Когда производится включение аппарата в режиме сварка
Обновлено: 01.05.2024
Сварочное оборудование на сегодняшний день представлено множеством разновидностей. Но наибольшую популярность среди домашних мастеров получили инверторные аппараты в силу своей компактности и универсальности. Сварочный инвертор является оборудованием, позволяющим мастеру выполнять разного рода сварочные работы. Но чтобы проводить их качественно, недостаточно иметь дорогостоящий агрегат, нужно еще и научиться пользоваться сварочным аппаратом.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм 2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.

Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.

Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.
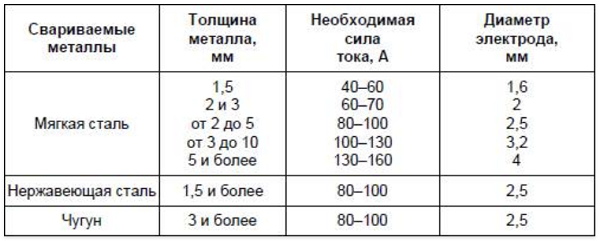
Например, если вам предстоит варить инвертором мягкую сталь толщиной 5 мм, то следует подобрать электрод 3 мм, а на аппарате выставить силу тока, равную 100 А. После пробной сварки силу тока можно подкорректировать, то есть уменьшить либо увеличить.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.
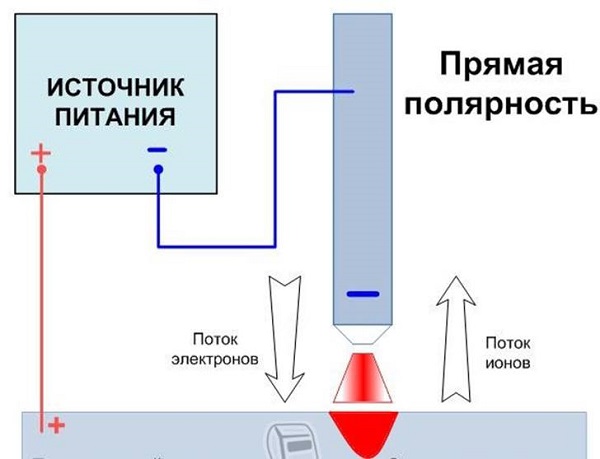
Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.

При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Совет! После подключения к аппарату новых кабелей, не превышающих рекомендуемую длину, нужно измерить сварочный ток, чтобы узнать его значение и при необходимости подкорректировать.
Что такое сварочная ванна
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
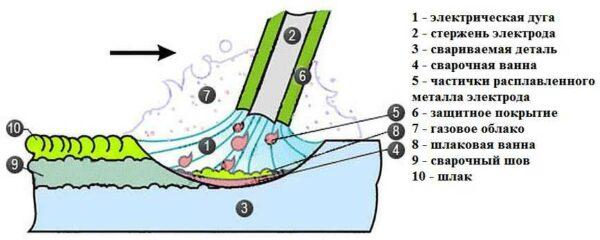
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
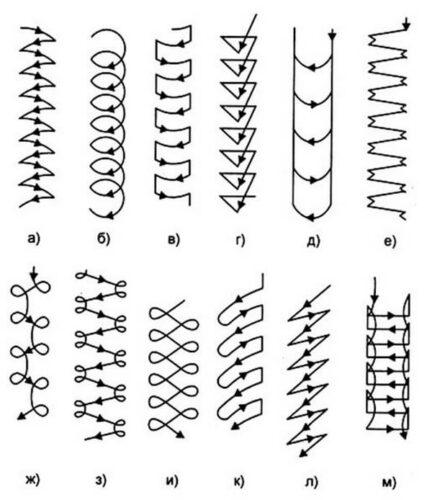
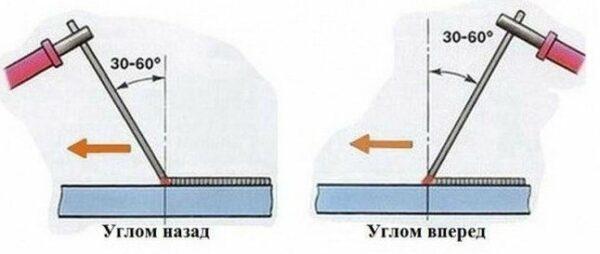
Варианты перемещения электрода при сварке
Процесс сварки с использованием инвертора
Перед тем как приступать к сварочным работам, необходимо провести подготовку деталей. Их необходимо тщательно очистить от краски, грязи и ржавчины. После этого следует убрать с кромок пятна жира или краски с помощью растворителя.
Перед началом сварочных работ необходимо отрегулировать силу тока. Можно попробовать выполнить пробную сварку. Если валик получается размытым, то силу тока надо увеличить. Когда валик становится таким большим, что двигать электродержатель становится сложно, то ток уменьшается.
Если для сварки используются старые электроды, то перед началом работ их необходимо просушить. Они должны находиться в течение пары часов при температуре около 2000 градусов. Использовать для этого можно специальные печки.
Зажечь дугу можно следующими способами:
- с помощью метода, похожего на поджиг спичек;
- несколько раз постучать концом электрода по свариваемому металлу.

Тем, кто только начинает варить, можно сначала наметить линию на металле, а потом вести шов по ней. Только сделать ее надо хорошо видимой. После этого можно зажигать дугу и подводить электрод к началу предполагаемого шва. Здесь начинает плавиться металл и покрываться шлаком. Так выглядит сварочная ванна, которую необходимо двигать по разметке шва. Делать это необходимо под определенным углом. Выделяют два отличия ведения шва под углом: вперёд или назад. Первый способ идеально подходит для тонких металлов, так как позволяет проводить сварку с самой низкой теплотой. Для толстых металлов применяется второй способ.
Что такое дуговой промежуток
Дуговой промежуток известен так же, как длина дуги. Так называется зазор, который получается между свариваемым материалом и электродом. Опытные сварщики утверждают, что для получения качественного шва необходимо постоянно поддерживать данный промежуток на постоянном уровне. Существует три вида дуги.
- Короткая дуга. Дуговой промежуток в 1 мм, при котором металл нагревается в небольшой зоне. Благодаря этому сварной шов становится выпуклым. Из-за этого в месте соединения шва и изделия может образоваться дефект, известный как подрез. Он представляет собой неглубокую канавку, идущую вдоль самого шва. Подрез оказывает негативное влияние на качество и прочность шва.
- Длинная дуга. Является очень нестабильной и слабо защищённой от воздействия воздуха. Длинная дуга недостаточно хорошо прогревает металл, в результате чего получается не слишком глубокий шов.
- Нормальная дуга. Если во время сварки обеспечивать нормальный зазор, то получается качественный, хорошо проваренный шов. Нормальным дуговым промежутком считается зазор в 2-3 мм.

Сварка тонкого металла
В частном доме или на даче обычно свариваются тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому лучше перед ответственной сваркой потренироваться на изделиях большей толщины. После этого можно пробовать варить тонкий металл. При этом следует руководствоваться следующими советами.
- При сварке изделий необходимо настраивать минимально рекомендованную силу тока.
- Варить нужно углом вперёд.
- Проводить работу нужно на обратной полярности.
- Чтобы уменьшить деформации деталей при нагреве, рекомендуется закрепить их тисками или струбцинами.
- Если стыкуются элементы длиной более 50 мм, то для начала необходимо выполнить прихватки.
Что нужно знать начинающим сварщикам
Если опыта в сварке практически нет, а выполнить работу нужно, то необходимо запомнить следующие нюансы.
Как надо подключать сварочный аппарат
Перед проведением сварки, как минимум, требуется понимание того, как осуществляется подключение сварочного аппарата к действующей сети, а также какие условия при этом нужно соблюдать.
Для быстрого и качественного подключения сварочного аппарата следует руководствоваться действующими инструкциями по эксплуатации приборов данного класса.
Наибольший интерес с точки зрения особенностей этого процесса представляет подключение сварочного инвертора, чаще всего применяемого в домашних условиях.
Правила безопасности
Схема подключения инверторного сварочного аппарата достаточно проста и допускает функционирование устройства в циклическом (прерывистом) режиме, позволяющем добиться максимальной эффективности сварки. Перед тем как втыкать вилку в розетку, необходимо все же прочитать инструкцию по подключению, проверить параметры сети, комплектность оборудования и внешнюю целостность всех его частей.
В инструкции должно быть чётко расписано, как правильно надо подключать сварочный аппарат, а также оговорен порядок его безопасного соединения с действующей электросетью. Особо оговаривается необходимость проверки пробок и автоматических выключателей, установленных в цепи подачи питания.
Должно учитываться и то обстоятельство, что в старых домах алюминиевая электропроводка не позволяет работать с токами свыше 10 Ампер. Поэтому перед тем, как включать преобразователи в сеть, необходимо выяснить их паспортную мощность и потребляемый ток.
При оценке отбираемой от сети мощности не следует забывать о том, что в момент включении аппарата происходит резкий всплеск пускового тока, величина которого может превышать номинальное значение в несколько раз.
Перед подключением аппарата и сварочными работами оператор должен выполнить следующие требования инструкции по его эксплуатации:
- удалить от корпуса аппарата посторонние электротехнические устройства (компьютеры, передатчики, измерительные приборы);
- при работе с инверторным оборудованием рабочее место должно быть освобождено от всех других мешающих предметов;
- помещения, в которых размещается сварочный агрегат, обязательно оборудуются системой принудительной вентиляции.
Для исключения аварийных ситуаций перед первым подключением сварочного аппарата рекомендуется протестировать его в различных режимах сварки.
Включение аппарата (инструкция по эксплуатации)
При рассмотрении условий функционировании сварочного инвертора, прежде всего, необходимо обратить внимание на следующие моменты:
- нормальная длительность токовой нагрузки не должна превышать 5-ти минут;
- на практике обычно применяется так называемый «трёхминутный цикл», составляющий две трети от полной нагрузки;
- при обнаружении сильного нагрева корпуса аппарат необходимо выключить до установления причин возникшей перегрузки.
Сварка с использованием инверторного аппарата нуждается в тщательной подготовке, так как при работе с оборудованием этого класса возможны опасные ситуации. Прежде чем приступить к сварочным работам оператор должен выполнить все требования инструкции по его эксплуатации, включая выбор подходящего токового режима и типа электрода.
Подсоединение инвертора к сети и запуск его в работу допускаются лишь после выполнения условий безопасности, включая применение розеток и вилок соответствующего стандарта.

При эксплуатации сварочного аппарата следует использовать специальные электроды с покрытием (типа ММА).
Толщина электродов ММА выбирается исходя из того, в каком режиме и с каким металлом предстоит работать. Обычно, чем толще металл, тем больше требуется ток и соответственно диаметр. Самыми распространенными в домашних условиях являются электроды на 2 и 3 мм.
Перед началом сварки следует убедиться в том, что электроды сухие. Провод, идущий к горелке, подключается к клемме «минус», после чего газовый шланг подсоединяется к размещённому на баллоне редуктору, если сварка производится в защитной среде.
При подключении через удлинитель, надо обращать внимание на диаметр сечения его кабеля. Сечение должно быть не менее 1,5 кв. мм для работы с током до 16 А. Провод надо полностью раскручивать, чтобы не возникало индуктивности, которая после подключения сварочного аппарата будет создавать дополнительное сопротивление.
Особенности режима запуска
Запуск инвертора в работу осуществляется нажатием кнопки «Пуск», что приводит к состоянию полной готовности к сварочным процедурам. Для начала сварки в защитной среде газов после подключения достаточно слегка отвернуть вентиль горелки, установить нужный электрод и «чиркнуть» им по свариваемой заготовке.
При рассмотрении вопроса запуска инвертора также необходимо учесть следующее. Дело в том, что любое инверторное устройство оснащается устройством плавного запуска, предотвращающим выход из строя электронных элементов схемы от всплеска тока.
Несмотря на такую защиту скачки тока при включении могут достигать значений порядка 40 Ампер, которые опасны не только для розетки, но и для действующей электросети из-за сильного «проседания» напряжения.
При всплесках тока в указанных выше пределах сетевое напряжение может снижаться («проседать») с 220-ти до 130-140 Вольт.
Питающую цепь прибора рекомендуется подключать к клеммным контактам, расположенным непосредственно на распределительном щитке, куда отдельно подводится и заземляющая шина. Для автомата, установленного во вводном устройстве, такие перепады напряжения менее опасны.
Ситуация с пусковыми токами заметно упрощается, когда для питания инвертора используются не фазные, а линейные напряжения. Однако этот вариант удаётся реализовать лишь для рассчитанных на 380 Вольт приборов и при условии подключения дома к трёхфазной сети (генератору).
При рассмотрении особенностей включения инверторного аппарата в работу не следует забывать особенности регулировки его нагрузочного тока, осуществляемой автоматически (посредством специального блока управления). Элементы настройки, задающие пределы регулирования, располагаются на передней панели прибора.
Выполнение требований инструкции по подключению импульсных преобразователей обязательно для всех без исключения моделей сварочных устройств. Лишь при соблюдении условий запуска инверторов удаётся поддерживать их функциональные возможности и гарантировать высокую эффективность сварочного процесса.
Правила обслуживания сварочного оборудования
Сварочное оборудование является звеном технологической цепочки большинства промышленных предприятий. Наряду со всеми другими видами производственного оборудования, сварочная аппаратура охвачена системой планово-предупредительных ремонтов, включающей в себя регулярное проведение процедур текущего технического обслуживания, а также различных видов ремонта, текущего или капитального.
Содержание проверки
Виды мероприятий, относящихся к процедурам технического обслуживания и их периодичность, определяются порядком, изложенным в действующих нормах и правилах. Причем для различных типов оборудования существуют свои нормы, однако есть и общие правила обслуживания.
Электросварочные аппараты, по своей сути являясь электроустановками, должны эксплуатироваться, а также проходить техническое обслуживание в соответствии с действующими нормами, которыми для них являются Правила Технической Эксплуатации Электроустановок Потребителей, содержащие соответствующий раздел. Согласно этим правилам, проверка сварочного оборудования должна проводиться в следующих объёмах:
- проведение внешнего осмотра аппаратов;
- контрольное включение в режиме холостого хода не менее чем на 5 минут;
- замеры величин сопротивления изоляции;
- контроль исправности цепей защитного заземления;
- производство испытаний повышенным напряжением.
Периодические проверки, включающие контроль сопротивления изоляции, внешний осмотр и контрольное включение в рамках технического обслуживания, должны осуществляться при вводе сварочного оборудования в работу после длительного перерыва в эксплуатации.
Также это необходимо делать при обнаружении видимых следов механических или электрических повреждений, но в любом случае, не реже, чем 1 раз в 6 месяцев. Персонал, осуществляющий такие проверки, должен делать записи установленной формы в специально предназначенный для этого журнал.
Нормативы испытаний, проводимых при техническом обслуживании, должны соответствовать изложенным в Приложении 3 Правил, а также инструкциям по эксплуатации и проведению технического обслуживания.
Ремонт и профилактическое обслуживание

Ремонт и обслуживание аппаратов, предназначенных для выполнения сварочных работ, должны осуществляться специалистами, обладающими достаточной квалификацией, входящими в состав специализированных подразделений.
В случае отсутствия на предприятии ремонтного персонала соответствующего уровня, работы должны выполняться на договорной основе ремонтниками профильных организаций.
Сварочное оборудование, наряду с термическим, относится к объектам, являющимся источником повышенной опасности. По этой причине разработаны специализированные нормативные документы, регламентирующие порядок контроля его состояния. Эти положения сформулированы в руководящем документе РД 34.10.127 – 34.
Периодичность осмотров
В соответствии с этим документом, все ремонтные и профилактические мероприятия, относящиеся к обслуживанию сварочного и термического оборудования, должны выполняться в прямом соответствии с графиком, утверждённым главным техническим специалистом предприятия.
Особо подчёркивается важность своевременной поверки технических средств измерений, которыми комплектуются аппараты для сварки. Для этой цели установлено, что в подготовке графиков обслуживания сварочной техники должен принимать участие специалист, ответственный за метрологию на предприятии.
Таким образом, плановая остановка оборудования на ремонт или техническое обслуживание должно быть приурочено к сдаче измерительных приборов в поверку.
Согласно нормативам, устанавливаемым данным руководящим документом, в рамках обслуживания необходимо регулярно проводить мероприятия по текущему контролю технического состояния оборудования:
- сварочные аппараты переменного и постоянного тока (трансформаторы и выпрямители) осматриваются два раза в месяц; подлежат осмотру 1 раз в неделю;
- аппараты для автоматической и полуавтоматической сварки осматриваются ежедневно.
Факт проведения проверки (осмотра), а также полученный результат, фиксируется в журнале установленной формы.
Особые проверки
Особая форма проверки устанавливается при контроле вновь поступающего оборудования, оборудования, вышедшего из ремонта, а также, простаивающего более трёх месяцев.
В этих ситуациях осуществляется проверка наличия и комплектности технической эксплуатационной документации аппарата (паспорт, инструкция по эксплуатации, схемы).
Производится визуальный контроль технического состояния оборудования, если аппаратура новая, удаляются излишки смазки, снимается транспортный крепёж, при его наличии осуществляется протяжка ослабленных болтовых соединений.
Проверяется наличие действующей (то есть, не просроченной) отметки (наклейки) поверяющей организации на корпусах измерительных приборов. При необходимости, отметка о сроке проведённой поверки делается в соответствующей графе паспорта оборудования.

Измеряется уровень электрического сопротивления изоляции. Необходимо также включить оборудование для определения его рабочего состояния.
Замеры сопротивления изоляции проводятся между обмотками (для трансформаторов и выпрямителей), а также между каждой обмоткой и корпусом оборудования.
При этом следует руководствоваться рекомендациями, изложенными в технической документации прибора. Если в инструкции по эксплуатации отсутствует описание методики проведения испытаний, проводить их следует в соответствии с ГОСТами. Так, автоматические сварочные аппараты испытываются в соответствии с нормами ГОСТ 8213.
Полуавтоматические сварочные устройства – по нормам ГОСТ 18130. Испытания устройств на основе сварочного инвертора проводятся по ГОСТ 7237. Аппараты переменного тока (трансформаторы) – по ГОСТ 7012.
Электрические генераторы в рамках обслуживания подлежат испытаниям по ГОСТ 304. Аппараты, использующие выпрямленный сварочный ток – по ГОСТ 13821.
Сварочные аппараты частных владельцев
Для того чтобы сварочное оборудование в мастерской частного владельца работало надёжно, за ним должен осуществляться надлежащий уход. Бремя выполнения ремонта и технического обслуживания в данном случае лежит на самом владельце.
Наиболее распространённый тип сварочного оборудования, находящегося в частном владении, это инвертор для выполнения ручной электродуговой сварки. Как проверить его работоспособность, подробно написано в прилагаемой к нему инструкции.
Для долгой и успешной эксплуатации такого аппарата следует соблюдать несколько простых правил. Режим нагрузки аппарата не должен превышать рекомендованный инструкцией по эксплуатации.
Корпус прибора и дополнительные аксессуары (провода, зажимы, электрододержатель) нужно содержать в чистоте. Состояние элементов, подверженных износу, необходимо постоянно контролировать и своевременно заменять. Это относится к держателю электродов и зажимам для деталей.

Периодически, в зависимости от интенсивности эксплуатации изделия, необходимо проводить процедуру технического обслуживания сварочного оборудования.
В частности, если это сварочный инвертор, нужно иногда снимать крышку корпуса для удаления пыли и нагара, откладывающихся на поверхности радиаторов охлаждения электронных компонентах схемы.
Для этого можно воспользоваться мягкой кистью, или продуть пылесосом. Скапливающаяся внутри корпуса пыль препятствует нормальному отводу тепла от нагревающихся силовых элементов, что может послужить причиной преждевременного выхода их из строя.
Элементы схемы инвертора принудительно охлаждаются вентилятором. Обслуживание кулера заключается в очистке его лопастей от пыли и смазке подшипника жидкой смазкой.
Признаком того, что пора провести техническое обслуживание, является увеличение громкости работы вентилятора. Это вызывается нарушением балансировки устройства накопившейся на вращающихся лопастях грязью.
При каждом обслуживании, сопровождающимся вскрытием корпуса, кроме очистки от пыли следует проверять затяжку винтовых креплений деталей, не допуская их разбалтывания.
ПТЭЭП. Правила технической эксплуатации электроустановок потребителей
3.1.1. Настоящая глава Правил распространяется на стационарные, передвижные (переносные) установки для дуговой сварки постоянного и переменного тока.
3.1.2. Электросварочные установки, их монтаж и расположение должны соответствовать установленным требованиям при проведении электросварочных работ.
3.1.3. Сварочные работы должны выполняться в соответствии с требованиями государственных стандартов, правил пожарной безопасности при проведении сварочных работ, указаний заводов-изготовителей электросварочного оборудования и настоящей главы Правил.
3.1.4. Во взрывоопасных и взрывопожароопасных помещениях электросварочные работы необходимо выполнять в соответствии с требованиями государственных стандартов по взрывобезопасности, инструкции по организации безопасного ведения огневых работ на взрывоопасных объектах и настоящей главы Правил.
3.1.5. Источники сварочного тока могут присоединяться к распределительным электрическим сетям напряжением не выше 660 В.
3.1.6. В качестве источников сварочного тока для всех видов дуговой сварки должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи (статические или двигатель-генераторные) с электродвигателями либо с двигателями внутреннего сгорания.
3.1.7. Схема присоединения нескольких источников сварочного тока при работе их на одну сварочную дугу должна исключать возможность получения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
3.1.8. Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки должен использоваться гибкий сварочный медный кабель с резиновой изоляцией и в резиновой оболочке. Применение кабелей и проводов с изоляцией или в оболочке из полимерных материалов, распространяющих горение, не допускается.
3.1.9. Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты.
3.1.10. Электросварочные установки с многопостовым источником сварочного тока должны иметь устройство для защиты источника от перегрузки (автоматический выключатель, предохранители), а также коммутационный и защитный электрические аппараты на каждой линии, отходящей к сварочному посту.
3.1.11. Переносная (передвижная) электросварочная установка должна располагаться на таком расстоянии от коммутационного аппарата, чтобы длина соединяющего их гибкого кабеля была не более 15 м.
Данное требование не относится к питанию установок по троллейной системе и к тем случаям, когда иная длина предусмотрена конструкцией в соответствии с техническими условиями на установку. Передвижные электросварочные установки на время их передвижения необходимо отсоединять от сети.
3.1.12. Все электросварочные установки с источниками переменного и постоянного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, колодцах, туннелях, на понтонах, в котлах, отсеках судов и т.д.) или для работы в помещениях с повышенной опасностью, должны быть оснащены устройствами автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения. Устройства должны иметь техническую документацию, утвержденную в установленном порядке, а их параметры соответствовать требованиям государственных стандартов на электросварочные устройства.
3.1.13. При проведении сварочных работ в закрытых помещениях необходимо предусматривать (при необходимости) местные отсосы, обеспечивающие улавливание сварочных аэрозолей непосредственно у места его образования. В вентиляционных устройствах помещений для электросварочных установок должны быть установлены фильтры, исключающие выброс вредных веществ в окружающую среду.
3.1.14. Потребители, строительные и другие организации, создающие сварочные участки, должны иметь приборы, методики и квалифицированный персонал для контроля опасных и вредных производственных факторов, указанных в соответствующих государственных стандартах. Результаты измерений должны регистрироваться. В случае превышения установленных норм должны быть приняты меры для снижения опасных и вредных факторов.
3.1.15. К выполнению электросварочных работ допускаются работники, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие группу по электробезопасности не ниже II и соответствующие удостоверения.
Электросварщикам, прошедшим специальное обучение, может присваиваться в установленном порядке группа по электробезопасности III и выше для работы в качестве оперативно-ремонтного персонала с правом присоединения и отсоединения от сети переносных и передвижных электросварочных установок.
3.1.16. Переносное, передвижное электросварочное оборудование закрепляется за электросварщиком, о чем делается запись в Журнале регистрации инвентарного учета, периодической проверки и ремонта переносных и передвижных электроприемников, вспомогательного оборудования к ним. Не закрепленные за электросварщиками передвижные и переносные источники тока для дуговой сварки должны храниться в запираемых на замок помещениях.
3.1.17. Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием в процессе эксплуатации должен выполнять электротехнический персонал данного Потребителя с группой по электробезопасности не ниже III.
3.1.18. При выполнении сварочных работ в помещениях повышенной опасности, особо опасных помещениях и в особо неблагоприятных условиях сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриками.
При работе в замкнутых или труднодоступных пространствах необходимо также надевать защитные (полиэтиленовые, текстолитовые или винипластовые) каски, пользоваться металлическими щитками в этом случае не допускается.
3.1.19. Работы в замкнутых или труднодоступных пространствах должен выполнять сварщик под контролем двух наблюдающих, один из которых должен иметь группу по электробезопасности не ниже III. Наблюдающие должны находиться снаружи для контроля над безопасным проведением работ сварщиком. Сварщик должен иметь лямочный предохранительный пояс с канатом, конец которого находится у наблюдающего. Электросварочные работы в этих условиях должны производиться только на установке, удовлетворяющей требованиям п.п.3.1.12., 3.1.13.
3.1.20. На закрытых сосудах, находящихся под давлением (котлы, баллоны, трубопроводы и т.п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества, производить сварочные работы не допускается. Электросварка и резка цистерн, баков, бочек, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без тщательной предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием не допускается.
Выполнение сварочных работ в указанных емкостях разрешает работник, ответственный за безопасное проведение сварочных работ, после личной проверки емкостей.
3.1.21. Система технического обслуживания и ремонта электросварочных установок разрабатывается и осуществляется в соответствии с принятой у Потребителя схемой с учетом требований настоящей главы, инструкций по эксплуатации этих установок, указаний завода-изготовителя, норм испытания электрооборудования (Приложение 3) и местных условий.
3.1.22. Проведение испытаний и измерений на электросварочных установках осуществляется в соответствии с нормами испытания электрооборудования (Приложение 3), инструкциями заводов-изготовителей. Кроме того, измерение сопротивления изоляции этих установок проводится после длительного перерыва в их работе, при наличии видимых механических повреждений, но не реже 1 раза в 6 мес.
3.1.23. Ответственность за эксплуатацию сварочного оборудования, выполнение годового графика технического обслуживания и ремонта, безопасное проведение сварочных работ определяется должностными инструкциями, утвержденными в установленном порядке руководителем Потребителя. При наличии у Потребителя должности главного сварщика или работника, выполняющего его функции (например, главного механика), указанная ответственность возлагается на него.
Как правильно и безопасно использовать сварочное оборудование - инструкция для новичков

Наше сегодняшняя статья посвящаться тому документ, что часто остаётся валяться в коробке. Правильно, мы расскажем вам про инструкцию к эксплуатации.
И покупатель, не важно что он приобрел, мясорубку или атомный реактор, думает, что там нечего думать и по ходу работы можно легко разобраться. Ну если простая домашняя техника стерпит такое отношение, то сварочное оборудование-редко.
Если вы не прочтете этот прилагающийся, не просто так, документ, то проблем и вопросов у вас возникнет в разы больше, и на хороший результат можете не надеяться.
Для ознакомления
И все же для чего производители упорно кладут инструкцию по эксплуатации в коробки сварочных аппаратов?
Дело в том, что такая инструкция может стать для вас полноценным пособником, если вы купили ваш первый сварочный аппарат и ещё не знаете с какой стороны к нему подойти.
Если вы все же сядете и заставите себя прочитать её, то уровень ваших знаний про сварку сразу значительно повысится. А если вы мастер, что работает на заводе или фабрике то вы просто обязаны прочитать такое руководство.
Когда вы прочитаете инструкцию, то поймете, что она поможет вам глубже вникнуть в производственные технологии практически каждого вида сварки.
Производительная инструкция-это что-то подобное к технологической карте на производстве, она позволяет просчитать время работы, количество расходных материалов, то как можно использовать оборудование, а как не стоит, ну и сама инструкция, которая рассказывает основы работы со сварочным аппаратом.
Вы взяли за основу самую обычную инструкцию, которая прилагается к сварочному аппарату. Инструкции очевидно бывают разные, для разных производителей, но принцип их работы от этого не меняется.
То есть наша статья есть очень широкопрофильной и если вы её изучите то, сможете найти подход к большинству сварочных аппаратов, даже не изучаю какие-то книги дополнительно.
Документ по использованию оборудования

Такой документ имеет свою структуру, прочитайте несколько раз, ещё пару раз повторите на практике и это не будет для вас проблемой.
Запомнив все это раз, вы решите сразу массу проблем.
Присоединения кабеля сети

В стандартной комплектующей сварочного аппарата зачастую идет кабель сети. После распаковки проверьте все ли с ним хорошо, исправен ли он. Теперь приступайте к сборке аппарата, присоедините кабель к сварке и включите в самую обычную розетку.
Ещё раз перепроверь все ли вы подключили в правильные гнезда. Тогда включайте, нужно чтобы загорелся индикатор тока на сварочном аппарате.
Присоединение кабеля для сварки

Каждый сварочный аппарат имеет на себе два гнезда, подписаны они, как плюс и минус. Вы должны вставить туда шнуры и не важно над чем именно вы работаете. Зачастую подключить их не составляет большого труда.
Дальше немного сложнее, кабель нужно соединить к держаку и к элементам, что подлежат сварке. Дальнейшее развитие событий зависит от того, какая у вас стоит полярность на аппарате.
Когда сварка проходит с прямой полярностью, то шнур со знаком минус нужно присоединить к держаку, а тот что с надписью плюс к элементу над которым проводится работа.
А если вы работаете с обратной полярностью, то шнур со знаком минус присоединяется к элементу, а со знаком плюс идет к держаку. На нашем сайте есть более подробная информацию, и даже целая статья на эту тему.
Все наши советы будут полезны максимально, если ваш аппарат работает с постоянным током. Но как правильно подключить эти кабеля? Существует огромное количество способов подключения, так что их нужно изучить и выбрать для себя оптимальный.
Нужно разбираться в том с чем вы работаете какие предстоят сварочные работы, с каким металлом, какие при этом будут расходные материалы. Советуем дополнительно прочитать нормативную литературу по использованию сварочных аппаратов.
Перепроверите, что все шнуры надежно закреплены в гнездах. Просто если какой-то шнур будет прилегать не плотно и отходить, то ваша дуга будет не стабильной, прерывчатой или совсем не образуется.
Вам не нужно брать очень длинный шнур, хорошо подсчитайте какая длина вам необходима. Если кабель будет слишком длинный, то дуга так же будет прерываться.
Когда, при работе вы понимаете, что, то напряжение, что проходит по кабелю слишком высоко, и вам нужно меньше, просто замените его на более толстый кабель.
Самыми лучшими будут комплектующие кабеля, они идеально сопоставимы с аппаратом, но если уже так случилось, что кабель вышел из строя, то лучше заметить на кабель такой самой фирмы.
Как не ошибиться при выборе сварочного режима
Теперь перейдем к основному. Очень важно правильно ли вы подобрали режим для сварки, на этом многие прокалываются. Правильность выбора режима на прямую влияет на результат в конце. Параметры работы сварки это и есть его режимы, и их бывает не мало.
Существуют параметры как вид тока, скорость нанесения шва, сила тока и напряжение. Как не странно, но режим сварки начинается ещё с исходных материалов, например на то, какой режим вы выбрали влияет толщина электрода.
На сайте написана не одна статья на тему видом режимов, как их выбрать и прочее. Если вы их изучите, то дальнейшее развитие в этой сфере пойдет легче. Да это очень непростая и широкая тема.
Но тут все работает как с алфавитом, разберитесь и помните один раз и далее все будет элементарно.
Технология сварки

Когда вы закончили работу с подключение и настройкой режима можно начать работу над элементами сварки. В руках у вас должен быть держак в который вы уже вставили выбранный вами по толщине электрод.
Дальше нам нужно разжечь дугу, мы это делаем чисто механически, стучим концом электрода по металлу.
Не обязательно прям стучать, вы можете просто чиркнуть о металл, но часто такие фокусы недосягаемы новичкам. Дальше в силу вступают расходный, придёт момент, когда старый электрод догорит и вам нужно будет установить на его место новый.
По инструкции прописано, что замену электрода нужно производить когда до конца остаётся не больше 3 сантиметров.
Для того чтобы заменить новый электрод на старый вам нужно будет сделать все поэтапно, сначала нужно разжать держатель и высвободить старый электрод. Потом просто заставляете туда новый и хорошо заживаете держак.
Как не травмировать себя при работе со сварочным аппаратом

Это глава посвящаться вашей безопасности, ведь при любом виде работы -это основное, так что эту часть вам нужно будет прочитать обязательно.
Вы не можете начинать сварку пока не знаете правил безопасности. Основные правила таковы:
- Вы не должны работать с неисправным аппаратом, в котором может быть сломана вилка или повреждено само тело аппарата или кабеля-это грозит ударом тока.
- Важно чтобы мастер работал в рукавицах и не брал кабеля в голые руки.
- После окончания работы со сварочным аппаратом обязательно отключите его.
- Когда аппарат в работе нельзя переключать режимы, это одна из основных причин поломки.
- Когда аппарат не работает, то кабель, что соединяются с электродом, должен быть отсоединен.
- На каждом аппарате есть аварийное выключение, и если возникает какая-то внештатная ситуация, то отключите аппарат аварийно.
- Также важно чем работает мастер, все расходные материал должны иметь знак качества или сертификат о том, что они пригодны для таких работ, и являются полностью безопасными.
- При работе часто образовываться пары, они не безопасны и старайтесь их не вдыхать.
- Очень важна исправная вентиляция.
- На вашей одежде не должно быть ничего, что может воспламениться.
- Защищайте свой слух, иногда при таких работах бывает слишком шумно и можно серьёзно повредить барабанные перепонки, всегда контролируйте уровень шума вокруг вас.
- Ваша одежа не должна быть стерильна, но на ней не должно быть пятен теми жидкостями, которые могут легко загореться.
- Так же небезопасной является работа с вещами что находятся под давлением.
- Рядом с вами всегда должен быть огнетушитель, в случаи воспламенения, дополнительно изучите инструкцию о ток, как им пользоваться.
- Как вы уже поняли при такой работе часто возникают пожары, учитывая это уберите все предметы что могут легко загореться, их не должно быть в рабочей зоне.
- На вас должна быть одежда, что не воспламеняется, так же помните и соблюдайте часть про перчатки, защитная одежда должна быть на вас в комплекте обуви, маски для защиты и шапки.
- Работа со сваркой достаточно опасный вид деятельности, так что убедитесь что рядом с вами нет беспечных людей, что не прочитали все наши правила. А если рядом такие есть то они должны быть на максимальном расстоянии.
Регламент работы со сваркой

Для каждого отдельного вида сварочного аппарата существуют разные правила использования. Для каждого аппарата существуют свои правила, потому что они имеют разные функции и режимы, например они могут быть защищены от влияния влаги или пыли.
Конечно хорошо, когда есть такие и подобные функции, но тогда такой аппарат не нужно сохранять бережно, и можно использовать в любых условиях.
Ещё есть и такие аппараты, что имеют дополнительные датчики, которые фиксируют перегревы сварки и сообщают об этом.
Это очень удобно, ведь часто заработавшись можно и забыть о том, что аппарату нужно отдыхать, так что не забывайте следить за такими показателями. Ещё если вы прервали процесс сварки или совсем его закончили выключите аппарат из розетки.
Или когда во время работы вас окружают люди, то убедитесь что они соблюдают все правила безопасности и оснащены всем чтобы не травмироваться.
На вас всегда должна быть одежда которая не загорается и не плавиться, но этого мало, ещё должна быть маска, самые рекомендуемые это очки-хамелеоны, не забывайте про защитные рукавицы и обувь.
Желательно находиться на рабочем месте в обуви, что не проводит ток.
Но если у вас такой нет или на заводе не выдали, то побеспокойтесь о своей безопасности сами-постелите себе под ноги что-то из резины. Как мы уже писали ранее, не стоит носить в карманах что-то, что может с легкостью загореться.
Всегда, даже если вы работаете с одним аппаратом не первый день, проверяйте исправность кабелей и самого аппарата. Важно чтобы каждый кабель был на своем месте, не перепутайте их при подключении.
Перечитайте правила безопасности ещё раз и обязательно соблюдайте их - безопасность должна быть вашим приоритетом.
Когда приступаете к работе, то хорошо ототрите все рабочие поверхности, на них не должно быть пыли, грязи, коррозий или других изменений, в этом вам помогут очищающие жидкости, щетки или наждачная бумага.
И ещё немного правил

На вашем рабочем месте не должно быть очень пыльно. Так как это не соответствует ГОСТовским нормам загрязнения воздуха. Но те загрязнения что дает сам сварочный аппарат не идут в расчеты.
Если у вас большое и просторное рабочее место, то лучше всего чтобы ваш сварочный аппарат находился в укрытом от солнца участке.
Для сварочного аппарат крайне вредно активное солнце и высокая влажность. Конечно на ринке можно найти аппараты, что могут функционировать в полевых условиях, но молодым специалистам или даже небольшим фабрикам такие аппараты не к чему.
Сохраняйте свой аппарат в надлежащих условиях. Но об этом мы вам расскажем подробнее немного позже, так что есть смысл читать дальше. Когда проводятся работы со сваркой важно, чтобы в помещении была хорошая вентиляция.
Хорошо бы было установить вентиляцию приблизительно в полуметре от сварочного аппарата. Но если и этого оказалось мало, то вам понадобиться установить специализированные системы защиты от дыма и ветра.
Ещё хочется отметить момент про подключение аппарата в сеть. Вам подойдет розетка с напряжением не больше 220 В, тем более она может быть опасна.
Но если вы захотите воспользоваться более мощной розеткой, то будьте аккуратны, вы можете спалить сварочный аппарат и навредить себе. Напряжении в сети должно быть достаточно стабильным.
Но существуют и такие модели, что хорошо защищены от таких скачков напряжения. Даже можно наблюдать, что во время кратковременного выключения света аппарат продолжает работать.
Когда вы включаете аппарат в обычную розетку на 220В то помните, она нуждается в установке защиты, при которой автоматически прекращается подача тока в случаи повреждения шнура или аппарата. Не нужно включать сварку в розетку если она не заземлена.
Когда ваш сварочный аппарат долго стоял без дела, то при начале использования нужно проверить его сопротивление между обмотками. Подходящий показатель будет в районе 2.5 мегаом.
Как следить за исправностью сварки

Главное в чем будет нуждаться аппарат для сварки-это чистка и грязи и пыли. Очищать ваш сварочный аппарат рекомендовано регулярно, а не когда он уже в плачевном состоянии.
В плане ремонтов и технического обслуживания то этим вам заниматься не следует лучше отвезите ваш аппарат в сервис или к специалисту по ремонтам сварок. Если вы не ориентируйтесь в ремонтах сварочных аппаратов, то лучше не начинайте, доверьтесь специалисту.
Но если вы все же решили сами заняться своим аппаратом, то для начала нужно отключить его из сети. Далее нужно очистить тело аппарата и шнуры от загрязнений, если они не очень грязные то можно просто мокрой губкой, а если давно не протирали то понадобиться специальное средство против пятен.
Не нужно лесть в середину аппарата. Помните, тряпка должна быть влажной, а не мокрой, иначе это может привести к замыканию.
Не нужно сгибать провода при уборке, и вообще отнеситесь к этой работе внимательно. Но, а если вы все же решили отнести аппарат к специалисту, то проследите чтобы он выполнил весь перечень работ.
Зачастую очищение от пыли проводиться с помощью сжатого воздуха, для этого использую воздушный компрессор. Всего были и будут проблемные зоны, такими зонами у аппарата являются участки, которые чрезмерно загрязняться маслом.
Как хранить сварочное оборудование

Крайне важно бережно относиться к сварочному аппарату и конечно бережно его сохранять в достойных условиях.
От того как правильно вы храните свое оборудование зависит, то как долго оно вам прослужит, и как часто вы будете бежать в сервис с очередной поломкой, в которой можете быть и сами виновны.
Подойдет сохранение в оригинальной коробке, но самым лучшим вариантом будет приобрести коробку из пластика, она максимально сохранит вашу технику.
Можно как минимум обмотать плотно полиэтиленом. Вам нужно добиться результата при котором на ваш аппарат не попадут осадки и пыль с грязью. Но не нужно заматывать сварку насмерть, оставьте немного пространства чтобы сварка могла дышать.
Сейчас технологии позволяют хранить аппаратуру при самых низких и высоких температурах, но не нужно экспериментов, просто выберите среднюю температуру, это будет оптимально.
Еще не советует ставить аппарат на голую землю, даже если он упакован, в гараже или подвале может быть влажно.
Самые частые проблемы

Как все что нас окружает сварочные аппараты иногда ломаются.
Этому есть масса объяснений, иногда из строя выходят отдельные детали, такое бывает при долгом использовании, но иногда могут встретиться и бракованные аппараты или испорченные вами, в ходе не правильной эксплуатации и сохранения.
Ниже вы можете видеть таблицу в которой мы нашли топ проблем которые возникают со сварными аппаратами и оснасткой к ним.
Мы рассказали вам все, что хотели про эксплуатацию сварочного оборудования. На самом деле прочетав инструкцию вы найдете ответы на много вопросов, инструкция крайне простой документ, в котором все написано человеческим языком.
Если вы обычный новичок, что изредка практикуется дома, то к инструкции вам бы стоило прочитать ГОСТовские стандарты и в принципе этих знаний вам должно хватить.
Там хорошо описываться процессы и этапы работы со сваркой это будет вам очень полезно. Так что пусть инструкция не вводит вас в ступор. В ней написаны азы без которых начинать работу не имеет смысла, потому что результат будет не лучший.
Ну если чтение это не про вас и вам сложно сконцентрировать свое внимание, то можете посмотреть наш ролик, он будет вам очень полезен.
Читайте также: