Какой ток на выходе сварочного инвертора
Обновлено: 20.09.2024
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.

Виды сварочного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
постоянный прямой полярности;
постоянный обратной полярности.
Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Что выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током - уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
Никакой магии или как работает сварочный инвертор
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора

До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата

В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
- Дуговая сварка. Термин популярен в источниках. Означает, что в ходе сварочного процесс образуется дуга из ионизированного воздуха – ослепительное сияние, видимое при работах. Образующееся ударное повышение температуры позволяет без затруднений плавиться электроду (или проволоке). Иной вид сварки в гаражах не встречается.
- Слово полуавтомат подразумевает автоматическую подачу электрода (чаще проволоки), мастеру остаётся лишь идти вдоль шва с заданной скоростью. Полуавтомат вполне способен оказаться инвертором, это сложное оборудование, большинству не по карману.
- Обычно в системе обозначений подразумевается сварка черных металлов. Для этого применяются рядовые электроды, флюс обычно не нужен, как и среда инертного газа: приспособления служат, как правило, для защиты нежного цветного металла от агрессивного действия кислорода. Полярность используется прямая. Заземление подключается на чёрную клемму, а сварочный электрод на красную. Выше мы говорили, что для цветных металлов бывает с точностью до наоборот, но это уже тонкости, на которые обычный сварочный аппарат не рассчитан.
- Высокая частота нарезания импульсов позволяет пройти относительно малогабаритный трансформатор без потерь.
- Электронный способ управления делает возможным варьирование выходной мощности в широких пределах.
- Ценой.
- Качеством.
- Скоростью.
- Простотой.
- Доступностью расходных материалов.
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
8 комментариев к “Никакой магии или как работает сварочный инвертор”
Полное дилетанство. Попытка объяснить работу широтно-импульсной модуляции (ШИМ)колхозным методом, сами ничего не понимая. ).
Чего стоит только одно это- “По закону Ома снижение напряжение дает повышение силы тока”
Альберт, а чем вам этот закон не угодил?
Мощность – это вольт умноженный на ампер (можно и ампер умножить на вольт).
При изменении одного из этих двух параметров меняется и другое, сохраняя мощность.
По закону Ома, снижение напряжения даёт понижение силы тока, т.к. они прямопропорциональны. А о мощности там и речи нет.
дак блин написано больше сечение провода. А значит меньшее сопротивление
Согласен полностью. Не знаешь закон Ома – сиди дома. Понять объяснения автора невозможно, потому что он сам не понимает о чем говорит. Отсюда повторы и речь ни о чем.
Да пошло ты в пизду задрот, если такой умный иди в университет приподавать. Я все понял, понятно, доступно для особо не просвещенных. Если супер щариш нехуй это показывать твое эго зашкаливает
Основные характеристики сварочного инвертора
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Сварочный инвертор
Сварочный инвертор – прибор, где ток электрода регулируется за счёт изменения режима работы внутреннего преобразователя постоянного напряжения в переменное. Посредством подобного, на первый взгляд, странного хода удалось снизить вес оборудования, обеспечить подстройку под род работ в обширных пределах.

Величина сварочного тока
В первую очередь сварочный инвертор позволяет легко реализовать удобный режим работы. В устройства без труда внедряется режим Антизалипания (автоматическое выключение при коротком замыкании), присутствуют иные особенности. Сегодня утверждение о высокой стоимости сварочного инвертора утратило силу. Огромная часть моделей потребляет настолько мало энергии, что пригодна к использованию в домашних условиях. Желающим купить Ресанту порой сложно понять, сколько Вт потребуется для снабжения устройства энергией.
У сварщиков в противовес большей части техники принято по-другому подходить к измерению возможностей прибора. Известно, что для использования электрода установленной толщины полагается получить на выходе инвертора определённый ток. Эти значения, как правило, указываются в инструкции. К примеру, для «четвёрки» ток занимает значения 120 – 200 А. Это зажжёт дугу, не допуская шанса спалить все окончательно. Если попробуете ток поставить меньше, работу выполнить окажется попросту невозможно.
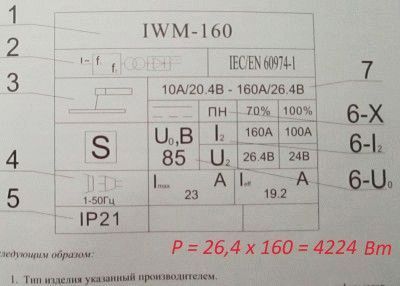
Итак, сварочный инвертор характеризуется конкретной областью рабочих токов, по которой мастер делает вывод о пригодности оборудования в определённом случае. Для домашнего применения не берут инструмент с током более 200 А. Этого хватит, чтобы использовать электроды на 5 мм. А сверху ограничивает мощность. В параметрах показатель не фигурирует, но значение вычисляется по типичной формуле. На каждом сварочном инверторе расположена табличка, где указывается, помимо тока, рабочее напряжение. Для читателей показано на картинке, как вычисляется мощность.
Это важный параметр, сварочный инвертор способен легко спалить проводку. У большинства приборов отмечается параметр рабочего цикла (на картинке показан в процентах), определяющий, сколько времени от общего занимает активная часть. У читателей сразу возникнет вопрос: сколько длится общий интервал. По общепринятым соглашениям считается, что он составляет 10 мин. Если на рисунке указано, что током 160 А варят 70% времени, это означает 7 мин. Потом полагается сделать 3-минутную паузу, дать оборудованию остыть.
Применение таблицы значений
Указанные характеристики не затрагивают собственно сварочный инвертор. Большая часть техники выдаёт настраиваемый ток. Но лишь сварочный инвертор позволяет сдвигать настройки чрезвычайно плавно. Если говорить подробно, сварка может идти постоянным током или переменным. В примере рассматривается инвертор первого рода. Это понятно по значку, расположенному левее продолжительности цикла в процентах (две прямые черты, нижняя пунктирная). Переменный ток массово применяется для сварки цветных металлов.
Постоянный ток или переменный
В отдельном случае применяется собственная технология. К примеру, алюминий часто варят током обратной полярности, что помогает удалять оксидную плёнку с поверхности. Электроды требуется просушивать, предлагаются отдельные рекомендации по применению флюса. Разработана масса технологий, и сварочный инвертор обычно реализует лишь их часть. Преимущественно подразумевается сварка постоянным током черных металлов. В прочих случаях нужно внимательно изучать литературу. Как говорилось выше, сварка цветных металлов ведётся и постоянным, и переменным током, причём важно правильно соблюсти полярность.
Подчёркиваем, что сварочный инвертор становится лишь технологией получения переменного или постоянного тока, необходимого для правильной работы электродов. За остальное отвечает уже мастер, определяющий, какого рода ток используется, где взять электроды, как правильно подключить. Ряд терминов, идущих рука об руку со сварочными работами:
Пособие для сварщика
Какой ток использовать, описано в любом достойном справочном пособии для сварщиков. Настоятельно рекомендуем найти книгу и пользоваться в противовес мнению знакомых мастеров.
Как работает сварочный инвертор
Сказанное выше относится к большей части сварочных аппаратов, включая разновидности инверторов. Чтобы понять, в чем заключается особенность рассматриваемого класса приборов, кратко обратимся к структурной схеме. В состав сварочного инвертора входит блок для преобразования постоянного тока в переменный. Так снижается вес трансформатора. Чем выше частота, тем меньше размеры медной обмотки при равных потерях. Эта идея используется в любом импульсном блоке питания (адаптеры для ноутбуков, зарядные устройства для телефонов, системники персональных компьютеров), где установлен инвертор.
По утверждению Википедии дело обстояло так. На заре времён всеобщей электрификации требовалось решать задачи преобразования переменного тока в постоянный. Для этого применялись специфические механические устройства, где каждую половину периода направление электродов контакторов менялось на противоположное – инвертировалось. Оказалось, что устройства выполняют и обратную задачу: получение из постоянного тока переменного.
В Википедии прописана оговорка, что указанный путь толкования происхождения термина инвертор применительно к рассматриваемому контексту носит, скорее, характер предположительный. Истинные корни слова остаются неизвестными. А принцип действия понемногу эволюционировал. Если раньше применялись обычные двигатели, где вал сопрягался с контактором, сегодня часто используются электронные ключи в виде транзисторов, тиристоров и прочих силовых элементов. Путь развития последней ветки начался на заре XX столетия, когда впервые осознали полезность тиратронов.
Смысл: по слабому сигналу управляющей микросхемы большой мощности постоянное напряжение нарезается ключом на импульсы, без труда проходящих через трансформатор. Новички спрашивают: «Зачем это нужно?».
Ключ становится дозатором. В зависимости от способа нарезки он пропускает на выход необходимую мощность. Легко заметите, что в режиме на 100 А потребление ниже раза в 1,5. Ситуация реализуется при помощи инвертора. Его ключ нарезает постоянное напряжение пачками, оставляя пустой интервал. И чем пространство шире, тем меньше мощности проходит на выход. Подытожим:
Добавим, что в большинстве сварочных инверторов после трансформатора напряжение повторно выпрямляется: это делается для попадания возможностей изделия в круг задач максимального числа пользователей. Что закономерно повышает спрос на продукцию. Сварочный инвертор с режимом переменного тока понадобится далеко не каждому, вдобавок цветные металлы позволяют работать и постоянным током.
Какой сварочный инвертор выбрать
Большинство сварочных аппаратов сегодня строится по схеме инверторов. Простой трансформатор на три фазы практически не используется. Считается, что сварка цветных металлов переменным током оставляет более аккуратный шов. До покупки прибора узнайте, каким диаметром электрода, каким типом и на каком токе выполняются сварочные работы. Прибор обязан соответствовать. К примеру, сварочный инвертор из нашего примера годится исключительно для сварки покрытыми электродами диаметром до 5 мм включительно.

Выбор идеального прибора
При всем прочем сварка постоянным током плавящимся металлическим электродом обнаруживает максимальную скорость. Аргон стоит денег, выполнение работ в среде инертного газа потребует больших затрат. Получается, выполняется оценка предстоящих мероприятий, изыскивается золотая середина между:
Обратите пристальное внимание на последний пункт, если живете в провинции. Местные дельцы не всегда знают, что род тока бывает переменным. Дело доходит до смешного: самоуверенные в собственной неграмотности, бизнесмены даже не попытаются привезти технику на заказ. Не забудьте осведомиться о местах расположения сервисных мастерских. Часто случается, что магазины товар отказываются принимать обратно, даже если в инструкции напрямую указано на обязанность дилера.
Статистику по поломкам рекомендуется набирать на форумах. Наравне с откровенным незнанием темы владельцы сварочных аппаратов охотно делятся опытом и рассказывают о собственных успехах и неудачах.
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.

Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:

Инверторные сварочные аппараты

Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:

Конструкция сварочного инвертора

Технические параметры сварочного инвертора
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Вольфрамовые электроды для аргонодуговой сварки Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.

В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.

Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.

Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
Читайте также: