Кем подписывается заключение о качестве подготовки деталей и сборки соединения под сварку
Обновлено: 17.05.2024
Основные требования к содержанию, оформлению технологических карт по визуальному и измерительному контролю. Формы отчетности по результатам контроля (акт визуального и измерительного контроля).
Технологическая карта визуального и измерительного контроля должна содержать следующие сведения:
1) Наименование организации и службы, выполняющей визуальный и измерительный контроль.
3) Наименование контролируемого изделия (группы однотипных изделий) с указанием стандарта или ТУ на изготовление (монтаж, ремонт).
4) Наименование стадии контроля: входной контроль полуфабрикатов, контроль подготовки деталей под сборку, контроль сборки деталей под сварку, контроль готовых сварных соединений (наплавок), контроль устранения дефектов, контроль при эксплуатации.
5) Требования к установке объекта контроля в требуемое положение (если это возможно) и к введению объекта в режим контроля (освещенность объекта).
6) Порядок подготовки объекта контроля к проведению контроля.
7) Последовательность операций контроля.
8) Перечень контролируемых параметров с указанием нормативных значений при измерительном контроле.
Примечание: При разработке Карты следует руководствоваться указаниями настоящего РД, а также требованиями НД, регламентирующей требования к визуальному и измерительному контролю, в т.ч. нормами оценки качества и конструкторской документации на изделие (сварное соединение или наплавку).
6.1 Требования к содержанию карты операционного контроля
Карта операционного контроля разрабатывается организацией, выполняющей изготовление (монтаж, ремонт) изделия, либо специализированной проектно-технологической организацией и служит для фиксации результатов контроля работ преимущественно при подготовке и сборке деталей под сварку.
В карте должны быть отражены следующие сведения:
− наименование организации и службы, выполняющей операционный контроль;
− наименование оборудования (конструкции, трубопровода), обозначение чертежа или сварочного формуляра;
− наличие маркировки и/или документации, подтверждающей приемку материала (полуфабриката) при входном контроле;
− чистота и отсутствие повреждений на кромках и прилегающих к ним поверхностях деталей;
− форма и размеры кромок, расточки (раздачи, калибровки) деталей;
− наличие и вид специальных приемов подготовки и сборки деталей (наплавка на кромках и внутренних поверхностях, подгибка)*;
* При условии подгибки указывается температура металла при выполнении этой технологической операции и угол подгибки, а при условии наплавки - ее размеры, способ сварки и примененные сварочные материалы с указанием номера партии (наплавки) и стандарта, ТУ или паспорта;
− соответствие требованиям технической документации материала, формы и размеров подкладных пластин (колец, расплавляемых вставок);
− соответствие требованиям технической документации размеров зазоров, смещения кромок (с наружной и внутренней сторон), перелома осей и плоскостей соединяемых деталей в собранном под сварку соединении;
− наличие защитного покрытия на поверхностях деталей (в случаях, оговоренных технической документацией) и ширина зоны его нанесения;
− правильность сборки и крепления деталей, размеры собранного узла (последнее - в случаях, указанных в технологической документации);
− дата контроля, фамилия и инициалы лица (лиц), выполнявшего операционный контроль, и его (их) подпись;
− заключение о подготовке деталей к сборке под сварку.
Заключение о качестве подготовки деталей и сборки соединения под сварку подписывается специалистом, выполнявшем контроль, и руководителем службы технического контроля.
6.2 Формы документов, оформляемых по результатам визуального и измерительного контроля
По результатам визуального и измерительного контроля оформляются:
1) Журнал учета работ и регистрации визуального и измерительного контроля;
2) Акт визуального и измерительного контроля;
3) Акт визуального и измерительного контроля качества сварных швов в процессе сварки соединений;
4) Протокол размеров.
Примечание: Допускается оформление результатов контроля проводить в других документах, формы которых приведены в действующей НД, согласованной или утвержденной Ростехнадзором.
Список использованной литературы
1) РД 03-606-06 « Инструкция по визуальному и измерительному контролю».
2) ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий».
3) ГОСТ 18353-79 «Контроль неразрушающий. Классификация видов и методов».
4) Дефекты металлопродукции. Методическое пособие под редакцией Ф.Р. Соснина. МУНЦ МНПО «Спектр» 1995г.
5) Неразрушающий контроль и диагностика. Справочник под редакцией В.В. Клюева. М., «Машиностроение» 2006г.
6) ВСН 012-88. Ведомственные строительные нормы. Строительство магистральных и промысловых трубопроводов, часть1, 2.
Начальник отдела подготовки специалистов НК М.А.Самигулин
Исполнительный директор АНО ДПО «Академия» О.Н. Богданов
Приложения
Форма Акта визуального и измерительного контроля:
Визуального и измерительного контроля
- В соответствии с наряд-заказом (заявкой)__________ выполнен _____________________
номер указать вид контроля
(визуальный, измерительный) наименование и размеры контролируемого объекта,
шифр документации, ТУ, чертежа, плавка, номер объекта контроля
Контроль выполнен согласно ________________________________________________
Наименование и /или шифр технической документации
- При контроле выявлены следующие дефекты________________________________
Характеристика дефектов, формы, размеры, расположение
- Заключения по результатам визуального и измерительного контроля
Контроль выполнил _______________________________________________________
Уровень квалификации, № квалификационного удостоверения, Ф. И. О. (подпись)
Руководитель работ по визуальному
и измерительному контролю ___________________________________________
Пояснения к оформлению "Акта визуального и/или измерительного контроля"
1) В п.1 указывается вид контроля - визуальный, измерительный или визуально-измерительный, а также наименование контролируемого объекта: полуфабрикат, заготовка, деталь, конструкция, подготовка кромки детали под сварку, собранное под сварку соединение, готовое сварное соединение, выборка дефектного участка в материале и/или сварном соединении, изделие, а также наименование и/или шифры производственно-контрольного документа (Программа входного контроля, Карта или схема контроля, Технологическая карта контроля, Карта или схема операционного контроля) и нормативного документа, регламентирующего требования к оценке качества контролируемого объекта при визуальном и измерительном контроле.
При контроле материалов (полуфабрикатов, заготовок, поковок) в п.1 указывается марка материала, размеры (диаметр, толщина) и номер партии.
При контроле деталей и сборочных единиц в п.1 указывается номер чертежа, размеры, марка материала (только для деталей), ее шифр согласно чертежу (стандарту).
При контроле подготовки кромок деталей, сборки соединения под сварку и готовых сварных соединений в п.1 указываются номера соединений согласно сварочному формуляру или схеме расположения сварных соединений, а также размеры деталей соединения (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
При контроле выборок дефектных мест указываются наименование, марка материала и размеры объекта (диаметр, толщина), а также расположение выборки.
2) При заполнении п.2 Акта в нем указываются все отступления от норм НД, выявленные при контроле конкретных объектов (участков, соединений и пр.) в привязке к их номерам согласно сварочному формуляру, схеме расположения или схеме контроля.
В тех случаях, когда объект контроля соответствует требованиям НД, в акте делается отметка - "Дефекты отсутствуют". При этом указывают номера конкретных объектов в соответствии с документами, приведенными выше.
Примечание: Допускается оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
Форма "Акта визуального и/или измерительного контроля качества сварных швов в процессе сварки"
Тема 6 Нормативная и технологическая документация
Порядок выполнения визуального и измерительного контроля подготовки и сборки деталей под сварку
6.4.1. При подготовке деталей под сварку необходимо контролировать:
наличие маркировки и (или) документации, подтверждающей приемку полуфабрикатов, деталей, сборочных единиц и изделий при входном контроле;
наличие маркировки изготовителя материала на деталях, подготовленных под сварку;
наличие удаления механическим путем зоны термического влияния в месте термической (огневой) резки заготовок (необходимость должна быть указана в конструкторской или технологической документации);
геометрическую форму обработанных кромок, в том числе при подготовке деталей с различной номинальной толщиной стенки;
геометрическую форму обработанных внутренних поверхностей кольцевых деталей;
форму подкладных пластин (колец) и расплавляемых вставок;
наличие заварки разъема подкладной пластины (кольца), качество шва заварки подкладной пластины (кольца), а также наличие зачистки шва заварки разъема подкладной пластины (кольца);
чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, влаги, масла и. т.п.) подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков материала.
6.4.2. При сборке деталей под сварку визуально необходимо контролировать:
правильность установки подкладных пластин (колец);
правильность установки временных технологических креплений;
правильность сборки и крепления деталей в сборочных приспособлениях;
правильность расположения и количество прихваток и их качество;
правильность установки приспособлений для поддува защитного газа;
правильность нанесения активирующего флюса и защитной флюс-пасты;
наличие защитного покрытия от брызг расплавленного металла на поверхности деталей из аустенитных сталей, свариваемых ручной дуговой и полуавтоматической (автоматической) сваркой плавящимся электродом в среде защитного газа;
чистоту кромок и прилегающих к ним поверхностей деталей.
6.4.3. Измерительный контроль при подготовке деталей под сварку (рис. 2) осуществляется для проверки:
размеров разделки кромок (углы скоса кромок, толщина и ширина притупления кромок разделки);
Примечание. Радиусы скругления размером до 1,0 мм в местах перехода поверхностей разделки, а также размер скоса внутренней кромки, выполняемый для улучшения условий выявления непровара в корне шва при радиографическом контроле, измерению не подлежат.
размеров (диаметр, длина, угол выхода резца) расточки (раздачи) концов труб по внутреннему диаметру;
размеров подкладных пластин (колец) и расплавляемых вставок (ширина, толщина, углы скоса, диаметр);
размеров элементов секторных отводов;
перпендикулярности торцов подготовленных под сварку цилиндрических деталей к их образующим;
минимальной фактической толщины стенки цилиндрической детали после расточки по внутреннему диаметру;
размеров отверстий под штуцер (патрубок) и обработки кромок в трубе (коллекторе, корпусе);
толщины и ширины подкладки в замковом соединении;
ширины зоны механической зачистки наружной и внутренней поверхностей деталей и шероховатости поверхностей кромок и прилегающих поверхностей деталей, в том числе места зачистки шва разъема остающейся подкладной пластины (кольца).
6.4.4. Измерительный контроль соединений, собранных под сварку (рис. 3), включает проверку:
размеров швов приварки временных технологических креплений;
Рис. 2.
Размеры, контролируемые измерением при подготовке деталей под сварку (начало):
а - I-образная разделка кромки (без скоса кромки); б - V-образная односторонняя разделка кромки;
в - V-образная двухсторонняя разделка кромки; г, д - подготовка к сварке стыкового соединения деталей,
значительно отличающихся по толщине; е, ж - подготовка к сварке замкового соединения;
з - У-образная разделка кромки; и - V-образная двухскосная разделка кромки; к - отклонение
от перпендикулярности торца трубы; л - подготовка кромок штуцера
Д 10-65; м - I-образная разделка с присадочным выступом
* Размер измерению не подлежит, обеспечивается режущим инструментом и оценивается визуально.
Рис. 2. Окончание:
н - цилиндрическая расточка (раздача) концов труб по внутреннему диаметру;
п - коническая расточка труб по внутреннему диаметру; р - притупление
внутренней кромки трубы; с- подкладная остающаяся пластина;
т, у - подкладное стальное остающееся кольцо; ф - подкладное стальное
остающееся кольцо; х - расплавляемая проволочная вставка; ц - сектор
отвода; ч, ш, э - рассверловка отверстия под штуцер (патрубок) в корпусе
(трубе, коллекторе); ю - разделка кромок под автоматическую сварку в среде
Рис. 3. Размеры, контролируемые при сборке соединения под сварку:
а - стыковое соединение; б - стыковое соединение с остающейся подкладной пластиной (кольцом);
в - стыковое замковое соединение; г - тавровое соединение; д - угловое соединение; е - нахлесточное
соединение; ж - стыковое соединение с расплавляемой вставкой; и, к - угловые соединения штуцеров;
л - соединение с приварными элементами временных креплений; м - соединение с несоосностью
осей штуцера и корпуса; н - соединение с несоосностью осей в угловых соединениях труб;
п - соединение с переломом осей цилиндрических деталей; р - прихватки соединения; с, т - тройниковое (угловое) соединение
расстояния технологического крепления от кромки разделки и расположения креплений по длине (периметру) соединения (при необходимости, в случае если в технической документации оговорено расстояние между соседними креплениями);
величины зазора в соединении, в том числе между деталью и подкладной пластиной (кольцом);
размера смещения кромок (внутренних и наружных) собранных деталей;
размера перекрытия деталей в нахлесточном соединении;
размеров (длина, высота) прихваток и их расположения по длине (периметру) соединения (при необходимости, в случае если это оговорено в технической документации, также расстояния между соседними прихватками);
размера зазора в замке расплавляемой проволочной вставки;
размера перелома осей цилиндрических деталей трубы и плоскостей плоских деталей (листов);
размера несоосности осей штуцера и отверстия в корпусе (трубе);
размера несовпадения (отклонения) осей в угловых соединениях труб;
размеров ширины зоны нанесения защитного покрытия на поверхностях деталей;
геометрических (линейных) размеров узла, собранного под сварку (в случаях, оговоренных ПКД).
6.4.5. Визуальному и измерительному контролю подготовки и сборки деталей под сварку подлежат не менее 20 % деталей и соединений из числа представленных к приемке.
Объем выборочного контроля качества подготовки и сборки деталей под сварку может быть увеличен или уменьшен в зависимости от требований НД, ПТД и ПКД или по требованию Заказчика.
При выявлении отклонений от требований рабочих чертежей и (или) ПТД, которые могут привести к ухудшению качества сварных соединений, объем выборочного контроля должен быть увеличен вдвое для группы однотипных деталей (соединений). Если при дополнительном контроле вторично будут выявлены отклонения от требований конструкторской документации и (или) ПТД, то объем контроля для группы деталей, подготовленных к приемке, должен быть увеличен до 100 %.
Детали, забракованные при контроле, подлежат исправлению. Собранные под сварку соединения деталей, забракованные при контроле, подлежат разборке с последующей повторной сборкой после устранения причин, вызвавших их первоначальную некачественную сборку.
6.4.6. Визуальный контроль удаления материала, подвергнутого термическому влиянию во время резки термическими способами (газовая, воздушно-дуговая, газофлюсовая, плазменная и др.), проводится на каждой детали, подвергавшейся резке.
На кромках разделки не должно быть следов резки (для деталей из низкоуглеродистых, марганцовистых и кремнемарганцовистых сталей) и следов разметки (кернение), нанесенной на наружной поверхности деталей после резки.
6.4.7. Требования к выполнению измерительного контроля при подготовке деталей под сборку приведены в табл. 3, а при сборке соединений под сварку - в табл. 4.
Контроль качества сборки и сварки
Контроль качества сварочных работ. Он начинается еще до того, как сварщик приступит к сварке к сварке. Проверяют качество основного материала, который должен соответствовать требованиям сертификата. При наружном осмотре проверяют отсутствие на металле окалины, ржавчины, трещин, расслоения.
Контроль качества сварочной проволоки.
Каждая бухта сварочной проволоки должна иметь бирку, на которой указан товарный знак предприятия – изготовителя.
Контроль сборки
В собранном узле контролируются: зазоры между кромками свариваемых деталей, отсутствие или малая величина которых приводит к не провару корня шва, а большая – к прожогам и увеличению трудоемкости сварки, относительное положение деталей в узле, правильное положение прихваток.
Контроль качества сварки в готовом изделии
Для этой цели осуществляют:
1. внешний осмотр и обмер детали;
2. испытание на плотность, просвечивание рентгеновскими или гамма-лучами;
3. контроль ультразвуком
4. магнитные методы контроля;
5. механические испытания.
Технические условия на сварочную проволоку
Электродная проволока при автоматической и полуавтоматической сварке и сварке в среде защитных газов является одним из основных элементов, определяющих качество сварного соединения. Поэтому ее выбирают в соответствии с химическим составом свариваемого материала, флюса или видам защитного газа так, чтобы механические свойства наплавленного металла были не менее нижнего предела механических свойств свариваемого металла и имели наименьшую склонность к горячим трещинам. Ввиду этого сварочная проволока должна содержать минимальное количество серы и углерода, а для обеспечения требуемых механических свойств проволока может иметь дополнительные легирующие элементы. Также следует учитывать марку применяемого флюса.
Технические условия на флюс
При выборе флюса необходимо иметь в виду, что флюс является одним из важнейших элементов для осуществления процесса сварки, определяющим вместе с проволокой и режимами сварки качество металла шва. Основные требования, предъявляемые к флюсам следующие.
1. Обеспечение устойчивости процесса сварки.
2. Обеспечение отсутствия трещин и пор в металле шва.
3. Обеспечение требуемых механических свойств металла шва.
4. Обеспечение хорошего формирования шва и легкой отделяемости шлака.
5. Минимальное выделение вредных газов при сварке.
6. Низкая стоимость и возможность массового промышленного изготовления.
Для сварки низколегированной стали используют флюсы: АН-348А,
ОСЦ-45, АН-60, АН-348АМ по ГОСТ 9087–81 в сочетании с проволоками
Св-08А, Св-08ГА, Св-10Г2 по ГОСТ2246–70.
Выбранный флюс должен соответствовать требованиям ГОСТ 9087–81, а сварочная проволока соответствовать требованиям ГОСТ2246–70.
Проверка квалификации сварщиков
Квалификацию сварщиков проверяют при установлении разряда, при допущении к выполнению ответственных работ. В каждом случае проверяют как теоретические задания, так и практические навыки.
Разряд усиливают согласно требованиям, предусмотренным тарифно-квалификационными справочниками. Испытания сварщиков производят по правилам аттестации специальной комиссии, создаваемой на заводе. Сварщику выдают удостоверение, в котором указывают конструкции, которые может сваривать сварщик.
Контроль технологического процесса сварки
Перед тем, как приступить к сварке, сварщик знакомиться с технологическими картами. Несоблюдение порядка наложения швов может вызвать значительную деформацию изделия, трудно устранимую в последствии. Не менее важным является соблюдение режима сварки. После окончания сварки швы зачищают от шлака, наплывов, а поверхность узла – от брызг металла.
Все дефекты сварных швов могут быть разделены на 3 группы (рис. 12) см. приложение (стр. 46) дефекты формы и размеров.
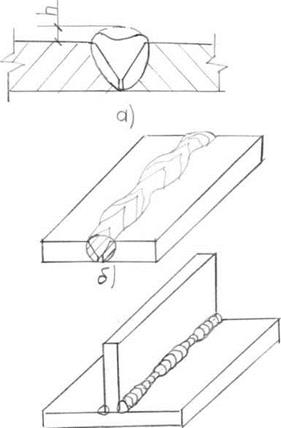
а – неполномерность шва б – неравномерность ширины стыкового шва в - неравномерность по длине катета углового шва.
Для устранения этих дефектов необходимо исключить: колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерность скорости сварки, неправильный угол наклона электрода, протекание жидкого металла в зазоры.
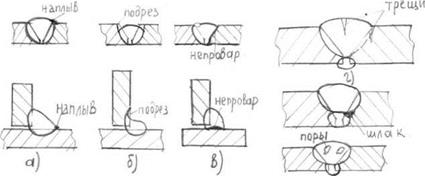
Рис. 13. Наружные и внутренние макроскопические дефекты:
а - наплывы, б - подрезы, в - непровар, г-трещины, д - шлаковые включения и газовые поры.
Наплывы (рис. 13, а) образуются в результате натекания жидкого металла на кромки холодного основного металла. Наплывы образуются чаще всего при выполнении горизонтальных швов на вертикальной плоскости. Причиной их может быть большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск.
Подрезы (рис. 13, б) представляют собой продолговатые углубления-канавки, образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги, так как при этом возрастает ширина шва и сильнее оплавляются кромки. При выполнении угловых швов нельзя допускать смещения электрода в сторону вертикальной стенки.
Непроваром (рис. 13, в) называется местное не сплавление кромок основного металла. А также несплавление между собой отдельных швов при многослойной сгарке. Причинами образования непрваров являютсяшлохая зачистка металла от окалины, ржавчины и грязи, малый зазор при сборке
малый угол скоса кромок, большая скорость сварки. При автоматической сварке под флюсом непровары, как правило, образуются в начале шва, когда основной металл еще недостаточно прогрет. Поэтому сварку надо начинать со специальных выводных планках.
Трещины (рис. 13, г) являются наиболее опасными дефектами швов. Они могут возникать как в самом шве, так и в околошовной зоне. Причинами их образования являются внутренние напряжения, возникающие в процессе сварки. На образование трещин влияет повышенное содержание углерода, способствующего закалке, а также серы и фосфора. Сера увеличивает склонность металла к образованию горячих трещин, а фосфор – холодных.
Шлаковые включения (рис. 13, д) образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от окалины, ржавчины и грязи. Шлаковые включения ослабляют сечение шва и уменьшают его прочность. Газовые поры появляются в швах вследствие того, что газы, растворенные в жидком металле, при быстром охлаждении шва не успевают выйти наружу и остаются в нем в виде пузырьков. Для исключения этого дефекта нельзя допускать использования влажного или отсыревшего флюса, наличия ржавчины, масла и краски на кромках основного металла и сварочной проволоки, большой скорости сварки.
К дефектам микроструктуры относятся: повышенное содержание оксидов и различных неметаллических включений, микропоры, крупнозернистость, перегрев, пережог. Причиной образования пережога является плохая защита сварочной ванны от кислорода воздуха, а также сварка на чрезвычайно большом сварочном токе.
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящая Инструкция устанавливает порядок проведения визуального и измерительного контроля основного материала (далее - материал) и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах, подконтрольных Госгортехнадзору России.
Визуальный и измерительный контроль специальных материалов (например, композитных и полимерных) и специальных сварных соединений (например, муфтовой сварки) технических устройств и сооружений проводят в соответствии с требованиями специально разработанной документации.
II. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Настоящая Инструкция базируется на терминах и определениях, приведенных в правилах безопасности, утвержденных Госгортехнадзором России (далее - Правила), а также использует термины и определения, приведенные в приложении А.
III. ОБЩИЕ ПОЛОЖЕНИЯ
3.1. Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:
изготовления деталей, сборочных единиц и изделий;
подготовки деталей и сборочных единиц к сборке;
подготовки деталей и сборочных единиц к сварке;
сборки деталей и сборочных единиц под сварку;
контроля готовых сварных соединений и наплавок;
исправления дефектных участков в материале и сварных соединениях (наплавках);
оценки состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений, в том числе по истечении установленного срока их эксплуатации.
3.2. Визуальный и измерительный контроль материалов на стадии входного контроля выполняют при поступлении материала (полуфабрикатов, заготовок, деталей) в организацию с целью подтверждения его соответствия требованиям стандартов, технических условий (далее - ТУ), конструкторской документации и Правил.
3.3. Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов, деталей) на стадии входного контроля, изготовления деталей и сборочных единиц и при подготовке их к сборке проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
3.4. Визуальный и измерительный контроль на стадии входного контроля материалов (полуфабрикатов, заготовок, деталей) выполняют в соответствии с Программой (планом, инструкцией) входного контроля (приложение Б), которая разрабатывается организацией, выполняющей входной контроль. Программа (план, инструкция) входного контроля разрабатывается в соответствии с требованиями стандартов и отраслевых документов. В Программе (плане, инструкции) входного контроля должны быть указаны объекты контроля (заготовки, полуфабрикаты, детали), виды и объемы контроля, способы контроля, включая схемы выполнения замеров контролируемых параметров, нормативные показатели допустимых отклонений.
3.5. Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их к сборке и сварке выполняют с целью подтверждения соответствия качества их изготовления и подготовки требованиям рабочих чертежей, технологии изготовления (технологии сборки, гиба) и прочей производственно-технологической документации (далее - ПТД), требованиям нормативной технической документации (далее - НД), ТУ на изготовление и Правил.
3.6. Визуальный и измерительный контроль при сборке свариваемых элементов (заготовок, полуфабрикатов, деталей) проводят с целью выявления и проверки обеспечения допустимых размеров зазоров, смещений кромок, формы и размеров кромок и геометрического положения (излома или перпендикулярности) осей и поверхностей собранных элементов.
3.7. Визуальный и измерительный контроль качества сварных соединений (наплавок) в процессе сварки (наплавки) и готового сварного соединения (наплавки) выполняют с целью подтверждения их соответствия требованиям конструкторской документации, ПТД и (или) НД и Правил.
3.8. Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) проводят с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов; проверки геометрических размеров сварных швов и допустимости выявленных деформаций, поверхностных несплошностей и дефектов формы сварных швов.
3.9. Визуальный и измерительный контроль качества исправления дефектных участков в материале, сварных соединениях и наплавках выполняют с целью подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок (в случаях, когда выборка подлежит заварке) требованиям ПТД, НД и Правил.
3.10. Визуальный и измерительный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
3.11. Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений выполняют в соответствии с требованиями Технологической карты контроля и (или) Карт (схем) операционного контроля (приложения В, Г).
В указанных картах приводятся контролируемые параметры, последовательность контроля, объемы контроля, средства контроля, схемы выполнения замеров контролируемых параметров и нормы оценки результатов контроля. Технологические карты и карты операционного контроля разрабатываются организацией, выполняющей контроль, либо специализированной организацией, выполняющей проектно-технологическую подготовку производства работ по контролю.
Примечание . Допускается разработку настоящих документов производить в составе ПТД.
3.12. Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружений. При этом визуальный и измерительный контроль может выполняться в соответствии с Картами (схемами) визуального и измерительного контроля, которые разрабатываются в составе Программы технического диагностирования (освидетельствования). В картах (схемах) указываются места проведения контроля на конкретном техническом устройстве, сооружении, схемы контроля, средства измерения контролируемого параметра, нормы оценки качества, приводятся бланки регистрации результатов контроля.
3.13. Визуальный и измерительный контроль следует проводить всех доступных для этого поверхностей полуфабрикатов, заготовок, деталей, сборочных единиц, изделий.
3.14. Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением визуально-оптических приборов до 20-кратного увеличения (луп, микроскопов, эндоскопов, зеркал и др.). При контроле материала и сварных соединений (наплавок) при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений используют лупы с 2 - 7-кратным увеличением, а при оценке состояния технических устройств и сооружений в процессе их эксплуатации - лупы до 20-кратного увеличения.
3.15. Визуальный и измерительный контроль выполняют до проведения контроля материалов и сварных соединений (наплавок) другими методами неразрушающего контроля, а также после устранения дефектов.
3.16. Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, брызг металла, ржавчины и других загрязнений, препятствующих проведению контроля.
3.17. Измерения проводят после визуального контроля или одновременно с ним. Измерения деталей, подготовленных под сварку, проводятся до их сборки.
3.18. Визуальный и измерительный контроль материалов, сварных соединений (наплавок), подлежащих термической обработке, производят до и после указанной операции. Если контролируемая деталь, конструкция или узел подлежат полной термической обработке (нормализации или закалке с последующим отпуском), контроль проводят после ее выполнения.
3.19. Визуальный и измерительный контроль материалов и сварных соединений, подлежащих механической обработке, в том числе с удалением валика усиления шва, или деформированию, проводят до и после указанных операций.
3.20. При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва шириной:
не менее 5 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей до 5 мм включительно;
не менее номинальной толщины стенки детали - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 20 мм, а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от номинальной толщины стенки сваренных деталей и при ремонте дефектных участков в сварных соединениях;
не менее 5 мм (независимо от номинальной толщины сваренных деталей) - для угловых, тавровых, торцовых и нахлесточных сварных соединений и соединений вварки труб в трубные доски, выполненных дуговой и электронно-лучевой сваркой;
не менее 50 мм (независимо от номинальной толщины сваренных деталей) - для сварных соединений, выполненных электрошлаковой сваркой.
3.21. Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями ПТД. Если дефекты, выявленные при визуальном и измерительном контроле, не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими видами (методами) контроля.
IV. КВАЛИФИКАЦИЯ ПЕРСОНАЛА
V. ТРЕБОВАНИЯ К СРЕДСТВАМ ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ*
* Толщиномеры (ультразвуковые, вихретоковые и пр.) относятся к средствам соответствующего вида контроля (ультразвукового, вихретокового и пр.), и использующие их специалисты должны быть аттестованы в соответствии с ПБ 03-440-02 на право выполнения соответствующего вида контроля.
5.1. При визуальном и измерительном контроле применяют:
лупы, в том числе измерительные;
линейки измерительные металлические;
угольники поверочные 90° лекальные;
штангенциркули, штангенрейсмусы и штангенглубиномеры;
угломеры с нониусом;
стенкомеры и толщиномеры индикаторные;
нутромеры микрометрические и индикаторные;
шаблоны, в том числе специальные и универсальные (например, типа УШС), радиусные, резьбовые и др.;
плоскопараллельные концевые меры длины с набором специальных принадлежностей;
штриховые меры длины (стальные измерительные линейки, рулетки).
Допускается применение других средств визуального и измерительного контроля при условии наличия соответствующих инструкций, методик их применения. Примерный перечень средств визуального и измерительного контроля приведен в приложении Д.
5.2. Для измерения формы и размеров кромок, зазоров, собранных под сварку деталей, а также размеров выполненных сварных соединений разрешается применять шаблоны различных типов.
5.3. Погрешность измерений при измерительном контроле не должна превышать величин, указанных в табл. 1, если в рабочих чертежах не предусмотрены другие требования.
5.4. Для определения шероховатости и волнистости поверхности следует применять профилографы-профилометры, аттестованные образцы шероховатости (сравнения), а также другие средства измерения.
5.5. Измерительные приборы и инструменты должны периодически, а также после ремонта проходить поверку (калибровку) в метрологических службах, аккредитованных Госстандартом России. Срок проведения поверки (калибровки) устанавливается нормативной технической документацией (НД) на соответствующие приборы и инструменты.
Читайте также: