Коэффициент разбрызгивания сварочной проволоки
Обновлено: 04.05.2024
При сварке и наплавке под флюсом, для более глубокого проплавления, рекомендуется использовать высокие значения плотности тока в электродной проволоке (а ≥40 ÷ 50 А/мм 2 ), а при наплавке для снижения глубины проплавления принимается а≤ 30 ÷ 40 А/мм 2 . Диаметр электродной проволоки желательно выбирать таким, чтобы он обеспечил максимальную производительность сварки (наплавки) при требуемой глубине проплавления. Зависимость силы сварочного тока и его плотности на глубину проплавления приведена в табл. 10 приложения. Зависимость напряжения дуги от силы сварочного тока (флюс АН-348А) следующая:
Наплавку рекомендуется выполнять при постоянном токе прямой полярности. Вылет электродной проволоки принимается 30 ÷ 60 мм, при этом более высокие его значения соответствуют большему диаметру проволоки и силе тока. Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле:
где dПР – диаметр проволоки, мм; ρ – плотность металла электродной проволоки, г/см 3 (для стали ρ =7,8 г/см 3 ).
Коэффициент расплавления проволоки сплошного сечения при сварке под флюсом определяется по формулам:
для переменного тока:
для постоянного тока прямой полярности:
для постоянного тока обратной полярности
αР= 10 ÷ 12 г/Ач
Скорость сварки, м/ч, рассчитывается по формуле:
где αН - коэффициент наплавки, г/А ч; αН = αР(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание, принимается равным 0,02 ÷ 0,03.
При наплавке под флюсомFB - площадь поперечного сечения одного валика, см 2 , укладываемого за один проходможно принять равной 0,3 ÷ 0,6 см 2 .
Масса наплавленного металла, г, определяется по формуле:
где VН - объем наплавленного металла, см 3 .
Объем наплавленного металла, см 3 , определяется из выражения
где Fн – площадь наплавленной поверхности, см 2 ; h – высота наплавленного слоя, см.
Расход сварочной проволоки, г, определяется по формуле
де GH – масса наплавленного металла, г; Ψ – коэффициент потерь.
Расход флюса, г/пог.м, определяется по формуле
Время горения дуги, ч, определяется по формуле
Полное время сварки, ч, определяется по формуле
де kП – коэффициент использования сварочного поста принимается равным 0,6 ÷ 0,7.
Расход электроэнергии, кВт ч, определяется по формуле
где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO– мощность источника питания, работающего на холостом ходе, кВтч (на постоянном токе 2,0÷ 3,0 кВт, на переменном – 0,2÷ 0,4 кВт).
Марки флюса приведены в табл. 5.3.
| Cварочный ток, А | 200-400 | 400-800 | 800-1200 |
| Толщина слоя флюса, мм | 25-35 | 35-45 | 45-60 |
Технические характеристики аппаратов для автоматической сварки (наплавки) под флюсом приведены табл.6 приложения.
Основные показатели процесса дуговой сварки
где αр, — коэффициент расплавления; Gр — масса расплавленного за время t электродного металла, г; t — время горения дуги, ч; I — сварочный ток, А.
Коэффициент расплавления зависит от состава проволоки и покрытия электрода, веса покрытия, а также рода и полярности тока.
Коэффициент потерь
Коэффициент характеризует потери металла электрода на разбрызгивание, испарение и окисление.
Ψ = (Gр — Gн / Gр) ּ 100%,
где ψ — коэффициент потерь; Gн — масса наплавленного металла, г; Gp — масса расплавленного металла, г.
Коэффициент потерь зависит не только от состава проволоки и ее покрытия, но также и от режима сварки и типа сварного соединения. Коэффициент потерь возрастает при увеличении плотности тока и длины дуги. Он несколько меньше при сварке втавр, с разделкой кромок, чем при наплавке.
Коэффициент наплавки
Для оценки процесса наплавки вводят понятие коэффициента наплавки:
где αн — коэффициент наплавки; Gн — масса наплавленного за время t металла, г (с учетом потерь).
Коэффициент наплавки зависит от рода и полярности тока, типа покрытия и состава проволоки, а также от пространственного положения, в котором выполняют сварку.
Зависимость величины сварочного тока от диаметра электрода
При ручной дуговой сварке сварочный ток и диаметр электрода связаны следующей зависимостью:
I = K ּ d,
где I— величина сварочного тока, А; К— коэффициент,зависящий от марки электрода (K = 40 ÷ 60; 40 — для легированных электродов, 60 — для углеродистых); d— диаметр электрода, мм.
Приведенная формула применима для электродов, имеющих диаметр 3—6 мм.
Зависимость между диаметром и величиной сварочного тока выражают так же следующей опытной формулой:
I = (m + n ּ d) ּ d,
где m=20; n = 6 (для ручной сварки стальными электродами).
Производительность процесса дуговой сварки
Производительность сварки определяется количеством наплавленного металла
G = αн ּ I ּ t,
где G — масса наплавленного металла, г.
Чем больше ток, тем выше производительность. Однако при значительном увеличении сварочного тока для применяемого диаметра электрода — последний может быстро нагреваться теплом Ленца — Джоуля, что резко понизит качество сварного шва, так как металл шва и зона сплавления основного металла будут перегреты. Необходимо отметить, что перегрев электрода увеличивает разбрызгивание металла.
Погонная энергия
Отношение эффективной тепловой мощности дуги (источника) qи к скорости перемещения дуги υ называется погонной энергией.
где υ — скорость перемещения дуги (скорость сварки ), см/с.
Погонная энергия — это количество тепла в калориях, введенное на единицу длины однопроходного шва или валика.
Полную тепловую мощность сварочной дуги приближенно считают равной тепловому эквиваленту ее электрической мощности
Q = 0,24Uд ּ I, кал/с,
где Uд — падение напряжения на дуге, В; I — величина сварочного тока, A; Q — тепловой эквивалент электрической мощности сварочной дуги, кал/с.
Количество тепла, введенное сварочной дугой в изделие в процессе его нагрева за единицу времени, называется эффективной тепловой мощностью сварочной дуги, которая является суммой тепловой энергии, выделяющейся в пятне дуги на изделии, вводимой в изделие при теплообмене со столбом дути и пятном на изделии и поступающей с каплями расплавленного флюса, электродного металла и покрытия:
qи = 0,24Uд ּ I ּ hи кал/с,
где qи — эффективная тепловая мощность сварочной дуги, кал/с; hи — эффективный к. п. д. процесса нагрева металла сварочной дугой.
hи = qи/0,24 ּ Uд ּ I.
Эффективным к. п. д. процесса нагрева металла сварочной дугой называется отношение количества введенного в металл тепла к тепловому эквиваленту электрической мощности дуги. Этот коэффициент характеризует эффективность процессов выделения тепла и теплообмена в дуговом промежутке по отношению к нагреву металла изделия и зависит в основном от способа сварки.
На рисунке приведен тепловой баланс тепла, выделяемый дугой, из которого видно, что более полно используется тепло дуги при автоматической сварке под флюсом. При увеличении длины дуги эффективный к. п. д. падает и возрастает с углублением дуги в ванну. При сварке металлическими электродами этот коэффициент мало зависит от рода, полярности и величины сварочного тока.
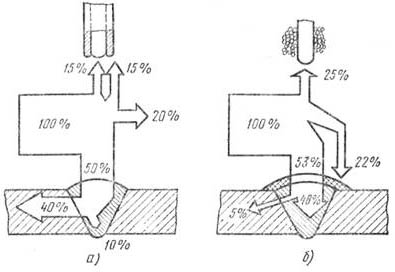
Тепловой баланс сварочной дуги при среднем для данного способа сварки режиме: а — ручная сварка покрытым электродом, б — автоматическая сварка под флюсом
15. Технология сварки порошковой проволокой в углекислом газе
Порошковая проволока марок ПП-АН8, ПП-АН10, ПП-АН4 и ПП-АН9 (Прим.- порошковая проволока для сварки в СО2 нового поколения: ППс-ТМВ-МК5, ППс-ТМВ7, ППс-ТМВ8, ППс-ТМВ29) рекомендуется для сварки конструкций из углеродистых конструкционных сталей, а также низколегированных низкоуглеродистых конструкционных сталей марок 09Г2, 09Г2С, 10Г2С1, 10Г2СД, 10ХСНД, 15ХСНД, 14Г2 и ряда других.
В тех случаях, когда к сварным конструкциям предъявляются специальные требования, возможность применения той или иной марки порошковой проволоки определяется после проведения дополнительных испытаний по соответствующим отраслевым нормалям. При сварке особо ответственных металлоконструкций с тяжелым режимом работы — котлов, резервуаров, воздухонагревателей, несущих узлов вагонов, кранов, экскаваторов, в том числе металлоконструкций, предназначенных для работы в условиях крайнего севера, — предпочтение отдается проволокам ПП-АН4 и ПП-АН9, обеспечивающим более высокие механические свойства металла шва и сварного соединения при отрицательных температурах.
Как показал опыт, потребители более охотно применяют проволоки марок ПП-АН8 и ПП-АН10, обладающие по сравнению с проволоками марок ПП-АН4 и ПП-АН9 более высокими сварочно-технологическими свойствами. Процесс сварки отличается большей устойчивостью горения дуги, особенно на малых токах. Эти проволоки имеют также хорошие гигиенические характеристики.
Сварка порошковой проволокой с дополнительной защитой углекислым газом применяется взамен ручной дуговой сварки электродами с покрытием рутилового, руднокислого и фтористо-кальциевого типов, а также взамен механизированной сварки в углекислом газе проволокой Св-08Г2С.
При сварке используется сварочная или пищевая углекислота, поставляемая в жидком состоянии в баллонах емкостью 40 л. Давление и баллоне 50—60 ати. Вес углекислоты в баллоне составляет 25 кг. После испарения ее при 0° С и 760 рт. ст. мм образуется 12600 л газа.
Жидкая углекислота поставляется также в специальных стальных контейнерах емкостью до 9 т. На предприятиях углекислоту разливают в накопители, которые подключают к централизованной магистрали с разводкой к сварочным постам. Такая система доставки углекислоты экономичнее, чем баллонная. Кроме того, централизованное обеспечение сварочных постов углекислым газом освобождает сварщика от трудоемких операций по замене баллонов и перемещению их в процессе работы, позволяет повысить культуру производства.
Состав углекислоты, используемой для сварки, должен соответствовать данным, приведенным в табл. 63. Однако практически содержание в углекислоте воды в свободном состоянии может достигать 2%.

Эта вода скапливается на дне баллона. Влажность газа зависит от давления в баллоне. С уменьшением давления, влажность газа повышается. В связи с этим использование баллонов, в которых давление углекислоты менее 10 атм, недопустимо. В баллон с углекислотой при заправке неизбежно попадает воздух, скапливающийся над углекислотой. Поэтому перед использованием баллонов после заправки рекомендуют первые порции углекислоты выпустить в атмосферу.
Уменьшение попадания влаги в зону сварки достигается установкой на пути газа осушителей, заполненных силикагелем или другими поглотителями влаги. Силикагель необходимо периодически подвергать прокалке при температуре 200—250° С.
Выход газа из баллона сопровождается резким охлаждением его, возникающим вследствие затраты тепла на испарение жидкой углекислоты, что приводит к замерзанию содержащейся в углекислоте влаги и закупорке редуктора. Для предотвращения этого перед редуктором рекомендуется ставить подогреватель.
Для снижения давления газа до рабочего применяются понижающие редукторы. Редуктор-расходомер ДЗД-1 снижает давление газа от 50—35 ати до рабочего давления 0,5 ати и обеспечивает оптимальный расход газа. На практике часто применяется для этой цели кислородный редуктор РК-53Б. В качестве расходомера в этом случае служит манометр, установленный на камере низкого давления.
Расход газа контролируется расходомерами поплавкового или дроссельного типа. При использовании дроссельной шайбы, установленной на выходе газа из камеры низкого давления, расход газа зависит от диаметра калибровочного отверстия, не превышающего обычно 0,5—1,0 мм, и давления газа в камере низкого давления. Ниже приведен ориентировочный расход углекислоты в зависимости от показаний манометра низкого давления при диаметре отверстия в дроссельной шайбе 0,8 мм.
Порошковой проволокой в углекислом газе свариваются тавровые, угловые, нахлесточные, стыковые и другие соединения из стали толщиной 3 мм и выше. Положение швов в пространстве — нижнее и горизонтальное на вертикальной плоскости для проволоки диаметром 2,0—2,3 мм и нижнее — для проволоки диаметром 2,5— 3,0 мм.
Сварочные работы рекомендуется выполнять в закрытых помещениях. Сварка на открытых площадках и монтаже возможна при соблюдении мер предосторожности, предотвращающих сдувание защитного газа.
Поверхность кромок свариваемых изделий перед сваркой должна быть очищена от грязи, ржавчины, окалины, органических материалов. Сварка изделий после газовой резки допускается только при условии очистки поверхности реза от шлака.
Поставляемая проволока должна иметь сертификат завода-изготовителя, в котором указываются марка проволоки, ее диаметр, коэффициент заполнения, номер партии, химический состав наплавленною металла и результаты испытания механических свойств металла шва. Применение порошковой проволоки без сертификата не допускается. Для проверки качества поставляемой проволоки, особенно при изготовлении ответственных изделий, потребителю необходимо проводить контрольные испытания проволоки в соответствие с требованиями технических условий.
Длительно хранившуюся проволоку перед применением необходимо прокалить при температуре 230--250° С в течение 1—3 ч. Для равномерной прокалки необходимо принять меры, предотвращающие прямое облучение проволоки нагревателями. Признаком качественной прокалки проволоки может служить ее цвет — от желтого до коричневого. Отсутствие пожелтения— признак недостаточной выдержки или низкой температуры в печи; появление синего цвета на поверхности проволоки — признак завышенной температуры.
Полуавтоматы или автоматы должны иметь горелки, обеспечивающие ламинарное истечение газа из сопла. При использовании нестандартных держателей необходимо учитывать, что они должны обеспечивать радиальное по отношению к оси проволоки истечение газа из мундштука.
Перед пропусканием проволоки в шланг конец ее должен быть завальцован, наконечник с мундштука снят, а шланг не должен иметь перегибов. Несоблюдение этих правил может привести к деформации проволоки в роликах, выходу из строя деталей шланга и держателя. После прижима верхними роликами порошковая проволока должна быть на 2/3 диаметра утоплена в паз нижних роликов. Пропускание проволоки в шланг осуществляется нажатием кнопки «пуск» на держателе или подающем механизме.
Перед сваркой необходимо установить рекомендуемый для данных диаметра проволоки, толщины металла и типа сварного соединения режим сварки. По выбранному режиму отрегулировать расход газа; выждать несколько секунд для полного удаления воздуха из шлангов. Установить вылет проволоки 35 40 мм с таким расчетом, чтобы расстояние от конца проволоки до среза сопла было в пределах 15—25 мм.

Рис. 120. Положение горелки относительно изделия при сварке непрокаленной проволокой
Возбуждение дуги осуществляется касанием конца проволоки изделия, а подача проволоки — нажатием кнопки «пуск» на держателе.
От положения и перемещения горелки относительно свариваемого изделия зависят в значительной степени устойчивость горения дуги, надежность газовой защиты зоны дуги от воздуха, скорость охлаждения металла, форма шва, интенсивность забрызгивания горелки, возможность наблюдения за зоной сварки.
Приближение горелки к изделию затрудняет наблюдение за процессом сварки и вызывает засорение горелки брызгами, а чрезмерное удаление может привести к дефектам в швах вследствие снижения эффективности защиты металла углекислым газом.
При пользовании непрокаленной проволокой сварку необходимо выполнять на повышенном вылете — до 50 мм (рис. 120).
При этом вследствие нагрева проволоки на вылете влияние влаги в сердечнике и смазки на поверхности проволоки на качество швов уменьшается.
Сварка стыковых соединений или угловых в лодочку может выполняться «углом вперед» пли «углом назад». Угол наклона проволоки относительно вертикальной плоскости, перпендикулярной к оси шва, не должен превышать 15° (рис. 121)

Рис. 121. Положение электродной проволоки относительно изделия при сварке стыковых соединений «углом назад» (1) и «углом вперед» (2).
При сварке «углом назад» увеличивается глубина проплавления, ширина шва уменьшается, обеспечивается более надежная защита металла сварочной ванны и улучшается обзор зоны плавления металла. Сварка «углом вперед» характеризуется малой глубиной проплавления и большой шириной шва. При сварке однослойных швов горелка перемещается поступательно или по вытянутой спирали. В случае сварки многослойных швов первый слой выполняется без поперечных колебаний электрода, а последующие слои — с поперечными колебаниями по вытянутой спирали или «змейкой». Сварка стыковых соединений с глубокой разделкой осуществляется горелкой с удлиненным наконечником, выступающим из сопла на 10—15 мм. При сварке угловых швов горелка должна быть отклонена от вертикальной стенки на 30—45°. Сварка производится «углом назад» или «углом вперед». Сварку «углом назад» рекомендуется производить на токах до 450 а. На более высоких токах лучшее формирование шва обеспечивается при сварке «углом вперед». Перемещение горелки — поступательное или возвратно-поступательное. Сварку угловых швов в нижнем положении катетом более 10 мм не рекомендуется выполнять за один проход.
После прекращения сварки горелку не рекомендуется отводить от сварочной ванны до полной кристаллизации металла. При остановках процесса и необходимости выполнения непрерывных швов кратер предыдущего слоя должен быть переварен.
Изложенные выше правила техники и технологии сварки в равной мере относятся ко всем существующим порошковым проволокам, предназначенным для сварки в углекислом газе. При выполнении тех или иных типов сварных соединений существенное значение имеет правильное назначение режима сварки. В табл. 64 приведены режимы сварки некоторых соединений проволокой ПП-АН4 диаметром 2,2 мм.


Рекомендуемые режимы при сварке стыковых соединений проволокой ПП-АН8 диаметром 2—3 мм приведены в табл. 65.
Дефекты швов
Основными дефектами швов, выполняемых порошковой проволокой в углекислом газе, являются поры, трещины, шлаковые включения, подрезы, наплывы.
Образование пористости в сварных швах может быть вызвано следующими причинами:
- повышенной влажностью сердечника проволоки или наличием обильного слоя смазки на поверхности проволоки;
- наличием на свариваемых кромках ржавчины, окалины, влаги и других загрязнение;
- большим количеством примесей (главным образом, влаги и воздуха) в углекислом газе;
- нарушением рекомендуемых режимов сварки;
- несовершенной защитной зоны сварки углекислым газом;
- попадание воздуха в зону сварки вследствие недостаточного либо избыточного расхода газа;
- большое расстояние между соплом горелки и изделием;
- чрезмерно большой угол наклона горелки относительно изделия;
- подсос воздуха через неплотности в горелке и газовой магистрали;
- эксцентричное расположение проволоки относительно соплa горелки;
- износ мундштука и связанное с этим нарушение соосности газового потока и столба дуги;
- турбулентное истечение газа из горелки.
Кристаллизационные трещины в металле шва могут образовываться в результате нарушения режима сварки (чрезмерного увеличения силы тока, напряжения дуги, скорости сварки), неправильной подготовки кромок под сварку, высокого содержания углерода и серы в свариваемом металле или компонентах порошковой проволоки.
Вероятность образования трещин повышается при сварке первого слоя многопроходных стыковых и тавровых швов. Чтобы предотвратить образование таких трещин, первые слои шва следует сваривать на пониженном токе «углом вперед» и с меньшей скоростью перемещения горелки.
Неметаллические включения чаще всего встречаются при сварке многопроходных швов. Для предупреждения этого дефекта необходимо тщательно удалять шлаковую корку перед выполнением последующего шва.
Наплывы и неравномерности сечения швов возникают, как правило, при сварке угловых и нахлесточных швов вследствие неправильного положения горелки относительно изделия, повышенной силы тока, малой скорости сварки, наложения за один проход швов катетом более 10 мм, а также из-за неравномерной скорости перемещения горелок.
Причиной образования подрезов является завышенное напряжение дуги.
Разбрызгивание электродного металла может быть вызвано повышенным напряжением дуги, большим вылетом проволоки, неправильным углом наклона электрода и т. д.
Особое внимание следует уделить обращению с газовой аппаратурой. Эксплуатация баллонов должна производиться в соответствии с правилами эксплуатации сосудов, работающих под давлением, Гостртехнадзора СССР. Углекислотная рампа должна иметь предохранительные клапаны. При эксплуатации баллонов не допускается нагрев их свыше 30° С. Система подогрева баллонов в рампе должна быть оборудована устройствами, обеспечивающими автоматическое выключение подогрева при температуре свыше 30 °С.
6.2. Расчет режимов сварки (наплавки) в углекислом газе проволокой сплошного сечения
В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке:

Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле:
где а – плотность тока в электродной проволоке, А/мм 2 (при сварке в СО2 а=110 ÷ 130 А/мм 2 ; dЭ – диаметр электродной проволоки, мм.
Механизированные способы сварки позволяют применять значительно большие плотности тока по сравнению с ручной сваркой. Это объясняется меньшей длиной вылета электрода.
Напряжение дуги и расход углекислого газа выбираются в зависимости от силы сварочного тока по табл. 6.1.
Зависимость напряжения и расхода углекислого газа от силы сварочного тока

При сварочном токе 200 ÷ 250 А длина дуги должна быть в пределах 1,5 ÷ 4,0 мм. Вылет электродной проволоки составляет 8 ÷ 15 мм (уменьшается с повышением сварочного тока).
Скорость подачи электродной проволоки, м/ч, расчитывается по формуле:
где αР – коэффициент расплавления проволоки, г/А ч ; ρ – плотность металла электродной проволоки, г/см 3 (для стали ρ =7,8 г/см 3 ).
Значение αР рассчитывается по формуле:
Скорость сварки (наплавки), м/ч, рассчитывается по формуле:
где αН - коэффициент наплавки, г/А ч; αН = αР(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15;FB - площадь поперечного сечения одного валика, см 2 . При наплавке в СО2 принимается равным 0,3 - 0,7 см 2 .
Масса наплавленного металла, г, сварке рассчитывается по следующим формулам:
при наплавочных работах:
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см 3 ); VН - объем наплавленного металла, см 3 .
Время горения дуги, ч, определяется по формуле:
Полное время сварки (наплавки), ч, определяется по формуле:
где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57).
Расход электродной проволоки, г, рассчитывается по формуле:
где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15).
Расход электроэнергии, кВт ч, определяется по формуле:
где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO–мощность источника питания, работающего на холостом ходе, кВт. На постоянном токе Wо = 2,0÷ 3,0 кВт, на переменном – Wо= 0,2÷ 0,4 кВт.
Справочные сведения по оборудованию для сварки в СО2 приведены в табл. 4,5,7 приложения.
Выбор параметров режима
Сварку обычно выполняют на постоянном токе обратной полярности. Иногда возможна сварка на переменном токе. При прямой полярности скорость расплавления в 1,4-1,6 раз выше, чем при обратной, однако дуга горит менее стабильно, с интенсивным разбрызгиванием.

Диаметр электродной проволоки
Выбирают в пределах 0,5-3,0 мм в зависимости от толщины свариваемого материала и положения шва в пространстве. Чем меньше диаметр проволоки, тем устойчивее горение дуги, больше глубина проплавления и коэффициент наплавки, меньше разбрызгивание.
Больший диаметр проволоки требует увеличения сварочного тока.

Сварочный ток
Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла. Сила тока определяет глубину проплавления и производительность процесса в целом. Ток регулируют скоростью подачи сварочной проволоки.

Напряжение на дуге
С ростом напряжения на дуге глубина проплавления уменьшается, а ширина шва и разбрызгивание увеличиваются. Ухудшается газовая защита, образуются поры. Напряжение на дуге устанавливают в зависимости от выбранного сварочного тока и регулируют положением вольт-амперной характеристики, изменяя напряжение холостого хода источника питания.

Скорость подачи электродной проволоки
Связана со сварочным током. Устанавливают с таким расчетом, чтобы процесс сварки происходил стабильно, без коротких замыканий и обрывов дуги
Скорость сварки
Устанавливают в зависимости от толщины свариваемого металла с учетом качественного формирования шва. Металл большой толщины лучше сваривать узкими швами на высокой скорости.
Медленная сварка способствует разрастанию сварочной ванны и повышает вероятность образования пор в металле шва.

При чрезмерной скорости сварки могут окислиться конец проволоки и металл шва.
Расход защитного газа
Определяют в зависимости от диаметра проволоки и силы сварочног о тока. Для улучшения газовой защиты увеличивают расход газа, снижают скорость сварки, приближают сопло к поверхности металла или используют защитные экраны.

Вылет электрода
Расстояние от точки токоподвода до горна сварочной проволоки. С увеличением вылета ухудшаются устойчивость горения дуги и формирование шва, интенсивнее разбрызгивается металл. Малый вылет затрудняет процесс сварки, вызывает подгорани газового сопла и токоподводяшего наконечника.

Выпуск электрода
Расстояние от сопла горелки до торца сварочной проволоки. С увеличением выпуска ухудшается газовая зашита зоны сварки. При малом выпуске усложняется техника сварки, особенно угловых и тавровых соединений.
Вылет и выпуск зависят от диаметра электродной проволоки:
Диаметр проволоки, мм
Вылет электрода, мм
Выпуск электрода, мм
Расход газа, л/мин
Оптимальная совокупность параметров режима делает процесс стабильным на трех стадиях:
1 - при зажигании дуги и установлении рабочего режима сварки;
2 - в широком диапазоне рабочих режимов;
3 - в период окончания сварки.
Процесс сварки считается стабильным, если электрические и тепловые характеристики его не изменяются во времени или изменяются по определенной программе. В связи с этим механизированную сварку в защитных газах ведут стационарной дугой, импульсно-дуговым способом, с синергетической системой управления.
Сварка стационарной дугой
Случайные колебания скорости подачи электродной проволоки и длины дуги могут нарушить стабильность процесса, привести к коротким замыканиям. обрыву дуги. Во избежание этого необходимо изменять скорость плавления электрода, т.е. соответствующим образом варьировать силу сварочного тока.
вольт-амперная характеристика дуги (ВАХ дуги) в защитных газах при плавящемся электроде имеет возрастающий характер.

В определенный момент стабильного процесса сварки скорость подачи электродной проволоки Vп1 равна скорости плавления Vпл1. При этом параметры по току и напряжению определялись рабочей точкой А1 с длиной дуги lд1. Допустим, что в связи со сбоями в механизме подачи проволоки скорость подачи уменьшилась. Тогда возникает относительная скорость плавления ΔVпл = Vпл1 - Vп2, которая приводит к перемещению рабочей точки в новое положение - А2. Оно характеризуется уменьшением сварочною тока (Δl), что приводит к уменьшению первоначальной скорости плавления. Процесс сварки вернулся в точку А1 с длиной дуги lд1. Этот процесс носит название -саморегулирование по длине дуги. Оно становится интенсивнее при более жесткой волыамперной характеристике источника питания.
При сварке от источника с жесткой характеристикой сварщик корректирует режим по току, регулируя скорость подачи проволоки. Однако при этом изменяются длина дуги и напряжение на ней. Для поддержания нужной длины дуги при настройке режима следует корректировать вольт-амперную характеристику ИП, переходя с одной (I) на другую (II).

Стабильность дуги, особенно в потолочном положении, а также размеры шва и его качество зависят от вида переноса электродного металла через дуговой промежуток. Таких видов переноса существует три.
1. Крупнокапельный перенос с короткими замыканиями дуги. Образуются капли размером в 1,5 раза превышающие диаметр электродной проволоки. Процесс сопровождается короткими замыканиями с естественным импульсно-дуговым процессом, обусловленным параметрами режима. Напряжение на дуге периодически снижается до 0 и в момент отрыва капли увеличивается до рабочего значения. Ток в момент короткого замыкания возрастает, что приводит к отрыву капли электродного металла.
Процесс протекает с разбрызгиванием металла, что ухудшает внешний вид сварного соединения, приводит к непроварам, чрезмерной выпуклости шва.

2. Среднекапельный перенос без коротких замыканий.
Дуга горит непрерывно, а электродный металл переносится через дугу каплями, диаметр которых близок к диаметру проволоки.
Сварка идет с периодическим изменением напряжения на дуге и сварочного тока.
Импульсно-дуговой процесс зависит от параметров режима сварки и также сопровождается разбрызгиванием, снижается качество шва.

3. Струйный перенос.
Дуга горит непрерывно, оплавленный конец электрода вытянут конусом, с которого в сварочную ванну стекают капли размером менее 2/3 диаметра электрода. Масса капли невелика, поэтому электродный металл легко переносится в ванну при сварке во всех пространственных положениях.
Разбрызгивание при струйном переносе незначительно. Производительность высока. Получить струйный перенос можно в аргоне. В углекислом газе такой перенос достигается при высокой плотности сварочного тока или при проволоках, активированных редкоземельными элементами
Управляемый перенос электродного металла с требуемыми размерами капель успешно достигается при импульсно-дуговом процессе, когда периодически измененяют напряжение на дуге и ток сварки.

Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги - "длинной дугой";
- с короткими замыканиями дугового промежутка - "короткой дугой"

Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке "длинной дугой" возможны две разновидности переноса:
- один импульс - одна капля;
- один импульс - несколько капель.
Перенос "короткой дугой" характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Синергетическое управление
Инверторные источники питания позволяют ускорить изменения параметров по току до 1000 А/мс. Высокое быстродействие источника способствует оптимальному выбору токов импульса и паузы, времени импульса и паузы, частоты импульса в зависимости от скорости подачи проволоки Это обеспечивает стабильный перенос капли электродного металла за один импульс.
В современных полуавтоматах внедрены микропроцессорные технологии управления импульсными процессами сварки в зависимости от марки стали, диаметра проволоки, вида защитного газа. Такие системы называются синергетическими.

Благодаря предварительному программированию импульсных режимов во время сварки регулируются только два параметра: сварочный ток и длина дуги. Синергетическое оборудование легко перестраивает режимы сварки в зависимости от марки свариваемой стали, диаметра электродной проволоки и вида защитною газа.
В синергетической системе оборудования фирмы "Кемппи" запрограммированы оптимальные параметры режима сварки для различных комбинаций материала: углеродистая сталь, нержавеющая сталь, алюминиевые сплавы; диаметров электродной проволоки сплошного сечения: 1,0; 1,2; 1,6 мм; времени заварки кратера.
Для каждого диаметра проволоки имеется широкий диапазон токовых значений режима, который позволяет сваривать материалы разной толщины и во всех пространственных положениях. Синергетические системы повышают производительность на 20% по сравнению с обычной сваркой MIG/MAG.
Читайте также: