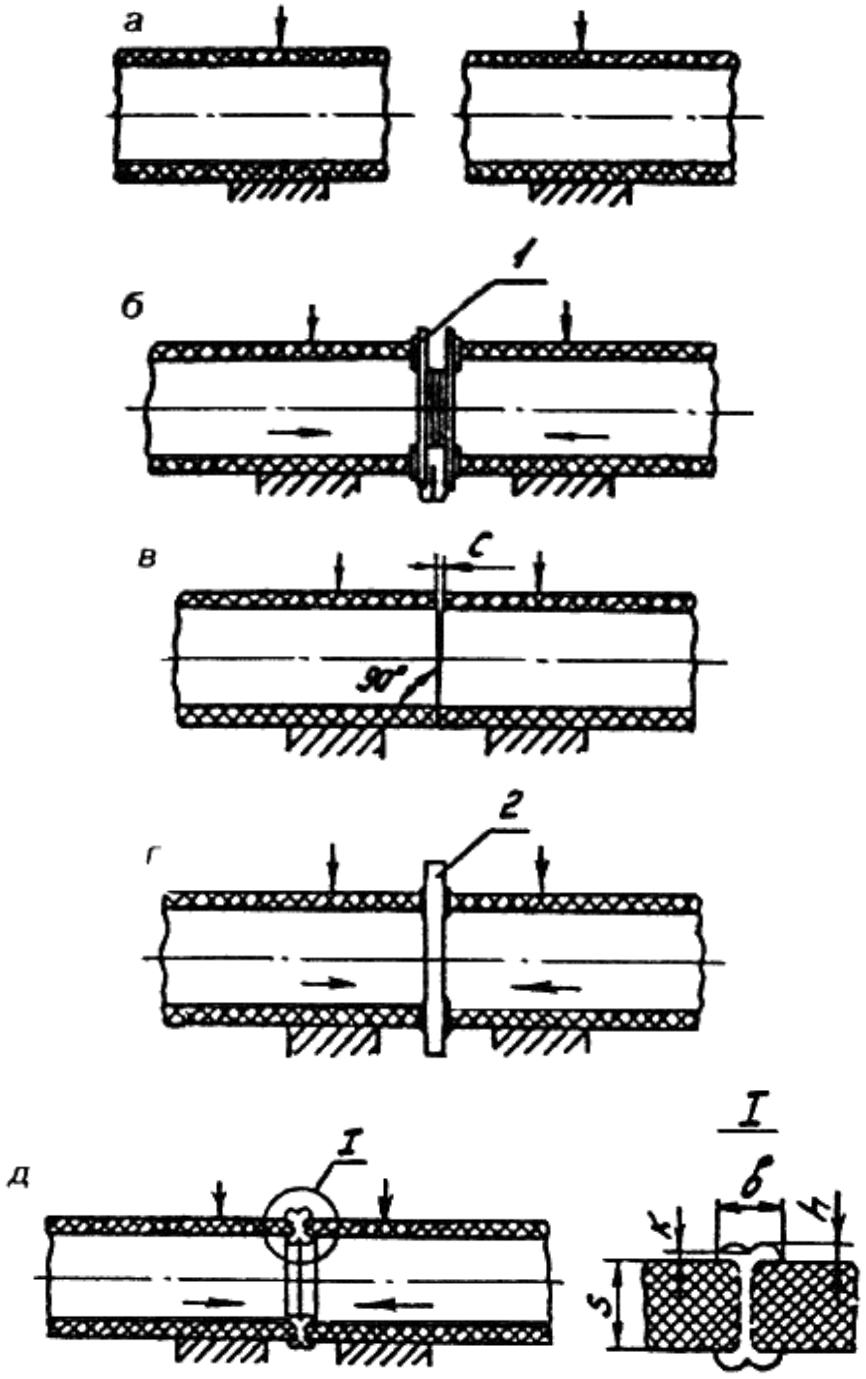 | |
| 866 × 1379 пикс. Открыть в новом окне | |
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Читайте также: