Какой способ сварки рекомендуется применять при монтаже соединений железобетонных конструкций
Обновлено: 20.09.2024
1.2. Руководящие технологические материалы содержат требования по технологии сварки соединений арматуры между собой и с плоскими элементами проката при изготовлении арматурных изделий (сеток, каркасов, стыковых соединений стержней) и закладных изделий, а также при монтаже элементов сборных и возведении монолитных железобетонных конструкций. Устанавливают методы и объемы контроля качества сварных соединений.
Конструкции сварных соединений, класс и марка арматурной стали и металлопроката должны быть указаны в проектной документации.
1.4. Способы и технологию сварки, а также область применения арматуры различных классов и марок стали с учетом эксплуатационных качеств сварных соединений надлежит выбирать, пользуясь табл. 1.1 и приложением 2 настоящих РТМ.
1.5. При производстве работ по сварке соединений арматуры и закладных изделий железобетонных конструкций должны выполняться требования, предусмотренные главами СНиП по проектированию, производству работ и приемке сборных и монолитных железобетонных конструкций, а также главами СНиП по организации строительства и технике безопасности в строительстве, Правилами пожарной безопасности при производстве строительно-монтажных работ и другими нормативными документами, утвержденными и согласованными в установленном порядке.
1.7. Защита сварных арматурных и закладных изделий железобетонных конструкций от коррозии должна производиться в соответствии с требованиями, предусмотренными главой СНиП 2.03.11.
1.8. Выбор типов конструкций и способов сварки соединений арматуры и элементов закладных изделий следует осуществлять из условия:
а) применения сварных соединений и технологии сварки, обеспечивающих наиболее высокие эксплуатационные качества и полное использование механических свойств арматурной стали;
б) максимально возможного сокращения материальных и трудовых затрат на выполнение сварных соединений путем применения:
1.9. В заводских условиях при изготовлении сварных арматурных сеток, каркасов и сварке стыковых соединений стержней следует применять преимущественно контактную точечную и стыковую сварку, а при изготовлении закладных изделий - механизированную сварку под флюсом и контактную рельефную сварку.
При отсутствии необходимого сварочного оборудования допускается выполнять в заводских условиях крестообразные, стыковые, нахлесточные и тавровые соединения арматуры, применяя перечисленные в настоящих РТМ способы дуговой сварки.
1.10. При монтаже арматурных изделий и сборных железобетонных конструкций в первую очередь должны применяться механизированные способы сварки, обеспечивающие возможность неразрушающего контроля качества сварных соединений (например, ультразвуковой дефектоскопии).
1.12. Руководство сварочными работами и обеспечение технологических условий сварки, включающих правильность и рациональное применение стали, сварочных материалов, выбор оборудования и наладку режимов, контроль на всех стадиях выполнения работ и документальное фиксирование вплоть до сдачи объекта, осуществляет инженер (техник) по сварке или лицо, назначенное на указанную работу (мастер, прораб).
Инженерно-технический персонал обязан один раз в год проходить аттестацию по официально утвержденной строительным министерством (концерном) программе.
1.13. К работам по изготовлению сварных соединений арматуры и закладных изделий допускаются сварщики, прошедшие теоретическое и практическое обучение по сварке, соответствующих профилю их работы и имеющие удостоверения на право производства данных работ.
1.14. Условия сварки соединений с указанием фамилии сварщиков следует фиксировать в типовом журнале сварочных работ.
1.15. Не допускается сварка с использованием неисправного оборудования, при ненадежных электрических сетях, перебоях в подаче электроэнергии, а также при колебаниях напряжения в сети более 5% оптимальной величины, последние два условия должны соблюдаться особенно строго при ванной и ванно-шовной сварке стыковых соединений арматуры.
1.16. Сварочное оборудование и источники питания дуги должны каждые полгода подвергаться паспортизации. Эксплуатация сварочного оборудования, не имеющего паспорта или с просроченным сроком паспортизации не допускается.
Основные сведения по эксплуатации сварочного оборудования и формы документации приведены в приложении 3.
2. Арматурная сталь для железобетонных конструкций
Для армирования железобетонных конструкций различного назначения применяют стержневую арматуру и арматурную проволоку гладкого и периодического профиля, используемую при изготовлении сварных арматурных сеток, каркасов, закладных изделий и стержней, сваренных в мерные линейные изделия для обычных и предварительно напряженных конструкций.
Соединение элементов железобетонных конструкций между собой осуществляют через выпуски арматуры и закладные изделия, используя технологический процесс сварки, в котором следует учитывать особенности химического состава стали, масштабный фактор, условия выполнения работ и др.
2.1. Стержневая арматурная сталь
По механическим свойствам стержневая арматурная сталь подразделяется на классы, обозначаемые римскими цифрами от I до VII (после буквенных символов соответственно для горячекатаной арматурной стали - А, для термомеханически упрочненной - Ат). Осуществляемым переходом на новое обозначение в соответствии с международными в обозначении арматурной стали отражают ее класс прочности в виде установленного стандартами нормируемого значения условного или физического предела текучести вВ зависимости от эксплуатационных характеристик арматуры в обозначении термомеханически упрочненной арматурной стали свариваемой присваивается индекс С, стойкой против коррозионного растрескивания - индекс К (например, Ат-IVС, Ат-600К и т.п. ).
На предприятиях строительной индустрии стержневую арматурную сталь классов А-III и Ат-IIIС нередко упрочняют вытяжкой для повышения ее прочностных характеристик (при некотором снижении пластических свойств). Упрочнение вытяжкой производят до контролируемого удлинения и контролируемого напряжения не менее 5402.1.3. Механические свойства горячекатаной стержневой арматурной стали приведены в табл. 2.1, термомеханически упрочненной - в табл. 2.2; геометрические и физические параметры арматуры - в табл. 2.3, ее химический состав - в табл. 2.4 и 2.5.
2.1.4. Правила приемки и методы испытаний арматурной стали на растяжение регламентируются ГОСТ 12004-81 (6), методы испытания на изгиб - ГОСТ 14019-80 (7).
Арматурную сталь класса A-I изготовляют гладкой, а классов А-II и выше - периодического профиля. По требованию потребителя горячекатаную стержневую арматурную сталь классов А-II, А-III, А-IV и А-V изготовляют гладкой.
Арматурная сталь класса А-II имеет профиль согласно Рис. 2.1,а; горячекатаная классов А-II - А-VI и термомеханически упрочненная классов Ат-IIIС - Ат-VII - согласно рис. 2.1,б (ГОСТ 5781-82).
Какой способ сварки рекомендуется применять при монтаже соединений железобетонных конструкций
Для сваренной встык арматуры, изгибаемой после сварки, минимальный диаметр загиба должен быть >= 10d.
10.3.5. Арматура, арматурные, закладные и соединительные изделия должны поступать на объект с документом о качестве (паспортом, сертификатом) завода-изготовителя.
10.3.6. Для обеспечения требуемых проектом параметров армирования перед укладкой арматуры и сборкой элементов железобетонных конструкций необходимо установить соответствие классов и диаметров стержневой арматуры, марок стали и толщин плоских элементов закладных изделий и соединительных деталей, размеров и точности сборки сопрягаемых элементов, а перед сваркой - размеров и точности подготовки сопрягаемых стержней чертежам марки КЖ проекта и требованиям ГОСТ 14098, ГОСТ 10922, а также данным, приведенным в [5] и [6].
10.3.7. Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение. Конструкции с закладными и соединительными изделиями, нахлесточные соединения, скобы-накладки и арматурные накладки следует собирать на прихватках с применением тех же сварочных материалов, что и основные швы. Прихватки следует располагать в местах последующего наложения сварных швов. Запрещается сборка и сварка арматурных стержней конструкций, удерживаемых краном.
10.3.8. При сборке конструкций и укладке арматуры в монолитном бетоне не разрешается обрезка концов стержней и разделка их кромок перед сваркой электрической дугой.
10.3.9. Длина выпусков арматурных стержней из бетона конструкций должна быть не менее 150 мм при регламентированных нормативными документами зазорах и не менее 100 мм при применении одной вставки длиной не менее 80 мм в случае их превышения. Вставки следует изготовлять из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками превышение зазора должно быть компенсировано соответствующим увеличением длины накладок.
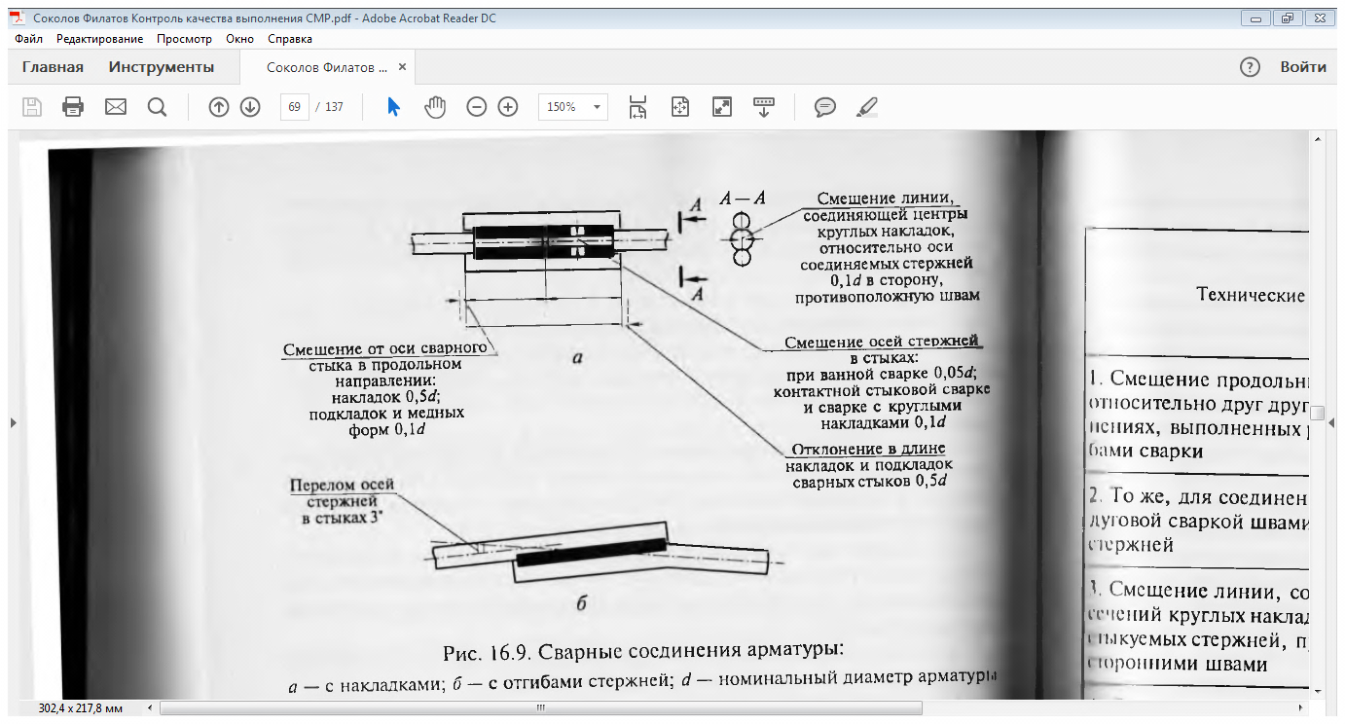
10.3.10. После сборки под сварку несоосность стыкуемых арматурных стержней, переломы их осей, смещения и отклонения размеров элементов сварных соединений должны соответствовать требованиям ГОСТ 10922. Отгиб стержней для обеспечения их соосности следует осуществлять в холодном состоянии. Допускается осуществлять нагрев до температуры 600 - 800 °C по специальной технологической карте.
10.3.11. Требования к способу подогрева, оборудованию и контролю температуры должны содержаться в технологическом регламенте (картах) к ППСР.
10.3.12. Перед сваркой (ванной, многослойными или протяженными швами) арматурные стержни в месте соединения следует зачищать на длине, превышающей на 10 - 15 мм сварной шов или стык.
10.3.13. Для ручной дуговой сварки следует использовать источники постоянного сварочного тока универсальные или с падающей характеристикой и сварочные трансформаторы или инверторы на токи до 500 А, а для механизированных способов сварки - источники постоянного сварочного тока универсальные или с жесткой характеристикой до 500 А и специализированные или модернизированные полуавтоматы общего назначения.
10.3.14. Конструкции сварных соединений стержневой арматуры, их типы и способы выполнения в зависимости от условий эксплуатации, класса и марки свариваемой стали, диаметра и пространственного положения при сварке, а также предельные отклонения размеров выполненных швов должны соответствовать требованиям проекта, ГОСТ 14098, ГОСТ 10922, а также данным [5] и [6].
10.3.15. Режимы, сварочные материалы, техника, технология сварки арматуры, арматурных и закладных изделий должны соответствовать [5] и ППСР.
10.3.16. Рекомендуемые типы электродов для ручной дуговой сварки основных классов арматуры приведены в таблице 10.5, а марки сварочных проволок для механизированных способов сварки и других классов арматуры - в [5] и [6].
Сварочные работы и стыковые соединения при монтаже железобетонных конструкций
1. Сварка стыков арматуры и закладных частей сборных железобетонных конструкций должна выполняться электродами с качественными покрытиями. Типы электродов указываются в проекте. Не допускается применение электродов с меловой обмазкой, а также не имеющих сертификатов.
2. Выпуски арматуры и закладные части следует тщательно очищать от краски, ржавчины, снега, льда и грязи непосредственно перед наложением швов.
3. До начала сварочных работ следует производить проверку правильности установки элементов конструкций и положения свариваемых деталей.
4. Прихватки сварных соединений следует производить электродами тех же марок и с теми же покрытиями, которые предусмотрены для сварки.
5. Сварка соединений с деталями из малоуглеродистых сталей (класс I, марка — Ст. 3) допускается при температуре воздуха не ниже минус 30° С, а из среднеуглеродистых (класс II, марка —Ст. 5 и 18Г2С) и низколегированных сталей — не ниже минус 20° С. Для сварочных работ при более низких температурах наружного воздуха должны применяться меры по сохранению на рабочем месте сварщика температуры воздуха не ниже указанных пределов. Электрошлаковая сварка для сталей всех марок допускается при любой температуре.
6. По окончании сварки все швы и места сварки должны быть зачищены, а сварные соединения тщательно покрыты антикоррозионным составом, указанным в проекте. Открытые металлические закладные части, концы стержней рабочей арматуры с гайками и шайбами и концы пучков, расположенных снаружи на торцах сборных элементов, также следует защищать от коррозии в соответствии с главой СНиП III-B. 6-62 «Защита строительных конструкций от коррозии. Правила производства и приемки работ».
7. Сварные швы должны удовлетворять по внешнему виду следующим требованиям:
а) иметь гладкую мелкочешуйчатую поверхность без наплывов и перерывов с плавным переходом к основному металлу;
б) наплавленный металл должен быть плотным по всей длине шва без трещин;
в) не должно быть незаваренных кратеров.
8. Качество сварных швов надлежит проверять следующими способами:
а) наружным осмотром всех сварных швов, устанавливающим соответствие фактических размеров шва проектным, а также отсутствие видимых дефектов — подрезов, непроваров, шлаковых включений, пор, трещин и незаваренных кратеров;
б) засверливанием швов с последующим травлением для проверки провара корня шва. Засверливание производится по требованию технического или авторского надзора только на дефектных участках, выявленных внешним осмотром или простукиванием молотком. Засверленные места после осмотра тщательно завариваются;
в) ультразвуковой дефектоскопией, а так же просвечиванием гамма-лучами с целью установления внутренних пороков шва. Применение этих методов контроля обязательно только в случаях, предусмотренных проектом.
9. Допускаемые отклонения в размерах и качестве сварных соединений при монтаже сборных железобетонных конструкций приведены в табл. 37-2.
10. Дефекты сварных швов должны устраняться следующими способами:
а) перерывы в швах и кратеры завариваются, причем кратеры и концы соединяемых швов в перерывах должны вырубаться;
б) швы с трещинами, непроварами и другими дефектами вырубаются и завариваются вновь;
в) подрезы основного металла, превышающие допуски, зачищаются и завариваются.
Запрещается применять чеканку для исправления неплотных швов.
11. Выполнение сварных соединений должно осуществляться под руководством лица, имеющего специальную подготовку по производству сварочных работ.
12. К выполнению сварочных работ допускаются электросварщики, прошедшие установленные испытания и имеющие удостоверение, устанавливающее их квалификацию и характер работ, к которым они допущены. На каждом узле сварщик обязан по окончании сварки поставить присвоенное ему клеймо.
13. Сварочное оборудование, рабочее место сварщика, а также свариваемые соединения должны быть защищены от дождя, снега и ветра и хорошо освещены дневным или искусственным светом.
14. Выполнение сварочных работ вносится в журнал сварочных работ. Журнал ведется мастером и не реже одного раза в декаду контролируется производителем работ, о чем делается отметка в журнале работ.

Сварные cоединение подстропильных и стропильных ферм и колонны (а); соединение плит покрытия с подстропильной фермой (б)
1 - колонна, 2, 3 - опорные плиты, колонны и подстропильные фермы, 4 - подстропильная ферма, 5 - закладная деталь подстропильной фермы, 6 - опорная плита, 7 - закладная опорная деталь стропильной фермы, 8 - стропильная ферма, 9 - монтажный шов, 10 - закладная деталь фермы, 11 - то же, ребристой плиты покрытия, 12 - плита покрытия.
Контроль качества и приемка сварных соединений железобетонных конструкций
Порядок осуществления контроля качества и приемки сварочных работ по устройству монтажных соединений железобетонных конструкций выполняют в соответствии с требованиями СНиП 3.03.01.87.
Сварку должны выполнять сварщики, имеющие удостоверение на право производства сварочных работ и прошедшие контрольные испытания.
Контроль качества работ по сварке монтажных соединений и их приемка включают проверку:
− качества применяемых материалов и изделийи степени их соответствия проекту;
− соблюдения последовательности сварочных работ и технологии;
− качества выполненных соединений.
Конструкции сварных соединений должны соответствовать требованиям проекта.
Изменения в конструкции монтажных узлов и соединений, а также применение не предусмотренных проектом прокладок или вставок без согласования с проектной организацией запрещаются.
При осуществлении контроля за соблюдением технологии и последовательности работ особое внимание должно быть обращено на выполнение следующих требований:
− сварка должна производиться после проверки правильности установки элементов конструкций и положения соединяемых деталей;
− последовательность выполнения операций (порядок наложения швов), а также общая последовательность устройства монтажных соединений в пределах сооружения, блоков, ярусов должна соответствовать указаниям технических карт.
Перед сваркой (ванной, многослойными или протяженными швами) арматурные стержни в месте соединения следует зачищатьна длине, превышающей на 10-15мм сварной шов или стык.
При превышении регламентированных зазоров между стыкуемыми арматурными стержнями допускается применение одной промежуточной вставки длиной не менее 80мм. Вставки следует изготовлять из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками превышение зазора должно быть компенсировано соответствующим увеличением длины накладок.
Длина выпусков арматурных стержней из бетона конструкции должна быть не менее 150мм при регламентированных нормативными документами зазорах и не менее 100мм при применении вставки.
После окончания сварки выполненное сварное соединение необходимо очистить от шлака и брызг металла.
При выполнении сварочных работ должны быть соблюдены требования, приведенные в табл. 6.
Допускаемые отклонения для свариваемых стержней диаметром, мм
Качество сварных соединений должно отвечать требованиям, приведенным в табл. 7.
Допуски для стержней диаметром, мм
Выполненные сварочные работы перед бетонированием следует оформлять актами приемки соединений по внешнему осмотру.
На поверхности стержневой рабочей арматуры не допускаются ожоги дуговой сваркой.
Сварные стыковые соединения арматуры, не удовлетворяющие требованиям по качеству, необходимо вырезать. На место вырезанного стыка следует вварить промежуточную вставку длиной не менее 80мм с последующим ультразвуковым контролем двух выполненных сварных соединений.
Читайте также: