Какой газ используется при сварке
Обновлено: 28.09.2024
Среди сварочных материалов особое место занимают газы. Именно от них зависит качество шва и производительность выполняемых работ. Многие металлы при нагревании начинают активно взаимодействовать с воздухом и влагой, содержащейся в нём. Это приводит к снижению прочности полученного соединения. На шве образуются поры и трещины, ухудшается коррозийная стойкость.
Сварочные газы выполняют защитную функцию. Они обволакивают горячую рабочую область, вытесняя воздух, который содержит вредные примеси и частицы воды. Кроме этого, газовое облако помогает улучшить свойства электрической дуги и способствует более глубокому проплавлению металла.
Виды сварочных газов
- аргон;
- гелий;
- азот;
- углекислый газ;
- водород;
- кислород.
По виду защитные газы для сварки делятся на инертные (гелий, аргон) и активные (кислород, водород, углекислый газ). Первые не вступают в реакцию с обрабатываемым материалом. Их используют для сварки металлов и сплавов, склонных при повышении температуры взаимодействовать с компонентами воздуха. К ним относятся титан, магний, алюминий и пр., а также их сплавы. Вторые же, напротив, взаимодействуют со свариваемым материалом и способны растворяться в нём.
Отдельно можно выделить азот. Его чаще относят к активным, но применяют и в качестве инертного для сварки меди и её сплавов.

Чистые (основные) сварочные газы
Аргон. Чаще им варят чёрные металлы, нержавеющую сталь (аргонодуговым методом TIG) и цветные металлы (методом MIG). Имеет инертные свойства, хорошо подходит для сваривания тугоплавких металлов. Низкая теплопроводность обеспечивает сосредоточение тепла на внутренней части дуги, улучшая формирование её столба. Шов получается узким и глубоким. Сварочный газ аргон взрывоопасен. Для хранения используют баллоны, окрашенные в серый цвет с зелёной маркировкой.
Гелий. Применяется для сварки химически чистых или активных цветных металлов, сплавов на основе алюминия и магния аргонодуговым методом TIG. Часто используется в качестве добавки к аргону. Позволяет получить широкий шов с хорошим показателем смачивания по краю и большой глубиной проплавления. Хорошо проводит тепло и имеет высокий ионизационный потенциал. Гелий легче воздуха, благодаря этому, его можно использовать для выполнения потолочных швов. Закачивается в коричневые баллоны, маркируется белым цветом.
Углекислый газ. Уникален тем, что его можно использовать в абсолютно чистом виде, без добавления иных инертных газов. Используется как для полуавтомата (MAG на короткой дуге), так и для ручной дуговой сварки порошковыми электродами. Углекислотой варят сталь. Причём за счёт возможности глубокого проплавления можно выполнять соединение толстостенных металлов. Ещё одно преимущество С0₂ заключается в его низкой стоимости. К недостаткам относят нестабильность дуги и сильное разбрызгивание. Для углекислого газа используют баллоны чёрного цвета с жёлтой маркировкой.

Дополнительные сварочные газы
- Кислород. Смешивается с аргоном и углекислотой в концентрации до 10%. Добавление кислорода способствует стабилизации дуги, ускоренному окислению и повышению температуры горения. Шов получается неглубоким с широким профилем.
- Водород. Добавляется в аргон (не более 10%). Улучшает теплопроводность, способствует удалению окисей. Незаменим при сварке высоколегированной (аустенитной) нержавейки. Образует широкий шов.
- Азот. В качестве защитной среды применяется для сварки меди. Чаще используют в работе с двухфазными нержавеющими сталями для повышения стойкости шва к коррозии.
Сварочные газовые смеси позволяют получить дополнительные технологические преимущества. Их использование повышает стабильность дуги и улучшает характеристики шва. Вместе с тем усиливается защита сварочной ванны.
Расход сварочных газов
Точно рассчитать сколько понадобится газа при сварке того или иного изделия не получится. Это зависит от множества факторов. Существует несколько методов приблизительного подсчёта.
Чаще всего при работе полуавтоматом применяют такую формулу: N = , где – коэффициент расхода газа на 1 кг проволоки. За Ещё одна формула подсчёта приблизительного расхода сварочной смеси газов выглядит так:
Р = – удельное значение расхода газовой смеси, а Т – время работы.
Удельный расход напрямую зависит от выбранной силы тока и диаметра присадочной проволоки. Для примера представим таблицу расхода сварочной смеси из аргона и углекислоты:
Все что нужно знать о газах применяемые для сварки от А до Я
Хотите узнать какой газ используется для сварки полуавтоматом mig или mag, а может вам необходимо разобраться с газовой сваркой и с тем какие газы применяются. В статье мы подробно расскажем о том, где и какие газы используют и как их выбрать.
Какой газ нужен для сварки полуавтоматом

Полуавтоматическая или механизированная сварка чаще всего выполняется сплошной проволокой, а сварочную дугу и расплавленный металл защищает газ. Газ подается в зону сварки через сопло горелки.
Подробно о процессе полуавтоматической сварки вы можете прочитать в нашей статье — Как работать сварочным полуавтоматом — Mig и Mag для начинающих.
Чаще всего для сварки черной стали используется СО2 (углекислый газ или как его называю углекислота). Реже используются газовые смеси в них входит СО2, Аргон, Гелий иногда Азот и кислород.
От использования газа определяется название сварки mig – сварка с применением инертного газа аргона или гелия. MAG (МАГ) – с использованием активного газа – углекислого. Остановимся поподробнее на каждом из газов.
Разработка сварочной документации, техкарт на сварку и контроль сварных соеднинений.

Аргон

Как мы уже говорили полуавтоматическая (механизированная сварка аргоном) называется — маг.
Этот защитный газ применяется для сварки полуавтоматом чаще всего для ответственных конструкций из стали или алюминия. Для сварки используется аргон первого сорта в котором примесей чуть больше чем в аргоне высшего сорта, а именно содержится до 0,005-0,009% азота и до 0,001-0,002 % кислорода.
Газ аргон очень хорошо защищает сварочную ванну, дугу и зону термического влияния (нагретый участок). Он не растворяется в металле шва и не насыщает нагретый участок в околошовной зоне. Газ тяжелее воздуха в 1.4-1.5 раза, не имеет ни запаха не вкуса. Ar не горючий и не ядовитый, хотя некоторые молодые сварщики боятся применять аргон говоря что но вреден для здоровья. Это не так, сам газ не вреден и не полезен.
Аргон высшего сорта используют для сварки цветных металлов и сплавов таких как сплавы алюминия, титана, хромоникелевые сплавы и т.д. Содержание примесей азота и кислорода в нем минимальны для N – в районе 0,0055 — 0,006%, для О2 – до 0,0006-0,0007 %. Газ высшего сорта стоит дороже и применять его нужно только в тех случаях, когда это обосновано.
Гелий

Этот газ для полуавтомата в чистом виде применяется достаточно редко, потому как стоимость на He неоправданно высокая. Так еще гелий легче воздуха и из-за этого его расход гораздо больше, чем того же аргона. Гелий как и аргон не имеет не цвета ни запаха и тоже бывает двух сортов только называются они по другому.
Первый это высокой чистоты с содержанием гелия до 99,984-99,985%, второй это гелий технический его чистота в районе 99,7-99,8 %. При использовании гелия увеличивается глубина проплавление металла, так как из-за высокой степени ионизации дуга горит с выделением большего количества энергии (эффективнее в 1,4-2 раза по сравнению со сваркой в аргоне).
Применяют гелий при сварке активных (таких как магний, например) или химически чистых металлов (к примеру сплавы на основе алюминия и меди). Применение гелия очень распространено в США и Германии, а вот в странах СНГ применяется редко. Чаше идет в смесях и с аргоном или углекислым газом.
Углекислый газ СО2

Этот газ фаворит для полуавтоматической сварки «черных» (низкоуглеродистых, низколегированных и т.д.) сталей. Это обусловлено тем, что СО2 дешевый и найти его можно даже в отдаленных населённых пунктах.
Углекислый газ имеет слабый, еле уловимый запах (конечно если это хорошо очищенный газ, без конденсата). У газа нет цвета и вкуса, он сильный окислитель. СО2 хорошо растворяется в воде (его также используют в пищевой промышленности для газирования напитков). Иногда и сварщики на производстве используя шланг и пластиковую бутылку делают газировку.
Газ тяжелее воздуха, что хорошо для сварки так как расход газа будет не большой в сравнении с гелием. Единственное нужно обеспечивать хорошее проветривание помещения при длительном проведении сварки, так как газ может скапливаться особенно в низменностях (разных приямках и т.д.). В идеале, конечно, чтобы была вытяжка, но такие системы как правило только на крупных производствах. Двуокись углерода (СО2) уже бывает трех сортов: первый, второй и высший.
Больше всего примесей во втором сорте до 1,2%. Первый сорт содержит примесей не больше 0,4-0,5%, а высший до 0,1-0,2% и применяется уже для ответственных конструкций из стали.
Диоксид углерода (углекислота) набирает в себя влагу, что негативно скажется при сварке. Рекомендуем перед сваркой за час полтора поставить баллон вентилем вниз. Перед сваркой не переворачивая баллон открыть вентиль и выпустить немного газа с влагой. Также можно использовать специальное оборудование для просушки газа – осушитель.
В углекислоте сваривают различные стали с низким и средним содержанием углерода, можно применять при сварке коррозионностойких сталей и чугунов.

Для сварочного полуавтомата Азот используется весьма ограничено, этот газ как правило применяют при сварки меди. Потому что именно по отношению к меди азота является инертным газом. Для большинства же других металлов азот активный газ который растворяется в расплавленном металле тем самым образуя многочисленные дефекты в виде газовых пор. Выпускается 4 сортов: высшего в котором примеси не более 0,1 %. Азот же 1 сорта может содержать примеси до 0,5%, 2 сорта 0,9— 1% принеси. Что касается азота 3-сорта он может содержать до 3% различных примесей. Азот не имеет цвета, ни запаха, ни вкуса он не ядовитый. Для сварки представляется в баллонах чаще всего имеющих объем 40 л. Эти баллоны имеют окрас чёрного цвета, как и баллон углекислоты, с надписью жёлтым «Азот».
Кислород

Кислород является очень активным газом. Сам он не горит, но очень активно поддерживает горение. Для сварки, кислород в чистом виде не применим. Как правило кислород используется лишь в смеси с инертными газами. Кислород не имеет ни запаха, ни вкуса, ни цвета. Выпускают кислород 3 сортов : 1-сорт с содержанием чистого кислорода 99,7-99,8%; 2 сорт — 99,4% — 99,5% и 3 сорт с содержанием примеси до 0,8%. Более подробное использование кислорода рассмотрим в разделе про смеси газов.
Сварочная смесь для полуавтомата

Для полуавтоматической сварки чаще всего используются такие смеси газов как: смесь аргона и гелия, смесь аргона и углекислого газа, смесь аргона и кислорода, а также смесь аргона углекислоты и кислорода в различных процентных соотношениях.
Смесь аргона и кислорода
При содержании кислорода от 1% до 4% в смеси процесс сварки становятся очень стабильным, увеличивается текучесть металла, расплавленного в сварочной ванне. Перенос металла становится мелкокапельным, брызг становится очень мало, а шов получается ровным и красивым. При мелкокапельном переносе металла значительно сокращается расход сварочный проволоки, которая сильно тратиться на разбрызгивание.
Смесь аргона и гелия
Эту смесь используют для сварки активных, цветных металлов и сплавов таких как алюминия, титана и прочих. Данная смесь обеспечивает очень высокий уровень защиты расплавленного металла в сварочной ванне. Оптимальный состав для этой смеси 50% + 50%. Также можно встретить соотношение 60-65% гелия и 35— 40% аргона.
Смесь углекислого газа и кислорода
Подобные смеси на практике не очень часто используются. Оптимальный для них состав это 65-75% углекислого газа и 25-35 % кислорода. При использовании таких смесей, шов формируется несколько лучше чем если использовать чистую углекислоту. Применяется как правило подобной смеси для сварки чёрных стали (углеродистых конструкционных, а также некоторых легированных).
Смесь аргона и углекислого газа
Такая смесь чаще всего используется для сварки углеродистых, низко- и среднелегированных, стали аустенитного класса (нержавейки). Соотношение этой смеси 74— 80% аргона и 20— 26% СО2. При использовании этой смеси обеспечивается очень хорошая защита сварочный дуги и металла.
Также идет очень незначительное разбрызгивание металла. Сварочный шов получается мелкочешуйчатый, а процесс формирования шва стабильный. Эта смесь очень хорошо повышает производительность сварки так как наличие аргона увеличивает мощность сворачивай другие. Благодаря этому свойству процесс идет быстрее.
Расход газа при сварке полуавтоматом
Расход газа при полуавтоматической сварке зависит от нескольких факторов:
- наличие сквозняка;
- свойств газа;
- свойств свариваемого металл;
- тип соединения;
- толщины свариваемых деталей.
Наличие сквозняка— если в помещение есть сквозняк или работы ведутся на открытом воздухе, где есть ветер, газ будет сдувать. Чтобы предотвратить его сдувание нужно увеличивать расход газа. Именно поэтому при наличии сквозняков и работе на открытом воздухе расход газа значительно увеличивается.
Свойства газа— такие газы как гелий и его смеси который легче воздуха, улетучиваются и при их использовании расход достаточно высокий. Если необходимо сократить расход, то лучше выполнять сварку в среде гелия в закрытых камерах или с использованием козырьков.
Свойства свариваемого металла — для сварки цветных металлов, а также их сплавов для обеспечения качественной защиты, чтобы в сварочную ванну не попадали газы из атмосферы применяют параметры с высоким расходом газа.
Тип соединения— от типа сварного соединения напрямую зависит расход газа особенно это видно на соединениях, где необходимо подваливать корень шва или соединение с двусторонней разделкой кромок.
От толщины свариваемых деталей— чем больше толщина свариваемых деталей, тем больше сварочный ток и соответственно больше расход газа. Это необходимо чтобы защитить большую зону сварки, широкую ванну и сварочную дугу.
Область применения
Защитный газ используется как мы уже говорили в механизированной сварки для защиты сварочной дуги и расплава от попадания газов из воздуха. Он используется 80% случаев использования полуавтоматической сварки, 20% это сварка самозащитой порошковой проволокой.
Область применения весьма широка так как данный процесс несложен и очень производителен. Полуавтоматом варят как тонкий металл в автосервисах, потому что ручной сваркой тонкий металл варить очень проблематично. Его легко прожечь. Так и используют на производстве металлоконструкций и крупных изделий.
Там ситуация обратная, швы протяженные, а толщина металла большая. Она применяется там, потому что этот процесс очень производительный и варить длинные швы и толстый металл ручной сваркой получается дорого и долго.
По большей части отличие здесь будут лишь в использовании самих аппаратов. В автосервисе как правило используются дешевые модели, а на производстве применяются дорогостоящая профессиональное оборудование с синергетической системы управления обеспечивающие высокую производительность.
Какой газ используют для сварки полуавтоматом — критерии выбора

Поговорим о критериях выбора газа для полуавтоматической сварки более подробно. На выбор того или иного газа влияет несколько параметров таких как:
- марка материала изделия;
- ответственность соединения;
- экономические показатели.
В большой части марка изделия и определяет использование тех или иных газов или их смесей.
Инертные газы подходит как правило для любых видов сталей, цветных металлов и их сплавов. Применение инертных газов для низкоуглеродистых и низколегированных сталей неоправданно, так эти газа стоят очень дорого.
Для углеродистых, низкоуглеродистой, конструкционных сталей используется углекислота (углекислый газ ), а также смеси СО2 с аргоном, СО2 + аргон +гелий.
При сварки нержавеющих сталей (сталей аустенитного класса), к примеру всем известная «медицинская» сталь – 12Х18Н10Т и близкие с ней свариваются в смеси углекислоты и аргона.
Для сварки цветных металлов таких как алюминий, титан, медь чаще всего используется аргон либо в чистом виде, либо смесь с Не. В чистом виде Не используется редко так как он очень дорогой.
Медь можно сваривать в среде азота. Для цветных металлов не используются смеси содержащей СО2 и кислород.
Ниже приведём таблицу, где наглядно покажем применение тех или иных газов и их смесей для различных видов металлов сплавов.
| Газ | Стали конструкционные (низкоуглеродистые) | Легированные стали (низко-, средне-, высоко-) | Титан, алюминий и их сплавы |
| Со2 (углекислый газ) | Да | Да, с ограничениями | Нет |
| Ar (Аргон) | Да (нецелесообразно) | Да | Да |
| Не (Гелий) | Да (нецелесообразно) | Да | Да |
| Аr + Со2 | Да | Да | Да |
| Аr+О2 | Да | Да, с ограничениями | Нет |
| Со2+О2 | Да | Да, с ограничениями | Нет |
| Аr+Со2+О2 | Да | Да, с ограничениями | Нет |
| Ar+Не | Да (нецелесообразно) | Да | Да |
Какой газ нужен газовой сварки
Зачастую газовую сварку и газы которые в ней применяются путают с полуавтоматической и газами которые применяются для нее. Вкратце расскажем разницу. Газовая сварка выполняется за счёт сгорания горючего газа, а при полуавтоматической же газ используется для защиты, он не горит.
Ацетилен
Чаще всего именно ацетилен используют как сварочный газ для газовой сварки. Этот газ легче воздуха он бесцветный имеет слабый запах. При горении температура пламени ацетилена бывает в районе 2950— 3120 Градусов Цельсия. Ацетилена очень легко воспламеняется даже от статического разряда, потому баллоны с этим газом заполнены пористым веществом который пропитывают ацетоном.
Также его применяют для газовой резки, но реже. Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Природные
Природные газы для сварки применяются гораздо реже нежели ацетилен ввиду их низкой температурой горения, а вот для резки применяются очень часто потому что стоят они недорого по сравнению с тем же ацетиленом. Применение природных газов более безопасно в отличие от ацетилена потому как они менее огнеопасны. Температура их горения значительно ниже, где-то в районе 2100— 2300 Градусов Цельсия.
Водород
Водород является альтернативой ацетилена при газовой сварки . Этот газ не имеет ни цвета, ни вкуса, также не имеет запах, он легче воздуха. Также водород обладает высокой текучестью и взрывоопасность при смеси с воздухом. Для сварки водород используется не в баллонах, а получают в специальных аппаратах для водородной сварки из воды под действием электрического тока.
Применение водорода вместо ацетилена обеспечивает более качественные ровный сварочный шов. Но несмотря на это преимущество данный способ редко применяется на практике. Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Также для работы аппарат водородный сварки требуется электричество, лишая данный способ автономности присущий газовой сварке. Грубо говоря — Если есть электричество зачем получать газ, можно просто заварить ручной сваркой.
Пиролизный
Получают этот газ на крупных нефтеперерабатывающих предприятиях как побочный продукт процессе нефтепереработки. После его получения газ требует определенную очистку и обработку для снижения его химической активности. Его свойства очень близки свойствам природных газов.
Используется для резки металлов, для сварки же достаточно редко ввиду опять же низкой температурой горение.
Влияние на процесс
Защитный газ применяемые для сварки оказывают огромное влияние как на сам процесс, так и на результат — качество сварного соединения. Неправильный выбор газов приведёт либо к многочисленным дефектом, либо к ненужному удорожанию процесса.
Приведём несколько примеров:
Применение аргона или гелия для сварки металлоконструкций из Ст3пс. Сварное соединение получится качественным, но затраты необоснованно высокими. Или же другой пример: сварка титанового сплава ВТ9 в среде углекислого газа. В этом случае финансовые затраты будут минимальны, но соединение будет однозначно бракованным и скорее всего даст трещину еще до того, как сварщик завершит работу.
Преимущества и недостатки газовой среды
Преимуществами при использовании газовой защиты является удешевление процесса так как не требуется использование дополнительных флюсов с газообразующими компонентами. Также это защищает соединение попадание шлаковых включений.
Основными недостатками является наличие громоздкого и не дешевого газового оборудования:
- газовый баллон;
- шланги;
- редукторы и ротаметры;
- смесители;
- газовый подогреватели и осушители
Применять его в условиях монтажа достаточно проблематично. Также условиях монтажа использование газовой защиты осложняется тем, что ее сдувает порывами ветра или сквозняком. А из-за этого образуются дефекты, и дуга горит нестабильно.
Выбираем сварочный защитный газ
Газ активно используется при сварке. В одних случаях он выступает топливом, за счет которого происходит горение факела и расплавление металла. В других случаях он предотвращает взаимодействие уже расплавленного металла с внешней средой. Тогда его роль защитная. Какие бывают виды защитных газов и для сварки каких металлов они подходят, рассмотрим в этой статье.
В этой статье:
Как действует защитный газ

В твердом виде металлы вступают в медленные химические реакции. Например, окисление нелегированной стали кислородом, находящимся в воздухе и воде, может длиться годами. Поэтому ржавчина проступает в виде небольшой точки на поверхности, потом разрастается и только спустя годы появляется сквозная коррозия.
Когда металл расплавляется, он становится открыт для быстрых химических реакций. Например, во многих сталях в составе есть углерод. Это активное вещество, взаимодействующее с кислородом, присутствующим в воздухе. Если при помощи электрической дуги создать сварочную ванну, но никак ее не защитить, молекулы углерода начнут притягиваться к молекулам кислорода, вырываясь из расплавленного металла. Когда ванна застынет, вся поверхность будет пронизана порами. Ни о какой герметичности и прочности соединения здесь не может быть и речи.
Защитный газ при сварке изолирует расплавленный металл от взаимодействия с внешней средой. В результате:
Дополнительная роль защитного газа — охлаждение шва после сварки. Если прекратить подачу смеси сразу при затухании электрической дуги, не до конца застывший металл успеет вступить в реакцию с кислородом и появится кратер. Такая точка на замке кольцевого шва водопроводной трубы станет причиной протечки. Пост подача газа позволяет быстрее остудить стык, продолжая при этом его защиту, и скорее перейти сварщику на следующую задачу.
В каких видах сварки применяются защитные газы
Защитные газы применяются в двух видах сварки:
Отличия по свойствам защитного газа
Защитные газы при сварке бывают инертными и активными. Еще практикуется смешивание их между собой или соединение нескольких инертных газов. Возможны тройные объединения.
Инертные
Инертные — относятся к VIII группе периодической системы Д. Менделеева. Они нейтральны к большинству других химических веществ, поэтому при соприкосновении с расплавленным металлом проявляют пассивность. Газ никак не реагирует на водород, а значит сварочная ванна не бурлит. Это объясняется тем, что молекулы газа насыщены электронами, отталкивающими любые молекулы других веществ, не давая вступать в соединение.
Обозначаются инертные газы в названии сварки буквой "I", что означает Inert. Встречаются в аббревиатурах MIG (Metal Inert Gas) и TIG (Tungsten Inert Gas). Примеры инертных газов — аргон и гелий.
Активные
Активные — способны взаимодействовать с расплавленным металлом, изолируя его при этом от внешней среды. Могут растворяться в сварочной ванне. По свойствам активные газы подразделяются на окислительные (углекислый газ), восстановительные (водород) и газы с выборочной активностью. Последние вступают в реакцию только с определенными металлами, оставаясь к другим нейтральными. Например, азот активен только для алюминия и черных сталей.
Смешанные
Некоторые виды активных и пассивных газов смешиваются, что позволяет улучшать защиту сварочной ванны и облегчать наложение шва. Такие смеси обозначаются как MIX и содействуют:
Один из самых распространенных примеров смеси — 80% аргона и 20% углекислоты. Иногда бывает 75/25%. Его используют для полуавтоматической сварки черных металлов.
Другие миксы состоят только из инертных газов. Смешиванию подвергаются аргон и гелий (40/60% или 35/65%), благодаря чему сварочная ванна защищена еще лучше. Такой микс содействует выделению тепла в зоне сварки, повышая глубину провара.
Какой конкретно газ выбирать для сварки и резки
Рассмотрим распространенные сварочные защитные газы, их свойства и применение, что упростит выбор для конкретной задачи.
Аргон (Ar)

Инертный газ, остающийся пассивным ко всем видам металлов. Не имеет запаха и цвета. Поставляется в серых баллонах с зеленой надписью. Чаще всего используется при аргонодуговой и полуавтоматической сварке легированных сталей, тугоплавких металлов, алюминия, меди. Как микс подходит для сварки углеродистых и малоуглеродистых сталей. Аргон тяжелее воздуха на 38%, поэтому эффективно вытесняет его из сварочной ванны, чем обеспечивает надежную защиту.
Углекислый газ (СО2)

Активный газ, без цвета и запаха, но с кислым вкусом. Не ядовит, растворяется в воде, взаимодействует с кислородом. Тяжелее воздуха, поэтому надежно изолирует расплавленный металл. Поставляется в черных баллонах с желтой надписью. Задействуется в полуавтоматической сварке MAG. Привлекателен низкой ценой, но выделяется повышенным разбрызгиванием металла и менее стабильной электрической дугой. При сварке с использованием углекислоты раздается характерный треск.
Чаще всего используется для кузовного ремонта, холодной посадки частей машины и пр. Хорошее качество шва обеспечивается применением углекислого газа 1 сорта. В нем нет азотной кислоты, спирта, эфиров и аммиака. Допускается использование пищевой углекислоты или газа 2 сорта, но из-за увеличенного содержания водяных паров снижаются пластические свойства стали и возможна повышенная пористость шва. Для соединения низколегированных и малоуглеродистых сталей можно подключать баллоны со смесью 30% кислорода и 70% углекислоты, но тогда окисляющие процессы увеличиваются.
Гелий (Не)

Инертный газ, поставляемый в коричневых баллонах с белой надписью. Чистый гелий легче воздуха, поэтому для полноценной защиты сварочной ванны понадобится большой расход. Зато гелий содействует лучшему проплавлению за счет повышенного тепловложения. Подходит для сварки толстых легированных сталей и химически активных металлов. Но стоит чистый гелий дорого и применяется только на специфических производствах. Чаще оправдано использование смеси гелия с аргоном в пропорции 60/40%.

Газ без запаха и цвета. Вещество не горит, не поддерживает горение. Поставляется в черных баллонах с желтой надписью. По ГОСТу 9293-59 бывает 4-х сортов, с содержанием от 96 до 99.5%, остальное — кислород. Подходит для сварки меди.

Активный, бесцветный, негорючий газ. Поставляется в синих баллонах с черной надписью. В чистом виде используется только для газопламенной резки и газовой сварки, поскольку активно поддерживает горение.
Для электросварки подается в качестве смеси с углекислотой или тройной смеси с углекислотой и аргоном. Содействует повышению тепловложения на поверхности материала, из-за чего форма проплавления становится не клиновидной, а в виде "гвоздя со шляпкой". Добавка кислорода улучшает капельный перенос металла. Подходит для сварки черных тонких металлов.

Активный газ, без запаха, цвета, поставляемый в зеленых баллонах с красной надписью. Используется при сварке только в смесях. Концентрация не превышает 10%. Применяется при сварке аустенитной нержавеющей стали. Смеси, где содержание водорода достигает 30-40%, подходят для плазменной резки нержавеющей стали, повышая мощность дуги и снижая количество нависающего на краях шлака.
При сварке чистой углекислотой дуга может немного гулять, повышается разбрызгивание металла. Аналогичный процесс в среде аргона и углекислоты проходит гораздо спокойнее, но стоит микс дороже. Для ответственных швов рекомендуем использовать защитный газ Ar+CO₂, а приварить пороги авто можно и дешевой углекислотой.
Баллоны с защитным газом бывают емкостью от 10 до 40 литров. Чем больше емкость, тем реже придется менять баллон при активной сварке. Но с увеличением вместимости, возрастает и вес. Например, баллон аргона 40 литров весит более 80 кг. Часто переставлять его неудобно, поэтому большие баллоны подходят только для стационарного рабочего места. Для выездной деятельности лучше купить баллон 10 л.
Покупая сварочный баллон, проверьте дату следующего технического освидетельствования. Она не должна быть просрочена. При обмене пустого баллона на полный в специализированном пункте, смотрите тоже на дату ТО, но дополнительно оцените латунный вентиль. Он не должен быть погнут (иногда такое бывает от падения). Посмотрите на резьбу, куда будете прикручивать редуктор. Она не должна быть побита, иначе гайка не накрутится. Транспортировку баллона (пустого или полного) осуществляйте в защитном колпаке на вентиле.
Для каждого металла эти показатели разные. Для сварки черных или нержавеющих сталей настройте 0.5 с предпродувку и 5 с постродувку.
Если речь идет о защитных газах при сварке, которые не горят (углекислота, аргон, микс, гелий), то обязательного расстояния, на которое должны быть удалены баллоны нет. Но падающие искры на редуктор, манометр, газовый шланг вряд ли пойдут на пользу оборудованию, поэтому располагайте баллон на дистанции 2-3 м. Это поможет не толкнуть его случайно при перемещении сварщика по рабочему месту.
Выбор защитного газа для сварки
Работники авторемонтных мастерских, монтажники и другие специалисты по сварочным работам в ходе сварки нередко применяют природный газ и разнообразные газовые смеси. О том, какие бывают газы, об их особенностях и свойствах вы узнаете из нашей статьи. Мы приведем также рекомендации по выбору и использованию того или иного защитного газа при разных методах сварки и в зависимости от свариваемого материала.
Содержание
Для чего нужны защитные газы при сварке и резке
Защитный газ является немаловажным компонентом, обеспечивающим производительность и достойное качество сварочного процесса. Наименование защитного газа говорит само за себя, он нужен для защиты твердеющего расплавленного сварочного шва от окисления, а также от имеющейся в воздухе влаги и примесей, способных снизить устойчивость шва к коррозийным процессам, привести к возникновению пор и ослабить прочность шва, повлияв на геометрию сварного соединения. К тому же защитный газ охлаждает сварочный пистолет.
Какие типы газов для сварки и резки используются: их свойства и особенности применения
В качестве защитных газов, применяемых для сварки, используются инертные и активные газы, а также их смеси.
1. Инертные газы для сварки. Инертными именуются газы, которые не способны к химическим реакциям и практически не растворяются в металлах. Атомы таких газов наделены наружными электронными оболочками, заполненными электронами, чем и объясняется их химическая инертность. К ним относятся аргон, гелий и их смеси.
Аргон (Ar) — инертный газ, не вступающий в химические реакции с расплавленным металлом и иными газами в зоне горения дуги. К достоинствам этого инертного газа относится то, что он на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой. Чаще всего Ar применяется в качестве защитного газа в процессе аргонодуговой TIG сварки, MIG/MAG сварки. Примеры свариваемых металлов при помощи аргона и особенности применения приведены ниже в таблице 1.
Аргон как защитный газ востребован:
- в строительстве и машиностроении (при сварке деталей из высоколегированной стали; оперативная резка металлов, включая и толстые листы тугоплавких металлов);
- в горнодобывающей промышленности и металлургии (выплавка металлов; удаление газовых включений из жидкой стали).
Гелий (He) как и Ar является химически инертным, но отличается от него тем, что гораздо легче воздуха, что делает защиту сварочной ванны более сложным процессом, требующим больших затрат защитного газа. Гелий применяется как инертный защитный газ в ходе сварки нержавеющих сталей, цветных металлов и сплавов, активных и химически чистых материалов. Он обеспечивает повышенное проплавление, в связи с чем, иногда используется с целью проплавления толстых металлических листов или получения шва специальной формы. Но из-за повышенного расхода и высокой стоимости гелия в сравнении с аргоном сфера его применения достаточно ограничена.
Гелий (He) как защитный газ используется:
- при сварке нержавеющих сталей, цветных металлов и сплавов, химически чистых и активных материалов.
1.1. Инертные газовые смеси включают обычно аргон и гелий. Имея большую плотность, чем гелий, такие смеси обеспечивают более надежную защиту металла сварочной ванны от воздуха.
Если необходимо сварить химически активные металлы часто применяют инертную смесь, содержащую 60—65 об. % He, 40-35 об. % Ar. Инертные газовые смеси заметно дороже чистого аргона, но обеспечивают более интенсивное выделение теплоты электрической дуги в месте сварки. Это является значимым при полуавтоматической сварке металлов, характеризующихся высокой теплопроводностью.
2. Активные газы для сварки. Это газы, обеспечивающие защиту сварки от доступа воздуха и при этом вступающие в химические реакции со свариваемым металлом или физически растворяющиеся в нем.
Углекислый газ (CO2) (двуокись углерода) является бесцветным не ядовитым газом, растворимым в воде, он тяжелее воздуха. Газ углекислый для сварки не должен иметь минеральных масел, глицерина, сероводорода, соляной, серной и азотной кислоты, спирта, эфиров, аммиака, органических кислот и воды. Из-за редкости сварочной углекислоты 1 сорта для сварки применяется сварочная углекислота 2 сорта и пищевая углекислота. Но, повышенное содержание водяных паров в такой углекислоте при сварке ведет к возникновению пор в швах и снижению пластических свойств сварного соединения.
В сварочном процессе может использоваться и твердая двуокись углерода, соответствующая ГОСТ 12162—66 двух марок — пищевая и техническая. При сварке низкоуглеродистых и низколегированных конструкционных сталей применяется так же газовая смесь углекислого газа с кислородом (СО2 + + О2). Используют смесь, которая включает 30 об. % кислорода. Смесь СО2 + О2 оказывает более интенсивное окисляющее действие на жидкий металл, в отличие от чистого углекислого газа.
Углекислый газ в качестве защитного применяется:
- в строительстве и машиностроении (электросварка; процессы тонкой заточки, холодная посадка частей машин)
Кислород (O) включен в газовые смеси СО2 + О2 и Аr + О2. Это бесцветный газ, не имеющий запаха, поддерживающий горение. В случае охлаждения до температуры -183 гр. Цельсия кислород превращается в подвижную жидкость голубого цвета, а при температуре -219 гр. Цельсия замерзает. Кислород гарантирует очень широкий профиль сварного шва, характеризующийся неглубоким проплавлением, а также обеспечивает высокое тепловложение на металлической поверхности. Кислородо-аргонные смеси отличаются особым профилем проплавления сварочного шва, напоминающим «шляпку гвоздя».
Кислород как защитный газ бывает необходим:
- в строительстве и машиностроении (кислородно-ацетиленовая газорезка и газосварка металлов, наплавка и напыление металлов, плазменный раскрой металлов)
Водород (H) не имеет цвета, запаха и является горючим газом. Водород не подходит для мартенситных или ферритных сталей из-за образования трещин, он может использоваться в концентрации от 30 до 40% с целью плазменной резки нержавеющей стали - для повышения мощности и уменьшения шлака.
- Водород нашел применение при атомно-водородной сварке.
Азот (N) - газ без цвета и запаха, который не горит и не поддерживает горение. В соответствии с ГОСТом 9293—59, азот бывает четырех сортов: электровакуумный, газообразный газообразный 1-го сорта, газообразный 2-го сорта и жидкий. Включение азота в этих сортах должно быть соответственно не менее об.%: 99,5; 99,9; 99 и 96. Главной примесью в каждом из них является кислород.
Азот в качестве защитного газа чаще всего используется:
2.1. Смеси инертных и активных газов все чаще используются в процессе сварки плавящимся электродом сталей различных классов по причине их технологических преимуществ. К ним относятся:
- высокая стабильность дуги, благоприятный характер переноса электродного металла через дугу,
- меньшая, если сравнивать с активными газами степень химического воздействия на металлическую поверхность сварочной ванны.
Добавка к аргону незначительного количества кислорода либо иного окислительного газа существенно увеличивает устойчивость горения дуги, и улучшает качество образования сварных соединений. Кислород в атмосфере дуги обеспечивает мелкокапельный перенос электродного металла.
Выбор газа для определенного типа свариваемого металла
Какой газ используется при сварке того или иного металла, один из самых часто встречаемых вопросов новичков в сварке на тематических форумах. Примеры применения разнообразных защитных газов и газовых смесей для сварки различных металлов приведены в таблице.
Грамотно определив тип защитного газа, вы обеспечите оперативность и качество сварки, а также гарантируете отличное сварное соединение и глубину проплавления, повысите надежность созданного шва и качество детали. Выбор подходящего защитного газа и его качество значительно влияют на расход сварочных материалов, труд исполнителя сварки и на исправление дефектов и итоговую обработку сварочного соединения.
Если у Вас имеются какие-либо вопросы по теме, рекомендуем найти самую актуальную информацию на нашем сайте, или напрямую обратиться к консультантам компании Тиберис.
Особенности и преимущества газовой сварки

Опыты по сварке и резке металлов с помощью горючих газов впервые были проведены в конце XIX века. В 1895 г. Анри Луи Шателье продемонстрировал высокотемпературное пламя, полученное им при горении ацетилена в кислороде. Температура пламени достигала 3000 градусов Цельсия. Этому успеху предшествовало открытие способа получения карбида кальция из известняка и угля.
Благодаря целому ряду уникальных возможностей, газовая резка и сварка металлов получили широкое распространение, несмотря на уже известную в то время электросварку. Сильно милитаризованный мир начала XX столетия пришёл в восторг от возможности сварки и резки металлов под водой. Уже в 1917 г. подводная кислородная резка была поставлена на службы военно-морских ведомств Англии и Америки.
Россия впервые увидела газовую сварку на демонстрационных опытах в Московском техническом училище в 1906 году. Сварка была по достоинству оценена благодаря небольшой стоимости и простоте аппаратуры. Широкое применение такого способа соединения металлов сдерживалось только небольшими объёмами производства карбида кальция в стране.
Физико-химические основы газовой сварки
Виды сварки, использующие тепловую энергию, относятся к термическому классу. В этот класс входит и газовая сварка. Кромки соединяемых деталей располагаются параллельно и плавятся до образования сварочной ванны, где происходит соединение их материалов. После остывания расплава образуется единое целое, что и является сварочным швом.
Нагрев и плавление металлов происходит под воздействием теплоты, выделяющейся из горелки в результате реакции окисления между ацетиленом и кислородом.
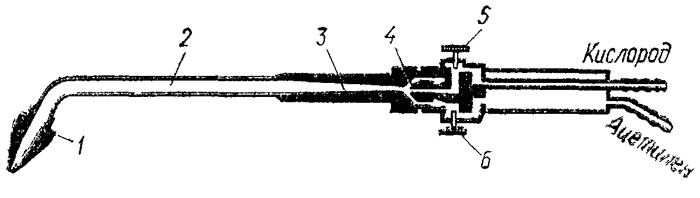
Эскиз горелки: 1 — мундштук; 2 — сменный наконечник; 3 — смесительная камера; 4 — инжектор; 5 — кислородный вентиль; 6 — ацетиленовый вентиль
С точки зрения кинетики химических и диффузионных процессов, сварка металлов плавлением является высокотемпературным процессом, который активирует химические реакции между металлом, средой, шлаками и создаёт условия для диффузионных процессов соединения металлов. Атомы и молекулы металлов входят в тесное соприкосновение и образуют новые молекулы, из которых состоит материал сварного шва.
Замечательной особенностью этого вновь образованного материала сварного шва является то, что его прочность, зачастую, бывает выше прочности исходных материалов. Это качество подтверждено как лабораторными физическими исследованиями, так и реальными фактами разрушения материала около шва в то время, как шов остаётся целым.
Для надёжного ведения газосварочных работ необходимо выполнение условия двукратного превышения температуры горения газа над температурой плавления металла. Такие условия можно создать только с помощью ацетилена, имеющего температуру горения 3150 0 С. Этот газ позволяет варить практически все виды стали. Говорить о преимуществах и недостатках этого вида сварки можно только с учётом свойств газов, задействованных в процессе.
Какой газ подходит для сварки
Кислород получают из воздуха методом криогенной ректификации. По качеству кислород принято делить на три сорта в зависимости от наличия примесей:
1-й сорт содержит 99,7% кислорода;
2-й сорт содержит 99,5% кислорода;
3-й сорт содержит 99,2% кислорода.
Разница в процентном содержании может показаться незначительной, но это не так. Сорт очень важен, особенно при резке металлов. Даже незначительное уменьшение содержания кислорода снижает скорость резания и увеличивает расход газа. Чаще всего, кислород к месту работы доставляют в баллонах под давлением 150 – 165 атм.
Существует два способа ведения работ с использованием ацетилена. В первом случае его получают на месте проведения работ в специальном устройстве. Реактивами служат карбид кальция и вода. Однако большее распространение получил способ доставки готового ацетилена к месту работ.
Баллонная доставка ацетилена отличается от доставки большинства других газов. Эта особенность обусловлена чрезвычайной взрывоопасностью этого газа. Заполненные активированным углём баллоны пропитывают ацетоном. Такой приём позволяет снизить взрывоопасность до приемлемого уровня. Обычно используются баллоны объёмом 40 литров, из которых в нормальных условиях получают 4,5 м 3 газа.
Другие газы
Другие газы используют исключительно по причине дороговизны ацетилена. В качестве заменителей чаще всего используют или пропан, или пропанобутановую смесь. Эти газы обладают высокой теплотворной способностью, но потребляют в три раза больше кислорода, что сводит экономический эффект от их применения почти до нуля. Цветные металлы, имеющие более низкую температуру плавления, свариваются пропаном со значительной экономией.
Гораздо реже используют другие заменители ацетилена, так как они имеют ещё более низкую температуру сгорания. Но не стоит сбрасывать их со счетов. Существует масса конкретных случаев, где их применение вполне оправдано.
Преимущества и недостатки газовой сварки
Основное преимущество, которое способствовало широчайшему внедрению газовой сварки – её простота. Список необходимого оборудования краток, что делает этот вид сварки незаменимым для неспециализированных производств. Попробуйте найти на сельской ферме электросеть достаточной мощности, сварочный генератор, специалиста для его профилактики и ремонта и ещё много чего. А пару баллонов с газом и резак всегда можно прикатить вручную в любую точку села.
Простота метода заключается не только в простоте оборудования, но и в простоте ведения сварки. Регулируя количество газа, проходящего через горелку и её наклон, можно менять скорость и площадь нагрева, задавая различные режимы сварки.
К недостаткам относят высокую стоимость ацетилена, низкую производительность его заменителей, которая обусловлена небольшой скоростью прогрева металла. Повышению себестоимости работ способствует, неизбежно, большая площадь нагрева металла. Не следует упускать из виду и значительную взрывоопасность процесса.
Совокупность положительных и отрицательных качеств газовой сварки и определяет выбор технологов при различных условиях ведения работ. Можно с уверенностью сказать, что газовая сварка прочно вошла в технологические процессы и вряд ли сдаст свои позиции в ближайшее время.
Практическое применение газовой сварки
Проще было бы сказать о том, где не применяется газовая сварка. Это универсальный метод и область его применения ограничена только соображениями рентабельности. Есть место, где эту разновидность сварки можно считать незаменимой – это кузовной ремонт и прочие места, где варят очень тонкую листовую сталь.
Традиционно этому виду сварки отдают предпочтение при:
монтаже труб диаметром до 50 мм.;
сварке цветных металлов (алюминия, меди) и их сплавов;
сварке чугунных изделий.
С её помощью можно легко устранять дефекты чугунного, латунного и бронзового литья. Для этого применяют газовую сварку с чугунными, латунными и бронзовыми прутками. Она используется для наплавки твёрдых сплавов. Простота метода обусловила его широкое применение при ремонтных работах, в сельском хозяйстве и строительно-монтажных работах.
Технология и способы ведения газовой сварки
Технологический процесс газовой сварки предусматривает чистку краёв свариваемых деталей. Края освобождаются от мусора, грязи, окалины, шлака и зачищаются металлическими щётками. Для предотвращения деформации металла в процессе сварки предусматривают предварительную прихватку вдоль шва.
На следующем этапе подготовки подбирают горелку по мощности. Понятно, что более толстому металлу будет соответствовать более мощная горелка. Мощность горелки определяется её способностью пропускать то или иное количество газа в единицу времени.
Существует два основных способа газовой сварки: левый и правый. Левым способом сваривают металлы толщиной до 3 мм. Горелку ведут справа налево. Присадочная проволока, диаметром равная половине толщине металла плюс 1 мм., должна быть впереди горелки. Это самый распространённый способ, т.к. в этом случае сварщик хорошо видит шов и, естественно, внешний вид шва получается лучше.
При правом способе сварки горелка движется слева направо, и вслед за ней движется присадочный пруток, диаметром равный половине толщины металла. Этим способом варят листы толщиною более 3 мм. Движение горелки сопровождается поперечными колебаниями, что позволяет лучше прогреть шов. Ввиду того, что пламя горелки направлено в сторону остывающей сварочной ванны, металл лучше защищен от окисления. Сварочный шов получается не такой красивый, как при левом способе, но более качественный.
Как вы могли заметить, нет однозначного превосходства одного способа сварки над другим. Выбор зависит от многих факторов и ставит перед технологами непростую задачу. Кроме способа ведения горелки, технологи должны задать способ сварки.
Сквозной валик
Это наиболее простой и часто используемый способ. Соединяемые листы располагают с зазором равным половине толщины металла. Далее происходит оплавление кромки до появления сквозного отверстия. Затем его заливают расплавленным металлом кромки.
Газовая сварка ванночками
Используется для соединения углов и стыках при толщине металла не более 3 мм. Данный метод предусматривает применение присадочного прутка или проволоки. На шве создают сварочную ванну и вводят в неё присадочный пруток. После расплавления небольшой части прутка его переводят в тёмную часть пламени, которая обладает восстановительными свойствами.
При этом горелка перемещается на новый участок шва круговым движением, где образуется новая ванночка, перекрывающая предыдущую на треть диаметра. Этот способ показывает хорошие результаты при сварке тонких листов и труб из малоуглеродистой и низколегированной стали.
Многослойная газовая сварка
Применяется только для сварки ответственных изделий. Очень высокого качества, но требует больших затрат времени и газа. Преимущества заключаются в меньшей зоне нагрева металла, отжиге нижних слоёв во время сварки последующих. Проводится сварка короткими участками с очисткой каждого предыдущего слоя от окалины. Для повышения качества шва каждый предыдущий слой может проковываться перед наложением следующего.
Оборудование для газовой сварки
Газовая горелка

Основным рабочим инструментом газосварщика является газовая горелка. Средняя часть горелки имеет два вентиля для регулировки подачи горючего газа и кислорода. Для исключения возможности открытия ненужного вентиля, на них имеются выпуклые надписи. Кроме того, они окрашиваются в разные цвета. С одной стороны к средней части (через уплотнительное кольцо) подсоединяется наконечник с мундштуком, с другой стороны - два штуцера, предназначенные для подключения шлангов подачи кислорода и ацетилена.
Конструктивно горелки могут быть выполнены как инжекторными, так и безинжекторными. Встречаются следующие разновидности горелок:
однопламенные и многопламенные.
По мощности горелки разделяют на горелки малой, средней и большой мощности. Горелки большой мощности используются крайне редко. Горелки малой мощности получили самое большое распространение. Ими варят листы металла толщиной от 0,2 до 7 мм. Листы металла толщиной от 0,5 и до 30 мм. варятся с помощью горелок средней мощности. Для получения наилучших показателей по рентабельности и производительности горелки малой мощности комплектуются четырьмя видами насадок, а горелки средней мощности имеют семь видов насадок.
Существует особый класс микромощных горелок, но они очень специфичны и используются крайне редко. Новые образцы горелок могут быть оборудованы устройством пьезоподжига.
На сайте производителя КЕДР Вы можете ознакомиться с каталогом газовых горелок и сделать правильный выбор.
Газовые резаки

По принципу действия газовые резаки мало отличаются от горелок, но имеют некоторые конструктивные отличия. В отличие от обычной горелки, резак имеет два отдельных канала подачи горючего газа и кислорода. На каждом канале имеется регулировочный вентиль, с помощью которого можно управлять режимами работы резака: разогревом либо резкой.
Большинство пользователей сходятся во мнении о том, что газовая резка металла – самый удобный и экономичный способ. В сравнении с ним проигрывают даже современные сварочные инверторы. В связи с большой стоимостью ацетилена, большую популярность как у профессионалов, так и у домашних умельцев всё больше приобретает резка металла пропаном.
Пропан – доступный и дешёвый газ в совокупности с недорогим пропановым резаком стали незаменимыми помощниками при раскрое листовых заготовок и для работ по демонтажу металлических конструкций.
С газовыми резаками производства компании «Кедр» можно ознакомиться в каталоге. Здесь же можно получить профессиональную консультацию, сделать свой выбор и оформить заказ.
Горелки и резаки от компании «Кедр» и другое газосварочное оборудование отличаются длительным сроком службы, надёжной работой и особым удобством в обращении. Этот результат достигнут при тесном сотрудничестве со специалистами отдела эргономических исследований нашей компании. Кроме доступной цены и высокого качества, мы предлагаем лучшие условия при оплате и доставке по Москве и всей России.
Читайте также: