Какую особенность имеет оборудование постов для сварки в углекислом газе
Обновлено: 16.05.2024
Способ сварки в среде углекислого газа впервые был разработан в середине 20-го века советскими исследователями К.В. Любавским и Н.М. Новожиловым. Благодаря низкой стоимости углекислого газа, высокой производительности и универсальности этого способа, сварка в углекислоте получила широкое распространение в промышленности, быту, при строительных и монтажных работах.
Сущность процесса сварки в углекислом газе
Сущность сварки заключаются в следующем. Поступающий для защиты зоны сварки углекислый газ под воздействием высокой температуры дуги распадается на угарный газ и кислород. Процесс распада происходит по реакции:
В результате реакции в зоне сварки образуется смесь из трёх газов: углекислый газ (СО2), угарный газ (СО) и кислород (О2). Поток этих газов не только защищает зону сварки от вредного воздействия атмосферного воздуха, но и активно взаимодействует с железом и углеродом, находящимися в составе стали по реакциям:
Нейтрализовать окислительное действие углекислого газа можно путём введения в сварочную проволоку избыточного кремния и марганца. Кремний и марганец химически более активны, чем железо, поэтому, вначале окисляются они по реакциям:
Пока в зоне сварки присутствуют в свободном состоянии более активные кремний и марганец, окисления железа и углерода не происходит.
Хорошее качество сварных соединений при сварке углеродистых сталей обеспечивается при соотношении количества марганца к кремнию в соотношении: Mn/Si=1,5…2. Формирующиеся в процессе сварки оксиды кремния и марганца не растворяются в сварочной ванне, а реагируют друг другом, образуя легкоплавкое соединение, которое в виде шлака быстро выводится на поверхность жидкого металла.
Особенности сварки в углекислоте
Сваривание металлов в среде СО2 выполняют постоянным током обратной полярности. Если сварку производить постоянным током прямой полярности, то это отрицательно сказывается на стабильности электрической дуги, в результате появляется дефект формирования формы шва и электродный металл расходуется на угар и разбрызгивание.
Но если выполняется е сварка, а наплавка, то рекомендуется использовать именно прямую полярность тока, т.к коэффициент наплавки у него в 1,6-1,8 раза выше, чем у тока обратной полярности.
Сварку можно выполнять и на переменном токе. В этом случае в сварочную цепь необходимо включить осциллятор. Источниками постоянного сварочного тока являются преобразователи тока с жёсткой характеристикой.
Полуавтоматическая сварка в среде углекислого газа
Сварочный пост для сварки в углекислоте
Схема сварочного поста общего вида для сварки полуавтоматом в среде углекислого газа представлена на рисунке:

1 - держатель; 2 - подающий механизм; 3 - включатель; 4 - защитный щиток; 5 - манометр на 0,6МПа; 6 - переходной штуцер для установки манометра; 7 - кислородный газовый редуктор с манометром высокого давления; 8 - осушитель газа; 9 - подогреватель газа; 10 - баллон с углекислым газом; 11 - сварочный выпрямитель, или генератор; 12 - пульт управления.
Подготовка металла под сварку
Сварка листов из низколегированной стали или углеродистой успешно сваривается в среде углекислого газа. При этом сварку тонких листов (толщиной 0,6-1,0мм) сваривают с отбортовой кромок. Допускается сварка без отбортовки, но зазор между свариваемыми кромками не должен превышать 0,3-0,5мм.
Перед началом сварки сварные кромки тщательно зачищаются до металлического блеска от краски, масла, окалины и других загрязнений. Можно делать это вручную, можно применить дробеструйную или пескоструйную обработку. Если перед сваркой необходимо прихватить детали, то прихватка углеродистых сталей выполняются вручную электродами Э42, Э42А, либо полуавтоматом в углекислом газе. Прихватка легированных сталей выполняется электродами соответствующего назначения.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Дуговая сварка в защитных газах
Дуговая сварка в защитных газах имеет высокую производительность, легко поддается автоматизации и позволяет выполнять соединение металлов без применения электродных покрытий и флюсов. Этот способ сварки нашел широкое применение при изготовлении конструкций из сталей, цветных металлов и их сплавов. Классификация способов дуговой сварки в защитных газах приведена на рисунке.
Классификация видов дуговой сварки в защитных газах
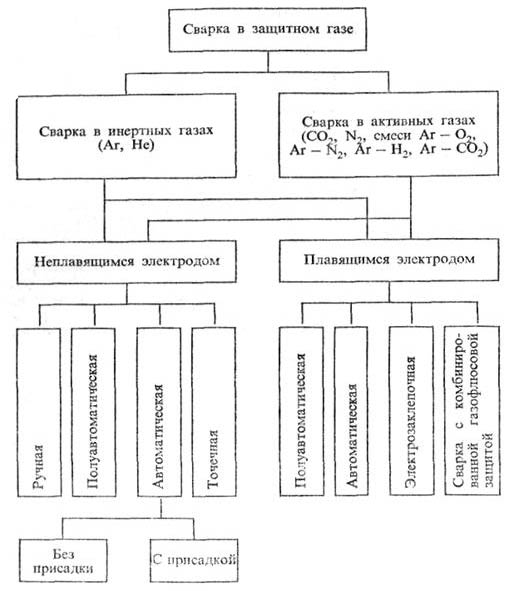
Дуговая сварка в защитных газах может быть выполнена плавящимся и неплавящимся (вольфрамовым) электродами.
Для защиты зоны сварки используют инертные газы гелий и аргон, а иногда активные газы — азот, водород и углекислый газ. Применяют также смеси отдельных газов в различных пропорциях. Такая газовая защита оттесняет от зоны сварки окружающий воздух. При сварке в монтажных условиях или в условиях, когда возможно сдувание газовой защиты, используют дополнительные защитные устройства. Эффективность газовой защиты зоны сварки зависит от типа свариваемого соединения и скорости сварки. На защиту влияет также размер сопла, расход защитного газа и расстояние от сопла до изделия (оно должно быть 5— 40 мм).
Преимущества сварки в защитных газах следующие:
- нет необходимости применять флюсы или покрытия, следовательно, не требуется очищать швы от шлака;
- высокая производительность и степень концентрации тепла источника позволяют значительно сократить зону структурных превращений;
- незначительное взаимодействие металла шва с кислородом и азотом воздуха;
- простота наблюдения за процессом сварки;
- возможность механизации и автоматизации процессов.
Иногда применяют двойную защиту сварочной дуги (комбинированную). Надежность защиты зоны сварочной дуги зависит от теплофизических свойств и расхода газа, а также от конструктивных особенностей горелки и режима сварки. Подаваемые в зону сварочной дуги защитные газы влияют на устойчивость дугового разряда, расплавление электродного металла и характер его переноса. Размер капель электродного металла уменьшается с увеличением сварочного тока, а увеличение глубины проплавления с увеличением сварочного тока связано с более интенсивным вытеснением жидкого металла из-под электрода вследствие давления сварочной дуги.
При сварке плавящимся электродом дуга горит между изделием и расплавляемой сварочной проволокой, подаваемой в зону сварки. По сварке неплавящимся электродом (вольфрамовые прутки) сварочная дуга может быть прямого или косвенного действия. Разновидностью сварочной дуги косвенного действия может быть дуга, горящая между вольфрамом, и беспрерывно подаваемой в зону дуги сварочной проволокой.
Защитное свойство струи инертного газа зависит от чистоты газа, параметров струи и режима сварки. Одним из наглядных способов оценки защитных свойств является определение диаметра зоны катодного распыления при возбуждении дуги переменного тока между вольфрамовым электродом и свариваемым металлом. В период, когда катодом является свариваемый металл, происходит вырывание частиц металла с поверхности сварочной ванны и соседних зон относительно холодного металла.
Степень катодного распыления зависит главным образом от массы положительных ионов, которые в процессе сварки бомбардируют катод. Например, в среде аргона наблюдается более интенсивное катодное распыление, чем в среде гелия. По убывающей склонности к катодному распылению металлы располагают в следующем порядке: Мg, Аl, Si, Zn, W, Fe, Ni, Рt, Сu, Вi, Sn, Sb, Рb, Аg, Cd.
Сварочную дугу в защитных газах можно классифицировать по следующим основным признакам:
- применяемому для защиты зоны сварки газу — активному или нейтральному;
- способу защиты зоны сварки — одиночным газом, смесью газов или комбинированным;
- применяемому для сварки электроду — плавящемуся или неплавящемуся;
- применяемому току — постоянному или переменному.
Сварка неплавящимся электродом
Условием стабильного горения дуги при дуговой сварке в защитной среде инертных газов на переменном токе является регулярное восстановление разряда при смене полярности. Потенциал возбуждения и ионизации инертных газов аргона и гелия выше, чем у кислорода, азота и паров металла, поэтому для возбуждения дуги переменного тока требуется источник питания с повышенным напряжением холостого хода. Сварочная дуга в среде инертных газов (аргона или гелия) отличается высокой стабильностью и для ее поддержания требуется небольшое напряжение. Высокая подвижность электронов обеспечивает достаточное возбуждение и ионизацию нейтральных атомов при столкновении с ними электронов.
В том случае, когда катодом является вольфрам, дуговой разряд происходит главным образом за счет термоэлектронной эмиссии благодаря высокой температуре плавления и относительно низкой теплопроводности вольфрама, что обусловливает неодинаковые условия горения дуги при прямой и обратной полярности. При обратной полярности (изделие является катодом — минус) напряжение при возбуждении дуги должно быть больше, чем при прямой полярности. Поэтому из-за значительной разницы в свойствах вольфрамового электрода и свариваемого металла кривая напряжения дуги имеет не симметричную форму, а в ней появляется постоянная составляющая, которая вызывает появление в сварочной цепи постоянной составляющей тока. Постоянная составляющая тока в свою очередь создает постоянное магнитное поле в сердечнике трансформатора и дросселя, что приводит к уменьшению мощности сварочной дуги и ее устойчивости. Появление в цепи постоянной составляющей тока не обеспечивает нормального ведения процесса сварки и особенно при сварке алюминиевых сплавов, так как сварочная ванна даже при небольшом содержании кислорода и азота покрывается тугоплавкой пленкой окислов и нитридов, которые препятствуют сплавлению кромок и формированию шва.
Очищающее действие сварочной дуги при сварке переменным током проявляется в те полупериоды, когда катодом является изделие благодаря катодному распылению, так как в этом случае происходит разрушение окисной и нитридной пленок.
При обратной полярности применяют низкие плотности тока, а практически такая дуга не применяется. При прямой полярности тепла выделяется меньше на электроде, так как его значительная часть расходуется на плавление свариваемого металла.
Сварка плавящимся электродом
При дуговой сварке плавящимся электродом в среде защитных газов геометрическая форма сварного шва и его размеры зависят от мощности сварочной дуги, характера переноса металла через дуговой промежуток, а также от взаимодействия газового потока и частиц металла, пересекающих дуговой промежуток, с ванной расплавленного металла.
В процессе сварки на поверхность сварочной ванны оказывает давление столб дуги за счет потока газов, паров и капель металла, вследствие чего столб дуги погружается в основной металл, увеличивая глубину проплавления. Поток газов и паров металла, направляемый от электрода в сварочную ванну, создается благодаря сжимающему действию электромагнитных сил. Сила воздействия сварочной дуги на ванну расплавленного металла характеризуется ее давлением, которое будет тем больше, чем концентрированнее поток газа и металла. Концентрация потока металла увеличивается с уменьшением размера капель, который определяется составом металла, защитного газа, а также направлением и величиной сварочного тока.
Сварочная дуга, образованная в результате плавления электрода в среде инертных газов, имеет форму конуса, столб которой состоит из внутренней и внешней зоны. Внутренняя зона имеет яркий свет и большую температуру.
Во внутренней зоне происходит перенос металла, и ее атмосфера заполнена святящимися парами металла. Внешняя зона имеет менее яркий свет и представляет собой ионизированный газ.
Металлургия сварки в защитных газах
Газы по защитному свойству расплавленного металла сварочной ванны от воздействия азота и кислорода воздуха подразделяются на инертные и активные.
К инертным газам относятся аргон и гелий, которые практически не взаимодействуют с расплавленным металлом сварочной ванны.
К активным газам относятся углекислый газ, азот, водород и кислород.
Активные газы по своему химическому взаимодействию с расплавленным металлом сварочной ванны могут быть нейтральными и реагирующими. Например, азот по отношению к меди является нейтральным газом, т. е. не образует с медью никаких химических соединений. Активные газы и продукты их распада в процессе дугового разряда, т. е. во время сварки, могут соединяться с расплавленным металлом сварочной ванны и растворяться в нем, из-за чего резко снижаются механические свойства сварного шва, а его химический состав не будет соответствовать установленным требованиям стандартов. Однако следует отметить, что некоторые растворимые в металле активные газы не всегда бывают вредными примесями.
Например, азот в углеродистых сталях является вредной примесью (образуются нитриды), из-за чего резко снижаются механические свойства сварного шва и стойкость к старению, тогда как в сталях аустенитного класса азот является полезной добавкой. При аргонодуговой сварке углеродистых сталей для поддува можно применять не только аргон или углекислый газ, но и азот, если в сварочную ванну будут введены элементы-раскислители в виде кремния и марганца. Поэтому выбор газа и присадочного материала должны обеспечивать заданные механические свойства, химический состав и структуру сварного шва. При сварке в защитной среде инертных газов расплавленный металл сварочной ванны изолирован от воздействия кислорода и азота воздуха; поэтому металлургические процессы могут происходить между элементами, содержащимися только в расплавленном металле сварочной ванны.
Так, например, если в сварочной ванне содержится некоторое количество кислорода в виде закиси железа РеО, то при наличии достаточного количества углерода будет образовываться нерастворимая в металле окись углерода [C] + [O] = CO,
Вследствие того, что расплавленный металл сварочной ванны кристаллизуется, а газ выйти не успевает, то в нем будут образовываться поры.
Расплавленный металл сварочной ванны может насыщаться кислородом, находящимся в инертном газе, в виде Свободного кислорода и паров воды. Поэтому для подавления реакции окисления углерода в период кристаллизации расплавленного металла сварного шва в сварочную ванну через присадочный материал должны быть введены элементы-раскислители в виде кремния и марганца. При сварке легированных сталей, имеющих в своем составе необходимое количество раскислителей, реакция образования окиси углерода подавляется. Таким образом, при сварке в защитных газах для подавления образования окиси углерода, способной образовывать поры в сварном шве и устранения азотирования сварного шва, необходимо в сварочную ванну ввести элементы-раскислители.
При сварке в защитной среде углекислого газа последний, защищая расплавленный металл сварочной ванны от кислорода и азота воздуха, сам в свою очередь, разлагаясь в дуговом разряде, является окислителем металла
где FеО — закись железа, растворяющаяся в железе.
Таким образом, как и при сварке в защитной среде инертных газов, в этом случае образуется окись углерода, которая в процессе кристаллизации металла сварочной ванны создает в нем поры. Для подавления образования окиси углерода (СО) через присадочную проволоку в расплавленный металл сварочной ванны вводятся элементы-раскислители — кремний и марганец.
Механизированная сварка в среде углекислого газа
Сущность способа сварки в среде углекислого газа. Сварка в среде углекислого газа (СО2) является разновидностью дуговой сварки. Схема сварочного процесса приведена на рис. 10.9.
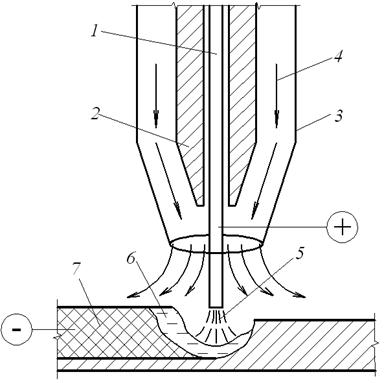
Рис. 10.9. Способ сварки в среде СО2
1 – сварочная проволока; 2 – токоведущий мундштук; 3 – сопло; 4 – струя защитного газ; 5 – сварочная дуга; 6 – сварочная ванна; 7 – шов
Сварка производится голой сварочной проволокой диаметром 1,4…2 мм, которая подается через токоведущий мундштук. В зону сварки через сопло поступает углекислый газ, струя которого, обтекая сварочную дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха.
Электродная проволока подается непрерывно в зону сварки со скоростью плавления. Сварочная горелка перемещается вдоль свариваемых кромок, в результате чего совершается процесс сварки с образованием шва. Сварку производят на постоянном токе обратной полярности (плюс на электроде).
Различают механизированную и автоматическую сварки. В первом случае механизирована подача проволоки, а горелка перемещается сварщиком вручную. В случае автоматической сварки механизированы подача проволоки и перемещение сварочной горелки.
Углекислый газ является химически активным газом, поэтому для сварки применяют проволоку марок Св-08Г2С или Св-08ГС, содержащих в своем составе раскислители кремний и марганец.
Основные достоинства сварки в среде СО2:
– обеспечивает получение высококачественных сварных соединений из различных металлов при высокой производительности по сравнению с ручной дуговой сваркой благодаря применению высокой плотности тока (100…200 А/мм 2 );
– высокое качество сварного шва;
– лучшие условия труда;
– в отличие от сварки под слоем флюса возможно визуальное наблюдение за процессом горения дуги и образования шва, что особенно важно при механизированной сварке;
– в отличие от сварки под слоем флюса не требует приспособлений для удержания флюса, поэтому возможна сварка как нижних, так и вертикальных и горизонтальных швов.
К недостаткам следует отнести возможность сдувания струи газа ветром или сквозняком, что ухудшает защитное действие газа и качество шва; необходимость защищать рабочих от излучения дуги и от опасности отравления при сварке в замкнутом пространстве. Кроме того, сварка в углекислом газе возможна только при постоянном токе и дает менее гладкую поверхность шва, чем сварка под флюсом.
Оборудование поста для сварки в среде углекислого газа. Для механизированной сварки в среде углекислого газа применяются полуавтоматы отечественного производства марок ПДГ-516, ПДГ-508, ПДГ-415, ПДГ-252 и др., а также полуавтоматы зарубежных фирм. Сварочные полуавтоматы имеют в своем составе примерно одинаковые функциональные блоки и отличаются друг от друга лишь мощностью и конструктивным исполнением. В качестве примера представлен пост механизированной сварки в углекислом газе полуавтоматом ПДГ-516, блок-схема которого представлена на рис. 10.10.
Сварочная проволока подается в зону сварки подающим механизмом, состоящим из двигателя постоянного тока, редуктора и двух пар роликов-шестерен с гладкими коническими канавками. Рычажным механизмом верхние ролики прижимаются к нижним. Сварочная проволока из кассеты подается роликами-шестернями через шланг в сварочную горелку. Сюда же подаются сварочный ток через кабель от выпрямителя и углекислый газ из баллона с углекислотой. Для сварки в углекислом газе используются выпрямители с жесткой внешней характеристикой марок ВС-300, ВДГ-301 и др. (в процессе сварки напряжение на дуге постоянно и не зависит от величины сварочного тока) или универсальные выпрямители ВДУ-504, ВДУ-506.
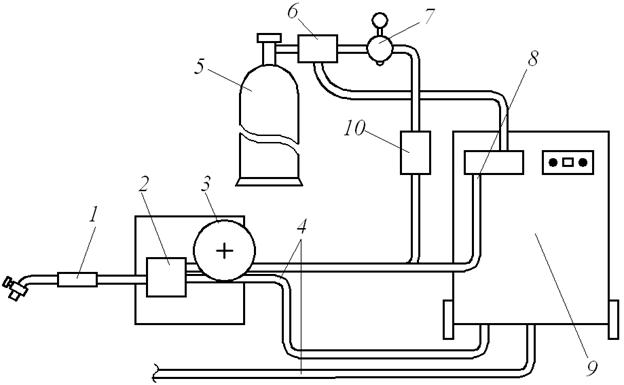
Рис. 10.10. Блок-схема полуавтомата для сварки в среде СО2:
1 – сварочная горелка; 2 – механизм подачи электродной проволоки;
3 – кассета с электродной проволокой; 4 – сварочные кабели; 5 – баллон
с углекислотой; 6 – подогреватель газа; 7 – редуктор-расходомер; 8 – кабель
управления; 9 – сварочный выпрямитель; 10 – осушитель газа
В баллоне сварочная углекислота находится в жидком состоянии. После испарения углекислый газ проходит через подогреватель, редуктор-расходомер, электрогазовый клапан и поступает в сварочную горелку. В случае применения несварочной (пищевой) углекислоты, с повышенным содержанием влаги, в газовую магистраль дополнительно включают осушитель. Испарение углекислоты проходит с поглощением тепла. Подогреватель повышает температуру углекислого газа, предотвращая замерзание редуктора. Редуктор-расходомер обеспечивает снижение давления газа до рабочего значения и контроль его расхода в процессе сварки.
Электрогазовый клапан представляет собой исполнительный механизм, открывающий и закрывающий подачу газа в сварочную горелку.
Блок управления сварочным полуавтоматом (БУСП) с электрогазовым клапаном расположен сзади подающего механизма и обеспечивает выполнение следующих операций:
– включение и выключение электрогазового клапана (выключение выполняется с регулируемой задержкой 1…5 с, что обеспечивает защиту жидкого металла вплоть до его затвердевания);
– включение и выключение электродвигателя подачи проволоки (скорость подачи проволоки регулируется резистором на панели блока управления);
– включение и выключение сварочного выпрямителя (выключение выполняется с регулируемой задержкой 0,5…3 с, что обеспечивает заварку кратера).
При нажатии выключателя на сварочной горелке происходит включение газового клапана и подача газа в зону сварки. Через 1 с включаются источник питания сварочной дуги и привод подачи электродной проволоки. При замыкании сварочной проволоки на изделие зажигается дуга.
При размыкании выключателя останавливается двигатель подачи электродной проволоки, происходит растяжка дуги и ее обрыв. Через 0,5…3 с выключается источник питания и через 1…5 с – газовый клапан (снимается напряжение со сварочной горелки и прекращается подача газа). Следующее включение происходит при нажатии кнопки на сварочной горелке.
Технические характеристики полуавтомата для сварки в углекислом газе ПДГ-516 с ВДУ-506 представлены в табл. 10.4.
Область применения сварки в среде углекислого газа
Применение сварки в среде углекислого газа позволило механизировать сварочные работы при изготовлении ответственных сварных конструкций и заменить во многих случаях ручную дуговую сварку полуавтоматической и автоматической сваркой. Полуавтоматическая сварка в среде углекислого газа позволяет механизировать процесс сварки в монтажных условиях, когда применение других методов механизированной сварки исключается или затруднено. Дуговая сварка в углекислом газе плавящимися электродами находит большое применение. Сравнительная дешевизна углекислого газа, высокое ка-чество сварных швов при правильно выбранной технологии сварки, а также ряд технологических преимуществ открывает этому способу широкие перспективы в различных отраслях машиностроения и строительства. Дуговая сварка в угле-кислом газе оказывается особенно целесообразной при изготовлении изделий из тонкого металла и различных малогабаритных деталей. Этот способ также внедряют при сварке соединений из толстого металла со швами небольшой протяженности и различной формы, расположенными в разных плоскостях. Указанным способом удается механизировать сварку вертикальных соединений, обеспечить хороший провар корня стыковых соединений без прожогов на весу, без подкладных колец и т. д.
В углекислом газе не следует сваривать изделия из толстого металла со швами большой протяженности и правильной формы (особенно в массовом производстве, где может быть применена дуговая сварка под флюсом).
Наиболее целесообразным в большинстве случаев оказывается метод полуавтоматической сварки в углекислом газе. В развитии этого способа сварки в настоящее время определилось два основных направления:
- сварка проволокой диаметром 1,6 - 2,0мм (это направление создано ЦНИИТМАШем);
- сварка тонкой проволокой диаметром 0,5 – 1,2мм (это направление созда-но институтом электросварки).
Проволока диаметром 0,5 – 2,0 мм применяется для сварки в различных пространственных положениях конструкций с толщиной свариваемых элемен-тов от 0,8 до 4 мм. На турбинном заводе, изготавливающем толстостенные сварные кон-струкции, наибольшее применение нашел способ сварки в углекислом газе проволокой диаметром 1,6 – 2,0 мм. Автоматическую сварку в углекислом газе рекомендуется применять при массовом изготовлении малогабаритных деталей с угловыми соединениями, при выполнении кольцевых поворотных стыков без подкладок соединений тол-стого металла с тонким, а также при выполнении многослойных швов на со-единениях с глубокой разделкой кромок и т.д. Для сварки толстого металла проволокой диаметром 1,6-2,5мм можно использовать любую сварочную авто-матическую головку, но со специальным мундштуком. Прогрессивный способ сварки в защитной среде углекислого газа имеет следующие технические и экономические преимущества перед другими спосо-бами сварки:
- производительность сварки в углекислом газе при одинаковых режимах на 25% выше производительности сварки под флюсом и в 3 раза выше производительности ручной дуговой сварки. Количество расплавленного металла при полуавтоматической сварке на обратной полярности в угле-кислом газе составляют 6-8 кг/час;
- стоимость одного килограмма металла, наплавленного в углекислом газе, на 20% дешевле, чем при сварке под флюсом, в 2 раза дешевле, чем при ручной дуговой сварке качественными электродами;
- хорошая видимость открытой дуги обеспечивает точность наложения швов, что особенно важно при полуавтоматической сварке криволиней-ных, прерывистых и труднодоступных швов и различных монтажных швов, для которых затруднено применение сварки под флюсом.
ВЫБОР СВАРОЧНЫХ МАТЕРИАЛОВ
На механические и физико-химические свойства металла шва весьма существенное влияние оказывает его химический состав. Поэтому для получения свойств, удовлетворяющих требованиям надежности конструкции при эксплуатации, важным является правильный выбор сварочных материалов (проволоки, защитных газов, флюсов).
При выборе сварочных материалов следует исходить из следующих условий:
- возможности осуществлять сварку в тех положениях, в каких будет находиться во время сварки изделие;
- возможности получения плотных беспористых швов;
- возможности получения металла шва, обладающего высокой технологической прочностью, т.е. не склонного к образованию горячих трещин;
- возможности получения металла шва, имеющего требуемую эксплуатационную прочность;
В зависимости от предъявляемых к изделию специальных требований, при выборе сварочных материалов необходимо учитывать дополнительное требование – получение металла шва, обладающего комплексом специальных свойств (напр., высокой коррозионной стойкостью, жаропрочностью, износостойкостью и др.).
При ручной сварке конструкционных углеродистых и легированных сталей выбор электродов производится по ГОСТ 9467-75. Этот ГОСТ предусматривает два класса электродов. Первый класс - электроды для сварки углеродистых и легированных конструкционных сталей, требования к которым установлены по механическим свойствам наплавленного металла и содержанию в нем серы. Второй класс регламентирует требования к электродам для сварки легированных теплоустойчивых сталей, и электроды классифицируются по механическим свойствам и химическому составу металла шва. ГОСТ 10052-75 устанавливает требования на электроды для сварки высоколегированных сталей с особыми свойствами. Выбор стальной сварочной проволоки для механизированных способов сварки производится по ГОСТ 2246–70. Он предусматривает выпуск стальной сварочной проволоки для сварки, наплавки диаметром от 0,3 до 12мм. Сварочная проволока для сварки алюминия и его сплавов поставляется по ГОСТу 7871-75. Проволоку выбирают с учетом: -способа сварки; - рассчитанных режимов сварки; - применяемого сварочного оборудования; - требуемых свойств сварных соединений; - марки свариваемых сталей. Выбор флюсов для сварки производится по ГОСТу 9087-81. Этот ГОСТ предусматривает 3 группы флюсов: - для сварки углеродистых, низколегированных и среднелегированных сталей (АН-348А, АН-348АМ, ОС4-45,ОСЦ-45М, АН-60, АН-22, АН-64, ФЦ-9); - для сварки высоколегированных сталей (АН-26, АН-22,АН-30, АНФ-16, Ф-17, ФЦК-С, К-8); - для сварки цветных металлов и сплавов. Флюсы выбирают в сочетании со сварочной проволокой и учитывают: - марку и толщину свариваемой стали; - способ сварки; - требования к свойствам сварных соединений. В качестве защитных газов при сварке применяют инертные газы и активные газы. Аргон, предназначенный для сварки, регламентируется ГОСТом 10157-79, поставляется высшего, первого и второго сорта. Аргон второго сорта предназначен для сварки нержавеющих сталей. Гелий поставляется по ГОСТ 20461-75. Для сварки применяется технический гелий с содержанием гелия 99,8%. Наиболее распространенным из активных газов является углекислый газ. Для сварочных целей обычно применяется углекислота, поставляемая по разработанным ЦНИИТМАШем техническим условиям. Защитные газовые смеси необходимо применять в соответствии с технологической инструкцией «ЭМК Атоммаш» 02859.25090.00201. Инертные газы применяют для сварки корневых швов легированных сталей, а также для сварки высоколегированных сталей, цветных металлов и сплавов. Для сварки углеродистых и низколегированных сталей может быть использована углекислота пищевая по ГОСТ 8050-85. Общие принципы выбора сварочных материалов можно характеризовать следующими условиями: - обеспечением требуемой эксплуатационной прочности сварного соединения, т. е. определенного уровня механических свойств металла шва в сочетании с основным металлом; - обеспечением необходимой сплошности металла шва (без пор и шлаковых включений или с минимальными размерами и количеством указанных дефектов на единицу длины шва); - отсутствием холодных и горячих трещин, т. е. получением металла шва с достаточной технологической прочностью; - получением комплекса специальных свойств металла шва (жаропрочности, жаростойкости, коррозийной стойкости). После обоснования выбора сварочных материалов для принятых в проекте способов сварки необходимо привести в форме таблиц химический состав этих материалов или механические свойства и химический состав наплавленного металла.
ОБОСНОВАНИЕ РЕЖИМОВ СВАРКИ
Обоснование режимов сварки следует осуществлять по рекомендациям в нормативно-технической документации либо путем расчета, по существующим методикам на основе рассмотренных показателей, свариваемости металла, выбранного способа сварки и сварочных материалов. При этом следует исходить из следующих условий:
- получения швов с оптимальными размерами и формой;
- обеспечения такого термического цикла, который обеспечит оптимальные свойства зоны термического влияния и металла шва.
Читайте также: