Коэффициент наплавки автоматической сварки
Обновлено: 17.05.2024
где αр, — коэффициент расплавления; Gр — масса расплавленного за время t электродного металла, г; t — время горения дуги, ч; I — сварочный ток, А.
Коэффициент расплавления зависит от состава проволоки и покрытия электрода, веса покрытия, а также рода и полярности тока.
Коэффициент потерь
Коэффициент характеризует потери металла электрода на разбрызгивание, испарение и окисление.
Ψ = (Gр — Gн / Gр) ּ 100%,
где ψ — коэффициент потерь; Gн — масса наплавленного металла, г; Gp — масса расплавленного металла, г.
Коэффициент потерь зависит не только от состава проволоки и ее покрытия, но также и от режима сварки и типа сварного соединения. Коэффициент потерь возрастает при увеличении плотности тока и длины дуги. Он несколько меньше при сварке втавр, с разделкой кромок, чем при наплавке.
Коэффициент наплавки
Для оценки процесса наплавки вводят понятие коэффициента наплавки:
где αн — коэффициент наплавки; Gн — масса наплавленного за время t металла, г (с учетом потерь).
Коэффициент наплавки зависит от рода и полярности тока, типа покрытия и состава проволоки, а также от пространственного положения, в котором выполняют сварку.
Зависимость величины сварочного тока от диаметра электрода
При ручной дуговой сварке сварочный ток и диаметр электрода связаны следующей зависимостью:
I = K ּ d,
где I— величина сварочного тока, А; К— коэффициент,зависящий от марки электрода (K = 40 ÷ 60; 40 — для легированных электродов, 60 — для углеродистых); d— диаметр электрода, мм.
Приведенная формула применима для электродов, имеющих диаметр 3—6 мм.
Зависимость между диаметром и величиной сварочного тока выражают так же следующей опытной формулой:
I = (m + n ּ d) ּ d,
где m=20; n = 6 (для ручной сварки стальными электродами).
Производительность процесса дуговой сварки
Производительность сварки определяется количеством наплавленного металла
G = αн ּ I ּ t,
где G — масса наплавленного металла, г.
Чем больше ток, тем выше производительность. Однако при значительном увеличении сварочного тока для применяемого диаметра электрода — последний может быстро нагреваться теплом Ленца — Джоуля, что резко понизит качество сварного шва, так как металл шва и зона сплавления основного металла будут перегреты. Необходимо отметить, что перегрев электрода увеличивает разбрызгивание металла.
Погонная энергия
Отношение эффективной тепловой мощности дуги (источника) qи к скорости перемещения дуги υ называется погонной энергией.
где υ — скорость перемещения дуги (скорость сварки ), см/с.
Погонная энергия — это количество тепла в калориях, введенное на единицу длины однопроходного шва или валика.
Полную тепловую мощность сварочной дуги приближенно считают равной тепловому эквиваленту ее электрической мощности
Q = 0,24Uд ּ I, кал/с,
где Uд — падение напряжения на дуге, В; I — величина сварочного тока, A; Q — тепловой эквивалент электрической мощности сварочной дуги, кал/с.
Количество тепла, введенное сварочной дугой в изделие в процессе его нагрева за единицу времени, называется эффективной тепловой мощностью сварочной дуги, которая является суммой тепловой энергии, выделяющейся в пятне дуги на изделии, вводимой в изделие при теплообмене со столбом дути и пятном на изделии и поступающей с каплями расплавленного флюса, электродного металла и покрытия:
qи = 0,24Uд ּ I ּ hи кал/с,
где qи — эффективная тепловая мощность сварочной дуги, кал/с; hи — эффективный к. п. д. процесса нагрева металла сварочной дугой.
hи = qи/0,24 ּ Uд ּ I.
Эффективным к. п. д. процесса нагрева металла сварочной дугой называется отношение количества введенного в металл тепла к тепловому эквиваленту электрической мощности дуги. Этот коэффициент характеризует эффективность процессов выделения тепла и теплообмена в дуговом промежутке по отношению к нагреву металла изделия и зависит в основном от способа сварки.
На рисунке приведен тепловой баланс тепла, выделяемый дугой, из которого видно, что более полно используется тепло дуги при автоматической сварке под флюсом. При увеличении длины дуги эффективный к. п. д. падает и возрастает с углублением дуги в ванну. При сварке металлическими электродами этот коэффициент мало зависит от рода, полярности и величины сварочного тока.
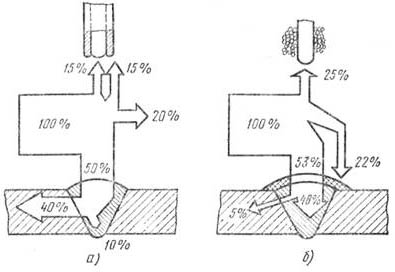
Тепловой баланс сварочной дуги при среднем для данного способа сварки режиме: а — ручная сварка покрытым электродом, б — автоматическая сварка под флюсом
6.2. Расчет режимов сварки (наплавки) в углекислом газе проволокой сплошного сечения
В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке:

Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле:
где а – плотность тока в электродной проволоке, А/мм 2 (при сварке в СО2 а=110 ÷ 130 А/мм 2 ; dЭ – диаметр электродной проволоки, мм.
Механизированные способы сварки позволяют применять значительно большие плотности тока по сравнению с ручной сваркой. Это объясняется меньшей длиной вылета электрода.
Напряжение дуги и расход углекислого газа выбираются в зависимости от силы сварочного тока по табл. 6.1.
Зависимость напряжения и расхода углекислого газа от силы сварочного тока

При сварочном токе 200 ÷ 250 А длина дуги должна быть в пределах 1,5 ÷ 4,0 мм. Вылет электродной проволоки составляет 8 ÷ 15 мм (уменьшается с повышением сварочного тока).
Скорость подачи электродной проволоки, м/ч, расчитывается по формуле:
где αР – коэффициент расплавления проволоки, г/А ч ; ρ – плотность металла электродной проволоки, г/см 3 (для стали ρ =7,8 г/см 3 ).
Значение αР рассчитывается по формуле:
Скорость сварки (наплавки), м/ч, рассчитывается по формуле:
где αН - коэффициент наплавки, г/А ч; αН = αР(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15;FB - площадь поперечного сечения одного валика, см 2 . При наплавке в СО2 принимается равным 0,3 - 0,7 см 2 .
Масса наплавленного металла, г, сварке рассчитывается по следующим формулам:
при наплавочных работах:
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см 3 ); VН - объем наплавленного металла, см 3 .
Время горения дуги, ч, определяется по формуле:
Полное время сварки (наплавки), ч, определяется по формуле:
где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57).
Расход электродной проволоки, г, рассчитывается по формуле:
где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15).
Расход электроэнергии, кВт ч, определяется по формуле:
где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO–мощность источника питания, работающего на холостом ходе, кВт. На постоянном токе Wо = 2,0÷ 3,0 кВт, на переменном – Wо= 0,2÷ 0,4 кВт.
Справочные сведения по оборудованию для сварки в СО2 приведены в табл. 4,5,7 приложения.
6.3. Расчет режимов сварки (наплавки) под флюсом проволокой сплошного сечения
При сварке и наплавке под флюсом, для более глубокого проплавления, рекомендуется использовать высокие значения плотности тока в электродной проволоке (а ≥40 ÷ 50 А/мм 2 ), а при наплавке для снижения глубины проплавления принимается а≤ 30 ÷ 40 А/мм 2 . Диаметр электродной проволоки желательно выбирать таким, чтобы он обеспечил максимальную производительность сварки (наплавки) при требуемой глубине проплавления. Зависимость силы сварочного тока и его плотности на глубину проплавления приведена в табл. 10 приложения. Зависимость напряжения дуги от силы сварочного тока (флюс АН-348А) следующая:
Наплавку рекомендуется выполнять при постоянном токе прямой полярности. Вылет электродной проволоки принимается 30 ÷ 60 мм, при этом более высокие его значения соответствуют большему диаметру проволоки и силе тока. Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле:
где dПР – диаметр проволоки, мм; ρ – плотность металла электродной проволоки, г/см 3 (для стали ρ =7,8 г/см 3 ).
Коэффициент расплавления проволоки сплошного сечения при сварке под флюсом определяется по формулам:
для переменного тока:
для постоянного тока прямой полярности:
для постоянного тока обратной полярности
αР= 10 ÷ 12 г/Ач
Скорость сварки, м/ч, рассчитывается по формуле:
где αН - коэффициент наплавки, г/А ч; αН = αР(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание, принимается равным 0,02 ÷ 0,03.
При наплавке под флюсомFB - площадь поперечного сечения одного валика, см 2 , укладываемого за один проходможно принять равной 0,3 ÷ 0,6 см 2 .
Масса наплавленного металла, г, определяется по формуле:
где VН - объем наплавленного металла, см 3 .
Объем наплавленного металла, см 3 , определяется из выражения
где Fн – площадь наплавленной поверхности, см 2 ; h – высота наплавленного слоя, см.
Расход сварочной проволоки, г, определяется по формуле
де GH – масса наплавленного металла, г; Ψ – коэффициент потерь.
Расход флюса, г/пог.м, определяется по формуле
Время горения дуги, ч, определяется по формуле
Полное время сварки, ч, определяется по формуле
де kП – коэффициент использования сварочного поста принимается равным 0,6 ÷ 0,7.
Расход электроэнергии, кВт ч, определяется по формуле
где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO– мощность источника питания, работающего на холостом ходе, кВтч (на постоянном токе 2,0÷ 3,0 кВт, на переменном – 0,2÷ 0,4 кВт).
Марки флюса приведены в табл. 5.3.
| Cварочный ток, А | 200-400 | 400-800 | 800-1200 |
| Толщина слоя флюса, мм | 25-35 | 35-45 | 45-60 |
Технические характеристики аппаратов для автоматической сварки (наплавки) под флюсом приведены табл.6 приложения.
6.1. Расчет режимов ручной дуговой сварки (наплавки)
При ручной дуговой сварке (наплавке) к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
При выборе диаметра электрода для сварки можно использовать следующие ориентировочные данные:

В многослойных стыковых швах первый слой выполняют электродом 3–4 мм, последующие слои выполняют электродами большего диаметра.
Сварку в вертикальном положении проводят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром до 4 мм.
При наплавке изношенной поверхности должна быть компенсирована толщина изношенного слоя плюс 1–1,5 мм на обработку поверхности после наплавки.
Сила сварочного тока, А, рассчитывается по формуле:
где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода dЭ принимается равным по следующей таблице:

Силу сварочного тока, рассчитанную по этой формуле, следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве.
Если толщина металла S ≥ 3dЭ, то значениеIСВ следует увеличить на 10–15%. Если же S ≤ 1,5dЭ, то сварочный ток уменьшают на 10–15%. При сварке угловых швов и наплавке, значение тока должно быть повышено на 10–15%. При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10–15%.
Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги UД= 22 ÷ 28 В.
Расчет скорости сварки, м/ч, производится по формуле:
где αН – коэффициент наплавки, г/А ч (принимают из характеристики выбранного электрода по табл. 9 приложения); FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см 2 ; ρ – плотность металла электрода, г/см 3 (для стали ρ =7,8 г/см 3 ).
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле:
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см 3 ).
Расчет массы наплавленного металла, г, при ручной дуговой наплавке производится по формуле:
где FНП – площадь наплавляемой поверхности, см 2 ; hН – требуемая высота наплавляемого слоя, см.
Время горения дуги, ч, (основное время) определяется по формуле:
Полное время сварки (наплавки), ч, приближенно определяется по формуле:
где tO – время горения дуги (основное время),ч; kП – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5 ÷ 0,55.
Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле:
где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла (табл. 9 приложения).
где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги; WO–мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т– полное время сварки или наплавки, ч.
Значения η источника питания сварочной дуги и WO можно принять по таблице:

Выбор и обоснование источника питания сварочной дуги может быть осуществлен по табл. 1–5 приложения.
Коэффициент наплавки – показатель производительности сварочного процесса
Коэффициент наплавки (КН) стержней для сварки – по-настоящему важная величина. Ее в обязательном порядке учитывают при составлении техпроцесса на выполнение конкретного вида сварных мероприятий.
1 КН и производительность сварки – прямая связь
Стержни для ручной сварки делают по опробованной методике из особой проволоки. На ней обязательно имеется специальное покрытие. На последнее возлагается несколько важных задач:
- формирование определенных условий в сварочной ванне;
- предохранение стержней от вредного влияния на них окружающей атмосферы;
- увеличение числа ионов, нужных для осуществления операции.
Объем металлического расплава, идущего на создание шва за заданный временной отрезок, описывает коэффициент наплавки. Он, по сути, демонстрирует нам производительность любого сварочного мероприятия.

Зная КН, специалист без проблем рассчитает число электродов (вариант – проволоки, если идет полуавтоматический процесс), которые понадобятся ему для работ (без перерывов) на протяжении некоторого (заранее оговоренного) периода времени.
На коэффициент наплавки влияет полярность и тип тока. Его показатель разнится и в зависимости от покрытия электродов и вида сварочной проволоки. Важно учесть и еще один нюанс. КН имеет неодинаковые значения при разных пространственных размещениях сварочного стержня.
Конкретное значение КН проволоки (при полуавтоматической схеме) и электродов со спецслоем (ручной процесс) рассчитывается по формуле Gh/I. Под I здесь понимают ток в амперах, а под Gh – вес металла в граммах, наплавляемого на сварное соединение за час.
2 КН и толщина покрытия электродов
Изделия для сварки из проволоки могут иметь разное покрытие. По показателю толщины оно бывает большим, средним, повышенным. Самыми эффективными считаются стержни с большой толщиной защитного слоя. Коэффициент наплавки таких изделий может составлять 12 г/А*ч.

Подобные стержни рекомендуется применять при нижнем положении сварки и при потребности получения достаточно длинного соединительного шва. Впрочем, их допускается использовать и в иных положениях. Все зависит от конкретных условий проведения работ.
Изделия с покрытием средней толщины годятся для любого положения. Показатель наплавки для таких электродов находится на уровне 8–9 г/А*ч. Коэффициент наплавки стержней с повышенной толщиной специального покрытия равняется уже 16–18 г/А*ч. Они очень производительные. Но при сварке использовать их допускается только в нижнем положении. Причем тогда, когда по технологическому процессу требуется получить длинный соединительный шов. Если протяженность последнего будет незначительной, эффективность эксплуатации электродов с "толстым" покрытием существенно снизится.
3 Коэффициент расплавления электродов – связь с КН
Рассматривая коэффициент наплавки, следует упомянуть и еще один параметр используемых при сварке стержней. Называется он коэффициентом расплавления (КР). Под ним понимают часть собственного веса сварочного стержня, переходящую за 1 час под влиянием электротока в расплавленный металл.

Понятно, что на создание шва идет далеко не вся масса металла. Некоторое его количество при воздействии на электрод сварочной дуги просто-напросто выгорает, часть испаряется и разбрызгивается. Конкретные объемы потерь металла зависят от вида сварочной проволоки, режима сварки, покрытия электродов и вида сварного соединения. При ручной и полуавтоматической сварке металла теряется меньше в случаях, когда длина дуги и плотность тока имеют малые величины.
Обычно коэффициент расплавления проволоки или электродов всегда имеет большее значение (примерно на 1–3 г/А*ч), нежели показатель наплавки. Правда, существуют такие электроды, у которых две этих величины абсолютно идентичны. Если же использовать стержни с покрытием из железного порошка, показатель расплавления будет даже меньше, чем КН.
Существуют специальные таблицы, в которых даются величины рассмотренных нами коэффициентов для разных вариантов сварки (полуавтоматической и ручной). Но профессионалы используют их редко. На практике коэффициент наплавки и КР (их номинальные величины) устанавливаются специалистом экспериментально при осуществлении тех или иных сварочных мероприятий. При этом сварщик принимает во внимание показатель потерь металла, который варьируется в пределах 3–30%.
Читайте также: