Какой вид сварки обеспечивает лучшее качество сварного шва
Обновлено: 21.09.2024
Порой сварщику приходится собирать конструкцию по чертежам. В документах обозначаются места, где предположительно должны быть сварочные швы. Чтобы правильно все собрать, необходимо знать виды сварных швов и их классификацию, а также научиться варить в нужном пространственном положении. Рассмотрим типы соединений, отличия швов, технику наложения и возможные дефекты.
В этой статье:
Что такое сварочное соединение
Сварочное соединение — это неразъемное соединение двух частей, полученное путем плавления кромок. Для усиления и заполнения места стыковки применяется присадочный металл, перемешиваемый с основным. Процесс расплавления ведется:
При РДС сварке образуется шлаковая корочка, которую отбивают специальными молотками. Еще она появляется при электросварке с флюсом. В остальных методах швы сразу чистые и доступны для осмотра.
Один кабель от источника тока выступает массой и подключается к изделию, а второй заканчивается держателем или горелкой и находится в руках у сварщика. За счет температуры дуги до 5000 градусов осуществляется плавка металла и выполнение стыков. Сварочные соединения считаются одними из самых быстрых и прочных, поэтому активно используются на строительстве, изготовлении автомобилей, судов и т. д.
Виды сварочных швов
Согласно ГОСТ 5264-80, существует несколько основных видов сварных швов:
Кроме этого, ГОСТ 16037-80 описывает виды стыковых швов труб. Они могут соединяться стык в стык по прямой линии или с уклоном. В документе прописана технология, когда требуется выполнить соединение с изгибом, ответвлением. За счет полой конструкции внутри трубы такие соединения не схожи с другими и вынесены в отдельную категорию, чтобы сварщик не путался в видах стыковых швов при сборке.

Виды пространственных положений сварных швов
Все перечисленные виды сварных швов могут выполняться в следующих пространственных положениях:
Еще бывают горизонтальные швы на вертикальной поверхности. Их сложность состоит в том, что металл больше стекает на нижнюю сторону, а вверху остаются подрезы и непровары. Для качественного выполнения требуется снижать силу тока, а иногда вести шов прерывистой дугой.

Подготовка к свариванию
Чтобы шов был качественным, требуется правильная подготовка сторон к свариванию. Если металл толще 5 мм, выполняется односторонняя разделка кромок с углом 45º. При толщине пластин 10 мм разделка требуется с двух сторон. Без такой подготовки металл не получится проплавить глубоко и соединение будет поверхностным. Исходя из этого виды фасок бывают:
Ржавый металл приводит к нестабильному горению дуги, "плевкам" шлака. Стороны в зоне сварки (минимум по 20 мм от линии соединения) требуется зачистить от ржавчины, следов краски, масла. Если предстоит варить тонкий металл 1-1.5 мм встык, используется медная подложка, предотвращающая прожоги.
Чтобы заготовку не повело при сварке, предварительно выполняются прихватки, причем они должны быть с двух сторон. Это относится ко всем видам соединений.
Классификация сварных швов
Кроме вида соединения и положения шва в пространстве, стыки классифицируются по технике выполнения шва и дополнительным характеристикам.
Положение электрода во время сварочного процесса
Сварку можно вести покрытым электродом, удерживая его относительно плоскости изделия под разными углами:
Движения электрода
Внешний вид шва во многом зависит от движения электрода. На соединениях без зазора обычно никаких колебательных движений не требуется — электрод ведется ровно, обеспечивая мелкую чешую и равномерную ширину. Важно только правильно подобрать скорость, чтобы кромки успевали проплавляться и не прожигался основной металл. Для заполнения широких швов сварщики используют поперечно-колебательные движения в виде:
По конфигурации
Линия стыковки определяет будущую конфигурацию сварного шва, которая возможна:
По степени выпуклости
Степень выпуклости называется катетом сварного шва. Исходя из параметров наложенного валика катет бывает:
Чем больше высота валика, тем прочнее шов и тем сложнее его сломать на излом.
По протяженности
Если требуется повышенная прочность или герметичность соединения, то выполняются сплошные сварочные швы. Это требует больше времени и увеличенного расхода присадочного металла. Когда нагрузки на конструкцию невысокие, допустимы прерывистые швы по 2-3 см длиной. Это обеспечивает целостность изделия, сокращает время на сварку и экономит электроды/проволоку полуавтомата.
По количеству проходов
Для листов металла 2-4 мм достаточно одного прохода, чтобы проварить соединение. Более толстые стороны нуждаются в разделке кромок и нескольких проходах. Такие швы называются двухпроходными, трехпроходными, многопроходными.
По виду сварки
Сварочные соединения возможны при помощи:
Дефекты швов
Основными видами дефектов сварных соединений являются:
Требования к сварным швам
Качество сварных швов оценивается методами неразрушающего и разрушающего контроля. К первым относится ультразвук и просветка швов рентгеном. Такие проверки выполняются на особо ответственных стыках, подвергающихся высоким нагрузкам.
При разрушающем контроле образцы швы проверяют на растяжение, излом, исходя из чего оценивают:
Необходимый уровень каждой характеристики прописывается в чертежах по сварке.
Что влияет на качество сварного соединения
Качество шва зависит от:
Источник видео: FUBAG
При безотрывном методе сварки жидкий металл под действием силы тяжести будет падать вниз. Используйте сварку прерывистой дугой. Накладывайте каждую новую "порцию" металла "полочкой", совершая движение полумесяцем.
Если стороны сведены плотно, а металл толще 4 мм, можно проварить сплошной шов без отрыва дуги, быстро ведя электрод. При зазоре 2-3 мм, тонком металле, потребуется вести сварку прерывистой дугой, как в случае с "вертикалом".
Проще всего сделать V-образную кромку болгаркой и шлифовальным кругом. Для большого объема работы используют фрезеровочный станок, выбирая U-образную фаску.
В случае аргонодуговой сварки или полуавтомата, попробуйте добавить/убавить расход газа на редукторе. При сварке на улице закройте место работы от ветра. убедитесь, что зона соединения очищена от ржавчины, краски, масла, грязи. Используйте для очистки щетку по металлу.
Заточенным стержнем электрода выковыряйте шлак из кратеров и непроваренных мест. Добавьте на 10-20 А силу тока и не спеша пройдитесь по дефектным местам сварочной дугой. Затем перекройте все сплошным швом, накладываемым с одинаковой скоростью, чтобы выровнять поверхность.
При сварке фланцев непрерывный шов обеспечивает привлекательный вид и лучшую герметичность. Круговые непрерывные швы на плоской поверхности (приварка патрубка к фланцу) выполняются на вращающемся основании. Кольцевые швы на трубе (соединение двух труб между собой) удобно выполнять, зажав заготовку в патрон токарного станка и медленно прокручивая его.
Как выбрать способ сваривания металла
, полуавтоматическую, аргонодуговую и контактную. Расскажем, на какие особенности каждой из них нужно ориентироваться, выбирая сферу применения.
Особенности электродуговой сварки
Ручная электродуговая сварка (РДС) по-другому обозначается ММА. Это один из самых простых способов соединения металлов, поэтому он часто используется в бытовых целях. Ручная сварка выполняется на постоянном или переменном токе. С использованием прямой полярности – к положительному полюсу подключают деталь, а к отрицательному – держатель электрода – или обратной полярности, когда деталь подключают к отрицательному полюсу, а электрод – к положительному. Для ее реализации важен правильный выбор источника питания и плавящихся электродов.
Источники питания для электродуговой сварки
Источник питания необходим для изменения параметров сетевого напряжения и силы тока. По этой характеристике сварочные аппараты делятся на два вида:
- Трансформаторные – преобразуют стандартные параметры электрического тока (понижают напряжение и повышают силу тока) с помощью трансформатора. В таких аппаратах сила сварочного тока регулируется механически. Она зависит от количества витков во вторичной обмотке трансформатора. Эти аппараты надежные, но большие, тяжелые и потребляют много электроэнергии. С их помощью сложно обеспечить хорошее качество швов.
- Инверторные сварочные аппараты – электронные устройства, в которых используются управляющие блоки на основе микропроцессоров. Они компактные, легкие. Позволяют использовать любой тип электродов, обеспечивают низкое разбрызгивание металла и отличаются широким диапазоном регулирования сварочного тока. Но инверторные аппараты чувствительны к влаге и строительной пыли.
Электроды для электродуговой сварки
При электродуговой сварке используют плавящиеся электроды, состоящие из металлического сердечника и специального покрытия (обмазки). Сердечник необходим для легирования металла шва и его формирования. Покрытие нужно, чтобы поддерживать горение дуги, создавая защитное газовое облако. В зависимости от состава покрытие может быть рутиловым, целлюлозным, основным, кислым или смешанным.
Более подробная информация об электродах представлена на видео ниже:
Преимущества и недостатки электродуговой сварки
- можно использовать в труднодоступных местах ;
- мобильное оборудование;
- простота технологического процесса.
- невысокая производительность;
- прямая зависимость качества швов от квалификации сварщика.
Применение электродуговой сварки
Ручная дуговая сварка подходит для работы с углеродистыми, легированными, высоколегированными, нержавеющими и жаростойкими сталями, а также чугуном. Для каждого из этих материалов нужно использовать разные типы электродов, отличающиеся химическим составом сердечника.
Как выполняется электродуговая сварка, можно увидеть на видео ниже:
Особенности полуавтоматической сварки
Полуавтоматическая сварка обозначается MIG/MAG. MIG – аббревиатура, образованная от Metal Inert Gas – сварка, которая выполняется в среде инертного газа: гелия, аргона или его смеси с углекислым газом. MAG – сокращенная аббревиатура Metal Active Gas, с применением активного газа, чаще всего – углекислого. Основное отличие полуавтоматической сварки – механизация процесса подачи плавящегося электрода.
Источники питания для полуавтоматической сварки
Используют трансформаторные и инверторные источники питания. У них такие же плюсы и минусы, как у аппаратов для электродуговой сварки.
Электроды для полуавтоматической сварки
Для полуавтоматической сварки используют плавящиеся электроды в виде проволоки, уложенной в катушки или кассеты. Она может быть с медным покрытием или без него. Покрытие обеспечивает равномерную подачу проволоки и снижает ее контактное сопротивление, а это приводит к стабильному горению дуги и малому разбрызгиванию электродного металла.
Еще одно преимущество таких электродов – минимальное количество вредных для сварочного шва примесей. Дело в том, что неомедненная проволока покрывается технической смазкой, содержащей жирные кислоты, щелочь и воду. Они становятся поставщиками водорода в металл шва и вызывают его пористость.

Комплект оборудования для полуавтоматической сварки
Преимущества и недостатки полуавтоматической сварки
- малая зона термического влияния, позволяющая без прожогов варить металл толщиной до 0,5 мм;
- высокая производительность;
- возможность варить элементы разной толщины;
- высокое качество швов;
- возможность проведения работ в любом пространственном положении;
- отсутствие шлаковой корки и необходимости механической доработки швов.
- сварочные работы проводятся только в закрытых помещениях, поскольку на отрытом воздухе газовая защита сдувается;
- обязательное наличие качественной вентиляции для удаления углекислого газа.
Применение полуавтоматической сварки
Сфера применения полуавтоматической сварки такая же, как и электродуговой.
Особенности аргонодуговой сварки
Аргонодуговая сварка обозначается аббревиатурой TIG. Это сокращение от Tungstren Inert Gas. Она выполняется в среде защитного газа – аргона. Он на 35 % тяжелее воздуха и легко вытесняет его из зоны сварки. При этом аргон не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. В результате количество дефектов в швах минимально. Аргон можно заменить гелием или смесью аргона с кислородом.
При аргонодуговой сварке электрод не касается поверхности металла. Для зажигания дуги используется осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют воздух в небольшом промежутке между электродом и поверхностью металла, и дуга зажигается при подаче тока на электрод.
Источники питания для аргонодуговой сварки
Для аргонодуговой сварки используют и трансформаторные, и инверторные источники питания. По типу питающей сети они делятся на однои трехфазные. По поддерживаемым режимам работы аппараты TIG бывают двух видов:
- DC – работают только на постоянном токе;
- AC/DC – на постоянном и переменном.
Электроды для аргонодуговой сварки
Аргонодуговую сварку выполняют неплавящимися вольфрамовыми электродами. Швы образуются за счет расплавления кромок соединяемых элементов. Для сварки толстостенных деталей дополнительно используют присадочную проволоку. Для работы на постоянном и переменном токе используют разные вольфрамовые электроды. Они выпускаются в чистом виде или легированные специальными добавками для разных условий работы.

На фото – схема выполнения аргонодуговой сварки
Преимущества и недостатки аргонодуговой сварки
- отсутствие шлаковой корки и необходимости ручной доработки швов;
- минимальное количество дефектов в сварных швах;
- отсутствие разбрызгивания металла;
- возможность соединения разнородных металлов.
- невысокая производительность;
- сложная настройка оборудования и высокая квалификации сварщиков.
Применение аргонодуговой сварки
Оптимальна для тонкостенных изделий и трудносвариваемых металлов. Она подходит для работы с любыми сталями, включая оцинкованные и нержавеющие. С ее помощью можно варить медь, чугун, титан и другие цветные металлы. Для соединения алюминиевых элементов аргонодуговая сварка самый подходящий вариант.
Особенности контактной сварки
Контактная сварка отличается ото всех остальных видов соединения металлов. При ее использовании соединяемые поверхности нагреваются в результате прохождения через место контакта электрического тока, а затем прижимаются друг к другу. Основные особенности контактной сварки – высокие значения сжимающего усилия (до сотен кг) и сварочного тока (до 1 000 А), а также малое время всего процесса – не более нескольких секунд.
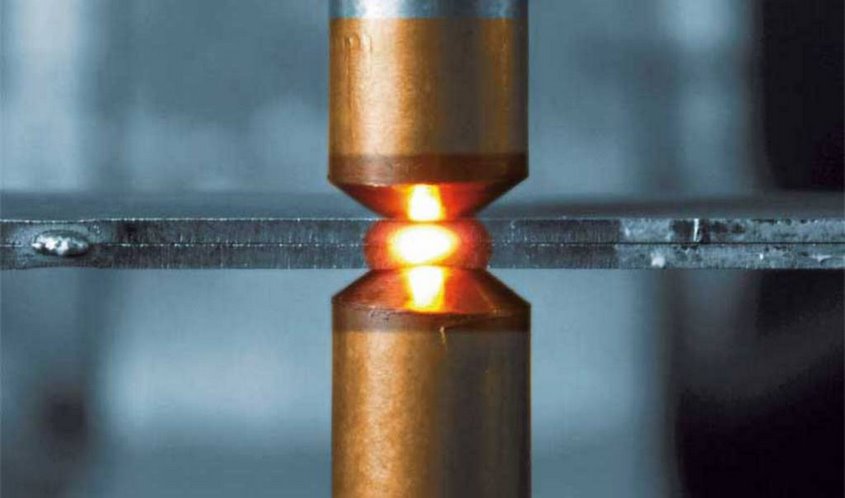
Так формируется сварочный шов при контактной сварке
Типы машин контактной сварки
По форме импульса и роду сварочного тока машины контактной сварки делятся на четыре типа:
- Аппараты переменного тока. Их основные узлы – трансформатор и тиристорный модуль. Трансформатор необходим для изменения стандартных параметров электрического тока, а тиристорный модуль – для подключения первичной обмотки трансформатора к питающему напряжению на время, достаточное для формирования сварочного импульса.
- Аппараты постоянного тока. Выпрямителями тока здесь являются силовые полупроводниковые вентили. Такие машины оптимальны для работы с алюминием и его сплавами.
- Аппараты конденсаторного типа. Их особенность в медленном накоплении электроэнергии в конденсаторе и последующем образовании мощного токового импульса. Сварка выполняется за очень короткое время. Оптимальна для работы с металлами с высокой теплои электропроводностью: серебром, медью или алюминиевыми сплавами.
- Низкочастотные аппараты. В них трехфазный ток промышленной частоты преобразуется в импульсы тока низкой частоты с помощью силовых выпрямителей. Используются для сварки легких сплавов на основе алюминия, магния и титана.
Электроды для контактной сварки
При контактной сварке электроды подводят ток, передают сжимающее усилие и отводят тепло. Они могут быть прямыми или фигурными, с плоской или сферической поверхностью. Последние отличаются большей стойкостью и меньшей чувствительностью к перекосам при установке, поэтому используются чаще. Электроды изготавливаются из медных сплавов, обладающих высокой тепло-, электрои жаропрочностью.
Преимущества и недостатки контактной сварки
- высокая степень автоматизации и производительность;
- стабильное качество сварных швов;
- не нужно использовать защитный газ или присадочную проволоку;
- низкий уровень химической неоднородности швов.
- узкая специализация;
- жесткие допуски на толщину стенок стыкуемых деталей.
Применение контактной сварки
По форме сварных соединений контактная сварка делится на следующие виды:
- Точечную. Используется для соединения тонких деталей толщиной от 0,02 мкм до 20 мм. Применяется при изготовлении электронных приборов, в судо-, самолетои автомобилестроении.
- Шовную. Используются электроды в форме роликов. Такой способ применяется для сварки листов толщиной от 0,2 до 3 мм. Он востребован при изготовлении различных емкостей.
- Стыковую. Детали соединяются сразу по всей плоскости соприкосновения. Такой способ удобен для изготовления трубопроводов, сверл или арматуры.
Контактная сварка подходит для работы с любыми металлами, включая разнотолщинные и разноименные.
Пример выполнения контактной сварки можно увидеть на видео ниже:
Заключение
Выбирая вид сварки, обязательно учитывают:
- толщину металла свариваемых деталей;
- серийность продукции;
- химический состав основного металла.
При этом электродуговая сварка удобна при работе в труднодоступных местах и наложении коротких швов, расположенных на большом расстоянии друг от друга. Она оптимальна для установки прихваток.
Полуавтоматическая сварка больше подходит для швов сложной конфигурации и средней длины, расположенных в различных пространственных положениях. Она обеспечивает высокое качество швов, поэтому применяется для сборки ответственных конструкций.
Аргонодуговая сварка подходит для работы с любыми металлами. Ее используют для соединения тонкостенных изделий и разнородных металлов, но особенно подходит она для сварки алюминия и его сплавов.
Контактная сварка считается самой производительной для работы с тонкостенными деталями. Часто является единственным вариантом соединения валов, стержней или прутов.
Сварка различных металлов: типы и особенности
Сварка – это сложный процесс соединения металлов через высокотемпературный нагрев. Здесь сочетаются законы электричества, теплопроводности, металлургии и химических состояний веществ. Без понимания этих законов могут возникнуть осложнения, которые приведут к разрушению сварного шва.
Чтобы снизить возможные риски, важно знать особенности сварки различных типов металлов. Это сэкономит время при сваривании и пост-обработке изделий, например полировке и шлифовании.
Особенности сваривания углеродистых сталей
Углеродистая сталь состоит из нескольких элементов, различающихся по химическому составу. Ключевым из них является углерод с незначительным добавлением примесей –кремния, фосфора или серы. Именно количество углерода оказывает большое влияние на свариваемость.
По содержанию углерода, которое колеблется в диапазоне от 0,1 до 2,1 %, различают 3 типа углеродистых сталей:
- Низкоуглеродистые – содержат менее 0,30 % углерода.
- Среднеуглеродистые – содержат около 0,30 %–0,60 % углерода.
- Высокоуглеродистые – 0,61%–2,1% углерода.
Низкоуглеродистая высокопластичная сталь обычно является наиболее легко свариваемой при комнатной температуре. Среднеуглеродистая сталь требует предварительного прогрева и последующей термообработки, чтобы не растрескался сварной шов. Для сварки высокоуглеродистой стали потребуется тщательный предварительный нагрев и последующая температурная обработка.
Следует учитывать и скорость охлаждения сварного шва. Углеродистая сталь с большим количеством углерода и другими элементами охлаждается медленнее, чем низкоуглеродистая.
Чтобы в сварной шов не попал водород, из-за которого в металле образуются поры, область сварки необходимо очистить от масел, краски, ржавчины или окалины.
Сварка низкоуглеродистых сталей
При газовой сварке низкоуглеродистых сталей в аргоне используют присадку в виде металлической низкоуглеродистой проволоки, чтобы в сварном шве не было пор
Стали с низким содержанием углерода свариваются лучше всего, причем без применения флюса. Для соединения деталей чаще всего используют ручную дуговую сварку электродами с различными типами покрытия или газовую сварку. Первый метод подходит для деталей толщиной более 5 мм, второй – для небольших тонких деталей менее 5 мм.
Как правило, для дуговой сварки низкоуглеродистых сталей используют электроды с рутиловым или кальциево-фтористорутиловым покрытием с добавлением небольшого количества железного порошка.
В таблице можно посмотреть марки электродов для сваривания рядовых и ответственных конструкций:
Рядовые конструкции
Ответственные конструкции
АНО-6, АНО-3, АНО-4, АНО-5, АНО-6, ОЗС-3, ОММ-5, ЦМ-7
АН-7, АНО-1, ВСП-1, ВСЦ-2, ДСК-50, К-5А, КПЗ-32Р, МР-1, МР-3, ОЗС-2, ОЗС-4, ОЗС-6, ОМА-2, РБУ-5, СМ-5, СМ-11, УОНИ-13/45, УОНИ-13/55, УП-1/45, УП-2/45, УП-1/55, УП-2/55, Э-138/45Н, Э-138/50Н, ЭРС-1, ЭРС-2
Альтернативными методами сварки низкоуглеродистых сталей являются:
- электрошлаковая сварка с использованием флюсов;
- автоматическая и полуавтоматическая сварка;
- сваривание с использованием порошковой проволоки.
После соединения деталей структуру конструкции нужно сделать равномерной. Для этого изделие нагревают до 400 °С и остужают на воздухе.
Сварка среднеуглеродистых сталей
Среднеуглеродистые стали используют в машиностроении для изготовления рельсов, осей и колес вагонов, несущих деталей. Сплавы металлов со средним содержанием углерода хорошо поддаются ковке.
Процесс сварки таких сталей проходит сложнее из-за разницы в прочности сварного шва и соединяемых деталей. Кроме того, вдоль шва могут образовываться трещины и поры. Чтобы стабилизировать баланс прочности, при сварке применяют электроды с низким содержанием углерода:
- АНО-7;
- АНО-8;
- АНО-9;
- ОЗС-2;
- УОНИ-13/55;
- УОНИ-13/65;
- ОЗС-2;
- К-5а.
Перед сваркой детали предварительно прогревают до 400 °С. Величина температуры зависит от толщины деталей и количества углерода в них. Кроме того, в процессе сварки детали постоянно подогревают для ровного распределения температуры. При толщине деталей более 4 мм необходимо предварительно обработать кромки в зависимости от типа соединения.
Детали соединяют сваркой минимум в два прохода. При этом шов нужно вести равномерно, без разрывов. После сварки изделие медленно охлаждают в термостате или с помощью теплоизоляционных материалов.
Для среднеуглеродистых сталей применяют такие типы сварки, как:
Сварка высокоуглеродистых сталей
Самые сложные стали для сварки – с высоким содержанием углерода. При соединении деталей образуется высокая концентрация мартенсита – твердого раствора, перенасыщенного углеродом. Мартенсит делает металл хрупким, что приводит к разрыву сварного шва после остывания.
При сварке высокоуглеродистых сталей следует использовать низковольтный электрод. Кроме того, предварительный нагрев металла до 300 °C замедляет процесс охлаждения и предотвращает концентрацию мартенсита. Последующий нагрев также уменьшит напряжение и усилит сварку.
Важно! Не допускается сваривать высокоуглеродистую сталь, если внешняя температура воздуха опустилась ниже 5 °C или на месте сварочных работ «гуляют» сквозняки.
Если все условия соблюдены, высокоуглеродистую сталь сваривают теми же способами, что и среднеуглеродистую. Для сварки можно применять и ацетиленовую горелку с расходом газа от 75 до 90 дм³/ч на 1 миллиметр толщины сварного шва.
Особенности сваривания легированных сталей
В легированной стали содержится хром, марганец, молибден, вольфрам, никель и другие элементы, которые повышают устойчивость к коррозиям, износам и твердость деталей.
По содержанию элементов легированные стали делят на 3 типа:
- Низколегированные, содержащие не более 2,5 % легирующих элементов.
- Среднелегированные, содержащие 2,5 %–10 %.
- Высоколегированные – более 10 % элементов.
Сталь называется по тому элементу, который входит в ее состав, например молибденовая, хромистая или ванадиевая. В зависимости от объема содержания легирующих элементов для каждого типа стали используют определенные особенности сварки.
Сварка низколегированных сталей
Главный показатель свариваемости таких сталей – это сопротивляемость к появлению трещин после остывания металла. Низколегированные стали содержат небольшое количество углерода, никеля, кремния, серы и фосфора, что исключает появление разрывов в процессе сварки.
Для них используют следующие методы:
- Дуговую сварку с электродами типа Э-70 с фтористо-кальциевым покрытием с низким содержанием водорода. Величину сварочного тока выбирают в зависимости от диаметра электрода, его марки, толщины сварных деталей и типа соединения. Сваривают в один проход без разрывов с постоянным подогревом более 200 °С.
- Сварку под флюсом при постоянном токе обратной полярности с силой не более 800 А и напряжением дуги не более 40 В. Детали толщиной до 8 мм сваривают в один проход, для деталей с толщиной до 20 мм используют двухстороннюю сварку. Чаще всего для соединений без обработки кромок используют проволоку Св-08ХН2М.
- Газовую сварку в углекислом газе – характеризуется повышенным выгоранием легирующих элементов. Если для сварки используют углекислый газ, сварщик должен брать проволоку Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ или порошковую проволоку. Если используют аргоновую смесь, оптимальным вариантом будет проволока Св-08ХН2ГМЮ.
Сварка среднелегированных сталей
Среднелегированные стали содержат никель, молибден, хром, ванадий и вольфрам и отличаются хорошим сочетанием прочности и пластичности за счет очистки от неметаллических элементов.
Прочность соединения сварных частей зависит от химического состава сварного шва. Баланс достигается за счет уменьшения доли легирующих элементов в сварном материале по сравнению с основным металлом. Крепкий на разрыв шов образуется, когда в него переходят легирующие элементы основного металла.
Для сварки используют низколегированные электроды, не содержащие органических элементов. Во время сварки важно не допустить воздействия на металл влаги или ржавчины, так как содержащийся в них водород снижает прочность сварного шва.
Для сварки среднелегированных сталей чаще всего применяют проволоки:
- Св-08Х20Н9Г7Т;
- Св-08Х21Н10Г6;
- Э-13Х25Н18;
- Э-08Х21Н10Г6;
- ЭА-1Г6.
Основными методами сварки являются:
- Аргонодуговая сварка. Эффективна для соединения деталей толщиной 3–5 мм с применением неплавящегося электрода для достижения равномерной глубины проплавки.
- Газовая сварка ацетиленокислородом, которая позволяет добиться качественного и ровного шва.
Сварка высоколегированных сталей
При нагревании выше 500 °С в высоколегированной стали происходит выпадение карбидов хрома, из-за чего теряются антикоррозийные свойства. Чтобы восстановить их, деталь нагревают до 1000–1150 °С и быстро охлаждают
Ключевые характеристики таких сталей, которые влияют на качество сварки, – низкая степень теплопроводности и высокий коэффициент линейного расширения. Первая характеристика влияет на увеличение тепловой концентрации в месте соединения и проплавления металла. Высокое линейное расширение приводит к деформациям деталей и появлению трещин.
При этом высоколегированные стали считаются жаропрочными, хладостойкими и устойчивыми к коррозиям. Одну и ту же марку стали не используют для различных изделий, а значит и подход к сварке будет индивидуальным.
Надежнее всего для сварки использовать электроды с покрытием из молибдена, марганца или вольфрама, это повысит пластические свойства металла и снизит вероятность появления трещин. Перед сваркой металл необходимо подогреть до 200–300 °С и выше для сбалансированного распределения температур. После сварки металл также нужно термически обработать.
Для сварки высоколегированных сталей применяют:
- Газовую сварку с пламенем мощностью 70–75 дм 3 ацетилена/ч на 1 мм толщины металла. Ее используют для тонких деталей в пределах 1–2 мм. Здесь применяют низкоуглеродистую сварочную проволоку Св-02Х19Н9Т или Св-08Х19Н10Б с диаметром близким к толщине сварной детали.
- Ручную дуговую сварку – больше вариантов в выборе электродов. Чаще всего используют проволоку с фтористокальциевой обмазкой для получения шва нужного химического состава.
- Сварку под флюсом – для деталей толщиной 3–50 мм. Флюс замешивают на жидком стекле и наносят на кромки деталей. Сваривают после того, как флюс засохнет.
Особенности сваривания меди и медных сплавов
Медь и ее сплавы отличаются высокой теплопроводностью, что затрудняет получение прочного сварного шва. Поэтому такие металлы сваривают с помощью методик высокотемпературного плавления. Чаще всего применяют:
- дуговую сварку в защитных газах;
- ручную дуговую сварку покрытыми электродами;
- механизированную дуговую сварку под флюсом;
- газовую сварку;
- электронно-лучевую сварку.
Сварка в защитных газах
При таком типе сварки с минимальным содержанием примесей получается прочный сварной шов. Чаще всего применяют азот, аргон, гелий и их смеси. В качестве электрода используют неплавящийся вольфрамовый стержень, а для присадки – медную проволоку. Для азотной сварки на присадочную проволоку наносят борный флюс.
Ручная дуговая сварка
Выполняют на постоянном токе обратной полярности. Для медных листов толщиной до 4 мм не требуется разделка кромок, для листов до 10 мм применяют одностороннюю разделку с углом скоса 60–70° и притуплением 1,5–3 мм, для листов более 10 мм – Х-образная разделка.
При дуговой сварке используют электроды «Комсомолец-100», АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ЗТ и АНЦ-3. Сварку ведут по короткой дуге. Для металла толщиной в 5–8 мм требуется прогрев до 300 °С, при толщине 24 мм – до 800 °С. Для сплавов меди с никелем, бронзой и латунью применяют электроды ММЗ-2, Бр1/ЛИВТ, ЦБ-1 и МН-4.
Механизированная дуговая сварка под флюсом
Машина равномерно подает флюс, так что по окончании сварки получается идеально ровный сварной шов
Металл сваривают с помощью угольного или плавящегося электрода. Для угольного электрода применяют постоянный ток прямой полярности и флюсы АН-348А, ОСЦ-45, АН-20. Кромки металла собирают на графитовой подкладке, а поверх стыка кладут присадочный материал, как правило латунь. Таким способом удобно сваривать детали толщиной до 10 мм.
Для сварки с плавящимся электродом используют постоянный ток обратной полярности и флюсы АН-200, АН-348А, ОСЦ-45 и АН-M1. Если при сварке применяют неплавящийся керамический флюс ЖМ-1, дугу нужно запускать при переменном токе.
Этот способ удобен, потому что не требует предварительного прогрева металла. Для сварки чистой меди используют проволоку диаметром 1,4–5 мм из меди МБ, M1 или бронзы БрКМц 3-1, БрОЦ 4-3.
Для сварки латуни используют флюсы АН-20, ФЦ-10, МАТИ-53, бронзовые БрКМцЗ-1, БрОЦ4-3 и латунные ЛК80-3 проволоки.
Газовая сварка
Чаще всего применяют ацетиленокислородную сварку, с помощью которой достигается сверхвысокая температура пламени. Для газовой сварки используют флюсы с содержанием бора. Флюс наносят слоем в 10–12 мм на кромки и присадочную медную проволоку М1 или М2. Для сварки латуни рекомендуется брать проволоку ЛК80-3 из кремнистой латуни.
Электронно-лучевая сварка
Такой тип сварки эффективен в производстве медных изделий высокой чистоты, так как не допускается выпадение и осадок примесей. Альтернативным типом соединения деталей является плазменная сварка, которой «сшивают» металл толщиной до 60 мм. При сварке используют слой флюса или порошковую проволоку.
Особенности сваривания алюминия и алюминиевых сплавов
Главная особенность сварки алюминия и его сплавов – активная реакция металла с кислородом, при которой образуется оксид алюминия Al2O3 с повышенной температурой плавления в 2050 °С. При этом температура плавления чистого алюминия – всего 658 °С. Оксид остается в сварном шве и разрушает его структуру.
Второй ключевой момент – разрушаемость алюминия при температуре в пределах 600 °С. Важно учесть, что у алюминия нет переходного состояния и при сильном нагреве он становится жидким.
Эти проблемы решаются следующими путями:
- При сварке применяют флюсы и электроды со специальными покрытиями, которые растворяют Al2O3. После сварки остатки электродов и флюсов необходимо тщательно удалить с деталей.
- Для присадки используют проволоку из алюминия с 5-процентным содержанием кремния.
- Детали толщиной в 6–7 мм сваривают одним проходом без обработки кромок. Для сварки деталей толщиной более 7 мм на кромках делают скос до 60 градусов.
- Для сварки используют стальные подкладки, которые удерживают тепло в нужных точках.
- Алюминиевые детали толщиной более 20 мм предварительно прогревают до 400 °С.
- Начинают сварку при сильном постоянном токе обратной полярности, постепенно снижая его на 15 %.
Как правило, алюминий и его сплавы соединяют аргонно-дуговой сваркой. Для деталей толщиной до 10 мм используют неплавящиеся вольфрамовые или углеродные электроды, а для более толстых – плавящиеся стержни.
Алюминиевые сплавы представлены в 4 категориях:
- алюминиево-марганцевые;
- алюминиево-магниевые;
- алюминиево-медные;
- алюминиево-кремниевые.
Первый тип отличается повышенной прочностью и устойчивостью к коррозиям. Эти характеристики улучшаются, если использовать сплав алюминия и 5–6 % магния. Прочность дюралюминиевых сплавов повышается при закалке.
Алюминиевые детали толщиной до 4 мм сваривают через прямой стык без скоса кромок. При соединении необходимо оставить зазор не более 0,5 мм. Для более толстых деталей на кромках делают V-образный скос под 35 градусов.
Внахлест детали лучше не сваривать, так как между кромками будет затекать флюс, который вызовет коррозию металла. Перед сваркой кромки нужно обезжирить и очистить от оксида алюминия металлической щеткой или ортофосфорной кислотой.
Можно ли сваривать алюминий со сталью при изготовлении металлических изделий? Да, но нужно учитывать, что при сварке образуются хрупкие соединения, которые разрушают структуру стального шва. Проблему решают двумя путями:
- Используют биметаллические переходные вставки из алюминия и других металлов. При этом применяют сварку взрывом, прокатку, давление подогревом. Таким образом каждый тип металла приваривается к себе подобному.
- Используют алюминиевое покрытие стали с помощью погружения в расплавленный металл или припайку алюминия на стальную деталь. Кроме того, сталь можно покрыть припоем из серебра, а при сваривании использовать присадки из алюминиевых сплавов.
Особенности сваривания титана и титановых сплавов
Титан и его сплавы сваривают по специальным технологиям, так как данный металл ведет себя весьма специфично при различных температурах
Титан – металл с высокой температурой плавления – около 1600 °С. Считается одним из самых сложных металлов для сварки, так как в чистом виде активно реагирует с кислородом и азотом при нагревании до 400 °С. Поэтому зону сварки необходимо изолировать от воздействия атмосферного воздуха.
Для соединения титановых деталей нужна очень быстрая сварка без постепенного повышения температуры. Поэтому самым распространенным способом соединения титана и его сплавов является аргонная сварка на постоянном токе малой величины. Для нее не нужны электроды и флюсы, что исключает попадание в сварной шов посторонних соединений.
Титан и титановые сплавы сваривают в 2 этапа:
- Подготовка. Сварщик зачищает поверхность титановых деталей, удаляет различные оксиды. Детали обрабатывает соляной кислотой или фтором при температуре 60 °С. От попадания воздуха детали защищают медными или стальными прокладками.
- Сварка. В аргонную горелку вставляют вольфрамовый электрод. При появлении дуги образуется сварочная ванна с температурой до 6000 °С. Аргон обеспечивает дополнительную защиту от кислорода и азота.
При соблюдении всех требований у сварщика получается ровный и аккуратный сварной шов, который не требует дополнительной обработки.
В заключение стоит отметить, что для сваривания различных типов сталей требуется соответствующая квалификация сварщика. Например, начинающий сварщик легко справится со сваркой алюминия или низкоуглеродистых сталей. А вот сварить титан и его сплавы под силу опытному мастеру, который досконально знает все особенности процесса.
Уровень качества сварного шва: методы контроля

На уровень качества сварного шва влияет не только уровень мастерства сварщика, но и правильно подобранные материалы, а также выбор и настройка оборудования.
Данный показатель является ключевым критерием для признания изделия годным или негодным к эксплуатации. Недостаточно плотный шов с деформациями и нарушенной герметичностью обязательно скажется на свойствах готовой продукции и сроках ее использования.
Для отслеживания качества сварных соединений используют методы разрушающего и неразрушающего контроля. Существуют конструкции, к которым предъявляются повышенные требования, например, трубопроводы, соединения моста и так далее.
Подробнее о том, как проверяют уровень качества сварных швов, читайте в нашем материале.
Качество сварного шва: основные понятия
Сварное соединение является неразъемным, состоит из двух и более сваренных между собой деталей. Сварное соединение включает в себя такие элементы, как шов, зона термического воздействия, а также примыкающие к ним области.
Говоря об уровне качества сварного шва, нужно учитывать, что существуют разные типы сварных соединений – под каждый из них подбирают наиболее подходящий метод и режим обработки.

Сварной шов является местом соединения заготовок в единую конструкцию. В процессе обработки металл в зоне соединения плавится, а во время остывания кристаллизуется, благодаря чему обеспечиваются такие характеристики шва, как прочность и способность не пропускать жидкости и газы.
Сварной узел предполагает соединение примыкающих элементов.
Сварной конструкцией считается та, что состоит из деталей или узлов, сваренных друг с другом. Материал заготовок, скрепленных между собой, принято называть основным металлом. Также есть присадочный металл, подаваемый в зону дуги, который плавится после введения в сварочную ванну и обозначается специалистами как наплавленный.
Качество готового изделия зависит от типа, формы, размеров швов, их расположения относительно сил, действующих на конструкцию, и наличия аккуратного перехода между швом и основным металлом.
Каждый тип соединения предназначен для использования в определенных условиях, при конкретных статических, динамических нагрузках. Не менее важным показателем является технология изготовления конструкции.
Основные виды сварочных швов
Сварные швы различаются по принципу скрепления заготовок и могут быть:
- Стыковые. Формируются мастером между торцами деталей изделия.
- Нахлесточные. Предполагают наложение и частичное перекрытие кромок деталей.
- Тавровые. Получаются посредством приваривания одной заготовки торцом к плоскости второй.
- Угловые. Формируются между элементами, находящимися под углом относительно друг друга, при этом шов находится в месте примыкания деталей.
- Торцевые. Предполагают сваривание торцов заготовок.
- Предварительный контроль – проводится перед началом сварочных работ и предполагает проверку металла, электродов, флюсов, присадки, газовых смесей. Далее мастер отслеживает качество сборки заготовок, готовность к работе места сварщика, осматривает сварочное оборудование, чтобы убедиться в его удовлетворительном состоянии.
- Контроль сварки – предполагает проверку режима и соблюдения технологии во время работы с заготовками.
- Контроль качества – осуществляется на готовых соединениях указанными далее способами.
- Внешний осмотр или визуальный осмотр деталей – позволяет выявить проблемы, заметные невооруженным глазом.
- форма шва;
- длина;
- способ соединения заготовок;
- ориентация стыка в пространстве (вертикальный, горизонтальный и т.п.);
- количество положенных слоев.
- Встык. Соединяются торцевые части элементов, которые находятся в одной плоскости. Существует несколько вариантов выполнения операции: со скосом или без, с отбортовкой.
- Внахлест. Чаще всего используется для труб и профильных соединений. Детали располагаются параллельно и одна из них частично погружается в другую.
- Угол. Сварные швы укладываются с двух сторон. Может выполняться без скосов или же только с одним.
- Тавровое. Визуально место стыка напоминает букву «Т». Иногда две заготовки располагаются под острым углом. В любом случае торец одной из них соединяется с боковой частью другой. Сварочный шов укладывается с обеих сторон со скосами или без таковых.

Только при соблюдении ГОСТ 5264-80 можно говорить о высоком уровне качества сварных швов разных типов и конструктивных элементов, при создании которых используется ручная дуговая сварка.
Методы контроля качества сварных соединений
После завершения сварочных работ на производствах всегда осуществляют контроль качества, чтобы обеспечить высокую надежность швов. Данный этап дает возможность выявить дефекты, снижающие прочность соединения, из-за чего страдают эксплуатационные характеристики изделия.
Таким образом удается добиться безопасного использования конструкции по ее назначению.

На больших предприятиях за проверку уровня качества сварных швов отвечает отдельный специалист. Тогда как небольшие производства не имеют возможности оплачивать его услуги, поэтому обязанность ложится на самого сварщика.
Последний выполняет ряд операций:
Уровень качества сварных швов проверяют, основываясь на требованиях ГОСТов и иных нормативных актов. Подобные документы содержат информацию о допустимых погрешностях. После всех измерений специалист подготавливает акт и протокол испытаний, содержащий в себе результаты проверки.
Обычно, помимо визуального осмотра, используют и другие методы оценки качества проведенных работ, поскольку вероятны скрытые дефекты.
Визуальный контроль сварных швов
Данный подход является простым, дешевым и требует минимума временных затрат. С его помощью проверяют уровень качества сварных швов, выявляя видимые трещины, сколы, иные проблемы.

По нормам шов должен иметь одинаковую ширину и высоту, без мест непровара, наплывов, складок. Перед осмотром с металла снимают окалину, шлак и загрязнения.
Каждый дефект изучают, измеряют, чтобы понять, насколько сильно он отражается на качестве шва. По возможности проблему устраняют, после чего изделие направляют на повторную проверку.
Капиллярный контроль сварных швов
Капиллярный способ измерения уровня качества сварного шва также известен как контроль сварных соединений ПВК. Работы проводятся по ГОСТ 1844 и сопряжены с применением проникающих веществ.
Это неразрушающий метод контроля качества, основанный на способности жидкости просачиваться в микроскопические капилляры.

Здесь используются специальные, обычно ярко-красные жидкости, называемые индикаторами, или пенетрантами, которые заполняют даже самые мелкие трещины. Следы красителя в металле шва видны невооруженным глазом либо проверяющий может использовать лупу.
Капиллярный способ проверки уровня качества сварных швов считается универсальным, так как выявляет трещины, поры, непровары, прожоги. Он имеет доступную цену, ведь не предполагает использования сложного оборудования, а пенетранты не так дороги.
Тем не менее, данный подход позволяет установить точные параметры дефектов, их расположение, подходит для проверки швов на черных и цветных металлах, поэтому активно применяется в различных областях.
Метод пневматической проверки
Чтобы убедиться в герметичности шва этим способом, используют сжатый воздух. Обычно этот метод задействуют для проверки соединений трубопроводов, функционирующих под высоким давлением.

Изделие помещают в ванну с водой и подают внутрь него сжатый воздух, пока давление не превысит рабочие показатели на 30–50 %.
Если размеры не позволяют погрузить конструкцию в ванну, на металл наносят пенный раствор и действуют по описанной схеме – любой дефект проявляется в виде пузырей на поверхности пены.
Радиационный контроль сварных соединений
В этом случае работают с гамма-лучами, образующимися при самопроизвольном распаде радия или урана. Лучи проходят сквозь металл, а все пустоты, неоднородности или прочие дефекты проявляются на пленке.
Данный подход признан одним из самых эффективных, так как позволяет заметить даже малые, скрытые дефекты, что важно при оценке уровня качества сварного шва.

Здесь используют искусственные радиоактивные вещества, известные как изотопы, а именно тулий, кобальт, цезий. Срок действия кобальта составляет 5 лет, цезия – 33 года, тулия – 129 дней.
Однако радиационный контроль применяется нечасто, что объясняется сложностью и ценой оборудования. Все работы могут выполняться только специалистом, прошедшим обучение, а к соблюдению техники безопасности предъявляются повышенные требования.
Также сильно ограничена продолжительность работы с таким оборудованием, поскольку гамма-излучение опасно для человека.
Ультразвуковой метод контроля
Этот метод базируется на способности ультразвуковых волн отражаться от границы между средами с разными акустическими характеристиками. В данном случае оборудование фиксирует разницу между дефектами и материалом изделия.
Ультразвук отражается от нижней поверхности металла и идет к датчику, после чего преобразуется в электрическое колебание и направляется на экран электронно-лучевой трубки. Все дефекты вызывают искажение колебаний, что отображается как всплеск.
Характер и размеры искажений позволяют специалисту определить проблему и размеры дефекта.
Высокая популярность этого метода проверки уровня качества сварного шва объясняется его относительной простотой в сочетании с эффективностью и доступной ценой.
Здесь не требуется дорогое оборудование, можно не учитывать физико-химические характеристики материалов. Правда, осуществлять контроль может только специалист с особыми знаниями и навыками.
Магнитная дефектоскопия
Каждый металл характеризуется собственной магнитной проницаемостью, однако намагничивание изделия всегда вызывает магнитное рассеяние в зоне дефекта. Неоднородность материала приводит к искажению проходящего через изделие магнитного поля – формируется поток рассеивания, огибающий все дефекты в сварном шве.

Прежде чем проверять уровень качества сварного шва, на конструкцию наносят ферримагнитный порошок, который позволяет увидеть магнитные линии. На качественном изделии появляются ровные линии, тогда как искажения являются признаком проблем.
Несмотря на эффективность, способ дорогой и подходит лишь для ферримагнитных материалов. Иными словами, он не позволяет проверять швы на алюминиевых, медных заготовках и из целого ряда металлов.
Люминесцентный способ контроля
Здесь используются люминофоры, то есть вещества, способные светиться под ультрафиолетом. Это свойство позволяет применять их для выявления даже мельчайших поверхностных дефектов.
В первую очередь, с проверяемой зоны удаляют загрязнения, после чего наносят жидкий люминофор. Через 10–15 минут раствор смывают, металл просушивают и подвергают воздействию ультрафиолета.
На дефектах сохраняются остатки раствора, которые дают характерное свечение и показывают недостаточный уровень качества сварного шва.
Для всех свариваемых материалов используют примерно одинаковые методы проверки качества. Однако результаты ручной дуговой сварки проверить немного сложнее, чем швы, для которых использовалась газосварка.
Практика показывает, что более высокое качество соединений достигается за счет проведения сварных работ автоматом и полуавтоматом в среде углекислого газа. Швы, сформированные в атмосфере аргона, отличаются минимальной долей шлака и окалины при полноценном составе наплавляемого металла.
Подобные сварные соединения имеют более высокое качество, чем выполненные ручной сваркой.
Также на открытой местности, например, на стройплощадке, невозможно обеспечить столь же хорошие условия выполнения работ, что и в цехе. А значит, напрасно ожидать очень высокого уровня качества сварных швов.
Кроме того, в полевых условиях усложняется проверка. Все указанные факторы учитывают при разработке проектов, для осуществления которых необходимы сварные работы. Ведь от качества проекта зависит возможность завершения объекта и его дальнейшая эксплуатация.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Виды сварных соединений и швов

Идеальный сварочный шов является основной целью в работе сварщика. От этого зависит насколько долго будут удерживаться детали и какие нагрузки сможет выдержать конструкция. Для достижения желаемого результата нужно соблюсти несколько факторов. Основные из них: правильно выбрать угол наклона электрода и силу тока, обладать нужным уровнем мастерства.
Наклон электрода
Классификация сварочных швов выполняется по нескольким основным признакам. На его формирование оказывает влияние расположение, скорость и траектория перемещения электрода. Существующие типы сварочных соединений следует рассматривать с учетом всех тонкостей процесса.
Работа начинается уже после закрепления стержня в держателе. Естественно, что предварительно была установлена нужная сила тока и полярность подключения. Каждый мастер имеет собственный «почерк» выполнения сварочных работ, куда входит и наклон электрода. Согласно мнению большинства специалистов оптимальным считается его расположение под углом 70 градусов относительно рабочей поверхности. При этом относительно вертикали образуется острый угол величиной примерно в 20 градусов.
В специфической ситуации, когда изменять положение электрода необходимо в ограниченном пространстве, приемлемо даже строго перпендикулярное расположение расходных материалов. Направление перемещения электрода: его можно двигать и к себе, и в обратную сторону. Это имеет существенное значение. В случаях, когда не требуется сильное прогревание кромок, то электрод перемещают по направлению «от себя». А вот для лучшего прогрева его перемещают в обратном направлении.
Траектория движения
Казалось бы, не имеющий никакого значения параметр. Но нет, траектория перемещения электрода оказывает большое влияние на формирование сварочного шва. В любом случае она носит колебательный характер, поскольку иначе просто нет возможности «склеить» воедино две заготовки.
Колебания могут иметь различную конфигурацию: могут быть плавными или резкими с разными углами, похожими на восьмерки или любыми другими. Качественный шов имеет приятный внешний вид с ровными краями, одинаковой шириной и высотой наплава. Не должно быть дефектов в виде не проваренных зон, подрезов, кратеров и т.п.
Понятие катета и общепринятые нормативы
Формирование сварного шва начинается сразу с расплавом металла и заканчивается после его полного остывания. Принятой классификацией предусмотрена группировка сварных соединение по нескольким признакам:
В положениях ГОСТа есть определение каждого типа соединения, его основные характеристики, включая и катет сварочного шва.
Катетом принято считать сторону равнобедренного треугольника, который можно вписать в поперечное сечение сварочного шва. На рисунке данный параметр показан наглядно.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Важно правильно уметь рассчитывать его величину, так как от этого зависит прочность соединения. Если операции выполняются с заготовками разной толщины, то площадь сечения рассчитывается для более тонкой ее части. Умышленное увеличение катета расчетным путем не приведет ни к чему хорошему, поскольку никак не укрепит сварочный шов. В конечном итоге неоправданные манипуляции приведут к деформации конструкции.
В профессиональной литературе есть справочники, позволяющие проверить размер катета при помощи специальных шаблонов.
Расположение сварочных заготовок определяет вид соединения.
Протяженность и форма
Сварочный шов бывает плоским или выпуклым. Очень редко возникает потребность в создании шва вогнутой формы. Такие виды соединений используются, когда предвидятся динамические нагрузки. Наиболее «приспособленными» являются плоские швы, которые по праву считаются универсальными.
Протяженность сварочного шва бывает сплошной без интервалов, и реже – прерывистого типа. Последний вид имеет разновидность, которая очень часто используется на промышленных предприятиях. Речь идет о контактной шовной сварке. Она выполняется на специальном оборудовании, оснащенном вращающимися дисковыми электродами. Их еще называют роликами, а сам способ сваривания – роликовым.
Стоит отметить, что оборудование отлично подходит и для формирования сплошного шва. Он получается полностью герметичным и очень прочным. В промышленных масштабах таким методом провариваются стыки труб, емкости и другие герметичные модули.
Слои и расположение в пространстве
Шов, сделанный за один проход, принято называть однослойным. В случаях, когда приходится работать с толстыми заготовками для крепости соединения этого будет недостаточно: требуется несколько проходов. В результате таких манипуляций образуется несколько валиков, уложенных один поверх другого. Такое соединение принято называть многослойным.
Учитывая большое количество ситуаций, где необходима сварка металла, несложно предположить, что сварочные швы располагаются по-разному в каждом случае. К примеру, различают швы потолочные, нижние, горизонтальные и вертикальные.
При формировании вертикального сварочного шва специалист, как правило, ведет электрод по направлению от низа к верху. Оптимальная для такого случая траектория – полумесяц, зигзаг или елочка. Первый вариант наиболее прост и подходит для новичков. Сварка встык или под углом выполняется приемом «в лодочку» - как симметричным, так и несимметричным. В труднодоступных местах больше подходит несимметричный способ формирования шва.
Наиболее тяжело выполнять так называемые «потолочные» сварочные работы. Без опыта рассчитывать на кое-какой приемлемый результат не стоит. Сложность состоит в том, что жидкий расплав стремится покинуть ванну, да и рабочую зону в целом.
Предотвратить подобный итого помогают два приема: выполнение работ короткой дугой и уменьшение силы тока на 15-50 процентов. В случаях, когда потолочным способом приходится сваривать толстые заготовки (стенки 8 и более миллиметров), то следует сделать несколько проходов. Толщина первого шва составляет примерно 4 мм, остальные на 1 мм больше.
Положение электрода выбирается в зависимости от пространственной ориентации шва. Горизонтальные, потолочные и вертикальные соединения провариваются с расположением электрода углом вперед. Точно так же следует его расположить при работе с неповоротными стыками труб. А вот поверхности, расположенные под углом и встык свариваются электродами, наклоненными назад. В труднодоступных местах их можно удерживать перпендикулярно к поверхности.
Обработка швов
После завершения сварочных работ на поверхности заготовок есть шлаки. Если такие включения попадают в сам шов, то его прочность сильно уменьшается. Подобные наслоение зачищаются в обязательном порядке. Если сварщик делает несколько проходов, то зачистке подвергается каждый шов. При этом применяются два способа. Изначально стык оббивается молотком, а после обрабатывается жесткой проволочной щеткой.
Грубая очистка предполагает использование шлифовальных кругов или специальных ножей. Заготовки большого размера зачищают на станках. Завершающая стадия подразумевает полировку поверхности. Наиболее часто применяют фибровый круг для шлифмашинки. Не исключаются и любые иные методы завершающей отделки сварного соединения.
Читайте также: