Какой вид сварки целесообразнее всего применять для нахлесточных соединений днища резервуара
Обновлено: 18.05.2024
1-ый этап. Выполнить сварку начального участка стыков окраек зоны расположения элементов стенки ниточными валиками обратноступенчатым способом.
2-ой этап. Выполнить после последовательного выполнения операций сборки, сварки и контроля качества полотен центральной части днища, сборки, сварки вертикальных и горизонтальных швов между полосами и контролем качества не менее 3-х поясов стенки.
После окончания сварки всего стыка и его остывания удалить гребенки и скобы, а места их крепления зашлифовать. По окончании сварки первого слоя шва зачистить его от шлака и брызг и произвести визуальный контроль. Обнаруженные дефекты вышлифовать и отремонтировать.
Перед гашением дуги заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 10-15 мм. Последующее зажигание дуги производить на металле шва на расстоянии 12-18 мм от кратера или на выводных планках.
Стык сваривать без перерыва. Не прекращать сварку до заполнения половины высоты разделки по всей длине. До полного окончания сварки стыка нельзя подвергать его механическим воздействиям.
При обнаружении дефектов дефектное место удалить механическим способом до «чистого» металла и заварить вновь.
При сварке в защитном газе перед возбуждением сварочной дуги следует обдуть место сварки защитным газом для вытеснения воздуха из зоны сварки с целью предупреждения образования пор в начале шва.
После окончания сварки обрывать дугу следует после заплавления кратера. Кратер необходимо обдувать защитным газом до полного затвердевания металла, что исключает возможность вредного влияния воздуха на металл шва. Произвести очистку швов от шлака и брызг металла, проставить клейма сварщиков.
Приложение 2 (рекомендуемое) Технологическая карта сварки нахлесточных соединений днищ резервуара (МП-02-ОХНВП/Н1)
 | |
| 679 × 341 пикс. Открыть в новом окне | |
 | |
| 692 × 289 пикс. Открыть в новом окне | |
Метод подготовки и очистки: механический на ширину 50 мм в обе стороны от стыка Требования к сборке и прихватке: прихватки длина 30-50 мм, шаг 300-350 мм, катет 3-4 мм.
Технологические требования к сварке Сварить элементы центральной части днища за исключением швов периметра, центрального продольного нахлесточного соединения, участков продольных соединений длиной 600-2000 мм, примыкающих к окрайке. Эти швы, а также оставшуюся часть стыков окраек, сварить после монтажа и сварки не менее чем 3-х поясов стенки резервуара. Сварку производить обратноступенчатым способом с длиной ступени 250-400 мм: поперечные стыки от оси симметрии листового элемента каждого ряда к краям. Очистить слой шва от шлака и проконтролировать его визуальным и измерительным контролем. Устранить выявленные дефекты.
Сварочные работы и контроль сварных соединений
5.1. Сварка резервуарных конструкций или их отдельных узлов на монтаже должна производиться только после проверки правильности их сборки в соответствии с требованиями проектов и соответствующих нормативно-технических документов.
5.2. Последовательность сборочно-сварочных работ на монтажной площадке, способы сварки, порядок наложения швов, режимы сварки, диаметры и марки электродов и электродной проволоки, требования к другим сварочным материалам должны соответствовать ППР.
5.3. Допуск сварщиков к сварке резервуаров осуществляют в соответствии с требованиями главы СНиП 3.03.01-87.
Все монтажные сварные соединения должны регистрироваться в журнале сварочных работ (приложение 2 СНиП 3.03.01-87).
Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
5.4. Постановка прихваток при сборке монтажных стыков должна выполняться аттестованными в соответствии с п. 5.3 сварщиками. Прихватки следует выполнять электродами той же марки, что и сварку.
5.5. Качество прихваток, сварных соединений креплений сборочных и монтажных приспособлений, определяемое внешним осмотром, должно быть не ниже качества основных сварных соединений. Все кратеры на прихватках, как и на сварных швах, должны быть заварены.
5.6. Наложение шва поверх прихваток или на предыдущий слой (при многослойной сварке) допускается производить только после зачистки последних от шлака и брызг металла. Участки шва или прихваток с порами, раковинами и трещинами должны быть удалены и вновь заварены.
5.7. При сварке монтажных соединений резервуарных конструкций следует применять преимущественно механизированные способы: автоматическую и механизированную сварку под флюсом, в защитных газах и самозащитной порошковой проволокой.
Для нахлесточных соединений днища, центральной части плавающей крыши (понтона), стационарного покрытия, таврового соединения стенки с днищем целесообразно применять автоматическую сварку.
Для стыковых соединений окраек днища и вертикальных стыковых соединений полотнищ стенки целесообразно применять механизированную сварку.
5.8. Сварка монтажных соединений резервуарных конструкций должна производиться с применением технологических приемов (способы и порядок наложения швов, количество слоев, количество одновременно работающих сварщиков и т.п.), обеспечивающих получение наименьших сварочных деформаций. Эти приемы должны быть отражены в проекте производства работ.
5.9. Свариваемые поверхности, конструкции и рабочее место сварщика следует надежно защищать от дождя, снега, ветра и сквозняков.
При температуре окружающего воздуха ниже минус 10 0 С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, а при температуре ниже минус 40 0 С - оборудовать тепляк.
5.10. Ручную и механизированную дуговую сварку конструкций из углеродистых и низколегированных сталей при температурах стали, ниже указанных в табл. 36 СНиП 3.03.01-87 (см. обязательное приложение 2), следует производить с предварительным подогревом стали в зоне выполнения сварки до 120 - 160ºС на ширине 100 мм с каждой стороны соединения. Контроль температуры подогрева следует выполнять термокрасками, термокарандашами либо контактным термопарным термометром, оптическим пирометром.
5.11. Автоматизированную дуговую сварку под флюсом разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 37 СНиП 3.03.01-87 (см. обязательное приложение 2). При температуре, ниже указанной в таблице, автоматизированную сварку под флюсом надлежит производить с предварительным местным подогревом до 120 - 160ºС.
5.12. Автоматизированную электрошлаковую сварку элементов независимо от их толщины в конструкциях из низколегированных или углеродистых сталей допускается выполнять без предварительного подогрева при температуре воздуха до минус 65ºС.
5.13. При температуре стали ниже минус 5ºС сварку следует производить от начала до конца шва без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
В случае вынужденного прекращения сварки процесс следует возобновлять после подогрева стали в соответствии с технологическим процессом, разработанным для свариваемых конструкций.
5.14. Швы сварных соединений и конструкций по окончании сварки должны быть очищены от шлака, брызг и натеков металла. Удаление заводских и монтажных приспособлений и вспомогательных элементов сбиванием и отламыванием запрещено. После их удаления огневым или механическим способами остатки швов должны быть зачищены заподлицо с основным металлом. Углубления в основном металле не допускаются. После зачистки необходимо проконтролировать места креплений временных приспособлений с целью недопущения дефектов в этих местах.
Места зачистки на стенке из стали марки 16Г2АФ должны быть проконтролированы магнитопорошковым или капиллярным (цветным) методами с целью выявления и устранения трещин в основном металле.
5.15. Контроль сварных соединений на монтаже включает следующие методы:
- внешний осмотр и измерение;
- испытание на непроницаемость и герметичность смачиванием керосином или вакуум-камерой;
- рентгенопросвечивание проникающими излучениями;
- ультразвуковая дефектоскопия;
- контроль магнитопорошковым или капиллярным (цветным) методами.
Перед контролем сварные соединения должны быть тщательно очищены от шлака, сварочных брызг и других загрязнений.
5.16. Контролю внешним осмотром и измерением подвергают все сварные соединения. Недопустимые дефекты должны быть устранены.
Результаты контроля и качество ремонта должны быть отражены в журнале сварочных работ (см. обязательное приложение 2 СНиП 3.03.01-87).
5.17. Сварные соединения днищ резервуаров, центральных частей плавающих крыш (понтонов) следует проверять на непроницаемость вакуумированием, а сварные соединения закрытых коробов плавающих крыш (понтонов) - избыточным давлением.
Непроницаемость сварных соединений стенок резервуаров с днищем и вертикальных монтажных сварных соединений стенок должна быть проверена керосином или вакуумом.
Сварные соединения покрытий резервуаров следует контролировать на герметичность вакуум-камерами до гидравлического испытания или избыточным давлением в момент гидравлического испытания резервуаров (см. п. 8.7).
Контроль непроницаемости и герметичности сварных соединений вакуум-камерой должен производиться по специальной инструкции.
Контролю неразрушающими методами подлежат сварные соединения резервуаров объемами 2000 - 50000 м 3 :
- в стенках резервуаров, сооружаемых из рулонных заготовок, все вертикальные монтажные стыковые соединения (вертикальные монтажные стыковые соединения резервуаров объемом менее 2000 м 3 контролируются внешним осмотром и на непроницаемость керосином или вакуумированием);
- в стенках резервуаров, сооружаемых полистовым методом, - все вертикальные стыковые соединения I и II поясов и 50 % соединений III и IV поясов в местах примыкания этих соединений к днищу и пересечений с вышележащими горизонтальными соединениями;
- все стыковые соединения окраек днищ в местах примыкания к ним стенок.
Объем контроля остальных сварных соединений, а также методы контроля, требования по результатам контроля и исправление дефектов сварных соединений - в соответствии с разделом 8 СНиП 3.03.01-87.
Монтаж резервуаров полистовым методом
6.1. При изготовлении и монтаже резервуаров методом полистовой сборки следует соблюдать требования разделов 2, 3, п. 4.1, 4.2, 4.4, 4.5, 5, 7, 8, 9, 10 настоящих ВСН.
6.2. Организация, разрабатывающая или привязывающая ППР по монтажу резервуаров, должна в его составе уточнить подготовку кромок листов стенки в зависимости от принятых видов сварки, места строповки конструкций и другие вопросы, вытекающие из принятой технологии монтажа резервуаров. Одновременно должны быть разработаны поставляемые вместе с конструкциями резервуаров приспособления: устройства, конструкция которых должна предусматривать восприятие ветровых нагрузок для обеспечения устойчивости стенки во время монтажа; стенды для контрольной сборки и укрупнения листов стенки и кровли в блоки, монтажные стойки для резервуаров с покрытием; сборочные и строповочные приспособления; контрольные пластины для сварщиков и т.п.
6.3. В числе временных сооружений необходимо предусмотреть:
- помещения для сварочного оборудования;
- специальные сани для транспортирования автоматической установки типа "Циркоматик" и других сварочных аппаратов;
- хранилище для контейнеров с ампулами радиоактивных веществ (в случае отсутствия рентгеновского аппарата);
- кладовую для хранения сварочной проволоки, электродов и флюса с установкой в ней электрической печи для прокалки и сушки сварочных материалов;
- помещение для проявления и обработки снимков просвеченных швов;
- помещение для рабочих.
6.4. Технологический процесс сборки и сварки днищ резервуаров и центральных частей плавающих крыш (понтонов), монтируемых из рулонных заготовок, с целью получения минимальных сварочных деформаций, должен предусматривать следующую последовательность:
- монтируют окрайки днища, собирая стыки между ними на остающейся подкладке с зазором клиновидной формы, равным у периферии 4 - 6 мм, а у другого конца стыка 10 - 12 мм. Стыки закрепляют гребенками и сваривают на длине 200 - 250 мм в местах примыкания стенки (черт. 18);
Схема сварки стыков окраек
1 - окрайка; 2 - подкладка; 3 - гребенка; 4 - сварочный шов; 5 - частичная сварка; 6 - риска установки первого пояса
Черт. 18
- монтируют рулонированные полотнища днища резервуара и сваривают соединения между ними только на площади, закрываемой впоследствии днищем плавающей крыши (понтона), не доваривая концы стыков на 2 м;
- после приварки на днище плит под опорные стойки и испытания сварных соединений днища резервуара на герметичность, монтируют полотнища плавающей крыши (понтона). Соединения между ними не доваривают по концам на длину 2 м;
- монтируют первый пояс стенки резервуара, сваривают его вертикальные стыки, затем приваривают к окрайкам днища;
- после сварки пояса с окрайками зазор в стыках окраек становится нормальным и стыки сваривают по всей их длине. Затем собирают полотнища днища резервуара с окрайками и приваривают их. В последнюю очередь заканчивают сварку соединений между полотнищами, которые оставляли не сваренными;
- днище плавающей крыши (понтона) после монтажа и сварки второго пояса стенки резервуара, монтажа и сварки коробов понтона собирают и сваривают вначале с ребром понтона, затем заваривают соединения между полотнищами, которые ранее оставались не сваренными.
6.5. Днища, сооружаемые из отдельных листов и окраек, также как из рулонных заготовок, монтируют в два этапа. Сначала монтируют окрайки, затем центральную часть днища. Порядок сборки и сварки окраек такой же, как и при монтаже днищ резервуаров из рулонных заготовок (см. п. 6.4). Листы укладывают полосами от центра днища к периферии, соблюдая минимальный размер нахлестки 30 мм. Сборку листов между собой осуществляют с помощью сборочных приспособлений. Разделку кромок в узлах стыковки выполняют, как указано на черт. 19. К сварке днища приступают после закрепления листов днища на прихватках, за исключением соединений периферийных листов с примыкающими к ним листами. В целях получения минимальной деформации после разбивки днища на отдельные зоны (четверти) рекомендуется последовательно сваривать (черт. 20):
- листы в зонах;
- зоны между собой;
- соединения периферийных листов между собой на участках, несколько больших их нахлестки на окрайки;
- кольцевое соединение периферийных листов с окрайками;
- оставшиеся соединения периферийных листов между собой;
- периферийные листы со всей средней частью днища.
6.6. При сварке днищ резервуаров из отдельных листов без окраек после сварки листов в зонах переводят нахлесточные соединения между периферийными листами на их краях на длине 200 - 250 мм в стыковые и заваривают эти участки на подкладках. Затем собирают первый пояс стенки, сваривают вертикальные швы, приваривают пояс к периферийным листам днища, после чего заваривают соединения между периферийными листами и в последнюю очередь сваривают периферийные листы со всей средней частью днища.
Подготовка кромок листов в узлах стыковки:
а - трех листов; б - четырех листов
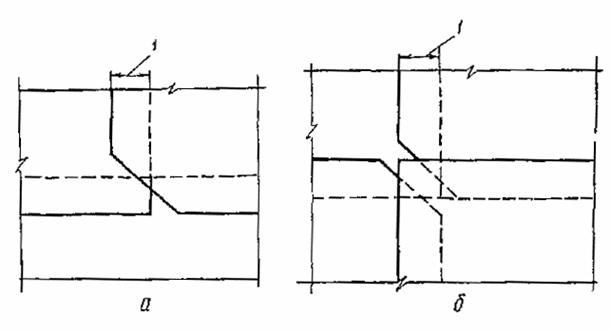
1 - величина нахлестки
Черт. 19
Схема сборки и сварки днища из листов
1 - окраина; 2 - периферийные листы; 3 - зона; 4 - шов между зонами; 5 - шов между периферийными листами и зонами; 6 - стенка
Черт. 20
6.7. Стенки резервуаров изготавливают и поставляют на монтажную площадку в виде отдельных вальцованных листов. На каждом листе заводом-изготовителем должен быть указан номер плавки и приложена копия сертификата.
Транспортировать и хранить вальцованные листы следует в контейнерах исключающих возможность их развальцовки и деформации.
6.8. До начала сборки стенки резервуара необходимо проверить: горизонтальность окраек днища (пп. 4.2.1, 7.1 настоящих ВСН), правильность геометрической формы листов (радиус гибки), соответствие разделки кромок проекту и дополнительным техническим требованиям ППР.
6.9. В процессе полистовой сборки (сборки из укрупненных блоков) следует строго соблюдать очередность установки элементов, предусмотренную ППР. Особенно тщательно необходимо контролировать сборку и сварку первого пояса, так как его качество предопределяет правильность геометрической формы всей стенки резервуара.
6.10. Листы первого пояса (укрупненные блоки) устанавливают на окрайки по разметке. При этом необходимо следить за тем, чтобы расположение первого листа строго соответствовало требованиям ППР.
6.11. Размеры разбежки между вертикальными стыками листов первого пояса и стыками окраек днища должны быть не менее 200 мм. Размеры разбежки между вертикальными стыками отдельных поясов - не менее 500 мм.
Сборка вертикального стыка между листами стенки
1 - тавровое стяжное приспособление; 2 - клин; 3 - проушина.
Черт. 21
6.12. Листы пояса с окрайками и между собой соединяют при помощи сборочных приспособлений (черт. 21 и 22), обеспечивающих проектные зазоры между кромками. В процессе сборки необходимо контролировать геометрическую форму стенки резервуара по поясам, совпадение кромок и зазоры в вертикальном и горизонтальном стыках. Последний (замыкающий) лист (блок) пояса обрезают по месту с разделкой кромок и обеспечением проектного зазора.
Сборка листов первого пояса стенки с днищем
1 - ограничитель; 2 - угловое стяжное приспособление; 3 - проушина; 4 - клин
Черт. 22
6.13. Стенку резервуара монтируют с обеспечением устойчивости от ветровых нагрузок, раскрепляя ее расчалками или используя при сборке и сварке металлические подмости, конструкция которых предусматривает восприятие ветровых нагрузок.
6.14. Технологию сборки и сварки стенки разрабатывают с учетом обеспечения геометрической формы и допустимых отклонений, приведенных в пп. 7.6, 7.7 и табл. 20 СНиП 3.03.01-87 (см. обязательное приложение 5).
6.15. Монтажные стыковые соединения стенок резервуаров следует выполнять дуговой сваркой со свободным или принудительным формированием шва с применением высокопроизводительных сварочных автоматов.
В случаях отсутствия высокопроизводительных автоматов для сварки горизонтальных стыковых соединений стенки, а также с целью уменьшения количества монтажных элементов целесообразно производить укрупнение листов в монтажные блоки из двух-трех листов, свариваемых по длинной кромке автоматом под флюсом. Сборку и сварку в блоки необходимо производить в удобных положениях, в кондукторах.
Вертикальные стыки пояса, а также горизонтальный стык между поясами сваривают одновременно несколько сварщиков, расположенных равномерно по окружности и двигающихся по мере сварки в одну сторону. Для сварки вертикальных стыков стенки следует предусмотреть технологию, обеспечивающую минимальное западание и выпучивание зоны стыка.
6.16. Качество монтажных швов стенки и днища резервуаров, монтируемых полистовым методом, контролируется посредством систематической проверки соблюдения технологического процесса; внешнего осмотра; проверки размеров и испытания на непроницаемость и герметичность (керосином, вакуум-прибором и пр.) всех швов. Для резервуаров объемами 2000 м 3 и более, кроме того, обязателен контроль вертикальных швов проникающим излучением или другими физическими методами. Объем контроля в соответствии с п. 5.17.
6.17. Монтаж плавающей крыши (понтона), подъем ее для установки опорных стоек, монтаж оборудования и направляющих крыши (понтона) выполняют в той же последовательности, что на резервуарах со стенкой из рулонных заготовок.
резервуары и резервуарное оборудование
VIII. Требования к сварке и контролю качества сварных соединений

8 Требования к сварке и контролю качества сварных соединений
8.1 Общие требования
8.1.1 При изготовлении и монтаже резервуаров применяют следующие электродуговые способы
сварки:
- механизированную дуговую сварку плавящимся электродом в защитном газе;
- автоматическую дуговую сварку плавящимся электродом под флюсом;
- механизированную дуговую сварку самозащитной порошковой проволокой;
- механизированную дуговую сварку самозащитной порошковой проволокой в среде защитного газа;
- ручную дуговую сварку.
8.1.2 Организации-подрядчики (изготовитель и монтажник) разрабатывают операционные техно
логические карты по сварке и контролю сварных соединений.
Технологические процессы заводской и монтажной сварки должны обеспечивать параметры сварных соединений в соответствии с требованиями проектов КМ и ППР и настоящего стандарта к физико-механическим характеристикам, геометрическим размерам, предельным параметрам и видам дефектов (см. 5.2.1.8, 5.2.3, 8.1.6, 8.1.7, 8.1.9.2, 8.2).
Руководство сварочными работами и сварку металлоконструкций резервуаров должны выполнять специалисты, аттестованные в соответствии с [16].
8.1.3 Заводскую сварку резервуарных конструкций следует выполнять в соответствии с утверж
денным технологическим процессом, в котором должны быть предусмотрены:
- требования к форме и подготовке кромок свариваемых деталей;
- способы и режимы сварки, сварочные материалы, последовательность выполнения технологических операций;
- указания по подготовке и сборке деталей перед сваркой с использованием кондукторов.
8.1.4 Монтажную сварку конструкций выполняют в соответствии с указаниями ППР, в котором
должны быть предусмотрены:
- наиболее эффективные способы сварки монтажных соединений;
- форма подготовки свариваемых элементов;
- технологические режимы сварки;
- необходимые технологическая оснастка и оборудование;
- указания по климатическим (температура, ветер, влажность) условиям выполнения сварочных работ.
8.1.5 Применяемые сварочные материалы, требования к условиям их хранения должны соответ
ствовать стандартам или ТУ на поставку сварочных материалов.
Сварочные материалы и технологии сварки должны быть аттестованы по [17]—[19].
8.1.6 Способы и режимы сварки конструкций должны обеспечивать:
- уровень механических свойств и хладостойкости сварных соединений, предусмотренных проектной документацией;
- уровень дефектности, не превышающий требований настоящего стандарта (см. 8.2,8.3).
8.1.7 Коэффициент формы наплавленного шва (прохода) должен быть в пределах от 1,3 до 2,0.
ДопуокЙется выполнение прерывистых сварных швов за один проход в нерасчетных соединениях
элементов резервуаров, не оказывающих влияние на их герметичность.
8.1.8 Временные технологические детали, привариваемые к резервуару при изготовлении элементов и монтаже и подлежащиеудалению, должны быть удалены без ударного воздействия на элементы резервуара, а остатки сварных швов — зачищены заподлицо с основным металлом и проконтролированы.
8.1.9 Требования к механическим свойствам сварных соединений
8.1.9.1 Механические свойства (кроме твердости) металла угловых, нахлесточных и тавровых соединений определяют на образцах, вырезанных из стыковых сварных соединений-прототипов. Стыковые соединения-прототипы должны выполняться с использованием мароксталей, сварочных материалов и оборудования, предназначенных для сварки указанных выше типов соединений.
8.1.9.2 Требования к прочностным характеристикам
Металл сварных соединений должен быть равнопрочен основному металлу. Испытания следует проводить на трех образцах типа XII или XIII по ГОСТ 6996. К металлу сварного шва сопряжения стенки с днищем (уторного шва) предъявляют дополнительное требование равнопрочности с основным металлом по нормативному значению предела текучести.
8.1.9.3 Требования к ударной вязкости сварных соединений
Ударная вязкость при установленной температуре испытаний должна быть не менее значений, указанных в 5.2.3.
Температуру испытаний устанавливают в соответствии с требованиями 5.2.3.2.
Испытания на ударный изгиб (ударную вязкость) следует проводить для металла сварного шва и зоны термического влияния стыковых соединений элементов групп А и Б. При этом определяют ударную вязкость металла шва и зоны термического влияния (ЗТВ) на трех поперечных образцах (по шву — три образца; по ЗТВ — три образца) с острым надрезом типа IX (для толщины основного металла 11 мм и более) и типа X (для толщины основного металла 6—10 мм) по ГОСТ 6996.
8.1.9.4 Требования к технологическим испытаниям на изгиб сварных соединений
При испытаниях сварных соединений на статический изгиб среднеарифметическое значение угла изгиба шести поперечных образцов (тип XXVII по ГОСТ 6996) должно быть не менее 120°, а минимальное значение угла изгиба одного образца — не ниже 100°. При толщине основного металла до 12 мм включительно исп ытания проводят изгибом образца с корнем шва внутрь (на трех образцах) и корнем шва наружу (на трех образцах), а при толщине основного металла более 12 мм — изгибом образов «на ребро» (на шести образцах).
8.2 Технические требования к сварным соединениям
8.2.1 Конструкция сварных соединений элементов резервуара должна соответствовать требованиям КМ и ППР.
8.2.2 По внешнему виду сварные швы должны соответствовать следующим требованиям:
- металл шва должен иметь плавное сопряжение с основным металлом;
- швы не должны иметь следующих дефектов: трещин любых видов и размеров, несплавлений, грубой чешуйчатости, наружных пор и цепочек пор, прожогов и свищей.
8.2.3 Значения подрезов основного металла не должны превышать указанных в таблице 16.
Таблица 16 — Допускаемое значение подреза основного металла в стыковом шве
VI. Сварка резервуаров

VI. СВАРКА РЕЗЕРВУАРОВ
6.1. Общие требования
6.1.1. При разработке конструкции резервуара в рабочей документации КМ должны быть определены требования к механическим свойствам сварных соединений и дифференцированно, в зависимости от уровня расчетных напряжений и условий работы соединений, назначен класс сварных швов (допускаемые размеры, вид и количество допускаемых внешних и внутренних дефектов). Кроме того, должен быть назначен объем контроля физическими методами различных сварных соединений резервуара.
Способы сварки, геометрические параметры кромок соединяемых элементов, сварочные материалы, а также технология выполнения монтажных сварных соединений резервуара определяются технологическим проектом сооружения резервуара (ППР) и учитываются в проекте КМ. Применительно к соединениям, выполняемым на заводе, указанные вопросы решаются при разработке технологических карт или технических условий на изготовление резервуарных конструкций и учитываются в рабочей документации КМД.
6.1.2. Технологические процессы заводской и монтажной сварки должны обеспечивать получение сварных соединений, в полной мере удовлетворяющих требованиям проекта КМ по всему комплексу физико-механических характеристик, а также соответствующих нормам по предельно допустимым размерам и видам дефектов с учетом коэффициентов концентрации напряжений.
6.1.3. Заводскую сварку резервуарных конструкций следует выполнять в соответствии с утвержденным технологическим процессом (процедурами), в котором должны быть предусмотрены:
требования к форме и подготовке кромок деталей, подлежащих сварке;
способы и режимы сварки, сварочные материалы, а также последовательность выполнения технологических операций;
конкретные указания по закреплению деталей перед сваркой;
мероприятия, исключающие образование прожогов, смещение шва от его оси и образование других видов дефектов;
мероприятия, направленные на снижение сварочных деформаций.
6.1.4. Монтажную сварку резервуарных конструкций следует выполнять в соответствии с указаниями ППР, в котором должны быть предусмотрены:
наиболее эффективные способы сварки монтажных соединений с учетом их пространственного положения;
сварочные материалы, удовлетворяющие требованиям рабочей документации КМ по уровню механических свойств;
требуемая форма подготовки кромок монтируемых элементов под сварку;
последовательность сварки и порядок выполнения каждого шва, обеспечивающих минимальные деформации и перемещения свариваемых элементов;
режимы и указания по технике сварки, которые должны обеспечить необходимый уровень механических свойств сварных соединений, а также получение требуемых структур металла шва и околошовных зон;
необходимая технологическая оснастка и оборудование для выполнения сварных соединений.
Кроме того, в ППР должны быть предусмотрены:
мероприятия по обеспечению требуемого качества подготовки и сборки под сварку свариваемых кромок, а также схема их закрепления и необходимая для этого технологическая оснастка;
допускаемая температура металла, при которой возможна сварка соединений без их подогрева, а также допускаемая скорость ветра в зоне сварки;
условия обеспечения требуемого диапазона скоростей охлаждения сварных соединений резервуарных конструкций при сварке;
указания по технологии производства сварочных работ в зимних условиях (если это предусматривается в соответствии с графиком работ).
6.1.5. В ППР должны быть предусмотрены мероприятия, направленные на обеспечение требуемой геометрической точности резервуарных конструкций, включая меры по компенсации или подавлению термодеформационных процессов усадки сварных швов, которые могут привести к потере устойчивости тонкостенной оболочки корпуса резервуара и образованию вмятин и выпуклостей его поверхности.
6.1.6. В случаях когда в рабочей документации КМ предусмотрена термическая обработка каких-либо сварных соединений резервуара, в ППР следует разработать технологию ее выполнения, включая способ, режимы термообработки, указания по контролю качества термообработанных соединений.
6.1.7. В ППР должна быть разработана программа контроля качества сварных соединений, включающая способы и объемы контроля каждого сварного соединения резервуара.
6.2. Рекомендуемые способы сварки
6.2.1. Выбираемые способы и технология сварки резервуарных конструкций должны обеспечивать:
высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки (массы наплавленного металла), затрат на сварочное оборудование и организацию технологического процесса;
высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемого уровня комплекса механических свойств: прочности, пластичности, твердости, ударной вязкости и хладостойкости;
минимальный уровень деформаций свариваемых конструкций.
6.2.2. При заводском изготовлении резервуарных конструкций основными способами сварки являются автоматизированная сварка под флюсом для листовых конструкций и механизированная сварка в углекислом газе или в смеси газов на основе аргона для решетчатых конструкций и оборудования. При автоматизированной сварке под флюсом резервуарных полотнищ необходимым является оснащение сварочного оборудования системами слежения электрода за стыком.
6.2.3. Рекомендуемые способы сварки для различных типов сварных соединений при сооружении резервуаров из рулонных заготовок, а также резервуаров, монтируемых полистовым методом, приведены в табл. 6.1 и 6.2.
Таблица 6.1
Рекомендуемые способы монтажной сварки резервуаров, сооружаемых из рулонированных полотнищ
Рекомендуемый способ сварки
Стыковые соединения окраек днища
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой.
Соединения элементов центральной части днища
1. Автоматизированная сварка под флюсом.
3. Механизированная сварка в углекислом газе
Монтажные стыки стенки
Механизированная сварка в углекислом газе.
Уторные швы в сопряжении стенки и днища
3. Автоматизированная сварка под флюсом.
Сварные соединения каркаса крыши при укрупнении в блоки
Соединения люков, патрубков, усиливающих листов на стенке и на крыше
Сварные соединения опорных узлов в сопряжении крыши со стенкой и колец жесткости
2. Ручная дуговая сварка.
Сварные соединения настила крыши
Сварные соединения понтонов или плавающих крыш
Таблица 6.2
Рекомендуемые способы сварки цилиндрических резервуаров, сооружаемых полистовым способом
Соединения окраек днища
Уторные швы в сопряжении стенки днища
3. Механизированная сварка в углекислом газе.
Вертикальные соединения стенки
1. Автоматизированная сварка с принудительным формированием шва порошковой или активированной проволокой.
2. Механизированная сварка в углекислом газе.
Горизонтальные соединения стенки
3. Сварка порошковой проволокой с полупринудительным формированием шва.
Соединение люков, патрубков и их усиливающих листов на стенке и на крыше
Сварные соединения каркаса крыши, опорных колец и колец жесткости
Соединения настила крыши
6.2.4. Учитывая, что ручная дуговая сварка характеризуется относительно высоким уровнем удельного тепловложения, приводящего к повышенным сварочным деформациям, а также сравнительно низкой производительностью, применение этого способа сварки при сооружении резервуаров должно быть ограничено.
При сварке в углекислом газе в условиях ветра необходимо применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра.
Для всех типов сварных соединений возможно применение ручной дуговой сварки с учетом п. 6.3.3.
6.3. Требования к подготовке и сборке конструкций под сварку
6.3.1. До начала сварочных работ любые соединения резервуаров должны быть проконтролированы и приняты под сварку по следующим конструктивным и технологическим критериям:
геометрические параметры кромок элементов, подготовленных под сварку (величина угла скоса кромок, зазор в стыке, величина притупления, смещение кромок), должны укладываться в поле допусков, предусмотренных проектом;
поверхность кромок, а также прилегающие к ним зоны шириной 20 мм должны быть зачищены от любых загрязнений;
сборочные приспособления, закрепляющие кромки свариваемых элементов, должны обеспечивать достаточную прочность и жесткость, чтобы исключить чрезмерные усадку швов и перемещения свариваемых элементов.
6.3.2. Закрепление кромок свариваемых элементов должно выполняться преимущественно с помощью сборочных приспособлений.
При необходимости постановки электроприхваток на монтажных стыках стенки их рекомендуется располагать с противоположной стороны от части сечения шва, выполняемой первой. Размер прихваток должен быть минимально необходимым. При выполнении зачистки корня шва такие прихватки удаляются.
Прихватки, выполняемые в угловых и нахлесточных соединениях, можно переплавлять только после их зашлифовки и визуального контроля качества, при этом такие прихватки должны выполняться квалифицированными сварщиками.
6.3.3. Приемку сварных стыков под сварку осуществляет руководитель сварочных работ, о чем делается соответствующая запись в журнале контроля качества монтажно-сварочных работ.
6.4. Требования к технологии выполнения сварных соединений
6.4.1. Способы, режимы и техника сварки резервуарных конструкций должны обеспечивать:
требуемый уровень механических свойств сварных соединений, предусмотренный проектом;
необходимую однородность и сплошность металла сварных соединений;
оптимальную скорость охлаждения выполняемых сварных соединений, которая зависит от марки стали, углеродного эквивалента, толщины металла, режима сварки (погонной энергии), конструкции сварного соединения, а также температуры окружающей среды;
минимальный коэффициент концентрации напряжений;
минимальную величину сварочных деформаций и перемещений свариваемых элементов;
коэффициент формы каждого наплавленного шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием шва).
6.4.2. При сварке резервуарных конструкций в зимнее время необходимо систематически контролировать температуру металла и, если расчетная скорость осаждения металла шва превышает допускаемое значение для данной марки стали, необходимо организовать предварительный, сопутствующий или послесварочный подогрев свариваемых кромок. Требуемая температура и схема подогрева должны быть определены в ППР. Рабочие диапазоны скоростей охлаждения сталей, а также минимальные температуры, не требующие подогрева кромок при сварке, которые зависят от углеродного эквивалента, толщины металла, способа сварки и погонной энергии, также должны указываться в технологических проектах. Как правило, при осуществлении подогрева кромок следует нагревать металл на всю толщину в обе стороны от стыка на ширину 100 мм.
При сварке в зимнее время, независимо от температуры воздуха и марки стали, свариваемые кромки необходимо просушивать от влаги.
6.4.3. При использовании способов сварки с открытой дугой в зоне производства сварочных работ следует систематически контролировать скорость ветра. Допускаемая скорость ветра в зоне сварки должна указываться в ППР в зависимости от применяемых способов сварки и марок сварочных материалов. При превышении допускаемой скорости ветра сварка должна быть прекращена или должны быть устроены соответствующие защитные укрытия.
6.4.4. Сварка должна производиться при стабильном режиме. Колебания величины сварочного тока и напряжения в сети, к которой подключается сварочное оборудование, не должны превышать ± 5%.
6.4.5. Последовательность выполнения всех сварных соединений резервуара и схема выполнения каждого сварного шва в отдельности должны соблюдаться в соответствии с указаниями ППР исходя из условий обеспечения минимальных сварочных деформаций и перемещений элементов конструкций. При выполнении монтажных стыков стенки первыми, как правило, должны выполняться швы изнутри резервуара.
6.4.6. Не допускается выполнение сварочных работ на резервуаре при дожде, снеге, если кромки элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
6.4.7. Все сварные соединения на днище и стенке резервуаров при ручной или механизированной сварке должны выполняться, как правило, не менее чем в два слоя. Каждый слой сварных швов должен проходить визуальный контроль, а обнаруженные дефекты должны устраняться.
6.4.8. Удаление дефектных участков сварных швов производится механическим методом (шлифмашинками или пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой поверхности реза.
6.4.9. Заварку дефектных участков сварных швов следует выполнять способами и материалами, предусмотренными технологией. Исправленные участки сварного шва должны быть подвергнуты повторному контролю физическими методами. Если в исправленном участке вновь будут обнаружены дефекты, ремонт сварного шва должен выполняться при обязательном контроле всех технологических операций руководителем сварочных работ.
Информация о выполненных ремонтных работах сварных соединений должна быть занесена в журнал контроля качества монтажно-сварочных работ.
Выполнение троекратного ремонта сварных соединений в одной и той же зоне должно согласовываться с разработчиком технологического проекта.
6.4.10. Удаление технологических приспособлений, закрепленных сваркой к корпусу резервуара, должно производиться, как правило, механическим способом или кислородной резкой с последующей зачисткой мест их приварки заподлицо с основным металлом и контролем качества поверхности в этих зонах. Вырывы основного металла или подрезы в указанных местах недопустимы.
6.4.11. После сварки швы и прилегающие зоны должны быть очищены от шлака и брызг металла.
Читайте также: