Какую роль выполняет зазор при сборке под сварку
Обновлено: 02.07.2024
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.

Смещение кромок
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва.
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
Важно! При заниженном зазоре возможен непровар, при завышенном прожог.
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.

Расположение прихваток при сборке
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Требования к сборке технологических трубопроводов
Смещение кромок по наружному диаметру разнотолщинных труб не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм.
Смещение кромок по внутреннему диаметру не должно превышать значений:
- 0,10 S, но не более 1мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории, работающих при температуре ниже — 70°C ;
- 0,15 S,но не более 1мм — для трубопроводов II — V категорий.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен путем проточки конца трубы под углом не более 15°.
Для трубопроводов с Ру до 10 МПа (100 кгс/см2) допускается калибровка концов труб методом цилиндрической или конической раздачи.
Условное смещение. Отклонение от прямолинейности, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать: 1,5 мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории; 2,5 мм — для трубопроводов II — V категорий.
Требования к прихваткам. Количество прихваток для трубопроводов диаметром до 100мм-2шт.; 100-600мм.-3-4шт.; свыше 600мм.-через каждые 300-400мм.
Длина прихватки для трубопроводов диаметром до 600мм. 2,0 — 2,5 толщины стенки, но не менее 15 и не более 60мм. Свыше 600 мм.-50-70мм.
Высота прихватки для трубопроводов диаметром до 600мм. 0,4 — 0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше. Свыше 600 мм. 4-5мм.
Требования к приспособлениям и технологическим креплениям
Сборка осуществляется с помощью центраторов или привариваемых на расстоянии 50 — 70 мм. от торца труб временных технологических креплений. Технологические крепления изготовливаются из стали того же класса, что и свариваемые трубы. Для закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не допускается.
Требования к смещению продольных швов
При сборке труб и других элементов с продольными швами последние должны быть смещены относительно друг друга. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с условным диаметром 100 мм и менее продольные швы должны быть смещены относительно друг друга на величину, равную 1/4 окружности трубы (элемента).
Требования к сборке трубопроводов газового оборудования
Смещение кромок. Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
на надземных и внутренних газопроводах низкого давления допускается производить нахлесточные соединения «труба в трубу» размеров d 50×40, 40×32, 32×25, 25×20 мм.при условии:
— просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
— величина нахлеста по длине соединяемых труб не менее 3 см;
— на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
Требования к смещению продольных швов
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
15 мм — для труб диаметром до 50 мм; 50 мм —от 50 до 100 мм; 100 мм диаметром св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Требования к сборке трубопроводов котельного оборудования
Требования к прихваткам
Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
Конструктивные элементы подготовки кромок и размеры швов
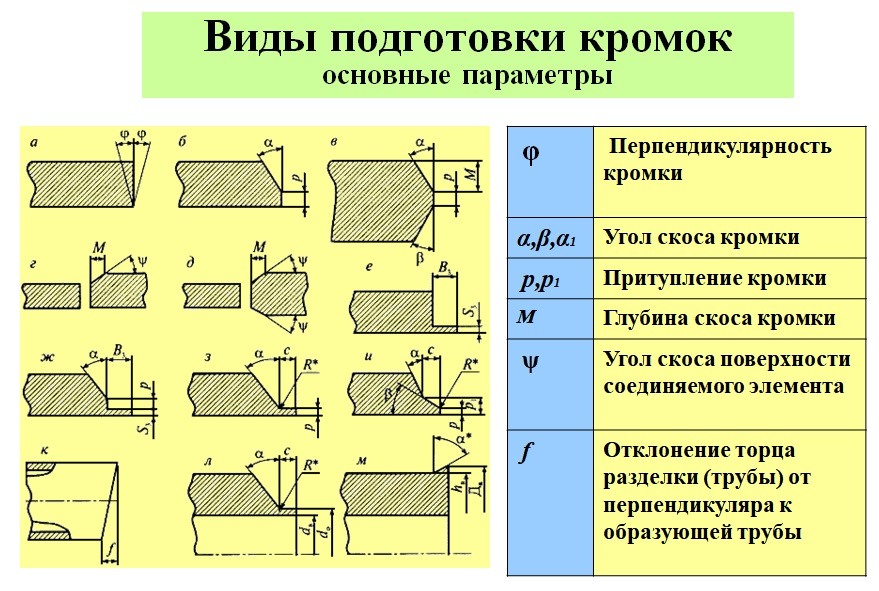
Виды подготовки кромок по сварку
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины при односторонней сварке ручной — до 4 мм,механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги вглубь соединения и полного проплавления кромок на всю их толщину.
Стандартный угол разделки кромок в зависимости от способа варки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны шва в неудобном потолочном положении или кантовать свариваемое изделия.

Стандарты на конструктивные элементы сварных соединений по способам сварки
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых,особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину, особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
Подготовка кромок технологических трубопроводов (НГДО4,12, ОХНВП16, МО2, ГДО)
Отклонение от перпендикулярности торца трубы относительно образующей:
05мм. для Dу до 65мм.; 1,0мм. для Dу св.65мм. до 125мм.; 1,5мм для Dу свыше 125мм. до 500мм.; 2,0 мм для Dу свыше 500мм.(п. 7.1.18. ПБ 03-585-03)
Кромки труб (элементов) и прилегающие к ним участки по внутренней и наружной поверхностям шириной не менее 20 мм. должны быть очищены от ржавчины и загрязнений до металлического блеска и обезжирены (п. 7.1.19. ПБ 03-585-03)
Газовую, воздушно-дуговую или плазменную резку труб из закаливающихся теплоустойчивых сталей необходимо производить с предварительным подогревом 200-250 С и медленным охлаждением. После резки кромки должны быть проконтролированы капиллярной или порошковой дефектоскопией. Обнаруженные трещины удаляются механической зачисткой по всей кромке. (п.п. 7.1.16., 7.1.17 ПБ 03-585-03)
После термической резки кромки труб из закаливающихся сталей должны быть зачищены на глубину не менее 3 мм., а из углеродистых и аустенитных сталей на глубину не менее 0,5 мм. от наибольшей впадины реза (п.п. 18.20,18.21 РД 38.13.004)
Подготовка кромок трубопроводов котельного оборудования (КО1,2)
Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки.Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Кромки и прилегающие к ним участки поверхностей деталей должны быть зачищены до металлического блеска и обезжирены на ширину: по наружной поверхности не менее чем на 20 мм. от кромки разделки, –по внутренней не менее 10 мм. При установке штуцера поверхность со стороны наложения шва должна быть зачищена на ширину 15-20 мм. от отверстия, а поверхность очка на всю глубину. (п. 6.2.4. РД 153-34.1-003)
Кислородную резку труб из хромо молибденовых и хромо ванадиевых сталей с толщиной стенки более 12 мм. при температуре воздуха ниже 0 С необходимо производить с предварительным подогревом 200 С и медленным охлаждением. (п. 6.1.5. РД 153-34.1-003)
При термической резке высоколегированных сталей (мартенситного мартенситно-ферритного и аустенитного классов)должен быть предусмотрен припуск не менее 1 мм. на последующую механическую обработку (п. 6.1.4. РД 153-34.1-003)
Подготовка кромок строительных конструкций
Непосредственно перед сваркой кромки и прилегающие к ним участки на ширину 20 мм. при ручной или механизированной дуговой сварке и не менее 50 мм. для автоматической, а также места примыкания начальных и выводных планок должны быть тщательно очищены от окалины грязи, краски, масла, ржавчины,влаги, снега и льда. (п. 5.6. РД 3415.132, п.1.4.2 ОСТ 36-58, п. 6.5 ОСТ 36-60)
Огневую резку кромок деталей из стали С345 и более прочных при температуре окружающего воздуха ниже минус 15 С нужно проводить с предварительным подогревом металла в зоне реза до 100 С. (п. 5.5. РД 3415.132)
После термической (кислородной, воздушно-дуговой, плазменной) резки поверхности реза должны быть механически обработаны:
- на элементах из сталей С235 до С285 – до удаления следов резки
- на элементах из сталей С345 до С375 – с удалением слоя толщиной не менее 1 мм.
- на элементах из сталей С390 до С440 — с удалением слоя толщиной не менее 2 мм.
При обработке абразивным инструментом следы зачистки должны быть направлены вдоль кромок (п. 5.3. РД 34 15.132).
Подготовка кромок трубопроводов газового оборудования (ГО 1,2)
Типы конструктивные элементы и размеры сварных соединений должны соответствовать ГОСТ 16037 (п.7.49. СП 42-102)
Подготовка кромок под стандартную разделку выполняется механической обработкой или газовой резкой с последующей зачисткой шлиф машинкой (п. 7.51. СП 42-102)
Подготовка кромок трубопроводов газового оборудования
Кромки труб (элементов) и прилегающие к ним участки по внутренней и наружной поверхностям шириной не менее 10 мм. должны быть очищены до металлического блеска (п. 7.52. СП 42-102)
Подготовка кромок магистральных и промысловых газопроводов (СТО Газпром 2-2.2-136)
Геометрические параметры торцов труб, СДТ, ЗРА должны соответствовать ТР-1 – ТР-23 Таблица А8
Свариваемые кромки и прилегающие к ним внутренние и наружные поверхности свариваемых элементов должны быть зачищены механическим способом шлиф машинкой на ширину не менее 15 мм.
(п 10.2.13)
Допускается производить резку труб, в т.ч. для выполнения
специальных сварных соединений (захлестов и др.), с применением оборудования механизированной орбитальной газовой или воздушно-плазменной резки с последующей механической обработкой торцов труб станком подготовки кромок или шлиф машинками до требуемой разделки при этом, металл должен быть сошлифован на глубину от 0,5 до 1,0 мм, а внутреннее усиление заводского шва должно быть сошлифовано «заподлицо» с внутренней поверхностью трубы (п.10.2.7)
Подготовка кромок сосудов, работающих под давлением (ГОСТ Р 52630-2007) (КО 3, ОХНВП 1,2)
Форма подготовки кромок должна соответствовать требованиям технической документации или проекта.
Кромки подготовленных под сварку элементов сосудов должны быть зачищены на ширину не менее 20 мм, Кромки не должны иметь следов ржавчины, окалины, масла и прочих загрязнений. Кромки должны проходить визуальный осмотр для выявления пороков металла. Не допускаются расслоения, закаты, трещины, а для двухслойной стали — также и отслоения коррозионно-стойкого слоя.
При толщине листового проката более 36 мм зону, прилегающую к кромкам, дополнительно следует контролировать ультразвуковым методом на ширине не менее 50 мм для выявления трещин, расслоений и т.д.
Технологические особенности подготовки под сварку и сварки стыковых, угловых, тавровых и нахлесточных соединений одно- и двухсторонних, со скосами и без скоса кромок, на весу и на подкладках.
При стыковом шве в верхнем диапазоне толщины листа должна быть проведена подготовка корня шва с обратной стороны. Это рекомендуется и для предотвращения возникновения дефектов и при всех случаях сваривания подварочных слоев и при двустороннем свариванииX-образных и двойных Y-образных швов в верхнем диапазоне толщины листа. УV-образных швов и швов HV фаза корня может быть несколько ломаной, высота притупления Y-образного шва зависит от используемой силы тока. U- образные швы и двусторонние U-образные швы по экономическим соображениям используются прежде всего при сваривании листов большой толщины, так как из-за небольшого угла раскрытия заполняемый объем шва меньше, чем при V-образных, Y- образных,X-образных и двойных Y-образных швах. У угловых швов зазор между кромками должен быть как можно меньшим, чтобы в него не мог попасть шлак. Это касается в первую очередь Т-образных соединений, соединений внахлестку и угловых швов.
Разделка сварных кромок у нелегированных и низколегированных сталей производится, как правило, газовыми автогенными резаками. Высоколегированные стали и металлы, подвергаемые ручной сварке, могут разрезаться плазменной струей. Удаление возникающей при термической резке оксидной пленки требуется, как правило, только в исключительных случаях. При наличии особенных требований в отношении соблюдения небольших допусков рекомендуется механическая доработка кромок. В особенности это относится к кольцевым швам. Современные технологии резки электронным или лазерным лучом чаще используются в механизированном производстве и являются скорее исключением при ручной сварке стержневым электродом.
Факторы, влияющие на выбор типа сварного соединения
При выборе типа сварного соединения учитывают:
- условия нагружения сварной конструкции при эксплуатации (статические или динамические нагрузки постоянные,переменные и др.)
- способ и условия изготовления сварной конструкции (ручная сварка, автоматическая в заводских или монтажных условиях)
- удобства и возможности при сборке и сварке, достигаемую экономию основного металла, электродов и др.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Конструктивные Элементы Сварных Соединений

Форму разделки кромок и их сборку под сварку характеризуют три основных конструктивных элемента: зазор, притупление кромок и угол скоса кромки (рис. 11).
Тип и угол разделки кромок; определяют количество необходимого электродного металла для заполнения разделки, а значит, и производительность сварки. Х-образная разделка кромок, по сравнению с V-образной, позволяет уменьшить объем наплавленного металла в 1,6—1,7 раза. Кроме того, такая разделка обеспечивает меньшую величину деформаций после сварки. При Х-образной и V-образной разделке кромки притупляют для правильного формирования шва и предотвращения образования прожогов.
Рис. 11. Конструктивные элементы разделки
кромок под сварку: а – угол разделки кромок; в —зазор; с – притупление; р – угол скоса кромок; 1 – без разделки кромок; 2-е разделкой кромок одной детали; ? – V-образная разделка; 4 – Х-образная разделка; 5 – U-образная разделка
Зазор при сборке под сварку определяется толщиной свариваемых металлов, маркой материала, способом сварки, формой подготовки кромок и др. Например, минимальную величину зазора назначают при сварке без присадочного металла небольших толщин (до 2 мм) или при дуговой сварке неплавящимся электродом алюминиевых-сплавов. При сварке плавящимся электродом зазор обычно составляет 0—5 мм, увеличение зазора способствует более глубокому противлению металла.
Шов сварного соединения характеризуется основными конструктивными элементами в соответствии со существующими стандартами (рис. 12).

Рис. 12. Основные геометрические параметры сварных швов:
е – ширина; q– выпуклость; h– глубина провара; b– зазор; k– катет; S– толщина детали
Контрольные вопросы:
1. Какие конструктивные элементы характеризуют форму разделки кромок?
2. Какие формы разделки кромок вы знаете? Что обозначают V-, Х– и U-образные виды разделки кромок? Какую роль выполняет зазор при сборке под сварку? Что такое притупление кромок и для чего оно делается? Расскажите о конструктивных элементах сварного шва.
Глава 3
ОБЩИЕ СВЕДЕНИЯ О СТАЛЯХ И ИХ СВАРИВАЕМОСТИ
Углеродистые Стали
Стали подразделяются на углеродистые и легированные. По назначению различают стали конструкционные с содержанием углерода в сотых долях процента и инструментальные с содержанием углерода в десятых долях процента. Наибольший объем сварочных работ связан с использованием низкоуглеродистых и низколегированных конструкционных сталей.
Основным элементом в углеродистых конструкционных сталях является углерод, который определяет механические свойства сталей этой группы. Углеродистые стали выплавляют обыкновенного качества и качественные.
Стали углеродистые обыкновенного качества подразделяются на три группы:
группа А – по механическим свойствам;
группа Б – по химическому составу;
группа В – по механическим свойствам и химическому составу.
Изготавливают стали следующих марок:
группа А – Ст 0, Ст 1, Ст 2, Ст 3, Ст 4, Ст 5, Ст 6;
группа Б – БСт 0, БСт 1, БСт 2, БСт 3, БСт 4, БСт 5, БСт 6;
группа В – ВСт 0, ВСт 1, ВСт 2, ВСт 3, ВСт 4, ВСт 5.
По степени раскисления сталь обыкновенного качества имеет следующее обозначение: кп – кипящая, пс – полуспокойная, сп – спокойная. Кипящая сталь, содержащая кремния (Si) не более 0,07 %, получается при неполном раскислении металла марганцем. Сталь характеризуется резко выраженной неравномерностью распределения вредных примесей (серы и фосфора) по толщине проката. Местная повышенная концентрация серы может привести к образованию кристаллизационных трещин в шве и околошовной зоне. Кипящая сталь склонна к старению в околошовной зоне и переходу в хрупкое состояние при отрицательных температурах.
Спокойная сталь получается при раскислении марганцем, алюминием и кремнием и содержит кремния (Si) не менее 0,12 %; сера и фосфор распределены в ней более равномерно, чем в кипящей стали. Эта сталь менее склонна к старению и отличается меньшей реакцией на сварочный нагрев.
Полуспокойная сталь по склонности к старению занимает промежуточное место между кипящей и спокойной сталью. Полуспокойные стали с номерами марок 1—5 выплавляют с нормальным и повышенным содержанием марганца, примерно до 1 %. В последнем случае после номера марки ставят букву Г (например, БСтЗГпс).
Стали группы А не применяются для изготовления сварных конструкций. Стали группы Б делятся на две категории. Для сталей первой категории регламентировано содержание углерода, кремния марганца и ограничено максимальное содержание серы, фосфора, азота и мышьяка; для сталей второй категории ограничено также максимальное содержание хрома, никеля и меди.
Стали группы В делятся на шесть категорий. Полное обозначение стали включает марку, степень раскисления и номер категории. Например, ВСтЗГпс5 обозначает следующее: сталь группы В, марка СтЗГ, полуспокойная, 5-й категории. Состав сталей группы В такой же, как сталей соответствующих марок группы Б, 2-й категории. Стали
ВСт1, ВСт2, ВСтЗ всех категорий и степени раскисления выпускают с гарантированной свариваемостью. Стали БСт1, БСт2, БСтЗ поставляют с гарантией свариваемости по требованию заказчика.
Углеродистую качественную сталь выпускают в соответствии с существующими стандартами. Сталь имеет пониженное содержание серы. Допустимое отклонение по углероду (0,03—0,04 %). Стали с содержанием углерода до 0,20 % включительно могут быть кипящими (кп), полуспокойными (пс) и спокойными (сп). Остальные стали – только спокойные. Для последующих спокойных сталей после цифр буквы «сп» не ставят. Углеродистые качественные стали для изготовления конструкций применяют в горячекатаном состоянии и в меньшем объеме после нормализации и закалки с отпуском.
Углеродистые стали в соответствии с существующими стандартами подразделяются на три подкласса: низкоуглеродистые с содержанием углерода до 0,25 %; среднеуглеродистые с содержанием углерода (0,25—0,60 %) и высокоуглеродистые с содержанием углерода более 0,60 %.
В сварных конструкциях в основном применяют низкоуглеродистые стали.
В сварочном производстве очень важным является понятие о свариваемости различных металлов.
Свариваемостью называется способность металла или сочетания металлов образовывать при установленной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией и эксплуатацией изделия.
По свариваемости углеродистые стали условно подразделяются на четыре группы: I – хорошо сваривающиеся, с содержанием углерода до 0,25 %; II – удовлетворительно сваривающиеся, с содержанием углерода от 0,25 до 0,35 %, т. е. для получения качественных сварных соединений деталей из этих сталей необходимо строгое соблюдение режимов сварки, специальные присадочные материалы, определенные температурные условия, а в некоторых случаях – подогрев, термообработка; III – ограниченно сваривающиеся, с содержанием углерода от 0,35 до 0,45 %, для получения качественных сварных соединений которых дополнительно необходим подогрев, предварительная или последующая термообработка; IV – плохо сваривающиеся, с содержанием углерода свыше 0,45 %, т. е. сварные швы склонны к образованию трещин, свойства сварных соединений пониженные, стали этой группы обычно не применяют для изготовления сварных конструкций.
Все низкоуглеродистые стали хорошо свариваются существующими способами сварки плавлением. Обеспечение равнопрочности сварного соединения не вызывает затруднений. Швы имеют удовлетворительную стойкость против образования кристаллизационных трещин. Это обусловлено низким содержанием углерода. Однако в сталях, содержащих углерод по верхнему пределу, вероятность возникновения холодных трещин повышается, особенно с ростом скорости охлаждения (повышение толщины металла, сварка при отрицательных температурах, сварка швами малого сечения и др.). В этих условиях предупреждают появление трещин путем предварительного подогрева до 120—200 °С.
Легированные Стали
Сталь, содержащая один или несколько легирующих элементов, вводимых для придания изделию определенных физико-механических свойств, называется легированной. Содержание некоторых элементов, когда они не являются легирующими, не должно превышать: кремния (Si) – 0,5 %; марганца (Мп) – 0,8 %; хрома (Сг) 0,3 %; никеля (Ni) – 0,3 %; меди (Cu) – 0,3 %.
Легированные стали подразделяют на подклассы: низко-, средне-и высоколегированные. Низколегированная сталь – это сталь, легированная одним элементом при содержании его не более 2 % (по верхнему пределу) или несколькими элементами при суммарном их содержании 3,5 % (по верхнему пределу). Среднелегированная сталь – легированная одним элементом, при содержании его не более 8 % (по верхнему пределу) или несколькими элементами при суммарном их содержании, как правило, не более 12 % (по верхнему пределу). Высоколегированная – это сталь с суммарным содержанием легирующих элементов не менее 10 % (по верхнему пределу), при содержании одного из них не менее 8 % (по нижнему пределу), при содержании железа более 45 %.
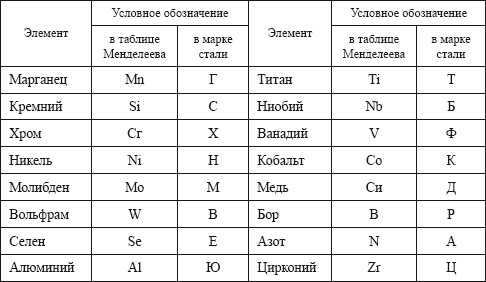
Маркировка всех легированных конструкционных сталей однотипная (табл. 1). Первые две цифры обозначают содержание углерода в сотых долях процента, буквы являются условным обозначением легирующих элементов, цифра после буквы обозначает содержание легирующего элемента в процентах, причем содержание, равное 1 % и меньше, не ставится, буква «А» в конце марки показывает, что сталь высококачественная и имеет пониженное содержание серы и фосфора.
Основными элементами, влияющими на свойства стали, являются углерод, марганец и кремний.
Углерод при повышении его содержания в стали ведет к повышению прочности и твердости и уменьшению пластичности. Окисление углерода во время сварки вызывает появление большого количества газовых пор.
Таблица 1
Условное обозначение элементов химического состава в основном металле и электродной проволоке
Марганец повышает ударную вязкость и хладноломкость стали, являясь хорошим раскислителем; способствует уменьшению содержания кислорода в стали. При содержании марганца в стали более 1,5 % свариваемость ухудшается, так как увеличивается твердость стали, образуются закалочные структуры и могут появиться трещины.
Кремний вводится в сталь как раскислитель. При содержании кремния более 1 % свариваемость стали ухудшается, так как возникают тугоплавкие окислы, что ведет к появлению шлаковых включений. Сварной шов становится хрупким.
Хром при значительном содержании в стали снижает ее свариваемость вследствие образования тугоплавких окислов и закалочных структур.
Никель повышает прочность и пластичность шва и не ухудшает свариваемость.
Алюминий – активный раскислитель стали, повышает окалиностойкость.
Вольфрам повышает прочность и твердость при повышенных температурах, ухудшает свариваемость, сильно окисляется.
Ванадий затрудняет сварку, сильно окисляется, требует введения в зону плавления активных раскислителей.
Медь улучшает свариваемость, повышая прочность, ударную вязкость и коррозионную стойкость сталей.
Сера приводит к образованию горячих трещин.
Фосфор вызывает при сварке появление холодных трещин.
Как правило, повышение уровня легирования и прочности стали приводит к ухудшению ее свариваемости. Первостепенная роль по влиянию на свойства сталей принадлежит углероду. Доля влияния каждого легирующего элемента может быть отнесена к доле влияния углерода. На этом основании о свариваемости легированных сталей можно судить по коэффициенту эквивалентности по углероду для различных элементов.
Образование холодных трещин уменьшают путем выбора рационального способа и технологии сварки, предварительного подогрева, снижения содержания водорода в сварном соединении, применения отпуска после сварки.
Элементами, обусловливающими возникновение горячих трещин, являются прежде всего сера, затем углерод, фосфор, кремний и др. Элементами, повышающими стойкость швов против трещин и нейтрализующими действие серы, являются марганец, кислород, титан, хром, ванадий.
Предупреждение образования горячих трещин может быть достигнуто путем уменьшения количества и сосредоточения швов, выбора оптимальной формы разделки кромок, устранения излишней жесткости закреплений, предварительного подогрева, применения электродного металла с более низким содержанием углерода и кремния.
Низколегированные стали хорошо свариваются всеми способами сварки плавлением. Получение при сварке равнопрочного сварного соединения, особенно термоупроченных сталей, вызывает некоторые трудности и требует определенных технологических приемов. В зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. При наложении последующих слоев эти зоны становятся участками деформационного старения, приводящего к снижению пластических и повышению прочностных свойств металла и соответственно к возможному появлению холодных трещин. В сталях, содержащих углерод по верхнему пределу и повышенное количество марганца и хрома, вероятность образования холодных трещин увеличивается (особенно с ростом скорости охлаждения). Предварительный подогрев и последующая термообработка позволяют снимать остаточные сварочные напряжения и получать необходимые механические свойства сварных соединений из низколегированных сталей.
По разрезаемости легированные стали делятся на аналогичные четыре группы с соответствующим значением показателя эквивалента углерода.
Контрольные вопросы:
1. На какие группы подразделяются углеродистые стали обыкновенного качества?
2. Как подразделяются стали обыкновенного качества по степени раскисления?
3. Стали какой группы применяются для изготовления сварных конструкций и почему?
4. Что называется свариваемостью сталей?
5. На какие группы углеродистые стали подразделяются по свариваемости?
6. Охарактеризуйте III группу сталей по свариваемости.
7. Чем вызвано образование холодных трещин?
8. Чем отличаются легированные стали от углеродистых?
9. Как обозначается высококачественная легированная сталь?
10. Какие примеси в сталях считаются вредными?
11. Как влияет марганец на свойства стали?
12. Для чего вводят кремний и алюминий в состав сталей?
13. Что вызывает возникновение горячих трещин в сталях?
14. Какими мероприятиями можно предупредить образование горячих трещин в сталях?
Основные геометрические параметры сварных швов
Стыковой сварной шов с разделкой кромок характеризуется формой разделки. В тех участках, где стыкуемые кромки имеют разную толщину, толщиной сварного шва будет меньшая из толщин. Наплавленный металл, выступающий над поверхностью свариваемых деталей, называется выпуклостью шва.
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (рис. 2.30). Избыточная выпуклость является фактором, уменьшающим эксплуатационную прочность сварного шва.
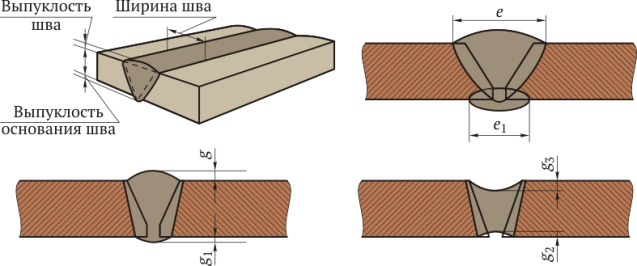
Рис. 2.30.Конструктивные элементы стыкового сварного шва:
е, е1 — ширина шва; g, g1 — выпуклость шва; g2, g3 — вогнутость шва
Вогнутость углового и стыкового сварного шва или корня шва стыкового соединения приведет к уменьшению высоты шва и получению шва с уменьшенным сечением. Вогнутость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом, и поверхностью шва, измеренным в месте наибольшей вогнутости (рис. 2.31).
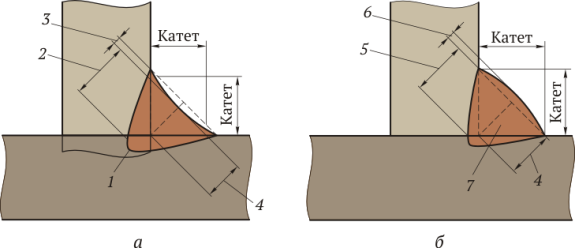
Рис. 2.31.Конструктивные элементы вогнутого (а) и выпуклого (б) угловых швов:
1 — основание шва; 2 — теоретическая высота углового шва; 3 — вогнутость; 4 — высота встроенного прямоугольного треугольника; 5 — толщина углового шва; 6 — выпуклость; 7 — наибольший встроенный во внешнюю часть шва прямоугольный треугольник
Ширина стыкового сварного шва не должна превышать допустимые пределы, указанные в соответствующих ГОСТах. Ширина шва ориентировочно на 6 мм шире разделки с лицевой стороны соединения.
Размеры угловых швов обычно задаются через катет углового шва.
Катет углового шва — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 2.31).
При сварке с глубоким проплавлением размер угловых швов определяют через расчетную высоту углового шва.
Расчетная высота углового шва — это длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника (см. рис. 2.31).
В некоторых случаях за основу параметров углового шва принимают толщину углового шва.
Толщина углового шва — это наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла (рис. 2.32).
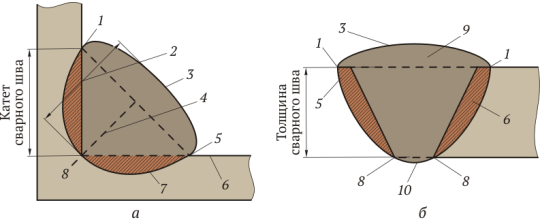
Рис. 2.32.Конструктивные элементы углового (а) и стыкового (б) сварных швов:
1 и 5 — граница наружной поверхности шва; 2 — фактическая толщина шва; 3 — лицевая поверхность; 4 — теоретическая толщина шва; 6 — исходная поверхность; 7 — провар (проплавление); 8 — корень; 9 — усиление; 10 — провар корня шва
В стыковых соединениях основными критериями являются высота шва и провар.
Провар — это сплошная металлическая связь между свариваемыми поверхностями основного металла, слоями и валиками сварного шва.
Корень шва — это часть сварного шва, наиболее удаленная от его лицевой поверхности.
При большой толщине свариваемого металла для улучшения провара применяют скос кромок.
Скос кромки — это прямолинейный наклонный срез кромки, подлежащей сварке (рис. 2.33).
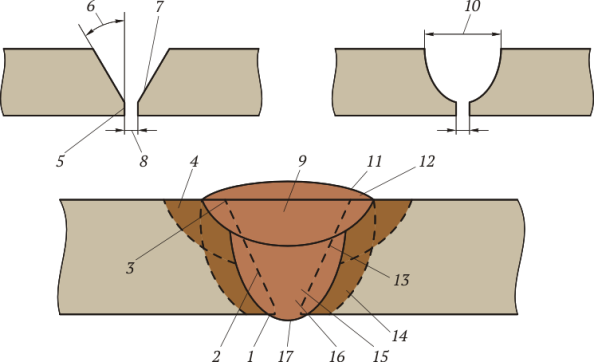
Рис. 2.33.Конструктивные элементы стыкового шва:
1 — основание шва; 2 и 3 — зоны сплавления соответственно 1-го и 2-го слоя; 4 — зона термического влияния при сварке 2-го слоя; 5 — притупление кромки; 6 — угол скоса кромки; 7 — скос кромки; 8 — зазор сварного шва; 9 — 2-й слой; 10 — ширина разделки; 11 — наружная поверхность шва; 12 — выпуклость стыкового шва; 13 — начало зоны сплавления; 14 — зона термического влияния при сварке 1-го слоя; 15 — 1-й слой; 16 — провар основания шва; 17 — выпуклость основного шва
Наклон среза кромки определяется углом скоса кромки.
Угол скоса кромки — это острый угол между плоскостью скоса кромки и плоскостью торца.
Для уменьшения вероятности прожога корня шва применяют разделку с притуплением кромки.
Притупление кромки — это нескошенная часть торца кромки, подлежащей сварке (см. рис. 2.33).
Для улучшения провара корня шва сборку свариваемых деталей производят с зазором.
Зазор — это кратчайшее расстояние между кромками собранных для сварки деталей.
2.4Условные изображения и обозначения швов сварных соединений
Документ ЕСКД ГОСТ 2.312—72 устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.
По ГОСТ 2.312—72 швы сварных соединений, независимо от способа сварки, условно изображают:
§ видимый — сплошной основной линией;
§ невидимый — штриховой линией;
§ видимую одиночную сварную точку независимо от способа сварки — знаком «+», который выполняют сплошными линиями;
§ невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводится линия-выноска, заканчивающаяся односторонней стрелкой. Линия-выноска обычно проводится от видимого шва, при необходимости — от невидимой стороны шва.
На изображениях сечения многопроходного шва контуры отдельных проходов обозначаются прописными буквами русского алфавита. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображается с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу. Границы шва на чертежах изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.
Условное обозначение шва наносят:
§ на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
§ под полкой линии-выноски, проведенной от изображения шва с оборотной стороны.
Обозначения шероховатости механически обработанной поверхности шва наносятся на полке или под полкой линии-выноски после условного обозначения шва, или указываются в таблице швов, или приводятся в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…». Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение обычно помещается под линией-выноской.
При наличии на чертеже одинаковых швов обозначение может наноситься у одного из изображений, от изображений остальных одинаковых швов проводятся линии-выноски с полками.
Всем одинаковым швам присваивают одинаковый номер, который наносят:
§ на линии-выноске, имеющей полку с нанесенным обозначением шва;
§ на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны;
§ под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны.
Число одинаковых швов может быть указано на линии-выноске, имеющей полку с нанесенным обозначением шва.
Швы считают одинаковыми, если:
§ одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
§ к различным характеристикам разных швов предъявляются одни и те же требования.
Если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной), то нумерация одинаковых швов может отсутствовать.
Швы, не имеющие обозначения, отмечают линиями-выносками без полок.
Структура условного обозначения стандартного шва или стандартной одиночной сварной точки показана на рис. 2.34, нестандартного шва или нестандартной одиночной сварной точки — на рис. 2.35.
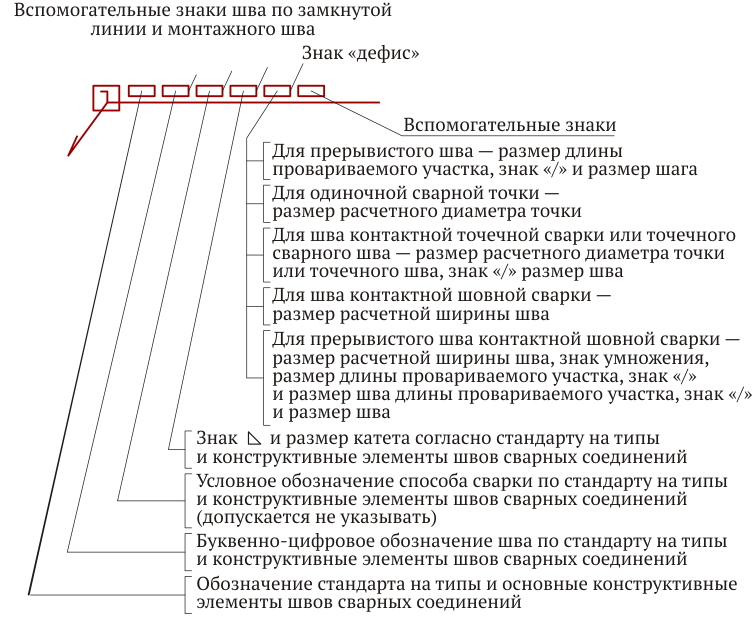
Рис. 2.34.Структура условного обозначения стандартного шва или стандартной одиночной сварной точки
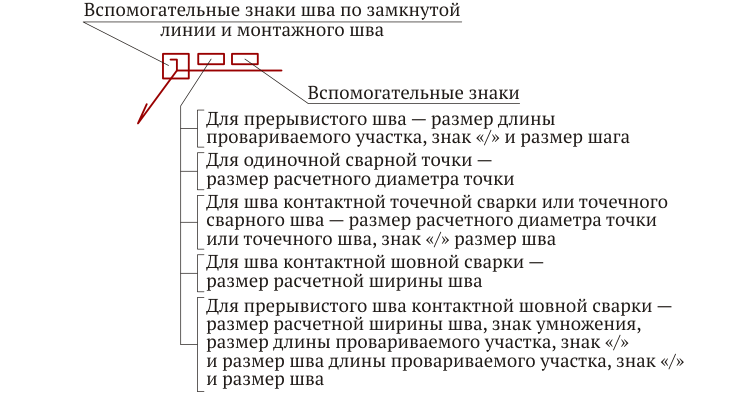
Рис. 2.35.Структура условного обозначения нестандартного шва
или нестандартной одиночной сварной точки
1. Какое сварное соединение называется стыковым?
2. Чем отличается стыковое соединение от нахлесточного?
3. Какое сварное соединение называется тавровым?
4. Чем отличается угловое соединение от торцевого?
5. Что такое сварной шов?
6. Какие разновидности сварных швов существуют?
7. К каким соединениям применим угловой шов?
8. Как подразделяются сварные швы по положению в пространстве?
9. Как подразделяются сварные швы по отношению к направлению действующих усилий?
10. Как классифицируются сварные швы по форме наружной поверхности?
11. Какими буквами обозначаются основные виды сварных соединений?
12. Какие конструктивные элементы характеризуют форму разделки кромок?
Читайте также: