Какой сваркой лучше варить раму велосипеда
Обновлено: 20.09.2024
Совсем недавно мы писали про победителей выставки NAHBS 2011, где было несколько номинаций для конструкторов рам. Причем особое внимание было уделено методам их сварки, а попросту говоря тому, как трубы крепятся друг с другом, что составляет в итоге велосипедную раму. В тех номинациях присутствовали TIG-сварка, высокотемпературная пайка и так называемое lugged construction (крепление через проушины). Давайте рассмотрим каждый метод, чтобы понять в чем же состоит такая принципиальная разница.
TIG-сварка
TIG — ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа (аргона). Метод TIG на постоянном токе (TIG-DC) применяют для сталей, метод TIG на переменном токе (TIG-AC) — для алюминиевых сплавов. Швы отличаются поразительной чистотой и высоким качеством. Вероятность попадания шлака в сварной шов исключается полностью из-за его отсутствия, поэтому шов практически не требует очистки К плюсам такой сварки можно отнести:
+ Аккуратный сварной шов
+ Отсутствие брызг
+ Сварка деталей небольшой толщины
+ Лучше управление параматрами дуги
Но где есть плюсы, там и минусы, которые не имеют существенного влияния в производстве велосипедных рам. Первый пункт даже можно отнести к показателям качества оператора и сварки вцелом.
— Большие требования к опыту оператора
— Низкая производительность
— Наличие газового баллона
Видео пример такой сварки профессиональным оператором:
Сварочный шов от TIG-сварки не сложно узнать:


Высокотемпературная пайка
При высокотемпературной пайке зазоры между металлическими деталями заполняют специальным расплавом другого металла, который смачивает поверхности спаиваемых деталей (как правило температура пайки 450 °C и выше). Такой расплав называется припоем, в качестве которого может выступать различные виде металла:
Бронза/Латунь
Для пайки бронзой используется температура от 800 °C до 1000 °C, что может привести к отжигу стали и разрушить защитные свойства деталей (например трубы Reynolds 731 с термообработкой), но затоReynolds 531 или хромолибденовая сталь 4130 вполне подходит для подобной пайки. Получаемые соединения прочны для нагрузок, которым подвергается рама велосипеда, да и цена бронзы заметно ниже, чем серебра, который также может быть использован в качестве припоя. Большая часть массово выпускаемых рам, которые вы можете найти на рынке паяется бронзой-латунью.
Серебро
Пайка серебряными припоями позволяет использовать более низкие температуры и при этом получать более прочные швы. Серебряные припои плавятся и текут при температурах заметно более низких, чем , и лучше затекают в тонкие сочленения. Оба этих фактора увеличивают прочность соединения. Как правило, припой для серебряной содержит от 60% до 20% серебра, остальное составляет сплав металлов, включающий медь, цинк, никель и олово. Вблизи спайки остается зона отожженноо металла, но утолщение трубы в этих местах компензирует потерю прочности.
Никель/Серебро
Такие припои встречаются гораздо реже, чем два выше перечисленных. Среди возможных вариантов можно выделить припой №11 (от All States), используемый специально для велосипедных рам. У этого припоя очень широкий дипазон рабочих температур — от 650 °C до 970 °C и прочночть на разрыв до 60 кг/кв.мм.
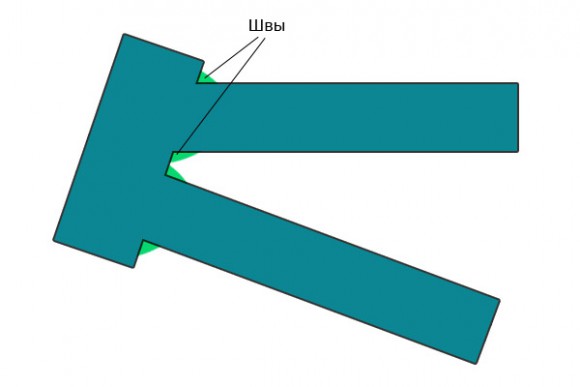
Пайку легко можно узнать по отсутствию четко выраженных углов в местах соединения деталей


Lugged construction
Такой метод конструирования велосипедной рамы представляет собой соединение труб специальными узлами (они называются Lug) или проушинами. Этот метод был основным с самого начала появления стальных велосипедных рам и до сих пор имеет свое место под солнцем. Для закрепления труб используется пайка (серебром или латунью). Вытачивание таких узлов является отдельным аспектом рамо-производства, а на дорогих кастомных рамах порой можно увидеть настоящие произведения искусства. Главным удобством такого соединения является простота замены отдельных труб.
Многие легендарные фирмы (например Colnago или Schwinn) до сих выпускают lugged рамы, что приятно радует приверженностью к классическому производству рам, с которого подобные гиганты начинали


И чтобы подытожить то, что мы с вами рассмотрели — обобщающее фото всех трех видов соединения деталей (труб) велосипедных рам:
Треснула велосипедная рама из алюминия, возможна и целесообразна ли её сварка?
Велосипед Norco, служил верой и правдой уже несколько лет, пока экстремальная езда по пересечённой местности не сделала своё дело (велосипед для неё в принципе не предназначен был), заметил в один прекрасный момент трещину через всю нижнюю трубу рамы (рулевая труба и сам руль непосредственно то бишь держатся лишь на честном слове с помощью верхней трубы), то есть один сильный удар об бордюр и рама расколется надвое (при худшем раскладе событий).
Одним знакомым был предложен вариант использовать точечную сварку, услугу могут оказать в автосервисе.
Из этого всего следует два вопроса:
1. В какую сумму примерно обойдётся такая услуга в автосервисе и станут ли вообще работники автосервиса браться за это дело?
2. Можно ли после осуществления сварки забыть об этой проблеме или же всё-таки придётся регулярно коситься на это место с мыслями о том, как бы рама не развалилась надвое на скорости 40 км/ч?
Велосипед в дальнейшем в принципе не планируется больше использовать для езды по пересечёнке, сам велик не проблемный ни разу, то есть всё исправно и отлично функционирует, за исключением вот вышеупомянутой проблемы.
Если решение этой проблемы невозможно, то что можно сделать с велосипедом в принципе?
Примечательно, что велосипед (согласно показаниям велокомпьютера) уже отъездил полторы тысячи километров без единой поломки (за исключением пробитого колеса). Сколько километров было пройдено с трещиной на раме прежде, чем я её заметил - неизвестно.
Как мне сказал всё тот же знакомый (а он работает то ли в веломастерской, то ли авто), сварка аргоном невозможна, поскольку будет прожиг железа, на раме железо очень тонкое.
Сварог Оракул (54394) Ты определись-прожиг ЖЕЛЕЗА на раме из АЛЮМИНИЯ. Кстати точечная сварка, если стенка тонкая, точно ЖЕЛЕЗО прожжет. Алюминий широким катетом с присадкой чудесно варится.
Аргон. Не все сплавы алюминия хорошо варятся. Хорошо варится 6061, остальные не в курсе. У меня велосипед со стальной рамой, при колоссальных нагрузках за 3 года зимы и лета и около 25тыс км, ничего не произошло. А тут за 1500км сломать раму, ох еть.
Полторы тысячи километров - это не дистанция за весь эксплуатационный период, я отметил, что с велосипедом в принципе за последние полторы тысячи километров ничего не происходило по типу даже мелких проблем, раньше был велосипед российского производства, который приходилось рихтовать каждые 100 километров после гонки в лесу. Внезапная трещина на раме нынешнего велосипеда стала неожиданностью.
Плачь Сука. Мудрец (18137) Алюминий накапливает усталость в течении времени и ломается. Заварить на определленное время можно, только стоит учитывать то что рама рано или поздно треснет в новом месте.
Твой знакомый - болтун. Алюминий варится только аргоном. Тебе это здесь уже написали. Аргоновая сварка - очень недешёвое удовольствие. Возможно. дешевле новый велик купить.
Этот велосипед приобретался за 30 тысяч рублей в базовой комплектации, после чего ещё был оснащён всякими дополнительными ништяками. Признаюсь, была мысль, что легче взять новый, но как минимум придётся привыкать в новому велосипеду (нынешняя модель вполне устраивает, комфортно ездить) и настраивать его под себя, а старый девать тем временем будет некуда, не выкинуть же его просто так на помойку.
Недешёвое удовольствие - это о какой примерно сумме идёт речь? Если в районе до десяти тысяч, включая стоимость работ - то в принципе не проблема.
На СТО варили дейдвуд от лодочного мотора. Сплошняком, с двух сторон. На круг, 30-40 см шов. Попросили 3К.
Вот тут и проблемка, стенки рамной трубы с внутренней стороны никак не проварить, только снаружи, отсюда и вытекает вопрос, целесообразно ли вообще прибегать к сварке.
Вячесл@в Искусственный Интеллект (243742) Austerlitz, Конечно целесообразно. Никто не варит трубы с двух сторон, если это не газовая труба 1-2 м для "Северного потока". Сам подготовишь, сделаешь хорошую фаску, а аргонщик заварит.

ерундой не занимайтесь, накладку с нержавейки ( потому что контакт с атмосферой) и на алюминиевые заклёпки. истребители летают а у вашего велика рама будет вечной
Сварка, ремонт и восстановление велосипедных алюминиевых рам
Наибольшее распространение в постройке рам из алюминия имеют сплавы 6000 и 7000 серий. Различные производители по-разному мотивируют выбор того или иного сплава, по сути все сводится к термической обработке и экономической составляющей производства рам. Сплавы 6000 серии не очень сильно уступают сплавам из 7000 серии в пределе прочности (tensile strength), при этом более долговечны из-за их большей эластичности, а так же большей коррозионной устойчивости.
Секрет в том, что после сварки 6ххх требуют отжига для рекристаллизации элементов и убирания напряжений после сварки, а после закалки(artificial age) в состояние наибольшей твердости Т6, рамы же из 7ххх требуют лишь закалку. Факт в том, что рамы из 6000 теряют до 25% прочности после сварки, поэтому убирая необходимость отжигать рамы мы делаем сплавы 7ххх более экономически эффективными при постройке велосипедов. При этом рамы из 6ххх гораздо более ремонтопригодны, так как их возможно вернуть в состояние максимально близкое к самому твердому.

образец сварочных швов на алюминиевых трубах
Это небольшая предыстория объясняет почему при ремонте рам из этих сплавов мы должны предупреждать о том, что производители делают и рекомендуют профессиональным ремонтным сервисам обязательно термообрабатывать рамы после ремонта. В наших условиях из-за отсутствия специализированных фирм, занимающихся ТО (aluminium heat treat services) нету вообще, а доступа к мощностям заводов практически тоже не отыскать ремонт производится пропуская этот процесс. Но у нас есть такая возможность и мы можем предоставлять такой сервис при желании клиента.

тренируем красивые швы на алюминиевом профиле
Соответственно мы всегда предупреждаем и консультируем обо всех нюансах работы с алюминием. Решение чинить или не чинить раму остается за клиентом, но часто практика ремонта например рам их 7ххх как бы намекает, что сплав в принципе при сварке много прочности не теряет и со временем сам подкаливается, но при таком способе старения есть вероятность образования внутренних трещин.

сварка алюминиевых труб
Причины поломки рам бывают из-за усталости металла или в следствии физического контакта с более твердой поверхностью, по простому из-за уебывания рамы например в ствол дерева. Ремонт элементов, у которых нет деформаций осуществляется сваркой (мы используем только качественную TIG сварку, выполненную профессионалами своего дела) и усилением накладками или косынками. Это такие поломки как трещины на подседельной трубе, рулевом стакане или кареточном узле, а также любые трещины в самых разных частях рамы. В случае деформации необходимо учитывать, что в этом месте скорее всего образовалось огромное количество микро трещин из-за вытягивания металл в твердом состоянии, поэтому мы часто рекомендуем вырезать деформированные элементы и заменять на новые. При сильных деформациях может быть ситуация, когда целесообразней покупка новой рамы. В идеале геометрия рамы проверяется на специальном поверочном столе.
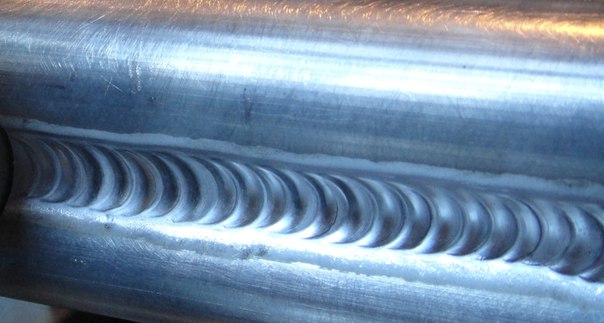
Образец сварного шва от нашего маэстро
Вопрос: У меня на раме не написано, что именно за сплав, есть ли возможность узнать из чего она сделана?
Ответ: Неплохой способ это измерить электропроводность (electrical conductivity) рамы на специальном приборе EC Meter, у каждого сплава она своя и можно достаточно точно определить с чем мы имеем дело.
Вопрос: Как проверить твердость рамы после сварки?
Ответ: Часто используется метод Роквелла, место выбирается обычно дропауты или кареточный узел.
На базе веломастерской BikeTrip мы оказываем услуги по качественному ремонту алюминиевых рам.
Наши возможности:
— очистка рамы от краски
— подварка трещин (например трещина в раме, оторванный рулевой стакан, трещина рулевого стакана, трещина в кареточном узле, лопнувшие дропауты и т.д.), заварка дефектов рамы, переваривание узлов на новые (кареточные узлы, рулевые стаканы), замена дропаутов на другие типы, наплавка резьб, сорванных при эксплуатации, а так же любые работы по модернизации велосипедных рам, в которых необходима сварка (в том числе расширение задних и передних перьев и переваривание отдельных частей рамы под необходимые нужды)
— изготовление нестандартных аксессуаров: багажников, рулей, траверс, рэков под сумки, подготовка туринг байков, изготовление картов любых видов и назначений
— термическая обработка рамы после сварки
— покраска рамы
— проверка геометрии рамы после деформаций
— консультации по любым вопросам, связанным с ремонтов алюминиевых рам
— изготовление велосипедных рам с нуля под конкретные нужды и условия заказчика, сюда входит проектировка и испытание моделей и прототипов, оценка внутренних напряжений и полная компьютерная симуляция процессов, создание прототипов и подготовка всей технической документации, а так же все сопутствующие работы, необходимые для выполнения таких проектов (токарная и фрезерная обработка, лазерная\гидроабразивная резка, гибка труб, листов, пресс формы, изготовление оснастки и прочее)
Наши возможности
— TIG сварка на современных сварочных аппаратах профессионалами своего дела с опытом работы в машиностроении и авиа/приборостроении
— проектно-конструкторский отдел
— мех. обработка
— лазерная/гидроабразивная резка
— гибка труб
— порошковая покраска
— нанесение оригинальных рисунков/винила/аэрографии
— термическая обработка материалов
Олег Велослесарь
Сварка велосипедных рам – выбор метода сварки

Один тип сварки не подходит для всех видов металла, которые применены в строительстве велосипеда, потому нам придется рассмотреть разновидности сварок отдельно. Давайте рассмотрим 3 способа пайки рамы
Сварка с TIG технологией
Ручное устройство, работающее с алюминиевыми сплавами и легкими металлами. Сваривать помогает вольфрамовый электрод и аргон, приспособление работает на переменном токе и оставляет после себя очень тонкий шов.

Дополнительно имеет следующие преимущества:
- Соединение металла тонкого типа, что отлично подходит для велосипедных рам;
- Легкое управление потоком;
- Нет брызг.
Минусы:
- Обязательный опыт подобных работ и соблюдение техники безопасности;
- Хоть швы и тонкие, но на соеденения требуется много времени;
- Рядом находится газовый баллон, что увеличивает риски;
- Чтобы улучшить качество соединения, на края металла подается другой сплав, для усиления схватки.
Пайка с помощью больших температур
Разновидности припоев для сварки велосипедных рам, какой выбрать?
Этот припой отлично подходит для сварки велосипедных рам, имеет большой диапазон температур от 500 до 1 тыс. градусов, шов после такой сварки никелем будет малозаметный и прочный, массово применяется на заводах в связи с небольшой стоимостью материала.
Этот тип пайки подходит для материалов, которые способные выдерживать большой диапазон температур до 1 тыс. градусов, например, хромолибденовая сталь.

Пайка из бронзы применяется для сварки спортивных рам, которые установлены на трюковых или горных велосипедах. Еще один плюс – это небольшая стоимость материала, в отличии от дорого серебра.
Серебро имеет самую низкую температуру плавления и лучше затекает в маленькие щели при соединении, что заметно повышает эффективность и возможно-допустимый предел нагрузки для таких рам. Серебро применяется крайне редко и только для дорогих моделей велосипедов или при необходимости усиления рамы.
Крепления с помощью узлов
Последний метод для восстановления велосипедной рамы – это соединения труб с помощью сложных узлов, которые удерживают себя сами. Этот метод соединения применялся, как только появились двухколесные транспортные средства, но свою популярность он не потерял и сейчас.

Процесс изготовления такой рамы очень сложный, но удивительные возможности, которые получает рама, того стоят – это способность выдерживать очень большую нагрузку, удары и столкновения. Транспортное средство с такими узлами на раме очень сложно повредить при столкновении.
Давайте подведем небольшой итог о 3 разных способах сварки велосипедных рам.
С помощью этой технологии можно забыть о видимых швах, но обязательно нужно помнить о правилах использования, придерживаться техники безопасности при процессе, владеть профессиональными навыками или иметь соответствующее образование.
Здесь более выраженные швы, но больше внимания уделено качеству, такой метод недорогой и используется для многих серийных моделей велосипедов в разных ценовых категориях.
Самый дорогой способ, используют известные компании для изготовления эксклюзивных моделей, нередко такая работа производится вручную, и среди велосипедистов считается круто иметь подобный велосипед.
Лучшие способы сварки рам мотоциклов, которые вам нужно знать

Как лучше всего сваривать рамы мотоциклов? Существует несколько различных процессов, с помощью которых можно наиболее эффективно сваривать рамы. Эти процессы называются дуговой (аргонной) сваркой металлическим электродом в газе (GMAW) и дуговой сваркой вольфрамовым электродом (GTAW). Эти методы сварки отлично подходят для соединения трубок, составляющих раму мотоцикла, и мы их используем в нашем сервисе (город Долгопрудный).
Хотя GMA и GTA считаются двумя из лучших вариантов рам мотоциклов, можно использовать несколько различных методов, в зависимости от потребностей проекта. Главное — убедиться, что у вас есть подходящее оборудование, рабочее место и защитное снаряжение, прежде чем вносить какие-либо изменения в измельчитель.
№1 — Сварка MIG (GMA)
MIG-сварка имеет несколько названий, например, аргонная сварка металлическим электродом (GMAW), хотя MIG означает инертный газ для металла и является ее более распространенным названием.

Привлекательным аспектом этого процесса сварки для тех, кто занимается своими руками, является то, что это одна из простейших форм сварки, которую могут успешно выполнить новички.
Это очень быстрый процесс, который включает в себя газовую защиту определенного типа присадочного металла. Газ защищает присадочный металл от коррозии и вредных элементов природы. Это указывает на то, что GMA — не лучший тип сварки на открытом воздухе. Однако, поскольку вы, скорее всего, будете работать над своим велосипедом в гараже, это не должно быть проблемой.
После выбора места работы и подготовки всех элементов рамы для сварки вместе, следующая разбивка дает краткое объяснение того, как работает процесс сварки GMA для соединения труб рамы мотоцикла:
- Сварочный аппарат имеет катушку с расходуемой проволокой, которая подается через стержень сварочной горелки.
- Сварочная горелка создает дугу или нагретую вспышку, которая плавит поданную проволоку на кончике трубки.
При введении в основной металл присадочный металл, или так называется расплавленная проволока, помогает соединить различные элементы рамы мотоцикла. Поскольку проволока проходит через отверстие, сварщик может регулировать скорость и создавать гладкие прямые сварные швы вдоль рамы велосипеда.
Благодаря универсальности и простоте процесса сварочные аппараты GMA являются одними из самых популярных и простых в продаже на рынке, мы работаем с ними в мастерской на Дмитровском шоссе. Кроме того, GMA хорошо подходит для соединения трубок рамы вашего мотоцикла, независимо от толщины металла, с которым вы собираетесь работать.
№ 2 — Сварка TIG (GTAW)

TIG означает аргонная дуговая сварка вольфрамом (GTAW). Основная привлекательность процесса сварки GTA для рам мотоциклов заключается в том, что он чрезвычайно чистый, поскольку не используется присадочный металл, не оставляет неприглядных брызг или соединяющихся комков в месте сварки.
Это оставляет ваш законченный мотоцикл с гладкой рамой, независимо от того, сколько сварных швов потребовалось для соединения труб.
Как и сварку GMA, GTAW лучше всего выполнять в гараже (САО). Поскольку это один из немногих процессов сварки, для которого не требуется присадочный металл, необходимо использовать газ, чтобы облегчить сварку швов. Следовательно, для защиты сварного шва требуется внешний резервуар, чтобы поддерживать поток газа во время процесса GTAW-сварки, поэтому этот газ должен находиться внутри и вдали от элементов.
Обратной стороной сварки GTA является то, что это один из самых сложных процессов сварки, поскольку сварка без присадочного металла не так интуитивно понятна и требует больше практики, чтобы добиться правильного результата. Таким образом, это будет труднее, но мы готовы прийти на помощь (доступен безналичный расчет).
Читайте также: