Какой ток выдает сварочный аппарат
Обновлено: 04.10.2024
Тема источника питания для сварочного оборудования незаслуженно упускается из виду. Между тем, это одно из ключевых условий, определяющих возможности аппарата и, соответственно, его выбор .
Рабочий диапазон входного напряжения
Отечественный стандарт однофазного напряжения с 2002 года составляет 230 вольт при частоте 50 герц. По привычке с советских времен мы говорим «220 вольт». Именно таков был стандарт в СССР. С точки зрения того же ГОСТ, допускающего долговременное (читай – постоянное) отклонение уровня напряжения в 5%, 220 вольт – в пределах нормы.
Частота питающего сигнала для сварочного инвертора значения не имеет. 50 или 60 Гц – все равно на входе аппарата переменное напряжение сначала преобразуется в постоянное. А вот уровень напряжения значение имеет, причем очень серьезное.
Во-первых, любой сварочный инвертор имеет диапазон напряжения питания, в пределах которого он работает. При выходе уровня напряжения питания за эти границы аппарат перестает функционировать.
Рабочий диапазон напряжения питания определяется конструктивными особенностями самого аппарата. Например, аппарат серии «Хозяин» Best Rus может функционировать в диапазоне напряжения питания от 185 до 265В. Если напряжение ниже 185В или выше 265В, он сообщит об ошибке и не будет выдавать никакого сварочного тока. Аппарат серии Best Mini сможет функционировать при пониженном напряжении вплоть до 140 вольт и повышенном до тех же 265В. Если напряжение выйдет за указанные рамки в процессе работы, аппарат остановит процесс сварки.
Характерно, что напряжение в ограниченных по мощности источниках может существенно проседать с поджигом дуги. Померили напряжение в розетке – 230В. Подключили аппарат, стали варить – «не тянет». Отключили, опять замерили напряжение – 230В. Включили, стали варить – опять не тянет. А оказывается, сварочный аппарат для местного участка цепи – явная перегрузка. Типичное следствие перегрузки – снижение уровня напряжения. Поэтому полезной функцией является вольтметр входящего напряжения.
А вот трансформаторные аппараты ММА такого недостатка как ограниченный диапазон рабочего входного напряжения не имеют: у них нет нижней границы рабочего диапазона напряжения питания. Каким бы низким ни было напряжение питания, трансформаторный аппарат ММА будет выдавать сварочный ток. Правда, возможно, он будет бесполезно малым. Но об этом подробнее несколько позже.
Блок PFC
Для снижения нижней границы рабочего диапазона существует 2 принципиальных конструкционных решения:
- Комбинирование характеристик штатных узлов аппарата. Например, изменение соотношения числа витков в первичной и вторичной обмотках трансформатора.
- Добавление дополнительных узлов, обеспечивающих изменение электрических параметров.
Ко второй категории относится добавление т.н. блока PFC – блока корректировки коэффициента мощности (Power Factor Correction). Это дополнительный электронный узел, обеспечивающий повышение эффективности использования поступающей энергии.
В числовом исчислении возможности блока PFC в части повышения эффективности используемой энергии небезграничны – в пределах 15%. Но применение данного блока также позволяет снизить нижнюю границу рабочего диапазона напряжения до 90В и даже ниже. В то время как добиться границы ниже 140 вольт при сохранении всех основных параметров просто варьированием характеристик штатных узлов затруднительно.
Остается добавить, что сам по себе блок PFC – решение весьма затратное. Поэтому его реализуют только на мощных и сравнительно дорогих аппаратах.
Расчет потребляемой мощности аппарата ММА
И вот самый интересный и практичный момент статьи: какую же мощность потребляет сварочный аппарат ММА?
Мощность на выходе, т.е. на сварочных проводах, у любого аппарата ММА, если только он выдает заявленные характеристики, т.е. обеспечивает для сварочного тока требуемое по ГОСТ напряжение дуги, одинакова:
Рвых = Iсвар*(20 + 0,04*Iсвар)
Где Iсвар – сила используемого сварочного тока, а (20+0,04*Iсвар) - требуемое по стандарту напряжение сварочной дуги.
Но в процессе прохождения электротока по компонентам аппарата часть энергии преобразуется в тепло (нагрев компонентов) и улетучивается с воздухом, нагнетаемым вентиляторами охлаждения. КПД (Коэффициент Полезного Действия) отражает процент эффективно преобразованной энергии. В зависимости от режима эксплуатации и условий окружающей среды его значение будет варьироваться. Но усреднено можно взять 85%, или 0,85.
Однако и это еще не все. Сварочный инверторный аппарат также имеет реактивную нагрузку. Т.е. из полученной от источника энергии часть возвращается в сеть не преобразованной. Долю преобразованной энергии от общей потребленной указывает показатель коэффициента мощности. В отечественной классификации он же называется «косинус фи». В разных инверторах он может существенно разниться. А в пределах одного и того же аппарата он будет не одинаков для различных токов. Усреднено можно взять тоже 0,85. (В России запрещена эксплуатация электрических приборов, подключаемых к бытовым сетям, если их «косинус фи» ниже 0,7).
И вот теперь можно записать формулу полной мощности, потребляемой аппаратом ММА от сети 230В:
Рпотр = Iсвар*(20 + 0,04*Iсвар)/0,85/0,85
У аппаратов, оборудованных блоком PFC, коэффициент мощности выше – 0,95-0,98. Поэтому формула для них будет выглядеть так:
Рпотр = Iсвар*(20 + 0,04*Iсвар)/0,85/0,98
Обратите внимание, что полная мощность указывается в Вольт-Амперах, а не Ваттах!
Простые расчеты по приведенной формуле показывают, что аппарат без блока PFC на сварочном токе 160А будет потреблять около 5,9кВА (ток 25А при напряжении 230В), а при токе 200А – 7,6кВА (ток 34А при напряжении 230В).
У таких же аппаратов с блоком PFC эти цифры составят 5,1кВА (22А при 230В) и 6,7кВА (29А при 230В), соответственно.
А теперь вопрос: на какой максимальный ток рассчитана обычная бытовая розетка? Напомню: 16А (3,68кВА) . При более высоком токе выбивает пробки.
Если у Вас есть ребенок-старшеклассник или Вы сами обожаете решать квадратные уравнения, попрактикуйтесь. Для остальных сообщу, что 3,68кВА обычной розетки позволят варить током не более 105А. (При наличии блока PFC – чуть больше 120А). Так что какой бы ни был у Вас номинал сварочного аппарата ММА, от розетки варить электродом толще 3,2 мм не получится.
На практике при разрыве сварочной дуги потребляемая мощность несколько повышается. Причем процент увеличения потребляемой при разрыве дуги мощности может существенно разниться. Однако в наше время, когда ценовая конкуренция не позволяет раскошеливаться на компоненты «с запасом», эта цифра чаще всего существенно ниже 20%, а по времени занимает долю секунды. Потому в расчетах обычно не учитывается.
При использовании трехфазных аппаратов, подключаемых к источнику 380В (400В), расчет потребляемой мощности производится аналогичным путем, но результат нужно разделить на «корень из 3», что составляет приблизительно 1,73.
Работа от пониженного напряжения
Работа от пониженного напряжения имеет свою специфику. Она заключается в том, что при пониженном уровне напряжения аппарат выдает меньший сварочный ток, чем заявлено для нормального напряжения. Чем ниже напряжения питания, тем ниже максимальный сварочный ток. Ведь с понижением уровня напряжения снижается уровень отбираемой аппаратом мощности. При этом дисплей будет показывать расчетное значение, а не фактическое. К сожалению, лишь единицы производителей указывают реальный максимальный ток для различных уровней напряжения питания.
Например, аппарат Best Mini 160 при напряжении 220 вольт обеспечивает сварочный ток 160А при напряжении дуги 26,4В. Этого с лихвой хватает, чтобы варить электродом 4,0 мм. При 140В входного напряжения Best Mini 160 работать будет, но током не выше 100А при 24В напряжения дуги. Этого хватит, чтобы варить электродом 3,2 мм, но не 4,0 мм.
Таблица изменения рабочего диапазона сварочного тока Best Mini 160 в зависимости от уровня входного напряжения выглядит следующим образом:
| Уровень вход.напряжения | Диапазон рабочего тока | Диаметр электрода |
| 220В | 10-160А | 1,6-4,0мм |
| 200В | 10-160А | 1,6-4,0мм |
| 180В | 10-160А | 1,6-4,0мм |
| 160В | 10-120А | 1,6-3,2мм |
| 140В | 10-100А | 1,6-3,2мм |
Хотя при 140В напряжения питания на дисплее Best Mini 160 и будет красоваться 160А, реально будет выдаваться только 100. То же и у любого другого аппарата ММА. Если бы сварочный ток действительно замерялся, цифры на дисплее непрерывно скакали бы.
Получается, что брать аппарат с «запасом» по току имеет смысл, когда известны:
- точный уровень пониженного напряжения питания;
- каков диапазон рабочего тока у аппарата при таком уровне напряжения.
Пониженный уровень напряжения питания сказывается не только на количественном показателе сварочного тока, снижая верхнюю границу его диапазона, но и на качестве тока. Аппараты, которые при нормальном напряжении легко варят электродами УОНИ, с понижением уровня напряжения питания утрачивают эту способность.
С понижением уровня напряжения также снижается уровень напряжения холостого хода (оно же напряжение без нагрузки). Поджиг электродов усложняется пропорционально снижению уровня напряжения.
Работа от генератора
В заключение буквально пару замечаний о работе сварочных инверторов ММА от генератора:
Основные характеристики сварочного инвертора
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
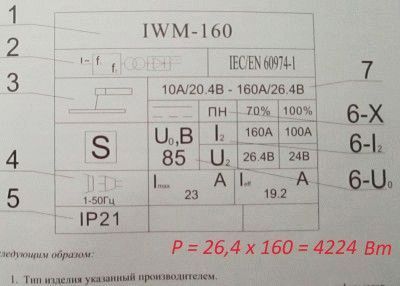
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Инвертор постоянного или переменного тока – какой выбрать
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.

Виды сварочного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
постоянный прямой полярности;
постоянный обратной полярности.
Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Что выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током - уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
Как выбрать сварочный аппарат
для дома и мастерской
Сварка плавящимся электродом из тонкой металлической проволоки, покрытой шлаком. Последний выделяет большое количество углекислого газа при горении, защищая свариваемую поверхность от окисления. Технология MMA чаще используется в быту. Она подходит для работы со сталью и чугуном с минимальным содержанием никеля, хрома, марганца, ванадия и других укрепляющих примесей. Однако не подойдет для высоколегированных сталей и цветных металлов.
Сварка тугоплавким электродом в защитной среде. Стержень из прочного материала проводит электричество, а для защиты от окисления используется аргон или другой инертный газ, который подаётся из баллона. Технология TIG используется как в промышленности, так и в быту. Она подойдёт для сварки высоколегированной нержавеющей стали и сплавов цветных металлов, в том числе алюминия, магния, цинка, хрома и никеля.
MIG/MAG
Полуавтоматическая сварка плавящейся проволокой, которая подаётся из специальной катушки. Может происходить в инертном газе (для цветных металлов и легированных сплавов) или воздухе (для стали и чугуна). Большие металлические листы соединяют порошковой проволокой (FCAW), отключая подачу газа. Технология MIG/MAG чаще используется при больших объёмах работы — на СТО, в металлообрабатывающих мастерских и на сборочных конвейерах.
Основные типы сварочных аппаратов
Сварочные трансформаторы
Подходят для сварки низколегированной стали. При включении создают сильное электромагнитное поле между двумя медными катушками. Переходя с первичного контура на вторичный, оно понижает напряжение с 220 или 380 вольт до 30–70 В и повышает силу тока до 50–1000 ампер.
Электрические характеристики трансформатора регулируются, в зависимости от типа сплава, толщины или покрытия. В быту можно отключить часть витков катушки, чтобы снизить силу тока. Такая конструкция проста, надёжна и легка, но она устойчиво работает только при невысокой мощности — до 2 кВт. В полупрофессиональных моделях используются магнитные шунты — дополнительные проводники, которые отводят часть электричества в другой контур. Они плавно регулируют силу тока, но создают сильные радиопомехи. Поэтому не ставьте рядом с электронными приборами.
Современные сварочные трансформаторы служат примерно в 1,5 раза дольше других моделей и обходятся дешевле — от 4–5 тысяч рублей. Бытовые модели не подходят для цветных металлов или легированной стали. Им нужно хорошее охлаждение — для этого есть шумный вентилятор, а вес таких моделей — 10-25 кг у бытовых, а до 250 кг у профессиональных.
Сварочные выпрямители
Похожи на трансформаторы, только выпрямляют переменный ток, превращая его в постоянный. Позволяют регулировать мощность с меньшим шагом, получая более точные характеристики тока на выходе.
Сварочный аппарат с выпрямителем подходит для работы с высоколегированными сталями, которые используются в производстве ручных инструментов, автомобилей, а также несущих конструкций зданий, мостов, ангаров и других сооружений. Такие модели сделают ровный и тонкий шов с минимальным количеством пузырей, брызг и других дефектов. Они очень надёжны, но их КПД ниже, чем у трансформаторов, а энергопотребление выше на 10–20%. Вес внушительный — от 10 кг, а стоимость — от 7000 рублей.
Инверторы
Инверторы работают по схеме двойного выпрямления — вначале переменный ток из сети преобразуется диодами в постоянный. Происходит стабилизация напряжения и силы тока, а нужное напряжение и сила сварочного тока получается с погрешностью менее 5%.
Инверторные сварочные аппараты делятся на две категории. Модели MOSFET дают большую погрешность при регулировке тока и быстрее нагреваются, но дешевле в ремонте. IGBT-инверторы с изолированным затвором надёжнее — дольше работают без охлаждения, но ремонтировать их намного сложнее из-за малых размеров компонентов на плате.
Инвертор стоит выбрать для строительства и работы под открытым небом. Они подходят для работы с любыми металлами, благодаря минимальному количеству брызг. Кроме того, они позволяют плавно регулировать силу тока на выходе. Но при высоких нагрузках (более 200 А) инверторы служат меньше трансформаторов и выпрямителей в 1,2–1,5 раза. Они сложнее в ремонте и дороже: компактные бытовые модели от 10 000 рублей, а мощные — от 25 000 рублей. Минимальный вес — 2-3 кг.
Основные характеристики сварочных аппаратов
Напряжение на входе
Однофазные приборы работают от бытовой электросети 220 В. Они подходят для небольшого объёма работ — ремонта ворот в гараже или сварки арматуры при строительстве своими руками. Трёхфазные модели с напряжением 380 В — идеальный выбор для профессионального применения в мастерских или на СТО. Они мощнее и устойчивее к нагреву, но стоят от 15 000 рублей и выше.
Допустимый диаметр электрода
Электроды подбираются по толщине обрабатываемой поверхности. Если вы свариваете листовой металл толщиной до 3 мм, вам нужен электрод диаметром до 2 мм. Для 5-миллиметрового металла подходят электроды от 2 до 5 мм, а для 10-миллиметрового — от 4 до 6 мм.
Минимальный и максимальный сварочный ток
Зависит от диаметра используемого электрода. При работе с 2-миллиметровым электродом можно выбирать от 30 до 80 А, с 3—миллиметровым — от 70 до 130 А, с 5-миллиметровым — от 150 до 220 А. Если вам интересно, как рассчитать этот показатель самостоятельно, умножьте диаметр электрода в миллиметрах на 25 и на 45 (эмпирические значения — получены опытным путём), чтобы получить нижнюю и верхнюю границу силы тока.
Напряжение холостого хода
Напряжение между плюсовым и минусовым электродом в момент до зажигания сварочной дуги — от 15 до 90 вольт. Чем выше этот показатель, тем легче разжигается дуга, но тем опаснее прикосновение к работающему электроду.
Мощность
Чтобы понять, как выбрать сварочный аппарат, присмотритесь к характеристикам напряжения на входе, описанным выше. Мощность в кВт важна для розетки. Главное, чтобы её выдерживала вся электрическая цепь — от розетки до счётчика и кабеля на входе. Кстати, для сварочных аппаратов нужны особые удлинители, рассчитанные на высокие нагрузки — от 3,5 кВт и более.
Продолжительность включения (ПВ)
Показывает, сколько времени аппарат может работать без перерыва и измеряется в процентах от 10-минутного рабочего цикла. Если в инструкции вы видите надпись ПВ20, это означает, что устройство выдержит 10 * 20% = 2 минуты непрерывной сварки. После ему понадобится 8 минут охлаждения. При снижении силы тока продолжительность включения увеличивается — у некоторых моделей она достигает 80 или даже 100%.
Класс защиты от пыли и воды
Модели класса IP20 и 22 применимы только под крышей, IP44 — на улице, IP65, 66 и 67 — на пыльной стройплощадке и рядом с источником воды. Запрещается использовать электросварку во время дождя, при влажности воздуха более 80% или в сильно запылённом помещении.
Ограничения по температуре
Большинство сварочных аппаратов рассчитано на работу при +10. +35°. Если фактическое значение выше или ниже, срок службы устройства снижается, а погрешность регулировки тока повышается. Профессиональные агрегаты для строительства могут работать при температуре от −10 до +40°.
Способ установки
Ручные сварочные аппараты до 15 кг (70*70*50 см) можно переносить по строительной площадке и хранить на полке в гараже. Мобильные — до 50–100 кг устанавливаются на тележках с колёсами. Их можно передвигать между несколькими выделенными рабочими местами в мастерской. Стационарные сварочные аппараты весом до 2 тонн используют на промышленных предприятиях. Они жёстко крепятся к полу или передвигаются по рельсам.
Совместимость с металлами
Сварочные аппараты с плавкими электродами подходят только для работы со сталью и чугуном, содержащими минимальное количество легирующих примесей. Для сварки нержавеющей стали и цветных металлов нужны тугоплавкие электроды или полуавтоматические катушки, работающие в защитной среде. Стоимость таких моделей начинается от 15–20 тысяч рублей.
Работа от генератора
Бензиновые и дизельные генераторы допускают серьёзные погрешности напряжения и силы тока и создают высокочастотные помехи. Для работы с ними понадобится стабилизатор — внешний или встроенный в сварочный аппарат. Модели, совместимые с генераторами, стоят от 12–15 тысяч рублей.
Существуют также сварочные генераторы от 40 000 рублей. С ними можно работать вдалеке от розеток, например на дороге, даче или в гараже.
Дополнительные функции
Горячий старт (Hot Start) — повышение мощности на 1–2 секунды для быстрого розжига дуги.
Форсаж дуги (Arc Force) — подача электрических импульсов с высоким током для стабилизации «рвущейся» дуги.
Защита от залипания (Anti-Stick) — сбрасывает ток до минимального значения, при котором поддерживается горение дуги. Помогает оторвать прилипший электрод, не ломая его.
Понижение вольтажа (VRD) — автоматическое снижение напряжения при повышенной влажности или запылённости для защиты от удара током.
Совместимость с тугоплавкими электродами (TIG-Lift) — переключает между сваркой чёрных и цветных металлов. Для этого понадобится дополнительная горелка и баллон с инертным газом, предотвращающим окисление металла.
Сварочный инвертор
Сварочный инвертор – прибор, где ток электрода регулируется за счёт изменения режима работы внутреннего преобразователя постоянного напряжения в переменное. Посредством подобного, на первый взгляд, странного хода удалось снизить вес оборудования, обеспечить подстройку под род работ в обширных пределах.

Величина сварочного тока
В первую очередь сварочный инвертор позволяет легко реализовать удобный режим работы. В устройства без труда внедряется режим Антизалипания (автоматическое выключение при коротком замыкании), присутствуют иные особенности. Сегодня утверждение о высокой стоимости сварочного инвертора утратило силу. Огромная часть моделей потребляет настолько мало энергии, что пригодна к использованию в домашних условиях. Желающим купить Ресанту порой сложно понять, сколько Вт потребуется для снабжения устройства энергией.
У сварщиков в противовес большей части техники принято по-другому подходить к измерению возможностей прибора. Известно, что для использования электрода установленной толщины полагается получить на выходе инвертора определённый ток. Эти значения, как правило, указываются в инструкции. К примеру, для «четвёрки» ток занимает значения 120 – 200 А. Это зажжёт дугу, не допуская шанса спалить все окончательно. Если попробуете ток поставить меньше, работу выполнить окажется попросту невозможно.
Итак, сварочный инвертор характеризуется конкретной областью рабочих токов, по которой мастер делает вывод о пригодности оборудования в определённом случае. Для домашнего применения не берут инструмент с током более 200 А. Этого хватит, чтобы использовать электроды на 5 мм. А сверху ограничивает мощность. В параметрах показатель не фигурирует, но значение вычисляется по типичной формуле. На каждом сварочном инверторе расположена табличка, где указывается, помимо тока, рабочее напряжение. Для читателей показано на картинке, как вычисляется мощность.
Это важный параметр, сварочный инвертор способен легко спалить проводку. У большинства приборов отмечается параметр рабочего цикла (на картинке показан в процентах), определяющий, сколько времени от общего занимает активная часть. У читателей сразу возникнет вопрос: сколько длится общий интервал. По общепринятым соглашениям считается, что он составляет 10 мин. Если на рисунке указано, что током 160 А варят 70% времени, это означает 7 мин. Потом полагается сделать 3-минутную паузу, дать оборудованию остыть.
Применение таблицы значений
Указанные характеристики не затрагивают собственно сварочный инвертор. Большая часть техники выдаёт настраиваемый ток. Но лишь сварочный инвертор позволяет сдвигать настройки чрезвычайно плавно. Если говорить подробно, сварка может идти постоянным током или переменным. В примере рассматривается инвертор первого рода. Это понятно по значку, расположенному левее продолжительности цикла в процентах (две прямые черты, нижняя пунктирная). Переменный ток массово применяется для сварки цветных металлов.
Постоянный ток или переменный
В отдельном случае применяется собственная технология. К примеру, алюминий часто варят током обратной полярности, что помогает удалять оксидную плёнку с поверхности. Электроды требуется просушивать, предлагаются отдельные рекомендации по применению флюса. Разработана масса технологий, и сварочный инвертор обычно реализует лишь их часть. Преимущественно подразумевается сварка постоянным током черных металлов. В прочих случаях нужно внимательно изучать литературу. Как говорилось выше, сварка цветных металлов ведётся и постоянным, и переменным током, причём важно правильно соблюсти полярность.
Подчёркиваем, что сварочный инвертор становится лишь технологией получения переменного или постоянного тока, необходимого для правильной работы электродов. За остальное отвечает уже мастер, определяющий, какого рода ток используется, где взять электроды, как правильно подключить. Ряд терминов, идущих рука об руку со сварочными работами:
- Дуговая сварка. Термин популярен в источниках. Означает, что в ходе сварочного процесс образуется дуга из ионизированного воздуха – ослепительное сияние, видимое при работах. Образующееся ударное повышение температуры позволяет без затруднений плавиться электроду (или проволоке). Иной вид сварки в гаражах не встречается.
- Слово полуавтомат подразумевает автоматическую подачу электрода (чаще проволоки), мастеру остаётся лишь идти вдоль шва с заданной скоростью. Полуавтомат вполне способен оказаться инвертором, это сложное оборудование, большинству не по карману.
- Обычно в системе обозначений подразумевается сварка черных металлов. Для этого применяются рядовые электроды, флюс обычно не нужен, как и среда инертного газа: приспособления служат, как правило, для защиты нежного цветного металла от агрессивного действия кислорода. Полярность используется прямая. Заземление подключается на чёрную клемму, а сварочный электрод на красную. Выше мы говорили, что для цветных металлов бывает с точностью до наоборот, но это уже тонкости, на которые обычный сварочный аппарат не рассчитан.
Пособие для сварщика
Какой ток использовать, описано в любом достойном справочном пособии для сварщиков. Настоятельно рекомендуем найти книгу и пользоваться в противовес мнению знакомых мастеров.
Как работает сварочный инвертор
Сказанное выше относится к большей части сварочных аппаратов, включая разновидности инверторов. Чтобы понять, в чем заключается особенность рассматриваемого класса приборов, кратко обратимся к структурной схеме. В состав сварочного инвертора входит блок для преобразования постоянного тока в переменный. Так снижается вес трансформатора. Чем выше частота, тем меньше размеры медной обмотки при равных потерях. Эта идея используется в любом импульсном блоке питания (адаптеры для ноутбуков, зарядные устройства для телефонов, системники персональных компьютеров), где установлен инвертор.
По утверждению Википедии дело обстояло так. На заре времён всеобщей электрификации требовалось решать задачи преобразования переменного тока в постоянный. Для этого применялись специфические механические устройства, где каждую половину периода направление электродов контакторов менялось на противоположное – инвертировалось. Оказалось, что устройства выполняют и обратную задачу: получение из постоянного тока переменного.
В Википедии прописана оговорка, что указанный путь толкования происхождения термина инвертор применительно к рассматриваемому контексту носит, скорее, характер предположительный. Истинные корни слова остаются неизвестными. А принцип действия понемногу эволюционировал. Если раньше применялись обычные двигатели, где вал сопрягался с контактором, сегодня часто используются электронные ключи в виде транзисторов, тиристоров и прочих силовых элементов. Путь развития последней ветки начался на заре XX столетия, когда впервые осознали полезность тиратронов.
Смысл: по слабому сигналу управляющей микросхемы большой мощности постоянное напряжение нарезается ключом на импульсы, без труда проходящих через трансформатор. Новички спрашивают: «Зачем это нужно?».
Ключ становится дозатором. В зависимости от способа нарезки он пропускает на выход необходимую мощность. Легко заметите, что в режиме на 100 А потребление ниже раза в 1,5. Ситуация реализуется при помощи инвертора. Его ключ нарезает постоянное напряжение пачками, оставляя пустой интервал. И чем пространство шире, тем меньше мощности проходит на выход. Подытожим:
- Высокая частота нарезания импульсов позволяет пройти относительно малогабаритный трансформатор без потерь.
- Электронный способ управления делает возможным варьирование выходной мощности в широких пределах.
Добавим, что в большинстве сварочных инверторов после трансформатора напряжение повторно выпрямляется: это делается для попадания возможностей изделия в круг задач максимального числа пользователей. Что закономерно повышает спрос на продукцию. Сварочный инвертор с режимом переменного тока понадобится далеко не каждому, вдобавок цветные металлы позволяют работать и постоянным током.
Какой сварочный инвертор выбрать
Большинство сварочных аппаратов сегодня строится по схеме инверторов. Простой трансформатор на три фазы практически не используется. Считается, что сварка цветных металлов переменным током оставляет более аккуратный шов. До покупки прибора узнайте, каким диаметром электрода, каким типом и на каком токе выполняются сварочные работы. Прибор обязан соответствовать. К примеру, сварочный инвертор из нашего примера годится исключительно для сварки покрытыми электродами диаметром до 5 мм включительно.

Выбор идеального прибора
При всем прочем сварка постоянным током плавящимся металлическим электродом обнаруживает максимальную скорость. Аргон стоит денег, выполнение работ в среде инертного газа потребует больших затрат. Получается, выполняется оценка предстоящих мероприятий, изыскивается золотая середина между:
- Ценой.
- Качеством.
- Скоростью.
- Простотой.
- Доступностью расходных материалов.
Обратите пристальное внимание на последний пункт, если живете в провинции. Местные дельцы не всегда знают, что род тока бывает переменным. Дело доходит до смешного: самоуверенные в собственной неграмотности, бизнесмены даже не попытаются привезти технику на заказ. Не забудьте осведомиться о местах расположения сервисных мастерских. Часто случается, что магазины товар отказываются принимать обратно, даже если в инструкции напрямую указано на обязанность дилера.
Статистику по поломкам рекомендуется набирать на форумах. Наравне с откровенным незнанием темы владельцы сварочных аппаратов охотно делятся опытом и рассказывают о собственных успехах и неудачах.
Читайте также: