Классификация способов нагрева и защиты при диффузионной сварке вид нагрева бывает
Обновлено: 04.05.2024
Сварка — процесс соединения металлов при установлении межатомных связей. В зависимости от формы энергии различают следующие виды сварки.
Термический класс сварки
Термический класс сварки включает в себя разновидности сварочных работ, для которых требуется тепловая энергия. Если охарактеризовать весь процесс в нескольких словах: в результате правления на краю изделия образуется расплавленная субстанция, которая после стыковки остывает и кристаллизуется, в результате чего образуется сварочный шов.
Электродуговая
Самый популярный вид сварочных работ в наши дни осуществляется, благодаря сварочному току, возникающего при соприкосновении электрода и свариваемого изделия. В процессе работы электрод расплавляется и выходит наружу, образуя тем самым защитную пленку.
Процесс электродуговой сварки подразделяют на три группы в зависимости от того, как выполняется зажигание и манипуляции.
- При ручной (ГОСТ 5264-80) все действия выполняются человеком без помощи каких-либо механизмов.
- При полуавтоматической (ГОСТ 11533-75), или как ее еще называют, механизированной, автоматизируется подача электродной проволоки, а весь остальной процесс производится человеком.
- Автоматическая же полностью исключает участие людей. Все процессы полностью автоматизированы и характеризуются большой точностью до сотых миллиметра.
Электронно-лучевая (ГОСТ Р 57550)
Скоростные электроны, излучаемые мощным источником тепла, отдают энергию атомам веществам, вследствие чего происходит плавление материала.
Для этого процесса необходимо соблюсти важное условие: вакуум для достижения максимально прочного шва.
Благодаря возможности фокусировать луч до нужных размеров этот тип нашел широкое применение в производстве микродеталей.
Термитная (ГОСТ Р 57181-2016)
Представить, как происходит процесс сварки с высокотехнологичным оборудованием, достаточно просто, но как быть, если работы необходимо осуществить в полевых условиях, например, соединить рельсы?
Это метод основан на применении термита – порошкообразной смеси, в состав которой входит алюминий и оксиды металлов.
Суть процедуры заключается в том, что концам соединяемых элементов придают нужную форму за счет использования термостойких материалов, а затем нагревают их, заливая место соединения предварительно зажженной термитной смесью. В итоге раскаленное железо сваривается с металлом самих деталей, что приводит к образованию прочного, надежного и долговечного соединения, обладающего высокими техническими характеристиками.
Электрошлаковая (ГОСТ 15164-78)
Принципиально новый вид соединения металлов. Особенность состоит в подборе шлака, температура плавления которого превышает температуру основного сырья и проволоки электрода. Первая стадия ничем не отличается от дуговой сварки. Отличия становятся заметными после образования ванны, когда горение дуги останавливается и оплавление кромок осуществляется за счет проходящего тока через сплав.
Этот способ позволяет работать с конструкциями большой толщины, в результате чего обеспечивается большая производительность.
Газопламенная (ГОСТ 12.3.036-84)
Вся процедура происходит в пламени открытой горелки. Поддержание пламени происходит, благодаря постоянной подаче горючего газа в смеси с кислородом. Металл при контакте с пламенем начинает меняться в зависимости от его качеств, в результате чего образуется ванна для сплавления.
Лазерная (ГОСТ 28915-91)
LWM (сокращение в международной номенклатуре) – сварка с использованием лазерного луча. Весь процесс сварки металлов производится лазерным лучом, сгенерированным квантовым генератором.
Одними из главных преимуществ этого типа является тонкий шов, образующийся благодаря направленности луча, и быстрота процесса, из-за чего такая сварка нашла широкое применение на автозаводах.
Термомеханический класс сварки
Особенность этого класса сварки заключается в использовании тепла и давления. Весь процесс очень напоминает механический, однако, есть одно отличие: нагрев происходит извне.
Кузнечная (ГОСТ 2601 84)
Определенно, это самый древний и, можно сказать, проверенный временем способ сварки. Заключается в сплавлении нескольких заготовок, нагретых до определенной температуры при помощи ударов. Как правило, таким способом привариваются материалы, содержащие менее 0,3% углерода.
Принцип заключается в нагреве концов заготовок до температуры белого каления. Затем заготовку посыпают поваренной солью или кварцевым песком для уменьшения количества окалины. Когда металл нагреется до нужной температуры, сбивают «посыпку» и начитают наносить удары по нарастанию силы.
Сварку можно осуществить несколькими способами встык, в расщеп, вразруб, внахлест.
Принцип электрической сварки, или, как её еще называют, сварки сопротивлением, заключается в нагреве места сопротивления через искру, сквозь которую пропускается электрический ток.
Стоит учесть, что этот тип сварки требует механических усилий, так как после расплавления детали необходимо сдавить или «посадить» друг на друга, это объясняется химическим контактом атомов материалов.
Сварка подобного механизма нашла широкое применение в промышленности из-за удобства эксплуатирования и возможности автоматизации процесса. По результатам её подразделяют на три группы: шовную, точечную и стыковую.
Диффузионная (ГОСТ 20549-75)
При вакууме происходит диффузия атомов в поверхностных слоях контактирующих материалов. Это происходит, благодаря нагреву материалов до температуры плавления. А вакуум служит защитой от возникновения оксидной пленки, которая может прервать процесс. Чтобы увеличить площадь контакта, необходимо работать при сжимающих усилиях (10-20) МПа.
Сам процесс происходит в три этапа. Детали, которые необходимо скрепить, помещают в камеру с вакуумом и придавливают небольшим усилием. Затем нагревают при помощи тока и удерживают определенное время при нужной температуре.
Такой вид сварки используют для соединения материалов, которые плохо совмещаются друг с другом, таких, как сталь и чугун.
Механический класс сварки
Этот класс вмещает в себя сварку, для которой необходимы механическая энергия и давление. Простота оборудования и достойное качество позволили найти широкое применение в различных отраслях.
По типу сварки группу можно разделить на три подгруппы.
Сварка трением (ГОСТ Р ИСО 4063-42)
Осуществляется за счет вращения одной из деталей. Процесс состоит из следующих шагов:
- Из-за силы трения происходит оксид оксидных пленок.
- Нагреваются кромки металлов до пластичного состояния.
- Более пластичный металл выходит из шва.
Холодная (ГОСТ 2601-74)
Подобный тип сварки выполняют без нагрева. Методика осуществляется за счет деформации, при помощи которой разрушается окисная пленка на привариваемых поверхностях, и сдавливания до образования контакта. Прочность обуславливается усилием, с которым происходит сжатие. Чем оно сильнее, тем больше разрушается оксидная пленка.
Холодную сварку применяют для металлов, обладающих высокой пластичностью.
Сварка взрывом (ГОСТ Р ИСО 857-1-2009)
Относительной новый вид, позволяющий получать сплав неограниченных размеров. Это достигается под действием энергии, высвобождающейся при взрыве взрывчатого вещества.
Из-за большой опасности, а именно высвобождению ударной волны на большие расстояния, ее осуществляют на специализированных полигонах.
Взрыв позволяет соединить практически все виды металлов, однако, во избежание чрезмерного разрушения между деталями делают прослойку из другого металла.
Ультразвуковая (ГОСТ Р 55724-2013)
Для ультразвуковой сварки применяют высокочастотные ультразвуковые колебания, воздействующие на сплавляемые детали, прижатые вместе под небольшим давлением. Этот метод сварки наиболее часто используется для соединения термопластов и в тех случаях, когда неприменимы болтовые соединения, пайка или склеивание. Процесс полностью автоматизирован и осуществляется на специальных установках.
Диффузионная сварка
В 1953 г. профессором Н.Ф. Казаковым был разработан принципиально новый способ соединения материалов – диффузионная сварка в вакууме. При диффузионной сварке сварное соединение образуется в результате совместного воздействия давления и нагрева. Отличительной особенностью диффузионной сварки является применение относительно высоких температур нагрева и низких удельных давлений, обычно не превышающих предела текучести свариваемых материалов при температуре сварки. При диффузионной сварке выделяют две основные стадии образования качественного сварного соединения.
Первая стадия – создание физического контакта, при котором все точки соединяемых материалов находятся друг от друга на расстоянии межатомных взаимодействий. Вторая стадия – формирование структуры сварного соединения под влиянием процессов релаксации. Исследования, проведенные в нашей стране и за рубежом, показали, что параметрами, определяющими процесс соединения при диффузионной сварке в вакууме, являются давление, температура, длительность их воздействия, состояние и рельеф свариваемых поверхностей. При дальнейших исследованиях было установлено, что предварительная обработка свариваемых деталей (рельеф) влияет не только на создание физического контакта, но и в значительной степени определяет протекание диффузионных процессов за счет изменения тонкой структуры поверхностных слоев. Любая подготовка свариваемых поверхностей (механическая, электролитическая, химическая и др.) не исключает образование оксидов на поверхности металла. Однако этот фактор не всегда оказывает отрицательное влияние на протекание процесса, так как для большинства металлов нагрев в вакууме до температуры, используемой при сварке ((0,7–0,8) Тпл), и соответствующая выдержка во времени при этой температуре достаточны для самопроизвольной очистки свариваемых поверхностей от оксидов.
Давление, применяемое при способах сварки без расплавления материалов, по современным представлениям, выполняет три задачи: - разрушение в результате пластического течения поверхностных слоев металла и частичное удаление окисных пленок и загрязнений; - сближение свариваемых поверхностей для обеспечения физического контакта и эффективного атомного взаимодействия; - обеспечение активации поверхностей для протекания процессов диффузии и рекристаллизации. Процесс может осуществляться с использованием различных тепловых источников нагрева. Чаще всего на практике находят применение индукционный, радиационный, электронно-лучевой нагрев, а также нагрев проходящим током, тлеющим разрядом и в расплаве солей. В последнем случае расплав солей выполняет роль среды, в которой осуществляется диффузионная сварка. Кроме вакуума, в качестве среды могут быть использованы защитные или восстановительные газы. При сварке материалов, имеющих относительно небольшое сродство к кислороду, процесс можно вести на воздухе. В практике диффузионной сварки известно применение двух технологических схем процесса, различающихся характером приложения нагрузки. В одной из них используют постоянную нагрузку по величине ниже предела текучести. При этом процессы, развивающиеся в свариваемых материалах, аналогичны ползучести. Такую технологию называют диффузионной сваркой по схеме свободного деформирования. По второй схеме нагрузка и пластическое деформирование обеспечиваются специальным устройством, которое перемещается в процессе сварки с контролируемой скоростью. Такую технологию называют диффузионной сваркой по схеме принудительного деформирования. Диффузионной сваркой в вакууме практически освоено соединение около 500 композиций металлов, сплавов и неметаллических материалов.
К настоящему времени создано более 70 типов установок диффузионной сварки. Каждая установка, независимо от ее типа, должна включать в себя пять основных систем (рис. 1.43):
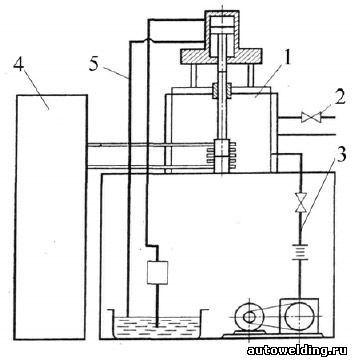
Рис. 1.43.: 1 – рабочая камера; 2 – система охлаждения; 3 – вакуумная система; 4 – источник нагрева; 5 - система давления
- создания вакуума или контролируемой атмосферы (3);
- сжатия свариваемых деталей (5);
- нагрева (4);
- охлаждения (2);
- контроля параметров сварки и управления процессом.
Разработка и создание установок для диффузионной сварки в настоящее время ведутся в направлении унификации систем (вакуумной, нагрева, давления, управления) и сварочных камер. Меняя камеру в этих установках, можно значительно расширить номенклатуру свариваемых узлов. С помощью диффузионной сварки в вакууме, кроме уже отмеченных соединений металлов и сплавов, получают высококачественные соединения керамики с коваром, медью, титаном; электровакуумных стекол, оптической керамики, сапфира, графита с металлами; композиционных и порошковых материалов и др. Соединяемые заготовки могут быть весьма различны по своей форме, иметь компактные или развитые поверхности контактирования. Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрометров (при изготовлении полупроводниковых приборов) до нескольких метров (при изготовлении слоистых конструкций).
Способ соединения диффузионной сваркой является экономичным. Он не требует дорогостоящих припоев, специальной проволоки и электродов, флюсов, защитных газов. Более того, отпадает последующая механическая обработка и потеря ценного металла; масса конструкции не увеличивается, что имеет место при сварке, пайке и склеивании. Свойства металла в зоне соединения не изменяются, поэтому термическая обработка необязательна. Установки для диффузионной сварки можно устанавливать в линиях механической обработки и сборки деталей и узлов. Расход энергии и мощности потребления их на сварку в 4—6 раз меньше, чем, например, при контактной сварке.
Диффузионную сварку от других видов сварки отличает гигиеничность процесса: отсутствие ультрафиолетового излучения, вредных брызг металла, мелкодисперсной пыли, что весьма важно для охраны здоровья работающих.
Опыт многих предприятий, НИИ, КБ показал, что диффузионная сварка успешно конкурирует с другими традиционными видами сварки.
За последнее время взгляды на диффузионную сварку принципиально изменились. Из процесса для соединения материалов, которые трудно или невозможно соединять обычными способами сварки плавлением и пайки, она превратилась в общедоступный процесс соединения как небольших деталей, так и крупных; установлена ее конкурентоспособность с существующими способами сварки плавлением и пайкой.
Источник: Николаев Г.А. "Сварка в машиностроении. Справочник. Т.1"
Конюшков Г.В., Мусин Р.А. "Специальные методы сварки давлением"
М.П. Шалимов, В.И. Панов "Сварка Вчера, Сегодня, Завтра". Екатеринбург, 2006
Классификация способов нагрева и защиты при диффузионной сварке вид нагрева бывает
Перед диффузионной сваркой соединяемые поверхности деталей необходимо подготовить. Поскольку величина пластических деформаций металла в зоне сварки мала, требуется, чтобы поверхности деталей имели хороший контакт и малую шероховатость. Пластичные материалы (алюминий, медь, серебро) не требуют особой обработки поверхности. Твердые материалы (жаропрочные сплавы, инструментальная сталь) должны иметь шероховатость поверхности, соответствующую 6-му классу чистоты обработки поверхности. Этому соответствует получистовое точение на токарных станках. Обработка абразивным инструментом не рекомендуется, так как частицы абразива, оставаясь на поверхностях, могут препятствовать диффузии при сварке, что снизит прочность соединения. Лучше всего - механическая обработка режущим инструментом. Обработанные поверхности должны быть строго перпендикулярны оси нагружения при сварке, иначе может быть непровар.
Параметры режима диффузионной сварки - это температура нагрева стыка деталей, давление, время выдержки под давлением при заданной температуре и глубина вакуума (величина остаточного давления воздуха в камере).
Температура сварки однородных материалов должна составлять 0,5. 0,7 температуры их плавления, а разнородных материалов - от температуры плавления более легкоплавкого металла. При такой температуре ускоряется взаимная диффузия атомов соединяемых металлов через поверхность стыка и обеспечивается размягчение металла, облегчающее деформацию поверхностных неровностей, их смятие. Увеличение температуры может привести к росту зерна в зоне сварки, а это ухудшит механические свойства соединения.
Давление должно быть достаточным для обеспечения плотного контакта соединяемых поверхностей, чтобы в результате деформации все пустоты в стыке были заполнены. При деформации поверхностных слоев происходит разрушение окислов, что обеспечивает плотный контакт очищенных поверхностей. Для различных материалов давление выбирают в пределах 5. 50 МПа (0,5. 5 кгс/мм2). В общем случае оно должно быть равно пределу текучести свариваемого металла при температуре сварки. Увеличение давления сверх этого предела не увеличивает прочность соединения, но может увеличить деформацию зоны сварки. Время выдержки при выбранных давлении и температуре для разных материалов может выбираться в диапазоне 1. 10 мин. Этого достаточно для деформации неровностей на стыкуемых поверхностях и завершения процесса диффузии до образования монолитного соединения. Увеличение времени может привести к росту зерна в зоне соединения или к образованию хрупких фаз, например интерметаллидов при сварке разнородных материалов, что ухудшит механические свойства. После сварки детали нужно охлаждать в вакууме до температуры около 100 °С - это обеспечивает наилучшее качество соединения. Важное значение имеет при диффузионной сварке степень вакуумирования (остаточное давление воздуха). Во-первых, при нагреве в вакууме диссоциируют (разлагаются) окислы на соединяемых поверхностях, очищая их, во-вторых, вакуум служит защитной средой, предохраняющей свариваемый металл от взаимодействия с газами. Степень вакуумирования должна быть во всех случаях не ниже Ю-2 мм рт. ст. Дальнейшее вакуумирование почти не оказывает влияния на прочность соединения, но требует больших затрат времени. И лишь при сварке активных тугоплавких металлов (титан, тантал, ниобий) целесообразно понижать остаточное давление в камере до КН..Л0"5 мм. рт. ст.
При отклонениях параметров режима или условий диффузионной сварки могут возникать дефекты: непровар, слипание, трещины, завышенная деформация деталей, оплавление и смещение деталей относительно заданного положения. Причинами непровара (или склейки поверхностей) могут быть недостаточная температура нагрева, усилие сжатия, выдержка, малая степень вакуумирования, неправильная установка деталей в приспособлении, вызвавшая перекос соединяемых поверхностей друг относительно друга, плохая подготовка свариваемых поверхностей. Трещины могут возникать из-за чрезмерной скорости нагрева или охлаждения, завышенного усилия сжатия, слишком большой температуры нагрева и времени выдержки, а также из-за плохой подготовки поверхностей деталей к сварке. Завышенная температура нагрева и время выдержки приводят также к увеличению деформации деталей при сварке и их оплавлению. Причино pй оплавления может быть и неравномерный нагрев детали из-за неправильной установки нагревателя. Смещение деталей относительно друг друга происходит из-за неправильной их установки перед сваркой и может возникать в процессе сварки вследствие вибрации установки.
Завышенная деформация, оплавление и смещение деталей хорошо выявляются при визуальном контроле и измерениях размеров детали. Трещины и непровары, а также негерметичность сварных соединений выявляются известными методами неразрушающего контроля: ультразвуком, капиллярными и магнитными методами, течеискателями, гидро-и пневмоиспытаниями. Небольшие локальные непровары и склейки поверхностей без образования сварного соединения неразрушающими методами контроля не выявляются. Для предупреждения появления этих дефектов необходимо тщательно контролировать качество подготовки соединяемых поверхностей к сварке, а также соблюдать выбранные и проверенные параметры режима сварки. В массовом производстве можно осуществлять разрушающий контроль нескольких товарных деталей из партии, выявляя непровары и склейки в изломе деталей и изменяя в случае необходимости параметры режима.
Диффузионную сварку можно вести на воздухе без камеры и без вакуумирования. Для этого нужно непосредственно в процессе механической обработки соединяемых поверхностей деталей при подготовке их к сварке нанести на эти поверхности консервирующую смазку. Это должна быть густая жидкость, разлагающаяся при нагревании без образования твердых остатков и не реагирующая с материалом свариваемых деталей. Пример такой жидкости - акриловая смола. Она предохраняет чистые поверхности от окисления, а при нагревании в процессе сварки образует газообразные продукты, которые, выходя из стыка деталей, препятствуют попаданию туда воздуха. Этот способ диффузионной сварки разработан В. В. Губаревым в Поволжском авиационном научно-техническом центре в г. Самаре и успешно применен для сварки режущего инструмента из стали Р-18 с хвостовиками из малоуглеродистой стали.
1. В чем заключается сущность диффузионной сварки?
2. В чем состоят преимущества диффузионной сварки?
3. В чем заключаются недостатки диффузионной сварки?
4. Почему диффузионной сваркой можно обеспечить высокую точность размеров сваренных деталей?
Диффузионная сварка: что невозможно в обычных условиях, достигается в вакуумном пространстве
Нагрев плотно прижатых отполированных поверхностей в вакууме до достижения диффузии атомов в соединяемых поверхностях, называется диффузионной сваркой. Обеспечивает прочное соединение плоскостей не только однородных, но и 560 разнородных материалов, не поддающихся соединению другим способом.
ГОСТ, определяющий техпроцесс и требования к нему
Технологию и процессы регламентирует разработанный в 1975 году ГОСТ 20549-75. Полное название: «Диффузионная сварка рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс». Позже срок действия ГОСТ продлевали в 1980, 1990 годах, действителен и сегодня. Там описаны:
Области применения
Этот вид сварки применяется там, где другие неэффективны, дороги и нет нужного качества соединения:
- Приборостроительная и электронная промышленность. В высокоточном оборудовании и приборах необходимы сочетания разнородных материалов, в том числе неметаллических – стекла, керамики, графита с металлами и сплавами.
- Крупногабаритные заготовки. Этим методом соединяют крупногабаритные заготовки сложной конфигурации, которые невозможно получить литьём или штамповкой, таких, например, как трубы. В самолётостроении применяют при изготовлении малоразмерных роторов турбоагрегатов, рабочих лопаток газотурбинных двигателей.
Преимущества и недостатки технологии
К преимуществам рассматриваемого метода относят:
- качественное соединение разнородных материалов;
- минимальная деформация свариваемых плоскостей, что освобождает от необходимости механической обработки шва;
- многослойная сварка и автоматизация работ при организации крупносерийного производства;
- возможность совмещения диффузионной сварки и формообразования при изготовлении многослойных тонкостенных конструкций сложной формы;
- при соединении однородных материалов атомная структура шва идентична структуре детали;
- отсутствие вредных паров, что исключает потребность в сложной системе вентиляции;
- минимум вредных для человека выделений и излучений.
К недостаткам относят:
- сложность оборудования и особенные требования к технологическому уровню производства;
- высокая себестоимость работ;
- невозможность применения для проверки качества шва методов неразрушающего контроля.
Метод диффузионной сварки
Сваривание происходит за счёт пластической деформации кромок ниже температуры плавления, в твёрдом состоянии. Способы нагрева:
Процесс идёт в вакууме, нейтральных и восстановительных газах, жидких средах. Чистота и качество шва зависит от того, насколько хорошо очищены места соединения. Очищают растворителями или путём нагрева и выдержки в вакуумной камере.
Технология, время выдержки и температуры разгерметизации
Детали с механически обработанными и обезжиренными свариваемыми поверхностями устанавливают в центрирующем приспособлении вакуумной камеры. Откачивают воздух. Когда достигается вакуум, включают высокочастотный генератор. Детали в зоне сварки нагреваются с помощью индуктора. За время нагрева поверхности заготовок очищаются от окисных плёнок. При достижении температуры на изделия давит поршень гидросистемы. Нагрузку подают до конца процесса. После этого узел сварки постепенно, с заданной скоростью охлаждается до определённой температуры.
Герметизацию камеры прекращают, сваривая:
- чёрные металлы – при 60 ̊C.
- цветные металлы и сплавы – при 120 ̊C.
Время выдержки зависит от силы нагрева и давления, использованных в ходе работ.
Способы
Диффузионная сварка с применением промежуточных слоёв делается:
- для большей прочности сцепления;
- для предотвращения появления барьерных подслоев при соединении разнородных материалов;
- для уменьшения остаточных деформаций, благодаря снижению температуры и давления.
Промежуточные подкладки подразделяются на плавящиеся и неплавящиеся. Коэффициент диффузии атомов барьерной подкладки в основной металл должен быть выше, чем для элементов металла в прокладку. Её материал выбирают исходя из поставленной задачи. Чаще это никель, медь, серебро, золото.
Расплавляющимися промежуточными слоями часто выступают высокотемпературные припои. Это уменьшает пластическую деформацию и повышает качество шва.
Установка и оборудование
Сварочная диффузионная установка состоит:
- из вакуумной камеры;
- из механизма нагнетания рабочего давления;
- из источника нагрева;
- из аппаратуры управления и контроля.
В вакуумной камере прямоугольной или цилиндрической формы размещён механизм давления, нагревательные элементы и приспособление для крепления свариваемых деталей. В стенках – система водяного охлаждения.

Сварочная диффузионная установка
Обычно установка содержит одну камеру, но для повышения производительности выпускают и с несколькими для непрерывной загрузки и выгрузки изделий.
Сварка плавлением. Шесть основных видов по источникам теплоты, их характеристика и применение
Под термином «сварка плавлением» подразумевается термический процесс, проводимый способом оплавления соединяемых поверхностей без их сжатия с добавлением расплавленного присадочного металла (вводится при необходимости в сварочную ванну к основному металлу).
Сварка подходит для всех металлов и сплавов, включая те, которые при нагреве сразу принимают жидкое состояние (бронза, сплавы литейные магния и алюминия, чугун). Можно использовать для соединения неметаллических материалов – керамики, стекла, графита.
ГОСТы
Термины, определения, требования и другие сведения, касающиеся сварки плавлением, прописаны в ГОСТах, которые обязательны к выполнению. Перечень некоторых стандартов:
Виды и характеристика
Сварка плавлением относится к термическому классу и включает формы, выполняемые с применением тепловой энергии.
В зависимости от источника нагрева существуют следующие виды:
Дуговая
Электродуговая сварка – распространенный вид. Применяется в быту, мелкомасштабном производстве, промышленности. Ее действие основано на получении тепла с помощью дугового разряда, который возникает между электродом и свариваемым металлом. Источник энергии – постоянный или переменный ток.
Под воздействием тепла торец электрода и кромки соединяемых деталей расплавляются, образуется сварочная ванна, некоторое время находящаяся в расплавленном состоянии. Сварное соединение образуется после затвердевания металла.
Виды дуговой сварки зависят от факторов:
- типа дуги – прямого действия (зависимая) или косвенного действия (независимая);
- степени механизации процесса — ручная, полуавтоматическая, автоматическая;
- вида тока и полярности — постоянный ток прямой (на электроде – минус) или обратной (на электроде – плюс) полярности или переменный ток;
- степени защиты участка проводимых работ от атмосферного воздействия – без защиты (голый или со стабилизирующим покрытием электрод), с защитой (шлаковой, шлакогазовой, газовой, комбинированной);
- свойств электрода – сварка плавящимся или неплавящимся электродом.
Плавящимся электродом
Является разновидностью дуговой сварки, при которой электрод расплавляется и служит присадочным материалом. Образование сварного шва происходит в результате расплавления электрода и кромок металла.
Плавящиеся электроды бывают медными, стальными, алюминиевыми.
Неплавящимся электродом
Это процесс, выполняемый с использованием не расплавляющегося во время сварки электрода. Заполнение шва происходит металлом свариваемых деталей. Неплавящиеся электроды представляют собой стержни из электропроводящего материала (угольный, вольфрамовый или графитовый).
Действие требует введения в сварочную ванну присадочной проволоки. При работе с химически активными металлами используют сварку в защитных газах (аргон, гелий, их смесь). Способ находит применение в нефтеперерабатывающей, химической, пищевой, теплоэнергетической, автомобилестроительной сферах. Подходит для соединения цветных металлов и наплавки твердых сплавов.
Электрошлаковая
Источником нагрева служит тепло, которое выделяется в жидкой ванне при прохождении электрического тока через расплавленный шлак (флюс).
Принцип действия заключается в прохождении электрического тока по электроду, расплавленному шлаку, основному металлу. Этим обеспечивается расплавление базисного и присадочного металлов и специального флюса, постоянно поступающего в ванну.
- по виду электрода (проволочный, пластинчатый, плавящийся мундштук);
- по числу электродов (одно-, двух-, многоэлектродная);
- по наличию колебаний электрода (без колебаний, с колебаниями).
Электрошлаковый способ сваривания применяют при соединении деталей, имеющих толщину 15-600 мм.
Лазерная
Для нагрева используется энергия излучения лазера. Процесс состоит в расплавлении кромок металла лазерным лучом. Его образование происходит от источника света, получаемого вследствие излучения фотонов возбужденными атомами.
Поток лазерного излучения направляется в фокусирующую систему, превращается в пучок меньшего размера и отправляется на свариваемые детали. Луч проникает в материал, поглощается, нагревает его и расплавляет, в результате чего формируется сварной шов.
Применяется для соединения нержавеющей стали, титана, алюминия, элементов автомобилей, в радиоэлектронике, электронной технике. Точечная сварка — при ремонте оправ очков, ювелирных украшений.
Газовая
Источник нагрева — тепло пламени газов, сжигаемых в кислороде, с использованием горелки. Выделяемое тепло оплавляет поверхность свариваемых деталей и присадочный материал, образуя сварочную ванну – металл шва в жидком состоянии.
Виды горючих веществ, смешиваемых с кислородом:
Благодаря медленному и плавному нагреву металла, газовую сварку применяют для соединения деталей из чугуна, цветных металлов, инструментальной стали. Используют для твердой пайки, наплавочных и ремонтных работ.
Плазменная
Нагрев осуществляется с помощью сжатой дуги. Энергоносителем служит электрический разряд. Источник нагрева – плазма, высокотемпературный ионизирующийся газ. Для самопроизвольной ионизации необходима температура более 5500° С.
Принцип действия плазменной сварки основан на процессе расплавления металла потоком плазмы, генерируемым сжатой дугой, расположенной в плазмотроне. Дуга обдувается газом, который нагревается и ионизируется. В результате заряженные частицы газа превращаются в направленный поток плазмы, который выдувается соплом плазмотрона.
Применяют в приборостроении, авиационной промышленности, для соединения молибдена, вольфрама, сплавов никеля, нержавеющих сталей.
Благодаря глубокому проплавлению металла, возможна сварка листовых металлов с толщиной до 9 мм.
Электронно-лучевая
Источник нагрева – энергия ускоренных электронов сфокусированного электронного луча, который формируется электронной пушкой. Процесс сварки проводится в вакуумной камере с помощью электронного луча.
Плавление металла происходит вследствие энергии, полученной в результате интенсивной бомбардировки быстро передвигающимися в вакууме электронами места сварки. Кинетическая энергия электронов после их удара о поверхность деталей превращается в тепловую. Металл плавится, и образуется сварочный шов.
Читайте также: