Поперечная усадка при сварке
Обновлено: 13.05.2024
Образование поперечной усадки сварного шва может осуществляться в тех случаях, когда свариваемые детали под действием внутренних (усадочных) поперечных усилий могут свободно перемещаться в направлении, перпендикулярном линии шва.
В практических условиях изготовления сварных конструкций поперечное перемещение свариваемых деталей часто ограничивается связями, препятствующими поперечному сокращению шва в процессе остывания. Такими связями являются прихватки, поставленные при сборке отдельного узла или целой конструкции, ранее выполненные сварные швы изготовляемой конструкции, особые конструктивные формы отдельных узлов или целой конструкции, например, упругое противодействие стенки обечаек из листов средней и большой толщины свободному поперечному сокращению продельного шіва, швы замкнутых контуров и другие поперечные закрепления свариваемых деталей и узлов. В некоторых случаях характер закрепления свариваемых деталей такой, что податливость их в поперечном направлении относительно оси шва либо весьма ограничена, либо совсем невозможна. Такие закрепления, препятствуя поперечному сокращению шва, приводят обычно к образованию. в сварном шве высоких остаточных напряжений поперечного растяжения. Так, при сварке стыковым швом закрепленных узких пластин и коротких стержней или при заварке разрывов и трещин в жестких контурах, поперечные напряжения растяжения,© сварном шве часто достигают предельных значений и приводят к появлению либо холодных трещин, либо разрывов при остывании шва.
Таким образом, во всех случаях сварки стыковых швов, в которых перемещение свариваемых деталей под действием поперечной усадки — ограничено теми или иными препятствиями, возникают остаточные напряжения поперечного растяжения. Так как напряжения растяжения, вызванные в сварном шве продольной усадкой, обычно достигают предела текучести от, то появление напряжений растяжения от поперечной усадки создает в сварном соединении или сварной конструкции остаточные напряжения растяжения по двум координатным осям, т. е. остаточную плоскостную напряженность. Как известно, высокая плоскостная напряженность понижает работоспособность сварных соединений и сварных конструкций, часто приводя к хрупкому разрушению особенно при низких температурах. На практике всегда стремятся, чтобы свариваемые стыковым швом пластины могли свободно перемещаться в своей плоскости под действием поперечной усадки.
На образование поперечных напряжений растяжения и деформаций от поперечной усадки в стыковых швах, помимо неравномерности нагрева и неодновременности остывания металла шва, наибольшее влияние оказывают внешние закрепления. Последние препятствуют свободному перемещению свариваемых пластин при сокращении ширины шва от действия поперечной усадки, увеличивая в сварном шве поперечные напряжения растяжения.
Внешними закреплениями будем считать не только приложенные к деталям перед сваркой внешние силы или внешние связи, препятствующие свободному сокращению ширины шва зо время его остывания, «о также ранее — выполненные другие швы изготовляемой конструкции, которые препятствуют свободному образованию поперечной усадки шва.
ограничимся рассмотрением основных закономерностей распределения остаточных напряжений от поперечной усадки только для некоторых частных случаев в зависимости от начальных условий закрепления пластин и режима сварочного нагрева.
Величина остаточных напряжений растя-Qj^ жения ‘при сварке сты — ковым швом закрепленных. пластин зависит преимущественно от базы закрепления и режима нагрева (фиг.
67). Толщину пластин возьмем такую, которая позволяет выполнить сварной В этом случае будем считать, что талла осуществляется по схеме линейного
Для установления общих количественных зависимостей о влиянии поперечных закреплений пластин и параметров сварки на величину поперечных напряжений необходимы многосторонние теоретические и экспериментальные исследования. Здесь мы
Фиг. 67. Напряжения от поперечной усадки при стыковой сварке закрепленных пластин:
а — стыковой шов на закрепленных пластинах; 6 — эпюра остаточных поперечных напряжений растяжения при одновременном остывании шва по дли-1 не; в — эпюра остаточных поперечных напряжений растяжения при неравномерном остывании шва по длине.
шов за один проход, нагрев основного ме — источника тепла и температура любой точки по толщине металла как в процессе нагрева, так и в процессе остывания одинаковая. При большой скорости сварки принимаем, что нагрев металла по всей длине шва произведен почти одновременно и переход наиболее нагретых точек шва из пластического состояния в упругое при остывании шва тоже считаем одновременным.
Если бы пластины не были закреплены, то после сварки ши — . рина соединения сократилась бы на величину свободной поперечной усадки, определяемой по формуле (158 а).
В нашем случае, ввиду наличия закреплений (фиг. 67) пластины не могут свободно перемещаться под действием поперечной усадки прій остывании шва, и в нем возникнут поперечные
напряжения растяжения, величина которых определяется по формуле
где Ауо — величина свободной поперечной усадки сварного шва;
В— база закрепления свариваемых пластин;
Е — модуль упругости металла.
Если освободить сварное соединение от закреплений в поперечном. направлении, то напряжения растяжения, вызванные в сварном шве поперечной усадкой, исчезнут, а ширина сварного соединения уменьшится на величину поперечной усадки АУо.
Величина поперечной усадки Ауо при сварке стыковым швом закрепленных пластин зависит от распределения температуры по поперечному сечению сварного соединения в момент перехода наиболее нагретого металла из пластического состояния в упругое, т. е. с того момента времени, когда температура шва в процессе остывания снизится до 600° С.
К этому моменту тепло проникает в основной металл на ширину у (фиг. 67, а). Наибольшая температура 7тах = 600°С перешедшего в упругое состояние металла будет, очевидно, !на оси шва. По мере удаления от оси шва температура будет понижаться и на расстоянии у будет равна температуре Т0 на оставшихся холодных участках металла.
В процессе остывания сварного шва температура постепенно выравнивается, и градиент температуры в поперечном направлении сварного соединения постепенно понижается.
Помимо формулы (158 а) для определения поперечной усадки в первом приближении можем принять распределение температу- туры іна ширину у прямолинейным (фиг. 67, а). Поперечное сокращение Ai участка у после остывания до температуры окружающей среды равно
где То — температура окружающей среды.
Поперечная усадка сварного соединения после полного остывания шва может быть определена по формуле
До — 2Ді — a (Tmax Т0)У1.
В сварном соединении образуются остаточные напряжения поперечного растяжения, вызванные реактивным действием закреплений. ‘В зависимости от базы закрепления В и режима сварочного нагрева величину остаточных напряжений поперечного растяжения определим, пользуясь формулами (160) и (1616)
На ф’иг. 67, б показана эпюра напряжений растяжения от поперечной усадки при сварке стыковым швом закрепленных пластин в допущении, что сварка производилась с большой скоростью и что переход металла шва из пластического состояния в упругое произошел одновременного всей длине шва. При малой скорости сварки по причине неодновременного перехода металла шва из пластического состояния в упругое, равномерность распределения остаточных поперечных напряжений по длине шва ‘несколько нарушается. Начало шва раньше перейдет в упругое состояние, чем конец его, и поперечные усадочные усилия на конце шва будут влиять на понижение остаточных напряжений в начальных участках шва. Эпюра поперечных напряжений растяжения в этом случае будет. иметь вид, показанный на фиг. 67, в.
Величину базы закрепления, при которой остаточные напряжения растяжения от поперечной усадки достигнут предела текучести от> определяем по формуле (162) при значении о2 =
При обычных режимах сварки ширина участка у в момент перехода металла шва из пластического состояния в упругое равна примерно 100—200 мм. Вследствие этого при сварке стальных пластин база закреплений, при которой остаточные напряжения поперечного растяжения не будут превышать предела текучести, должна иметь такие значения:
1) при уі = 100 мм ’и от =2500 кГ/см2
D «МГтах-Л))£ 12 • 10* • 100 (600 — 20) • 2 ■ 10* ….
В — — — 2500 ~ 550 ММ’
2) при у 2 = 150 мм и от =2500 кГ/см2.
О _ 12. Ю—6 • 150(600-20) . 2 • 10“ оос — 2500 — м>м>.
При более коротких базах закрепления свариваемых стальных пластин остаточные напряжения растяжения от поперечной усадки, согласно формуле (162), могут превышать предел текучести стали и может произойти разрыв сварного соединения. Чтобы избежать разрыва при укороченных базах закрепления, необходимо выполнять сварной шов электродами, имеющими высокие пластические свойства. Тогда в процессе остывания металл шва будет пластически удлиняться и остаточные напряжения не достигнут его предела прочности.
На практике в целях уменьшения остаточных поперечных напряжений растяжения при — изготовлении сварных конструкций необходимо стремиться, чтобы база закрепления стыковых соединений была возможно больше. Для этого при сборке конструкций, в которой имеются угловые и стыковые швы, прихватки на угловых швах следует ставить примерно на расстоянии 500 мм и более до места стыка, причем стыковые швы выполнять в первую очередь, так как в противном случае другие швы будут служить внешними закреплениями, препятствующими свободной поперечной усадке стыкового шва.
Если после сварки освободить сварное соединение от внешних закреплений, то образовавшиеся напряжения поперечного растяжения, определяемые по формуле (162), исчезнут, и сварное соединение сократится на величину, соответствующую значениям исчезнувших напряжений растяжения.
ПРОДОЛЬНЫЕ И ПОПЕРЕЧНЫЕ ДЕФОРМАЦИИ ПРИ СВАРКЕ ВСТЫК СВОБОДНЫХ и скрепленных деталей
Одним из наиболее распространенных сварных соединений является прямолинейное однопроходное сварное соединение двух пластин встык. Механизм образования деформаций в этом случае характерен во многих отношениях и позволяет объяснить образование деформаций и в других сварных соединениях.
Рассмотрим сварку двух пластин большого размера с зазором. Допустим, что распределение температур по толщине металла равномерное. Такие условия наиболее близки к электрошлаковой сварке деталей встык.
В точке А пластическое удлинение металла в направлении поперек шва прекращается; взаимное сближение кромок составляет 2va. В дальнейшем после полного остывания металла возникает поперечная усадка Апоп = 2vA. Величина пластической деформации, т. е. разность 2 (omax — vA), зависит главным образом от механических свойств металла и от теплоотдачи в воздух.
Чем выше теплоотдача, тем быстрее снижается кривая v позади источника. При этом спад v не соответствует спаду температур металла. Поэтому при плавном снижении v (пунктирная кривая на рис. 59, а) увеличивается величина 2vA и уменьшается пластическая деформация.
В пластинах, свариваемых встык без зазора, кромки впереди источника тепла не могут перемещаться беспрепятственно. До некоторой точки В (рис. 59, а) происходит упругое вдавливание металла из-за'того, что кромки упираются друг в друга. От точки В до точки D происходит пластическая деформация осаживания металла. При этом участок СВ, который испытывает упругую деформацию, влияет на величину утах в точке D вследствие упругого
Рис. 59. Образование поперечной усадки при однопроходной сварке
взаимодействия участков металла ВС и BD. В результате при сварке пластин без зазора, а также при проваре целой неразрезанной пластины величина 2цтах оказывается меньше, а следовательно, меньше и поперечная усадка, равная 2vA. Поперечная усадка в этом случае на 15—20% меньше, чем при сварке с зазором. При идеально упругом протекании процесса сварки двух пластин встык максимально возможная величина 2цтах выражается формулой
Фактическая величина поперечной усадки, возникающей в момент сваривания и остающейся после полного остывания пластин, меньше теоретически возможной. При электрошлаковой сварке пластин с зазором, когда теплоотдача мала,
При электродуговой однопроходной сварке пластин встык, когда они собраны без зазора,
Формула (96) справедлива для низкоуглеродистых, низколегированных и аустенитных сталей, а также для титановых и алюминиевых сплавов толщиной примерно до 16 мм. Формулой (96) можно пользоваться также для приближенного определения поперечной усадки, когда шов укладывают на целую пластину без полного провара, например при сварке угловым швом. Независимо от рас
стояния между параллельными угловыми швами поперечную усадку листа находят как сумму отдельных усадок.
Поперечная усадка свариваемых встык пластин обнаруживается не сразу после сварки, а лишь после полного остывания пластин, хотя сближение кромок происходит непосредственно в процессе их сваривания.
Во время прохода источника нагрева в перемещениях участвует сравнительно узкая зона металла, а именно нагретая до высокой температуры. Поэтому закрепление пластин не оказывает практически никакого влияния на поперечное перемещение кромок во время сваривания. Лишь на стадии остывания, если закрепления достаточно сильны, возможна пластическая деформация металла, приводящая к уменьшению поперечной усадки.
Рис. 60. Деформации в плоскости при сварке узких и длинных пластин:
а — временные вследствие неравномерного нагрева их по шнрнне В б — остаточные вследствие нецентрального приложения усадочной силы Р
На начальных участках шва квазистационарное перемещение кромок не достигается, поперечная усадка здесь несколько меньше по величине, чем на остальной части шва. При повторном нагреве по одному и тому же месту поперечная усадка от второго шва равна усадке от первого шва, если при этом не изменились условия нагрева. Если пластины сваривают с зазором, то может оказаться, что еще до подхода источника тепла вследствие временных деформации кромки могут сблизиться или отойти друг от друга. В этом случае полная поперечная усадка будет состоять из перемещений, возникших от временных деформаций пластин в целом, и перемещений непосредственно в зоне сварки. При сварке пластин, собранных без зазора или собранных на прихватках или «сухарях», поперечная усадка, как правило, не зависит от временных деформаций. Исключение составляют случаи, когда, например, собранные без зазора, но не скрепленные между собой детали в процессе сварки отходят друг от друга. Это один из видов временных деформаций. Отход пластин друг от друга и открывание зазора при сварке может происходить вследствие двух причин: так называемых временных структурных деформаций и неравномерного нагрева узких пластин по ширине. Деформации узких пластин от неравномерного нагрева по ширине по существу являются продольными деформациями изгиба в плоскости (рис. 60).
Изгиб пластин происходит вследствие того, что нагретая сторона пластины расширяется, в то время как холодная сопротивляется этому расширению. По мере уменьшения ширины пластины при постоянной мощности источника нагрева деформации, вызванные поворотом сечений, возрастают. Однако очень узкие пластины могут прогреваться полностью до высоких температур и не иметь значительных угловых деформаций.
Ширина пластин, при которой деформациями от поворота сечений можно пренебречь, зависит от режима сварки и теплофизических свойств металла. Для объективной оценки ширины пластин
следует пользоваться величиной -—, где В — ширина одной пла- стины, Ьп — половина ширины зоны пластических деформаций.
Можно также пользоваться отношением - г—, где Ьа — ширина
зоны, нагревающейся до температуры, при которой предел текучести металла близок к нулю.
Величину Ь0 приближенно можно найти по графику на рис. 78 при I = 260, а Т — Т0. Если пользоваться теорией мощных бы- стродвижущихся источников тепла, то величину Ь0 можно найти по формуле
При отношениях 8 пластины можно считать широкими,
а угловые деформации от неравномерного нагрева — незначительными.
Продольные остаточные деформации укорочения при сварке пластин встык, если не имели места деформации изгиба в процессе сварки, определяют по формуле
где Рус — усадочная сила, величина которой определяется по формуле (81);
I и F — длина и площадь сечения сваренной пластины соответственно в см и см?.
Метод фиктивных сил дает неправильные результаты, если длина пластин соизмерима с их шириной.
При сварке двух пластин различной ширины (рис. 60, б) усадочная сила РуС, расположенная на расстоянии у0 от центральной оси, создает изгибающий момент М = Русу0■ Сваренные пластины после остывания, помимо продольного укорочения
будут также изгибаться.
Угол поворота концов пластины ф относительно друг друга и прогиб f в середине вычисляем по формулам:
Большая Энциклопедия Нефти и Газа
Величина зазора Ь3 между свариваемыми частями детали при сварке плавящимся мундштуком устанавливается исходя из толщины мундштуков, надежной их изоляции в разделке и ожидаемого перемещения кромок в процессе сварки. [16]
Закрепленные сварные соединения: д-сме-щиние кромок или поверхностей исключено; б-смещение кромок или поверхностей исключено, если валиковые швы х наложены раньше стыковых; в - - перемещение кромок возможно только после разреза или подогрева параллельного участка или после механического расклинивания: 7-параллель-ые участки подогревают или распирают механиче-кими средствами; 2 - параллельные участки подо-ревают; 3 - параллельные участки подогревают и разрезают. [17]
Перемещения кромок свариваемых деталей в направлении поперек шва происходят за счет местного расширения металла вблизи сварочного источника и поперечной усадки уже заваренного и остывающего участка шва. При сварке длинных швов перемещения кромок могут привести к прекращению процесса сварки либо вследствие увеличения зазора и вытекания сварочной ванны, либо из-за полного закрывания зазора и невозможности подачи присадочной проволоки. В тех случаях, когда не происходит полной остановки сварочного процесса, возможно существенное изменение качества сварки, так как при изменении сварочного зазора изменяются состав и свойства шва за счет изменения долей основного и присадочного металла в сварочной ванне. [19]
Перемещение режущих кромок как средство активного охлаждения может дать такое снижение температуры контактных поверхностей, которое не может быть достигнуто ни одним из методов искусственного охлаждения. Особенно эффективно перемещение кромок при напряженных в тепловом отношении режимах резания - при обработке жаропрочных материалов и скоростной обработке металлов. [20]
Кронштейн, согласно рис. 3 - 43, б, также технологически прост, и моменты Мг и М2, возникающие под действием нагрузки на призму, действуют в направлении поджима разрезных частей кронштейна к регулировочным винтам. Но направления перемещений кромки / и / / при поджиме регулировочных винтов почти совпадают. [21]
Графическое или численное дифференцирование записи У - / ( 0 на ленте осциллографа с определением скорости dV / dt дает представление о кинетике процесса разрушения и позволяет судить об изменении баланса упругой и кинетической энергии в процессе разрушения. Так, крайне резкое возрастание скорости перемещения кромок dV / dt dy на несколько порядков по сравнению со скоростью перемещения захвата нагружающего устройства свидетельствует о наступлении нестабильности трещины ( хрупкое разрушение) когда накопленная упругая энергия практически полностью переходит в энергию кинетическую. [22]
Кольцевые стыки тонкостенных обечаек собирают и сваривают обычно на подкладках разжимных колец. Такой прием имеет определенные недостатки, так как не препятствует перемещению кромок наружу, подогрев кромок впереди сварочной дуги заставляет их расширяться и отходить от подкладного кольца в радиальном направлении, что нередко приводит к возникновению депланации кромок. В тонкостенных сосудах, работающих под давлением, такое смещение кромок может оказаться опасным для прочности концентратором. Эффективным средством предотвращения смещений является прижатие кромок к подкладке роликом ( см. гл. Помимо сварки на подкладном кольце, можно использовать схему, при которой зона кольцевого шва охватывается снаружи жестким бандажом, а сварка стыка выполняется изнутри обечайки. В этом случае напряжения сжатия, возникающие в зоне нагрева, стремясь увеличить длину свободной кромки стыка, прижимают ее к наружному бандажу, исключая возможность образования смещений и вспучивания. [23]
Зазор в стыке соединяемых деталей на уровне жидкой металлической ванны является величиной переменной и зависит от деформационных перемещений кромок , определяемых местным нагревом в процессе сварки и усадкой кристаллизующейся части шва. Сварочный зазор изменяется в зависимости от типа стали, толщины деталей, их закрепления, предварительного и сопутствующего подогрева и других факторов. Поэтому необходима корректировка режима сварки и, прежде всего, скорости подачи электрода. [25]
В точке А пластическое удлинение металла прекращается и. В процессе остывания пластины подтягиваются друг к другу и возникает поперечная усадка Апвп - 2иЛ - В пластинах, которые свариваются без зазора, перемещение кромок впереди источника тепла не может осуществляться беспрепятственно. До некоторой точки В ( рис. 6 - 7, а) происходит упругая деформация; а от точки В до точки D - пластическая. Поперечная усадка оказывается меньше, чем при сварке с зазором. [26]
При электроннолучевой сварке энергия, необходимая для расплавления металла, подводится к детали электронным лучом. Благодаря бомбардировке поверхности изделия электронами и переходу их кинетической энергии в тепловую происходит местный нагрев и плавление материала. При перемещении кромок свариваемых деталей под лучом образуется сварной шов. [27]
При электроннолучевой сварке энергия, необходимая для расплавления металла, подводится к детали электронным лучом. Благодаря бомбардировке поверхности изделия электронами-и переходу их кинетической энергии в тепловую происходит местный нагрев и плавление материала. При перемещении кромок свариваемых деталей под лучом образуется сварной шов. [29]
При электроннолучевой сварке энергию, необходимую для расплавления металла, подводят к детали электронным лучом. Благодаря бомбардировке поверхности изделия электронами и переходу их кинетической энергии в тепловую происходит местный нагрев и плавление материала. При перемещении кромок свариваемых деталей под лучом образуется сварной шов. [30]
Внутренние напряжения. Явление усадки при сварке
Как уже указывалось, напряжения в материале могут возникать не только в результате приложения внешних сил, но и вследствие тепловых (термических) воздействий. Известно, что при нагревании большинство тел расширяется.
Линейное удлинение при этом определяется уравнением
где ∆l— удлинение элемента;
α — коэффициент линейного расширения (при t ≈ 20° α = 0,000012, при t ≈ 300° α = 0,000018);
l — первоначальная длина элемента; t = t2 — t1 — разность температур.
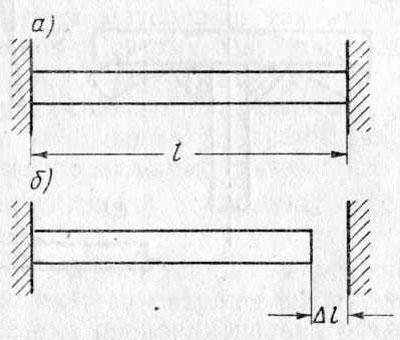
Представим себе стержень, зажатый между абсолютно жесткими стенками. Начнем его нагревать до температуры ниже 600°. При такой температуре в стержне, который не сможет удлиниться, возникнут упругие напряжения, равные [смотрите формулу (2.II)]
а в стенках возникнут реактивные силы S, равные S = σF, где F — поперечное сечение стержня.
После прекращения нагревания стержень сохранит свою длину, а напряжение в стержне и реакции в стенках исчезнут. Если этот же стержень нагревать до температуры выше 600°, то развивающиеся в нем напряжения превзойдут предел упругости. Поэтому температуру около 600° для малоуглеродистых сталей называют температурой пластичности. После прекращения нагревания стержень получит остаточную деформацию — он укоротится.
Если бы стержень был закреплен в стенке и не мог укоротиться, то после остывания в нем появились бы напряжения растяжения.
Остаточная деформация после нагрева
Теперь представим себе пластинку, в середине которой производится разогрев путем наложения небольшого шва. Отдельные зоны или участки металла получат неравномерную деформацию, будучи нагреты до разных температур.
При этом участки, окружающие место сварки, сопротивляются развитию деформации, подвергаясь сжатию, в результате которого напряжения в них могут достигнуть предела текучести. При охлаждении нагретый металл стремится сократиться, но сокращается он как упругий материал.
Этому сокращению препятствуют более холодные участки. В результате внутри тела возникают напряжения, являющиеся следствием неравномерности распределения температуры в нем.
Эти напряжения уравновешиваются внутри самого тела, образуя в нем сжатые и растянутые зоны. Часто эти напряжения вызывают изменение формы тела (коробление) и приводят к такой деформации, при которой наступает состояние равновесия.
Деформации конструкции, появляющиеся в результате остывания после сварки, как правило, связаны с уменьшением размеров, поскольку сварные швы, остывая, сокращаются и стягивают прилегающие участки металла, причем в них появляются растягивающие напряжения. Эти деформации называются сварочными деформациям, или усадкой.
Различают усадку поперечную, т. е. усадку поперек шва и продольную, т. е. усадку вдоль сварного шва. Если швы в поперечном сечении элемента расположены несимметрично относительно нейтральной оси, продольная усадка ведет к выгибу элемента, трудно исправимому в производстве. Поэтому конструктивную форму с несимметричным расположением швов следует избегать.
Деформация элементов при сварке
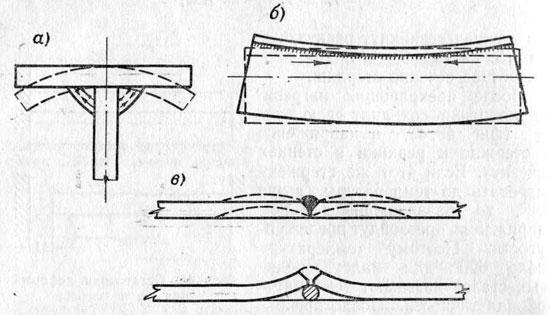
Особенно неблагоприятно сказывается на конструкции поперечная усадка; она почти в 10 раз больше, чем продольная. На фигуре, в показан поперечный стыковой шов. После сварки он не только стягивает листы, но и несколько выгибает их.
По перечная усадка стыкового шва пропорциональна площади сварного шва и может быть определена по формулам:
где δ — толщина свариваемого металла; α — угол раскрытия шва; b — величина зазора.
Если подлежащие сварке листы жестко закреплены по пери метру, то вследствие сопротивления закреплений в листах и шве после усадки появляются внутренние растягивающие напряжения. Эти напряжения достигают больших величин и могут при вести к образованию трещин.
Для пластичного материала значение внутренних напряжений не столь велико, так как по достижении в материале напряжений, равных пределу текучести, внутренние напряжения частично исчезают, и после первой же разгрузки конструкция работает вполне упруго.
Однако в условиях плоского напряженного состояния, способствующего появлению хрупкости (смотрите Неравномерное распределение напряжений), внутренние напряжения играют существенную роль и в пластическом материале, так как они могут привести к образованию трещин. Поэтому сварку по замкнутому контуру следует избегать, в особенности сварку тех швов, которые направлены поперек основных сил; если же конструкция ее предусматривает, то необходимо во время сварки замыкать контур со стороны более податливых связей.
Можно дать некоторые общие указания о способах борьбы со сварочными деформациями.
- Конструктивные мероприятия. Следует стремиться к общему уменьшению количества сварных швов, избе гая «лишних» швов. Поскольку усадка пропорциональна объему наплавленного металла, то минимальную толщину швов следует определять точно по прочности, не утолщая швы «в запас».
Швы в симметричной конструкции следует располагать симметрично или так, чтобы статические моменты площади наплавленного металла по обе стороны нейтральной оси были примерно равны. Нежелательно большое скопление швов в одной точке (пересечение швов) или близкое расположение параллельных швов.
Следует избегать замкнутых швов, а в случае необходимости их применения предусматривать достаточные свободные поверхности или длины для развития удлинений. Наконец, швы должны располагаться так, чтобы можно было обеспечить рациональную последовательность сварки, для чего составляется карта технологического процесса сварки с учетом применения специальных приспособлений для ручной или автоматической сварки.
В необходимых случаях предусматривается создание обратных деформаций (выгибов) или же определенная последовательность сварки с тем, чтобы создать предварительный выгиб.
В некоторых случаях полезно устраивать жесткие закрепления (при помощи прихваток или кондукторов).
При сварке на морозе, нельзя допускать вследствие снижения ударной вязкости как основного, так и наплавленного металла ударных воздействий на металл. При низкой температуре происходит быстрый отвод тепла от изделия, что приводит к большим остаточным деформациям.
Поэтому рационально металл подогревать до температуры, ощутимой рукой (70°), а также предусматривать мероприятия, обеспечивающие свободную усадку швов. Место сварки должно быть защищено от ветра, а для сварщика должны быть созданы благоприятные условия работы.
«Проектирование стальных конструкций»,
К.К.Муханов
Nothing found
It seems we can’t find what you’re looking for. Perhaps searching can help.
Читайте также: